Область техники
Изобретение относится к способу производства тонкостенного изделия, согласно которому многокомпонентный материал, по существу, на основе полимера, типа пластика или эластомера, распыляется в электрическом поле в электрически заряженном состоянии на форму, после чего изделие непосредственно после отделения его от формы представляет собой, по меньшей мере внешне, полностью готовый продукт.
Уровень техники
В настоящее время так называемый электростатический метод нанесения покрытий является общепринятым, например, применительно к автомобилям. Этот метод обычно осуществляется с применением покрывающих материалов на основе металлов, так что придание материалу электрического заряда и его распыление в электрическом поле может быть обеспечено в рамках данного применения достаточно однородным образом. В результате достигается нанесение достаточно толстого слоя покрытия по всей поверхности автомобиля. Однако на практике известный метод трудно осуществлять с достаточной надежностью, особенно при использовании материалов на базе пластиков, поскольку материалы данного типа плохо приспособлены для применения по указанному способу. С другой стороны, хорошо известно, что пластикам, подлежащим распылению, может быть сообщен электрический заряд с помощью материалов, регулирующих полярность/проводимость, таких как материалы на основе хлора/гликоля или аналогичные им. Однако несмотря на это данный вариант обработки пластиков в электрическом поле до настоящего времени невозможно осуществить с достаточной степенью надежности. Поэтому в типичном случае обычные тонкостенные изделия, такие как перчатки и презервативы, должны изготавливаться, в основном, с использованием традиционного процесса окунания.
Вместе с тем, из международной патентной заявки WO 94/22594 известен способ нанесения покрытия, в том числе на объекты различной формы, который основан на том, что многокомпонентный материал, содержащий смолу, отверждающуюся при низкой температуре, в частности, свободную от растворителя, наносят электростатическим методом на объект, после чего на смолу до ее отверждения напыляют, по меньшей мере, один жидкий материал.
Данная публикация не предлагает никакого решения сформулированной выше задачи, поскольку в ней, в основном, описаны различные альтернативные принципы получения покрытия. На базе технологии, описанной в этой публикации, на практике невозможно быть уверенным, в частности, в том, что прямым результатом цикла распыления станет полностью готовый конечный продукт, который нужно только снять с формы, или что каждая зона/точка изделия будет иметь слой материала точно заданной толщины. Данная проблема продолжает, таким образом, оставаться центральной для электрических методов, особенно применительно к материалам на основе смол или пластиков.
Сущность изобретения
Задача, на решение которой направлены способ и установка по настоящему изобретению, состоит в преодолении описанных проблем и, следовательно, в существенном улучшении уровня техники. Для решения данной задачи способ в соответствии с настоящим изобретением характеризуется тем, что трехмерное тонкостенное и эластичное изделие, в частности предмет одежды, перчатку или презерватив, изготавливают путем распыления посредством распылительного устройства, распыляющего в одном цикле смешанные компоненты многокомпонентного материала в электрическом поле на открытую форму, к которой приложен электрический потенциал.
Способ согласно настоящему изобретению обеспечивает ряд крупных преимуществ, в частности техническую функциональность и широкую область применения. Благодаря этому практически впервые становится возможным обеспечить достаточно надежные результаты в самом широком диапазоне применений, даже в случае использования описанной выше электротехнологии с материалами на основе пластика.
Полезность данного способа обусловлена тем, что единственного цикла распыления оказывается, в принципе, достаточно для изготовления даже полностью готового продукта, который может не требовать никакой финишной обработки (при условии правильного подбора компонентов материала в отношении цвета или других механических или физических характеристик, таких как поверхностное натяжение, поверхностная прочность и т.п.).
Способ по настоящему изобретению позволяет также производить изделия, толщина стенок которых в выбранных зонах специально сделана непостоянной. Далее, предложенный способ может быть реализован в традиционной форме, т.е. электростатически, когда заданные уровни напряжения на различных формирующих блоках формы поддерживаются, по существу, постоянными на протяжении всего цикла распыления. С другой стороны, в контексте настоящего изобретения можно также использовать динамически управляемый процесс распыления, когда на протяжении всего цикла распыления один или несколько параметров процесса изменяют непрерывно или периодически или же во время цикла распыления форму перемещают.
Предпочтительные применения способа по настоящему изобретению сформулированы в зависимых пунктах, относящихся к способу.
Изобретение относится также к установке, работающей в соответствии со способом по изобретению; более детально она раскрыта в ограничительной части относящегося к ней независимого пункта формулы изобретения. Основные отличительные признаки установки приведены в отличительной части указанного пункта.
Важнейшими преимуществами, которые обеспечивает установка по изобретению, являются техническая надежность в процессе работы, а также полезность при реализации самых разнообразных применений. Еще одно преимущество, обеспечиваемое установкой, заключается в том, что входящая в ее состав форма, которая выполнена отделяемой от изготавливаемого изделия и которая является положительной и/или отрицательной в зависимости от типа изготавливаемого изделия, обеспечивает возможность самых широких применений.
В предпочтительном варианте установки обеспечивается возможность использования формирующих блоков, которые представляют собой часть формы и на которые подаются напряжения, отличные от напряжений на других блоках. Уровни подаваемых напряжений, которые рассчитываются математически, позволяют формировать в реальном процессе распыления абсолютно контролируемые потоки материала к каждой стенке обрабатываемого объекта, подлежащей обработке/изготовлению в данный момент. В результате имеется возможность получить очень малые флуктуации толщины материала.
В зависимости от характера процесса имеется возможность настраивать модуль управления, например, в соответствии с традиционным подходом, т.е. на работу в электростатическом режиме, когда заданные уровни напряжения на отдельных формирующих блоках остаются, по существу, постоянными на протяжении всего цикла распыления.
С другой стороны, имеется возможность использовать модуль управления в динамическом режиме, так что некоторые параметры процесса распыления будут изменяться на протяжении цикла распыления непрерывно или по принципу "имеется/отсутствует".
Предпочтительные варианты выполнения установки по настоящему изобретению указаны в зависимых пунктах формулы изобретения, относящихся к установке.
Перечень чертежей
Далее настоящее изобретение будет более подробно описано со ссылкой на прилагаемые чертежи, иллюстрирующие принципиальные особенности способа и установки согласно изобретению, где:
фиг. 1 иллюстрирует принцип, лежащий в основе способа и установки по изобретению;
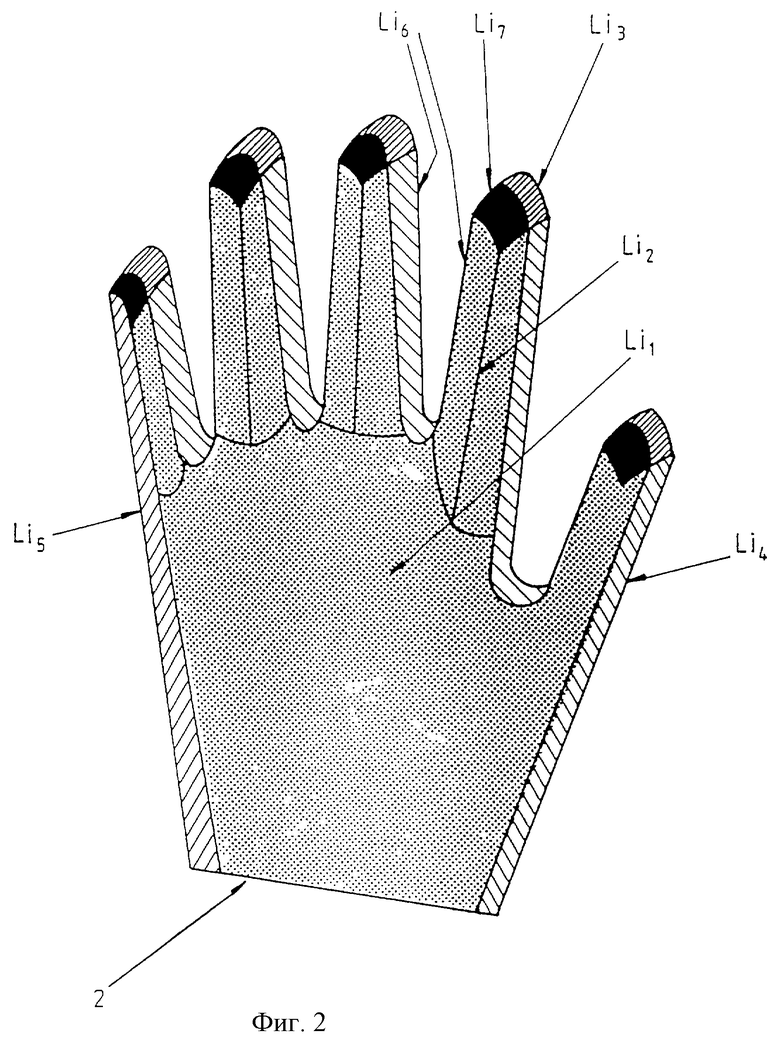
на фиг. 2 приведен пример формы, полезной для осуществления способа и установки по изобретению.
Сведения, подтверждающие возможность осуществления изобретения
Изобретение относится к способу изготовления тонкостенного изделия, согласно которому многокомпонентный материал 1 на основе полимера, включая пластики и эластомеры, распыляют II в электрическом поле Е в электрически заряженном состоянии на форму 2, после чего изделие непосредственно после отделения его от формы представляет собой, по меньшей мере внешне, полностью готовый продукт. Главным образом трехмерное тонкостенное и эластичное изделие, такое как, например, предмет одежды, перчатку, презерватив или подобное им, изготавливают путем распыления II посредством распылительного устройства 4, распыляющего в одном цикле смешанные компоненты многокомпонентного материала 1 в электрическом поле Е на открытую форму 2, к которой приложен электрический потенциал.
В соответствии с предпочтительным применением способа по изобретению, принципиальные особенности которого проиллюстрированы на фиг.1, компоненты 1а и 1b многокомпонентного распыляемого материала 1 нагревают с помощью нагревательного модуля 01. После этого компоненты 1а и 1b многокомпонентного распыляемого материала смешивают вместе 02, материал 1 электрически заряжают I и распыляют с помощью распылительного устройства 4, например, типа распылительного колокола.
В соответствии с другим предпочтительным вариантом способа поверхность указанной формы 2 обрабатывают поверхностно-активными веществами, регулирующими ее поверхностную энергию, например, на силиконовой или полиолефиновой основе и/или другим подходящим агентом, преимущественно для того, чтобы облегчить отделение готового изделия от формы 2. Согласно еще одному предпочтительному варианту поверхностное натяжение распыляемого материала регулируют относительно поверхностной энергии формы до достижения уровня, обеспечивающего равномерную малую толщину материала.
В соответствии с предпочтительным применением способа по изобретению он используется для производства эластичных изделий, таких как предмет одежды, презерватив или перчатка типа представленной на фиг.2, путем распыления II распыляемого материала 1 в электрическом поле Е на открытую форму 2, находящуюся под электрическим потенциалом.
В предпочтительном варианте реализации желаемую толщину стенки изготавливаемого изделия в любой заданной точке получают использованием формы 2, снабженной, как это показано на фиг.2, двумя или более формирующими блоками Li, на каждый из которых подано напряжение, существенно отличное от напряжений на других блоках.
Согласно еще одному предпочтительному варианту способа по изобретению изделие изготавливают с использованием двух или более распылительных устройств 4, расположенных, по существу, напротив друг друга, с перемещением формы 2 во время процесса распыления II или при изменении во время цикла распыления II одного или более параметров распыляемого материала или его компонента, таких как его объемный расход, вязкость и/или какие-либо другие показатели, или же при изменении параметров электрического поля Е, например уровня напряжения на одном или более формирующих блоках Li формы 2.
Способ по настоящему изобретению основывается прежде всего на том, что обрабатываемый (целевой) объект, например перчатка, представленная на фиг.2, предварительно моделируется, и результаты используются в качестве базиса для определения расчетных или так называемых табулированных оптимальных уровней напряжения для каждой критической точки/зоны объекта. Таким образом, неравные напряжения, установленные для этих зон, служат либо для усиления, либо для подавления электрического поля во время реального распыления II с целью обеспечения управляемого распределения потоков материала. Обсуждаемая форма может быть легко собрана с использованием проводов или аналогичных электропроводных поверхностей, соответствующим образом включенных в состав каждого формирующего блока.
В соответствии с описанным выше способом изобретение также относится к установке для изготовления тонкостенного изделия, предназначенной для распыления многокомпонентного материала 1 на основе полимера, включая пластики и эластомеры, в электрическом поле Е в электрически заряженном состоянии на форму 2 с получением изделия, которое непосредственно после отделения его от формы 2 представляет собой, по меньшей мере внешне, полностью готовый продукт. Установка содержит форму 2, находящуюся под электрическим потенциалом, и распылительное устройство 4, распыляющее II в одном цикле смешанные компоненты указанного многокомпонентного материала 1 в электрическом поле Е на открытую форму 2, в особенности, для изготовления трехмерного тонкостенного и эластичного изделия, в частности предмета одежды, перчатки или презерватива.
В конкретном варианте осуществления установка, схематично показанная на фиг. 1, содержит нагревательный модуль 01, предназначенный для нагрева основных компонентов 1а, 1b многокомпонентного распыляемого материала 1, подаваемых под давлением с помощью цилиндров S, а также распыляющий модуль 4, например, типа распыляющего колокола для получения смеси 02 материалов, для сообщения им электрического заряда I и для формирования спрея II из подготовленного таким образом распыляемого материала 1.
В предпочтительном варианте установка содержит форму 2, снабженную несколькими формирующими блоками Li, напряжения на которых могут быть установлены существенно отличными друг от друга. Установка содержит также модуль С управления, обеспечивающий изменение значений одной или более характеристик распыляемого материала или его компонента, например объемного расхода подаваемого материала, его вязкости и т.п., и/или параметров электрического поля Е, таких как уровни напряжения на форме 2.
Разумеется, изобретение не ограничивается вышеописанными вариантами и рассмотренными применениями; оно может быть существенно модифицировано без выхода за пределы базовой концепции. Так, представляется очевидным, что способ согласно настоящему изобретению может быть использован, например, в отношении операции, описанной заявителем в параллельной заявке "Способ и установка электрического управления потоком материала".
Представляется, кроме того, очевидным, что способ и установка по настоящему изобретению могут быть применены также и для изготовления твердых трехмерных изделий. В реальных применениях уровень напряжения в установке может подбираться оптимальным образом в соответствии с любой поставленной задачей. Оборудование, уже испытанное заявителем с использованием максимального напряжения около 100 кВ, оказалось способным обеспечить достаточно высокие конечные результаты в сочетании со многими различными процессами.
Способ и установка могут быть использованы для производства тонкостенного изделия, такого как предмет одежды, перчатка или презерватив, и обеспечивают повышение надежности результатов при расширении диапазона применения. Согласно способу трехмерное тонкостенное и эластичное изделие изготавливают путем распыления посредством распылительного устройства в одном цикле смешанных компонентов многокомпонентного материала в электрическом поле в электрически заряженном состоянии на открытую форму, к которой приложен электрический потенциал. Изделие непосредственно после отделения его от формы представляет собой по меньшей мере внешне полностью готовый продукт. Установка содержит форму, находящуюся под электрическим потенциалом, распылительное устройство, например распылительный колокол, нагревательный модуль для нагрева компонентов многокомпонентного распыляемого материала и модуль управления для изменения во время цикла распыления значений одного или более параметров процесса, таких как объемный расход, вязкость и/или другие параметры материала или его компонента. 2 с. и 10 з.п.ф-лы, 2 ил.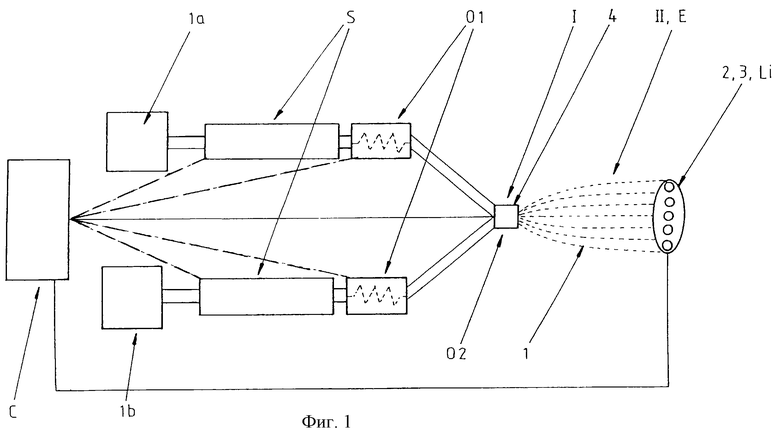
| Экономайзер | 0 |
|
SU94A1 |
| Центрифуга | 1987 |
|
SU1479115A1 |
| СПОСОБ ЗАПИСИ, СПОСОБ УПРАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЗАПИСИ | 2000 |
|
RU2242805C2 |
| US 3291882 А, 13.12.1966 | |||
| АППАРАТ ИСКУССТВЕННОГО КРОВООБРАЩЕНИЯ | 1990 |
|
RU2016583C1 |
| DE 4215914 A1, 18.11.1993 | |||
| Формованная перчатка | 1977 |
|
SU791202A3 |

