Изобретение относится к способам монтажа виброизолирующих покрытий на металлические поверхности и может быть использовано в судостроении, машиностроении, строительстве и других отраслях.
Способ предназначен для крепления к металлическим поверхностям резиновых покрытий, которые могут быть выполнены в виде набора резиновых пластин с воздухонаполненными полостями. Каждая из пластин покрытия обладает определенными характеристиками, которые зависят от объема и количества полостей (конических, цилиндрических или др. форм). А характеристика покрытия в целом зависит от способа монтажа пластин и определяется однородностью характеристик по всей площади покрытия.
Известен механический способ крепления рупорных пластин, применяемый в судостроении (Рабочий альбом типовых конструкций 300-21.025, часть II, с.35, 186, 190). Способ заключается в том, что рупорные прессованные пластины герметизируют слоем резины толщиной 2-4 мм клеевым способом, на металлической поверхности закрепляют шпильки, в пластинах по разметке высверливают сквозные отверстия диаметром 30 мм, укладывают пластины и с помощью гаек через металлические шайбы диаметром 60 мм закрепляют пластины. Для обеспечения плотного прилегания пластин к металлической поверхности гайки при креплении затягивают так, чтобы шайбы были вдавлены в пластины на глубину не менее 4 мм. Зазоры между пластинами должны быть не более 5 мм.
Основным недостатком данного способа является то, что на поверхности покрытия оказываются металлические шайбы, шпильки и гайки, что значительно ухудшает характеристики покрытия. При гидродинамическом воздействии на покрытие появляются дополнительные шумы. Поэтому такое покрытие не может быть использовано для размещения на наружных поверхностях демпфируемой конструкции.
Наиболее близким к заявляемому является способ по патенту РФ 2144553 (опубл. 20.01.2000, бюл. 2), выбранный нами за прототип, крепления эластичного покрытия из прессованных резиновых пластин к металлической поверхности. Способ заключается в том, что на соединяемые поверхности наносят клеевой материал, на металлическую поверхность накладывают пластины эластичного покрытия с зазором 8-10 мм и прикладывают усилие прижима на каждую пластину. После отверждения клея зачищают торцы пластин и заполняют зазоры между пластинами герметизирующей композицией на основе уретана. Основным недостатком данного способа является то, что при приклеивании пластин клей попадает в воздушные полости пластин (слой клея 2,5 мм и более) и тем самым уменьшает их объем, а следовательно, ухудшает характеристики покрытия. Кроме того, к неоднородности покрытия приводит заполнение зазоров между пластинами уретановой композицией. Сами операции приготовления клеев, герметиков, их нанесение достаточно трудоемки, а стоимость герметизирующих материалов и клеев и их расход значительны.
Задачей настоящего изобретения является получение виброизолирующего покрытия с более однородными характеристиками по всей площади покрытия, а также снижение трудоемкости при монтаже и возможность применения данного способа для размещения покрытия на наружных поверхностях демпфируемой конструкции.
Поставленная задача решается за счет того, что в способе монтажа резиновых пластин с воздухонаполненными полостями виброизолирующего покрытия на металлические поверхности, при котором открытые полости пластин герметизируют, в резиновых пластинах выполняют сквозные отверстия для размещения механических узлов без их всплывания над покрытием с одной внешней стороны, а с другой выполняют уплотнительные буртики, причем резиновые пластины прижимают прижимными элементами с усилием, обеспечивающим деформацию буртиков до герметизирующего слоя резины, после чего сквозные отверстия с внешней стороны резиновых пластин заглушают крышками и герметизируют. В качестве прижимного элемента узла крепления используют фигурную шайбу.
Технический результат, обеспечивающий решение поставленной задачи при реализации заявляемого способа, выражается в получении более однородных характеристик покрытия за счет исключения попадания клея в полости резиновых пластин и исключения герметизации зазоров между пластинами уретановой композицией. При гидродинамике и гидростатике "всплывания" узлов крепления над покрытием не будет наблюдаться, так как применяемый узел механического крепления герметизируется крышкой и находится в теле пластины, где для него имеется место.
Кроме того, предлагаемая последовательность технологических операций дает возможность решить другую поставленную задачу по снижению трудоемкости нанесения покрытия, за счет изготовления отверстий для размещения узлов механических креплений с уплотнительными буртиками вокруг отверстий с одной стороны и обнижениями с другой стороны, в процессе изготовления пластин способом прессования.
В то же время, в качестве механических узлов крепления могут быть использованы не только стандартные узлы, но и устройства, аналогичные виброзвукоизолирующему устройству по патенту РФ 2133391 (опубл. 20.07.99, бюл. 20), что, в свою очередь, будет повышать эффективность покрытия.
Сущность изобретения поясняется следующими чертежами, где
на фиг.1 показан общий вид пластины виброзвукоизолирующего покрытия;
на фиг.2 - разрез пластины по А-А;
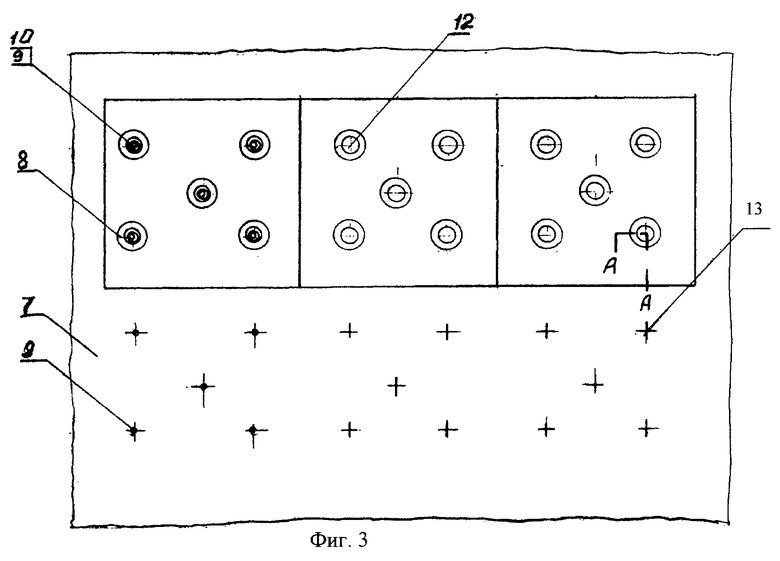
на фиг. 3 - общий вид покрытия и порядок выполнения операций по монтажу пластин;
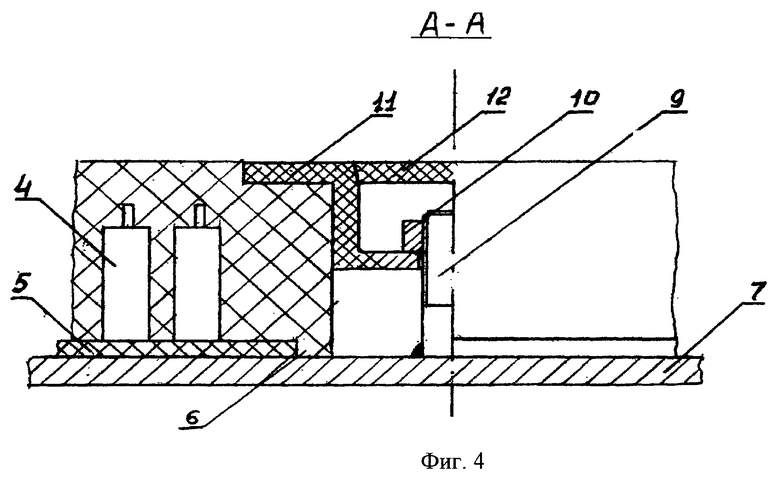
на фиг.4 - разрез по А-А установленной пластины покрытия.
Предлагаемый способ может быть осуществлен следующим образом.
На фиг.1 представлен общий вид пластины виброзвукоизолирующего покрытия и на фиг. 2 - разрез пластины по А-А, где 1 - пластина покрытия, 2 - обнижение для размещения узла механического крепления, 3 - сквозное отверстие под узел механического крепления, 4 - воздухонаполненные полости, 5 - слой резины, герметизирующий полости, 6 - уплотнительный буртик вокруг отверстия под механическое крепление.
Для проверки эффективности предлагаемого способа пластины (1) для виброзвукоизолирующего покрытия выполняли методом прессования в специальных пресс-формах. Для этого были изготовлены пластины размером 500x500x45, диаметр отверстия (3) под узел механического крепления составлял 50 мм, высота и ширина буртика вокруг отверстия составляла 6 мм, а диаметр обнижения (2) для размещения узла механического крепления - 85 мм.
Подготовка резиновых пластин покрытия (1) к монтажу заключалась в герметизации воздухонаполненных полостей (4) слоем резины (5) толщиной 4 мм и выполнялась следующим образом. Из рулонной резины толщиной 4 мм вырезали заготовки размером 500x500x4, затем в кондукторе, соответствующем параметрам пластины, трубчатым сверлом в заготовках высверливали 5 отверстий диаметром 62 мм. После этого пластины (1) с заготовками слоя резины (5) подвергали сушке при температуре (45±5)oС и относительной влажности не более 50% в течение 3 часов.
Высушенные пластины (1) и заготовки (5) сразу подвергали механической обработке. Механическую обработку монтажной поверхности пластин (1) и заготовок (5) производили на станках, имеющих барабаны с алмазным покрытием зернистостью от 50 до 80 за два прохода в двух взаимно перпендикулярных направлениях, после чего обработанные поверхности обеспыливали с помощью волосяной щетки-сметки и затем обезжиривали тампоном из бязи, смоченным бензином. Затем эти поверхности подвергали химической модификации. Химическую модификацию поверхностей проводили при температуре 20oС и относительной влажности 65%.
При химической модификации использовали следующий модифицирующий состав, мас. ч.:
Дихлорамин - 15
Ацетон - 75
Вода дистиллированная - 10
Расход модифицирующего состава составил 0,1 кг/м2.
После этого на обработанные поверхности кистью наносился эпоксикаучуковый клей холодного отверждения марки 51-К-10Вм, который приготавливался непосредственно перед использованием смешением компонентов в соответствии с ТУ 2513-001-00152081-93. Далее заготовку (5) укладывали на пластину (1) и прикатывали роликом. Пластины (1) с прикатанным слоем резины через прокладки толщиной 10 мм (с вырезами под буртики) укладывали в пресс, обеспечивающий прижим 0,04 МПа, выдерживали под давлением 48 часов. В результате получали герметичные пластины (см. фиг.2), подготовленные к монтажу на металлическую поверхность.
На фиг.3 представлен общий вид покрытия и порядок выполнения операций по монтажу пластин; на фиг.4 представлен разрез по А-А установленной пластины покрытия, где 7 - металлическая поверхность, 8 - установленные узлы крепления, 9 - шпилька, 10 - гайка, 11 - шайба, 12 - крышка, 13 - разметка металлической поверхности под установку шпилек.
Места приварки под шпильки (13) на металлической поверхности (7) размечали по специальным шаблонам и приваривали шпильки (9), как показано на фиг.3. Затем по штатной технологии наносили на корпус антикоррозионное лакокрасочное покрытие, при этом резьбу шпилек (9) защищали колпачками из полиэтилена.
Монтаж пластин покрытия осуществляли поочередно установкой их вплотную друг к другу и закреплением каждой пластины пятью механическими креплениями. Узлы механического крепления (8) были выполнены в виде резьбового шпилечного соединения, содержащего шпильку (9), гайку (10), шайбу (11), служащую прижимным элементом узла механического крепления (8) (фиг.4). Усилие прижима обеспечивали завинчиванием гаек (10), передающих нагрузку через шайбы (11) на пластины покрытия при монтаже.
Усилие прижима каждого из узлов механического крепления (8) обеспечивало деформацию уплотнительного буртика (6) до герметизирующего слоя резины (5).
В этом случае обеспечивается плотность прилегания пластин к поверхности. Требование по герметичности предъявляется только к узлам механического крепления. Усилие прижима узла механического крепления определяли опытным путем Смятие буртика узла механического крепления происходило при нагрузке 150 кг. Нагрузка при установке 5 механических креплений на пластину составила 750 кг.
При выполнении покрытия расстояние между пластинами не превышало 2 мм.
Шайба (11) узла механического крепления (8) может быть выполнена фигурной. При этом она может иметь на одном торце фланец, размещаемый при монтаже внутри обнижения (2), а второй торец выполняют с учетом размещения его в сквозном отверстии (3).
Шайба (11), а также крышка (12) для герметизации узла механического крепления (8) были изготовлены из полиамида ПА6-210/311 методом литья под давлением.
Далее проводили вклеивание крышек (12) в шайбы (11) механических креплений с целью герметизации узлов механического крепления (8). Вклеивание осуществляли с помощью полиамидного клея следующей рецептуры, мас. ч.:
Кислота муравьиная ГОСТ 5848 сорт А - 100,0
Полиамид марки ПА6-210/311-14 ОСТ 6-06-09 - 35,0
Клей готовили растворением гранул полиамида в муравьиной кислоте при перемешивании в течение 5 часов. Вклеивание крышки (12) в шайбу осуществляли следующим образом. На сопрягаемые поверхности шайбы (11) и крышки (12) узла механического крепления наносили полиамидный клей, выдерживали 2 мин (толщина клея 0,3 мм). Крышку (12) вставляли в шайбу (11) и вручную нагружали усилием 1-2 кг, выдерживали в течение 2 мин. Излишки клея выдавились равномерно по зазору между деталями. Время первоначального схватывания 0,5 ч при 20oС. После этого излишки клея, выдавившегося по зазору, обрезали ножом.
При использовании в качестве узлов механического крепления (8) болтовых соединений на металлическую поверхность (7) приваривают гайки болтовых соединений, а усилие прижима создают завинчиванием болтов, которое через шайбу передается на пластины (1) покрытия.
В качестве механического узла крепления (8) могут быть использованы механические узлы виброзвукоизолирующих устройств, например устройства по патенту РФ 2133391 (опубл. 20.07.99, бюл. 20). Устройство по патенту содержит упругодиссипативный элемент и элементы механического крепления: прижимной элемент в виде шайбы; стержень, фиксирующий сжатие упругодиссипативного элемента и закрепленный на жестком основании одним концом, а второй его конец снабжен утолщением в виде гайки. Упругодиссипативным элементом при использовании элементов крепления указанного устройства при монтаже покрытия будут служить пластины (1) покрытия.
Выполненное покрытие по изобретению полностью отвечает поставленной задаче. Значительно снижена трудоемкость, по сравнению с прототипом, кроме того, после проведения испытаний доказана возможность установки покрытия предлагаемым способом для наружной защиты демпфируемых конструкций (со стороны среды).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА РЕЗИНОВЫХ ПЛАСТИН НА МЕТАЛЛИЧЕСКИЕ ПОВЕРХНОСТИ | 2002 |
|
RU2224000C1 |
| ВИБРОЗВУКОИЗОЛИРУЮЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2133391C1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ПЕРЕЕЗД И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОБЕТОННЫХ ПЛИТ ДЛЯ НЕГО | 2019 |
|
RU2700996C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО РЕЗИНОВОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2280058C1 |
| ЗВУКО-ВИБРОИЗОЛИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ПОКРЫТИЙ | 2020 |
|
RU2752739C1 |
| СПОСОБ МОНТАЖА РЕЗИНОВЫХ ПЛАСТИН ЭЛАСТИЧНОГО ПОКРЫТИЯ НА КРИВОЛИНЕЙНЫЕ МЕТАЛЛИЧЕСКИЕ ПОВЕРХНОСТИ | 2000 |
|
RU2177974C1 |
| СЕЙСМОСТОЙКОЕ СООРУЖЕНИЕ | 2017 |
|
RU2663979C1 |
| ЗДАНИЕ СЕЙСМОСТОЙКОЕ КОЧЕТОВА С КИРПИЧНОЙ СТЕНОВОЙ ПАНЕЛЬЮ | 2015 |
|
RU2658934C2 |
| ЗДАНИЕ СЕЙСМОСТОЙКОЕ КОЧЕТОВА С КИРПИЧНОЙ СТЕНОВОЙ ПАНЕЛЬЮ | 2015 |
|
RU2658937C2 |

Изобретение относится к способам монтажа виброизолирующих покрытий на металлические поверхности и может быть использовано в судостроении, машиностроении, строительстве и других отраслях. Задачей настоящего изобретения является получение виброизолирующего покрытия с более однородными характеристиками по всей площади покрытия, а также снижение трудоемкости при монтаже и возможности применения данного способа для размещения покрытия на наружных поверхностях демпфируемой конструкции. В способе монтажа резиновых пластин с воздухонаполненными полостями виброизолирующего покрытия на металлические поверхности открытые полости пластин герметизируют, в резиновых пластинах выполняют сквозные отверстия для размещения механических узлов без их всплывания над покрытием с одной внешней стороны, а с другой выполняют уплотнительные буртики. Резиновые пластины прижимают прижимными элементами с усилием, обеспечивающим деформацию буртиков до герметизирующего слоя резины, после чего сквозные отверстия с внешней стороны резиновых пластин заглушают крышками и герметизируют. В качестве прижимного элемента узла крепления используют фигурную шайбу. Технический результат - получение более однородных характеристик покрытия за счет исключения попадания клея в полости резиновых пластин и исключения герметизации зазоров между пластинами уретановой композиции. 1 з.п.ф-лы, 4 ил.
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| ВИБРОЗВУКОИЗОЛИРУЮЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2133391C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРУЖИН | 1997 |
|
RU2121615C1 |
| Виброизолятор | 1985 |
|
SU1357617A1 |
| Упругодемпфирующий узел | 1989 |
|
SU1732071A1 |
| ДЕМПФИРУЮЩАЯ ОПОРА | 0 |
|
SU176147A1 |
| DE 3012899 A1, 30.10.1982 | |||
| СПОСОБ ЛЕЧЕНИЯ ТУБЕРКУЛЕЗА У ЧЕЛОВЕКА | 2002 |
|
RU2238091C2 |

