Изобретение относится к области общего машиностроения, в частности к способам формообразования листовых пружин.
В настоящее время существуют различные способы формирования деталей машин с криволинейной поверхностью из плоских заготовок, которые могут быть применены для изготовления листовых пружин. Так, например, известны:
- способ пневмоформовки в состоянии сверхпластичности, включающий нагрев плоской заготовки, формовку ее давлением рабочей среды и непрерывный контроль формоизменения заготовки в процессе формовки (патент N 2056197, Россия);
- способ гибки металлических заготовок, заключающийся в предварительном растяжении заготовок, последовательном пропускании разупрочняющих импульсов электричества через всю заготовку и постепенном изгибе с растяжением до полного прилегания заготовки к пуансону в пределах угла охвата, не приводящему к потере устойчивости при данном растягивающем усилии (патент N 2062159, Россия);
- способ формообразования деталей или криволинейной заготовки, при котором определяют величину максимальной деформации εmax заготовки, затем ее нагревают и нагружают в режиме ползучести, а скорость деформации меняют как при помощи нагрева, так и при помощи нагружения (патент N 2056197, Россия);
- способ и устройство для гибки рессорных пружин с приданием им требуемой кривизны, в соответствии с которым рессорные пружины транспортных средств, собираемые в пакет, гнут в нагретом состоянии в устройстве, содержащем нижний гибочный блок и верхний гибочный блок. Оба блока заключены в раму, на которой установлен гидроцилиндр, соединенный штоком с ползуном. В блоках имеется множество пальцев, которые имеют индивидуальную регулировку по высоте, что позволяет получать любую конфигурацию пружин. После гибки пружину пропускают между прижимами с той же кривизной, что и у пружины, и опускают в ванну, где производят отпуск (патент N 5187968, B 21 D 37/02, Япония).
Однако, несмотря на разнообразие имеющихся методов, их применение требует: наличия нагревательного оборудования; изготовления и своевременной замены из-за наличия износа пуансонов и матриц, в большинстве случаев приспособленных для изготовления одного строго определенного вида деталей и не обладающих универсальностью, что не всегда оправдано в условиях мелкосерийного производства; применения последующей термообработки. Невозможность обрабатывать одновременно большое количество деталей также снижает экономичность этих методов.
Наиболее близким к данному изобретению по технической сущности и достигаемому результату является способ формирования нежестких деталей с криволинейной поверхностью, включающий обработку детали по толщине со стороны формообразуемой криволинейной поверхности, формообразование и выравнивание криволинейной поверхности до плоской, отличающийся тем, что первоначально осуществляют формообразование путем пластической деформации, выравнивание до плоской поверхности производят в пределах упругих деформаций путем приложения нагрузки, противоположно направленной формообразующей, затем производят обработку по толщине в нагруженном состоянии, после этого осуществляют восстановление полученной при формообразовании формы путем снятия нагрузки, а перед выравниванием повышают предел упругости детали до возможности выравнивания криволинейной поверхности до плоской в пределах упругой деформации посредством термообработки (патент N 2042451, Россия).
Недостатком данного способа является сложность технологического процесса производства деталей и необходимость в проведении после формования упрочняющей термообработки, что увеличивает себестоимость готовой продукции.
Задача изобретения - значительное улучшение эксплуатационных характеристик деталей, снижение общего времени производства за счет совмещения формообразующей и упрочняющей обработок.
Поставленная задача достигается обработкой заготовки по толщине со стороны формообразуемой поверхности химико-термическими методами до получения необходимой величины остаточных сжимающих напряжений в поверхностном слое детали, которые зависят от глубины и структуры диффузионного слоя. При этом для защиты противоположной стороны изделия от диффузии насыщающих элементов используют маскирование этой стороны веществами, не подвергающимися насыщению при данных условиях, или специальные приспособления.
В настоящее время широкое применение получили процессы химико-термической обработки, используемые для повышения твердости, износостойкости, задиростойкости, сопротивления усталости и коррозии сталей и сплавов и повышения надежности и долговечности широкого ассортимента деталей машин и инструмента. Химико-термическая обработка позволяет получить в поверхностном слое изделия сплав практически любого состава и, следовательно, обеспечить комплекс необходимых свойств. Одним из физико-химических методов поверхностного упрочнения, применение которого непрерывно увеличивается, является азотирование - процесс диффузионного насыщения поверхностного слоя сталей и сплавов азотом при нагревании в соответствующей среде.
При азотировании тонкостенных деталей за счет неравномерного распределения полей остаточных напряжений наблюдается их деформация, имеющая относительно высокую стабильность, так, например, при одностороннем азотировании на глубину 0,4 мм планок толщиной 5 и длиной 140 мм из стали 38Х2МЮА и теплоустойчивой стали 20Х3МВФ, имеющих одинаковую исходную твердость НВ 250 - 280 и одинаковую твердость азотированной поверхности HV 908, их прогиб после азотирования был равен 1,9 и 0,9 мм соответственно (Зотьева А.С., Коцюбитский О.Ю. Прогнозирование деформации при азотировании // Металловедение и термическая обработка металлов. - 1977. - N 11 - С. 67 - 69).
Подобные явления наблюдаются и при использовании других способов химико-термической обработки. В частности, известен способ контроля глубины диффузионного слоя при химико-термической обработке, включающий контроль величины структурных изменений в упрочняемой поверхности металла, отличающийся тем, что контроль ведут с помощью биметаллической пластины, одним концом жестко закрепленной в стене печи, изготовленной из насыщаемого металла и металла, не подвергающегося насыщению в данных условиях, по величине деформации которой судят о величине диффузионного слоя (патент N 2031183, Россия). В связи с этим представляется возможным на стадии изготовления учесть эту деформацию и использовать ее для формообразования изделия.
На фиг. 1 приведена схема специального приспособления для защиты одной стороны заготовки от диффузии насыщающего элемента при высокочастотной ионной обработке до азотирования.
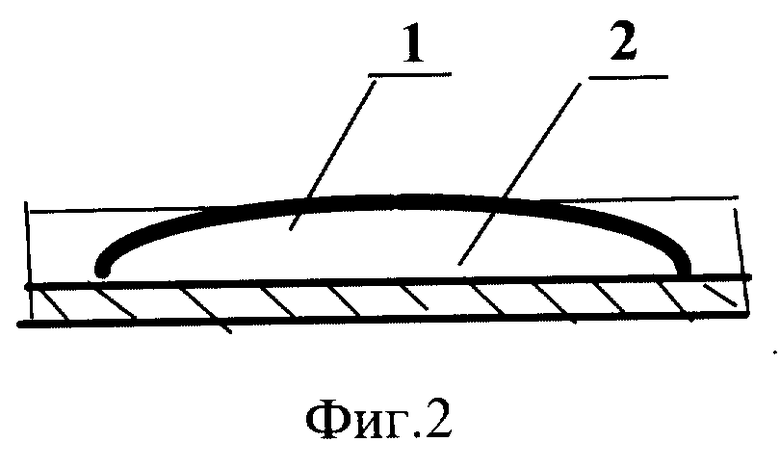
На фиг. 2 приведена схема специального приспособления для защиты одной стороны заготовки от диффузии насыщающего элемента при высокочастотной ионной обработке после азотирования.
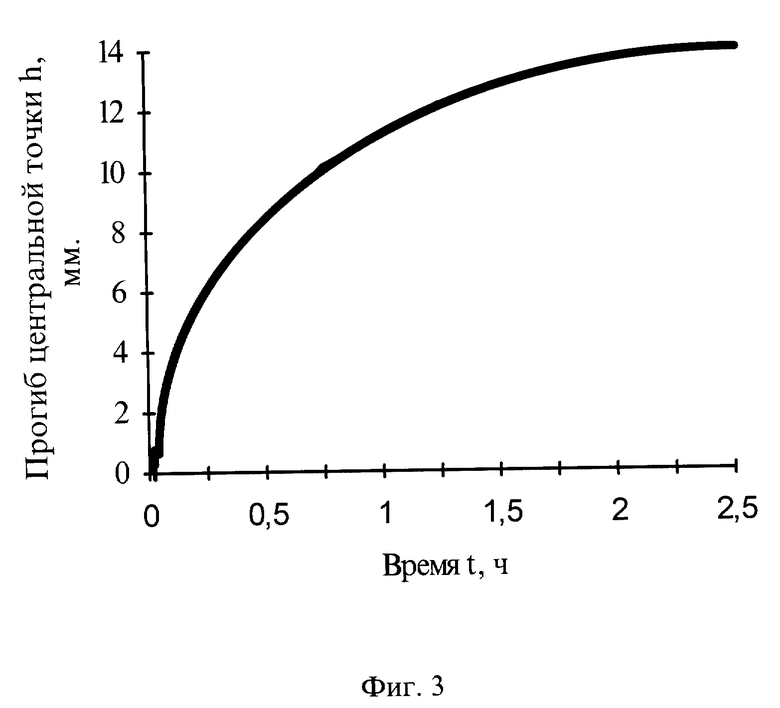
На фиг. 3 приведен график изменения максимального прогиба h мм заготовки, длиной 85 мм, шириной 7 мм и толщиной 0,6 мм из стали 50 в закаленном состоянии, от времени t, ч, высокочастотного азотирования.
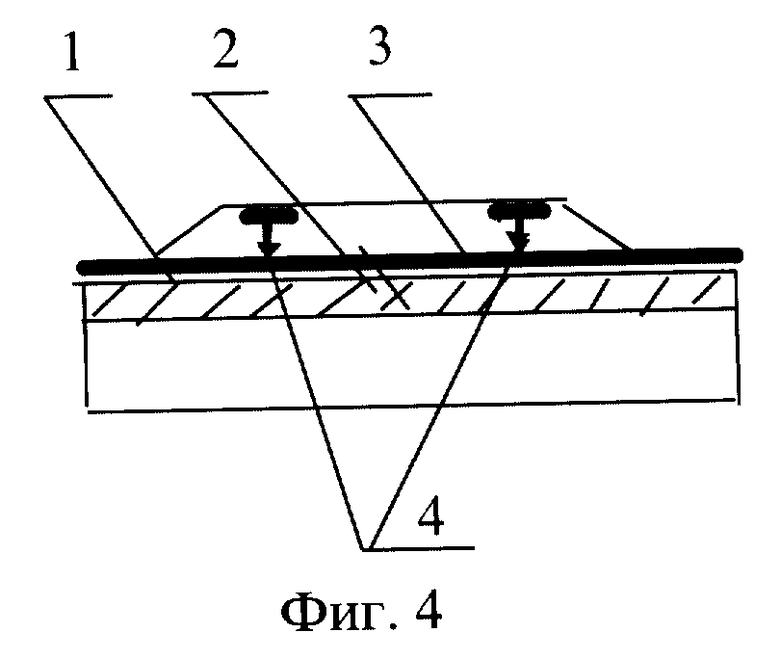
На фиг. 4 приведена схема специального приспособления для защиты одной стороны заготовки от диффузии насыщающего элемента при ионной обработке на постоянном токе с подвижными экранами.
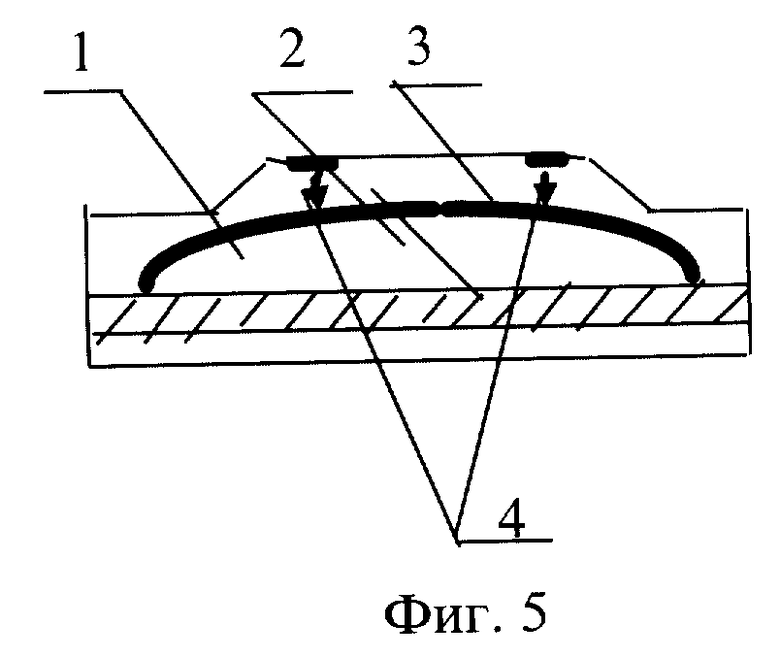
На фиг. 5 приведена схема специального приспособления для защиты одной стороны заготовки от диффузии насыщающего элемента при ионной обработке на постоянном токе с подвижными экранами после азотирования.
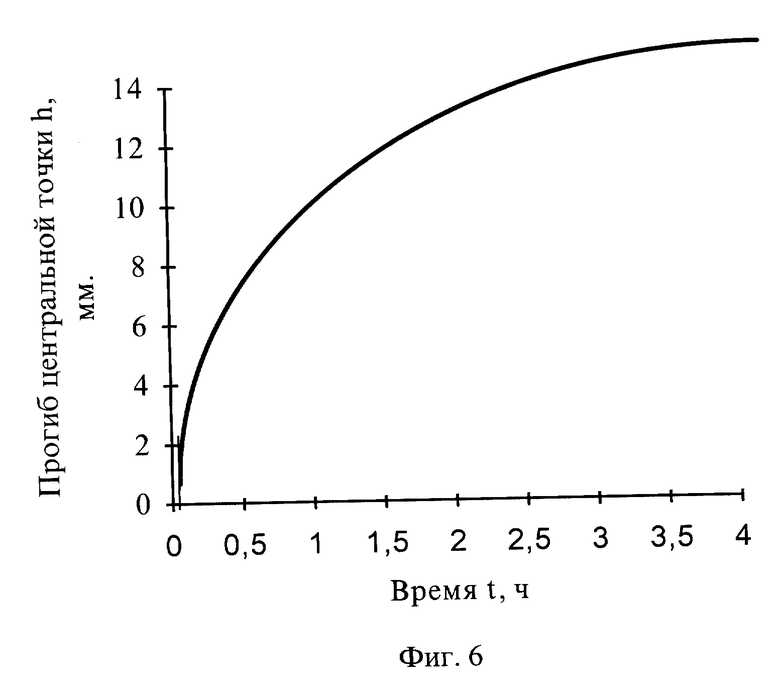
На фиг. 6 приведен график изменения максимального прогиба h мм заготовки, имеющей размеры 85 х 7 х 0,6 мм из стали 50 в закаленном состоянии, от времени t, ч, азотирования при постоянном токе.
Пример 1.
Плоскую заготовку упругого ограничителя подъема полосового клапана 1 (см. фиг. 1), имеющую размеры 85 х 7 х 0,6 мм, изготовленную из стали 50 в закаленном состоянии, устанавливают в специальное приспособление, которое представляет собой П-образный короб 2, открытый с одной стороны. Азотирование производят в высокочастотном разряде с целью получения равномерного диффузионного слоя в поверхности одной стороны пружинного элемента при следующем режиме: частота импульсов 2 кГц; напряжение в импульсе 1,5 кВ; давление 8 мм рт. ст. ; температура 530oC; состав насыщающей среды 50% N2 + 50% H2. На фиг. 2 изображена готовая пружина в приспособлении после азотирования, где с верхней стороны находится азотированный слой 1 готовой детали 2. На фиг. 3 приведен график изменения максимального прогиба заготовки h мм, от времени t, ч, при высокочастотном азотировании. В результате обработки в течение 2,5 ч получили величину максимального прогиба заготовки, равной 14 мм.
Пример 2.
Плоскую заготовку упругого ограничителя подъема полосового клапана 1 (см. фиг. 4), имеющую размеры 85 х 7 х 0,6 мм, изготовленную из стали 50 в закаленном состоянии, устанавливают в специальное приспособление, которое состоит из основы 2, подвижного экрана 3, установочных штифтов 4. Обработку проводят в установке ионного азотирования на постоянном токе в следующей последовательности:
1) катодная чистка в течение 30 - 120 мин в зависимости от количества обрабатываемых деталей при напряжении 1500 В и давлении 1 - 2 Па;
2) ионное азотирование при напряжении 200 - 400 В, давлении 280 - 1300 Па и температуре 530oC в 50% смеси H2 и N2. На фиг. 5 приведена схема детали в приспособлении после азотирования, где 1 - готовая деталь, 3 - экраны, поднятые деталью в процессе азотирования. На фиг. 6 приведен график изменения максимального прогиба заготовки h мм, от времени, t ч, азотирования при постоянном токе. В результате обработки в течение 4 ч получили величину максимального прогиба заготовки, равную 14 мм.
Приведенные примеры доказывают возможность использования методов химико-термической обработки, в частности азотирования, для изготовления листовых пружин малой кривизны. Использование предлагаемого способа производства деталей обеспечивает по сравнению с известными способами: снижение общего времени, затрачиваемого на изготовление деталей за счет совмещения формообразующей и упрочняющей обработок; значительное повышение их долговечности и износостойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛИСТОВОГО МЕТАЛЛА ГНУТЫХ ФАСОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2258748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ ИЗ ЛИСТОВОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2255850C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ШТАМПОВ ИЗ АЗОТИРУЕМЫХ СТАЛЕЙ | 1998 |
|
RU2144095C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2379376C2 |
| ТРИОДНЫЙ СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В РАЗРЯДЕ | 1993 |
|
RU2034094C1 |
| СПОСОБ ЛОКАЛЬНОГО ПОВЕРХНОСТНОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ | 2003 |
|
RU2252272C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННОЙ ТЕПЛОПРОЧНОЙ СТАЛИ | 2015 |
|
RU2606683C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН С ПОЛУЧЕНИЕМ СУБМИКРО- И НАНОСТРУКТУРИРОВАННОГО СОСТОЯНИЯ ДИФФУЗИОННОГО ПРИПОВЕРХНОСТНОГО СЛОЯ ПРИ АЗОТИРОВАНИИ | 2012 |
|
RU2524892C2 |
| СПОСОБ УПРОЧНЕНИЯ ШТАМПОВ ИЗ ПОЛУТЕПЛОСТОЙКИХ СТАЛЕЙ | 1991 |
|
RU2022052C1 |
| СПОСОБ ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ | 2003 |
|
RU2240375C1 |
Изобретение относится к области общего машиностроения, в частности к способам формообразования листовых пружин. Техническим результатом является значительное улучшение эксплуатационных характеристик деталей, снижение общего времени производства за счет совмещения формообразующей и упрочняющей обработок. Технический результат достигается обработкой заготовки по толщине со стороны формообразующей поверхности химико-термическими методами до получения необходимой величины сжимающих напряжений в поверхностном слое детали, которые зависят от глубины диффузионного слоя. При этом для зашиты противоположной стороны изделия от диффузии насыщающих элементов используют маскирование этой стороны веществами, не подвергающимися насыщению при данных условиях, или специальные приспособления. 4 з.п. ф-лы, 6 ил.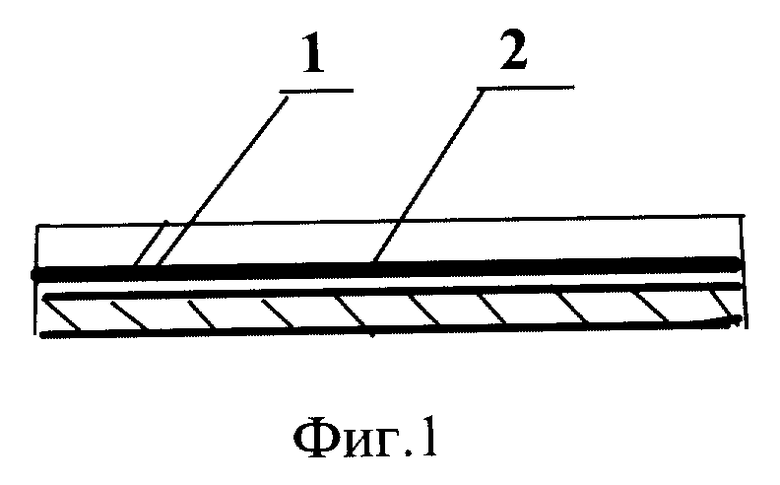
Частота импульсов, кГц - 1 - 10
Напряжение в импульсе, кВ - 1 - 3
Давление, Па - 280 - 1300
Температура, oC - 530
Состав насыщенной среды - 50% N2 + 50% H2
3. Способ по п.1, отличающийся тем, что в качестве химико-термической обработки используют ионное азотирование при постоянном токе и следующем режиме:
Напряжение, В - 200 - 400
Давление, Па - 280 - 1300
Температура, oC - 530
Состав насыщенной среды - 50% N2 + 50% H2
4. Способ по п.2, отличающийся тем, что при азотировании в высокочастотном разряде плоскую заготовку пружинного элемента устанавливают в П-образный короб, открытый с одной стороны.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU 2056197 C1, 20.03.96 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU 2062159 C1, 20.06.96 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU 5187968 A, 22.10.76 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ФОРМИРОВАНИЯ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1993 |
|
RU2042451C1 |
