Изобретение относится к способам монтажа эластичных покрытий на металлические изделия и может быть использовано в судостроении, машиностроении, строительстве и других отраслях. Способ предназначен для крепления резиновых пластин толщиной от 40 до 80 мм к криволинейным металлическим поверхностям.
Проблема крепления резиновых пластин заключается в том, что они представляют собой полностью сформированные изделия с характеристиками, которые необходимо сохранить при последующих обработках, в процессе монтажа и эксплуатации. При значительной толщине и сложности внутренней структуры пластин возникает задача получения однородных характеристик по всей площади покрытия.
Известен способ крепления эластичного покрытия, по которому эластичное покрытие крепят на изделии (валке) при помощи клея. Клей наносят на изделие и в течение некоторого времени производят выдержку. Затем на изделие накладывают эластичное покрытие, осуществляют его деформацию от центра к кромкам и осуществляют стыковку встречных кромок сваркой, после этого при помощи стационарных фиксаторов положения осуществляют дополнительную фиксацию покрытия по краям изделия (патент СССР 1807942, 1993 г. ). Однако способ используется для крепления сплошного покрытия и не применим для монтажа покрытия, состоящего из пластин, так как требует большого объема сварочных работ в местах стыков. Высокие температуры при сварке влияют на физико-механические и структурные характеристики покрытия, что приводит к их ухудшению.
Наиболее близким к заявляемому является способ по патенту РФ 2144553, 2000 г. , позволяющий осуществлять крепление эластичного покрытия, преимущественно из прессованных резиновых пластин толщиной от 40 до 80 мм к металлической поверхности. Способ заключается в том, что на соединяемые поверхности наносят клеевой материал, на металлическую поверхность накладывают пластины эластичного покрытия с приложением усилия прижима, после отверждения клея зачищают торцы пластин и заполняют зазоры между пластинами герметизирующей композицией на основе уретана. Однако механическая зачистка торцев приклеенных пластин (удаление избытков клея, шерохование, обеспыливание и обезжиривание) достаточно трудоемка и требует значительной ширины зазоров, а это влияет на качество всего покрытия и приводит к неоднородности его характеристик за счет большого количества включений инородного материала.
Задачей настоящего изобретения является получение эластичного покрытия с более однородными характеристиками по всей площади покрытия, а также снижение трудоемкости монтажа и уменьшение расхода дорогостоящих герметизирующих материалов.
Поставленная задача решается за счет того, что при монтаже эластичного покрытия на криволинейные металлические поверхности производят раскрой пластин, на металлическую поверхность наносят клей, укладывают прессованные резиновые пластины толщиной от 40 до 80 мм и прижимают их до отверждения клея. Монтируемые пластины укладывают поочередно встык одна к другой и, заневолив их к металлической поверхности, к торцам второй и всех последующих пластин прикладывают усилие, обеспечивающее стыковку пластин с зазором не более 0,5 мм. Торцы смежных пластин после раскроя попарно механически обрабатывают для их плотной стыковки.
Технический результат при реализации заявляемого способа выражается в получении однородных характеристик покрытия за счет плотной установки пластин встык друг к другу и полного исключения герметика для заполнения зазоров между пластинами. Снижение трудоемкости и уменьшение расхода дорогостоящих материалов достигается за счет исключения операций по герметизации зазоров.
Предлагаемая последовательность технологических операций дает возможность решить поставленную задачу. Предварительная механическая обработка позволяет компенсировать отклонение торцев пластин от нормали к металлической поверхности при монтаже покрытия на ее криволинейные участки. Сочетание заневоливания (прижима) монтируемых пластин и приложение к их торцам усилия позволяет сокращать зазор между пластинами до минимального. Выполнение этих операций обеспечивает плотную стыковку пластин с зазором не более 0,5 мм, что позволяет отказаться от герметизации стыков, исключая таким образом использование материалов, имеющих характеристики, отличающиеся от характеристик покрытия.
В частных случаях использования предлагаемого способа места разреза пластин после раскроя герметизируют композицией на основе наполненного уретана. К торцам монтируемых пластин в качестве усилия прикладывают многоразовую ударную нагрузку. Прижим пластин осуществляют с помощью приспособлений, для чего на металлическую поверхность предварительно устанавливают технологические бонки, а в пластинах выполняют вырезы под них. которые герметизируют после удаления приспособлений композицией на основе наполненного уретана.
Сущность изобретения поясняется чертежами, на которых
фиг. 1 - общий вид покрытия;
фиг. 2 - разрез покрытия по А-А;
фиг. 3 - определение угла обработки торцев пластин;
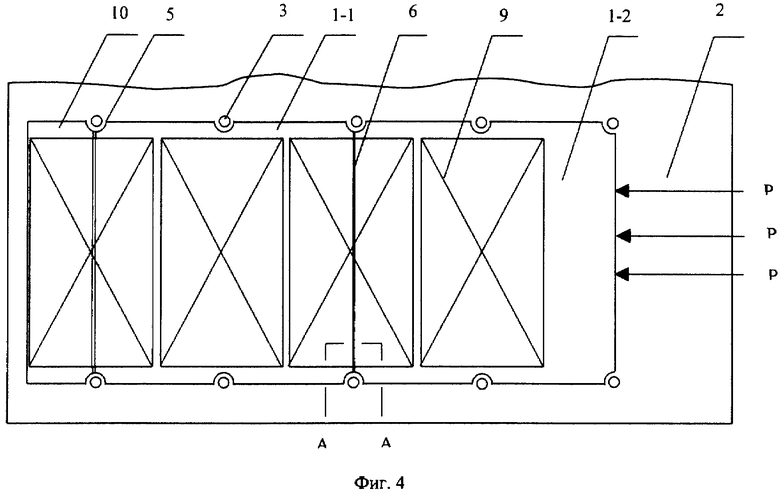
фиг. 4 - монтаж первого ряда покрытия;
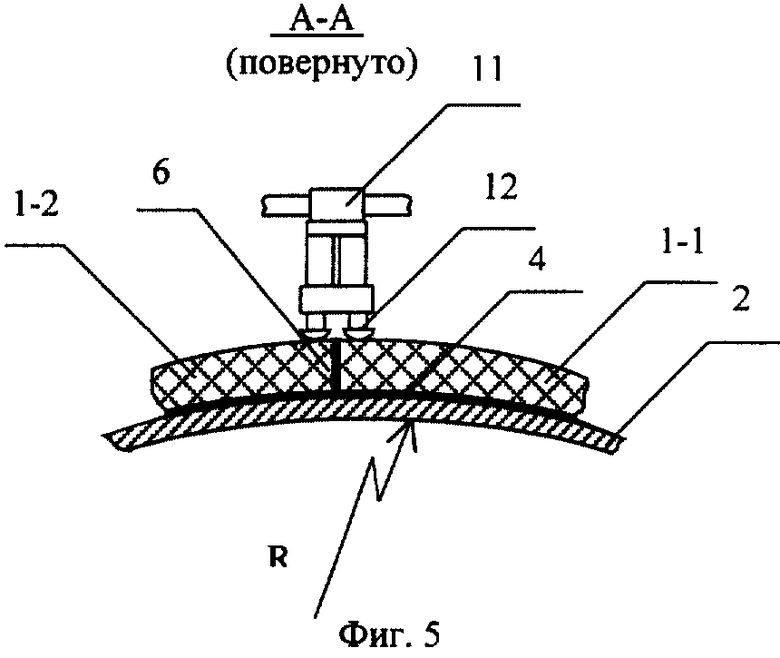
фиг. 5 - разрез по А-А в месте стыка пластин;
фиг. 6 - монтаж второго и последующих рядов покрытия.
Предлагаемый способ может быть осуществлен следующим образом.
На фиг. 1 представлено покрытие, и на фиг. 2 - сечение покрытия по А-А, где 1 - резиновые пластины; 2 - металлическая поверхность; 3 - технологические бонки; 4 - клеевой слой; 5 - технологические вырезы под бонки; 6 - стык смежных пластин. Пластинам 1 покрытия присвоены обозначения 1-1 . . . 1-16 в порядке их монтажа.
Для получения эластичного покрытия размером 4000•3250•40 мм использовали готовые резиновые пластины 1-1 . . . 1-3, 1-5 . . . 1-7, 1-9 . . . 1-11, 1-13 . . . 1-15 размером 1000•1000•40 мм и резаные пластины 1-4, 1-8, 1-12, 1-16 размером 1000•250•40 мм, (фиг. 1, 2), которые монтировали на цилиндрическую металлическую поверхность 2 с радиусом 3000 мм.
Металлическую поверхность 2 предварительно подготавливали известным способом с целью получения на ней рельефа необходимой глубины для удерживания необходимого количества клея. Подготовку осуществляли дробеструйным методом при помощи аппарата "Буран" при давлении воздуха 0,5-0,7 МПа с размером дроби 0,7-1,2 мм. Затем поверхность 2 размечали по шаблонам и приваривали технологические бонки 3 диаметром 20 мм для крепления прижимной оснастки.
Подготовку резиновых пластин 1 проводили следующим образом.
Для получения, например, пластин 1 размером 1000•250•40 мм производили резку готовых пластин размером 1000•1000•40 мм на станке с помощью ленточной пилы. После этого в пластинах 1 выполняли технологические вырезы 5 под бонки 3 по шаблону с помощью трубочного сверла диаметром 30 мм, по углам пластин - под угловые бонки и в середине двух противоположных сторон - под средние бонки.
Затем герметизировали внутреннюю структуру мест разреза пластин, для чего использовался наполненный уретановый герметик следующего состава, содержащего, мас. ч. :
Уретановый форполимер на основе полибутадиендиола и толуилендиизоцианата - 100
Аминный отвердитель - 30
Резиновая крошка с размером частиц от 0,1 до 0,5 мм - 35
Состав наносили шпателем, и он не вытекал из герметизируемой структуры пластины при горизонтальном положении пластин. Отверждение осуществляли при температуре от 15 до 30oС и относительной влажности не более 70% в течение 48 ч. Далее проводили обработку торцев пластин 1 под угол, обеспечивающий перпендикулярность торцев к металлической поверхности 2. Это вызвано тем, что при наложении покрытия на криволинейную поверхность появляется расхождение торцев, обусловленное значительной толщиной пластин. При этом в данном случае обработке подвергались только торцы, располагающиеся вдоль прямолинейной образующей цилиндрической поверхности.
Определение угла обработки торцев α осуществляли, предварительно попарно располагая пластины на металлической поверхности 2, как показано на фиг. 3, где 1 - резиновые пластины; 2 - металлическая поверхность; 7 - зона торцев пластины, подлежащих обработке; 8 - смежные пластины после обработки торцев.
Обработку торцев производили угловыми шлифовальными машинками с помощью кругов "Дюрикса", точность подгонки торцев от 0 до 0,5 мм. Размер "б" для пластин размером 1000•1000•40 мм и радиусе кривизны поверхности 3000 мм составляет 1,5 мм.
Затем монтажные поверхности пластин 1 подвергали шерохованию на шероховальном станке, обезжиривали бензином, выдерживали 15 минут и после этого поверхность подвергали химической модификации. Химическую модификацию монтажной поверхности пластин проводили при температуре окружающего воздуха от 15 до 25oС и относительной влажности воздуха не более 65%.
При химической модификации использовали следующий модифицирующий состав, мас. ч. :
Дихлорамин - 15
Ацетон - 75
Вода дистиллированная - 10
Расход модифицирующего состава составляет 0,1-0,15 кг/м2.
После обработки соединяемых поверхностей и торцев пластин на металлическую поверхность 2 наносили клеевой слой 4 толщиной 2,0 мм поочередно под каждую пластину 1.
В качестве клеевого состава использовали композицию, содержащую, мас. ч. :
Эпоксидиановая смола - 20
Этилцеллозольв - 50
Тальк - 38
Гексаметилендиамин - 4
Этиловый спирт - 8
Функциональные добавки - 13
При монтаже пластин покрытия использовались прижимные приспособления, выполненные по патенту РФ 2107000. Конструкция приспособлений состоит из тяг, закрепленных на концах несущего элемента. Сам несущий элемент выполнен в виде прямолинейной балки, имеющей не менее двух симметрично расположенных консольных балок. Нагрузочные винты с прижимами - башмаками установлены на консольных балках с возможностью изменения угла наклона в направлении осей балок, при этом опорные поверхности башмаков симметричны относительно продольной оси консольных балок, а на обращенной к покрытию поверхности несущей балки и опорной поверхности каждого башмака перпендикулярно закреплены по два ряда бобышек одинаковой высоты. Прижимные приспособления устанавливали на металлическую поверхность 2 путем ввинчивания тяг в ранее установленные технологические бонки 3. Каждое приспособление обеспечивало прижим на площади, равной 1000•500 мм.
Для прижима пластины размером 1000•1000•40 мм использовали три прижимных приспособления. Одно прижимное приспособление крепили к металлической поверхности на средних бонках, перекрывая среднюю часть пластины с площадью, равной 1000•500 мм, и два приспособления закреплялись на угловых бонках и являлись общими с другими пластинами, так как с каждой стороны пластины перекрывали площадь, равную 1000•250 мм.
Схема монтажа поясняется на фиг. 4-6. На фиг. 4 показан монтаж первого ряда пластин покрытия в порядке, приведенном на фиг. 1, на фиг. 5 показан разрез А-А в месте стыка пластин, а на фиг. 6 показан монтаж пластин покрытия второго и последующих рядов, где 1 - резиновые пластины; 2 - металлическая поверхность; 3 - технологические бонки; 4 - клеевой слой; 5 - технологические вырезы под бонки; 6 - стык смежных пластин; 9 - прижимное приспособление; 10 - технологическая подкладка; 11 - прямолинейная балка прижимного приспособления; 12 - бобышка.
Монтаж первого ряда пластин осуществляется следующим образом.
На клеевой слой 4, нанесенный на металлическую поверхность 2, укладывают пластину 1-1 таким образом, чтобы бонки 3 оказались в вырезах 5 пластины. На средние бонки 3 закрепляют прижимное приспособление 9, другое приспособление 9 закрепляют на угловые бонки 3 с использованием технологической подкладки 10. Нагружают приспособления до обеспечения контакта клея с монтажной поверхностью пластины 1-1 (контролируется по равномерному выдавливанию клея по периметру) с усилием, обеспечивающим фиксацию пластины на месте (на практике для данной поверхности до 1000 кг/м2). При этом сначала нагружают прижимное приспособление 9, закрепленное на средних бонках 3. Далее укладывают пластину 1-2 встык с пластиной 1-1 и закрепляют следующее прижимное приспособление 9, которое принадлежит одновременно пластинам 1-1 и 1-2, причем прямолинейная балка приспособления располагается, как показано на фиг. 5, и нагружают с общим усилием от 15 до 20 кг для данной поверхности. Потом на средних бонках пластины 1-2 закрепляют следующее прижимное приспособление 9 и также нагружают с общим усилием от 15 до 20 кг. Такая нагрузка на пластину заневоливает ее к металлической поверхности при дальнейшем приложении усилия к торцу, обеспечивая предварительный прижим с возможностью сдвига пластины и исключая ее вспучивание и перекос. В зависимости от вида криволинейной поверхности каждое приспособление для этой операции может быть нагружено усилием от 15 до 50 кг. При этом суммарная нагрузка на пластину может составлять от 30 до 100 кг/м2.
Многоразовыми ударами по торцу пластины 1-2 (направление ударов показано на фиг. 4 в виде стрелок) стыкуют пластины 1-1 и 1-2 с обеспечением в стыке 6 зазора между пластинами от 0 до 0,5 мм. После этого увеличивают усилие прижимных приспособлений до обеспечения контакта пластин с клеем (контролируется по равномерному выдавливанию клея по периметру). В первую очередь увеличивают усилие приспособления, расположенного на стыке пластин.
Следующие пластины в первом ряду устанавливали аналогично установке пластины 1-2.
Установка второго и последующих рядов пластин покрытия представлена на фиг. 6, где ранее установленные пластины первого ряда (по схеме фиг. 1) показаны условно, без установленных прижимных приспособлений.
Пластина 1-5 устанавливается аналогично установке пластины 1-1 первого ряда пластин покрытия (фиг. 4) с тем отличием, что прижимные приспособления 9, установленные на средних и крайних бонках, нагружаются лишь усилием от 15 до 20 кг на каждое приспособление для заневоливания пластины. После многоразовой ударной нагрузки (направление показано стрелками), обеспечивающей стык 6 с зазором от 0 до 0,5 мм, установленные прижимные приспособления нагружают до обеспечения полного контакта монтажной поверхности с клеем для фиксации положения пластины.
Монтаж пластины 1-6 и последующих пластин аналогичен монтажу пластины 1-2 первого ряда пластин покрытия (фиг. 4) и характеризуется тем, что после предварительного нагружения (заневоливания) каждую пластину стыкуют путем приложения усилия к ее торцам вначале с пластиной предыдущего ряда, а затем с предыдущей пластиной монтируемого ряда. На фиг. 6 стрелками показано приложение многоразовой ударной нагрузки.
После отверждения клея прижимные приспособления снимали, вырезы в пластинах под технологические бонки герметизировали наполненным уретановым герметиком.
Использование предлагаемого способа позволяет получить надежное крепление пластин покрытия практически без зазоров между пластинами, что позволяет сохранить однородные характеристики покрытия. Одновременно снижается трудоемкость, повышается производительность труда и сокращается расход полиуретанового герметика.



Изобретение относится к способам монтажа эластичных покрытий на металлические изделия и может быть использовано в судостроении, строительстве и других отраслях. Способ предназначен для крепления резиновых пластин толщиной от 40 до 80 мм к криволинейным металлическим поверхностям. Задачей настоящего изобретения является получение эластичного покрытия с однородными характеристиками по всей площади покрытия, а также снижение трудоемкости монтажа и уменьшение расхода дорогостоящих материалов. Поставленная задача решается за счет того, что при монтаже эластичного покрытия на криволинейные металлические поверхности производят раскрой пластин, на металлическую поверхность наносят клей, укладывают прессованные резиновые пластины толщиной от 40 до 80 мм и прижимают их до отверждения клея. Монтируемые пластины укладывают поочередно встык одна к другой и, заневолив их к металлической поверхности, к торцам второй и всех последующих пластин прикладывают усилие, обеспечивающее стыковку пластин с зазором не более 0,5 мм. Торцы смежных пластин после раскроя попарно механически обрабатывают для их плотной стыковки. В частных случаях использования предлагаемого способа места разреза пластин после раскроя герметизируют композицией на основе наполненного уретана. К торцам монтируемых пластин в качестве усилия прикладывают многоразовую ударную нагрузку. Прижим пластин осуществляют с помощью приспособлений, для чего на металлическую поверхность предварительно устанавливают технологические бонки, а в пластинах выполняют вырезы под них, которые герметизируют после удаления приспособлений композицией на основе наполненного уретана. 3 з. п. ф-лы, 6 ил.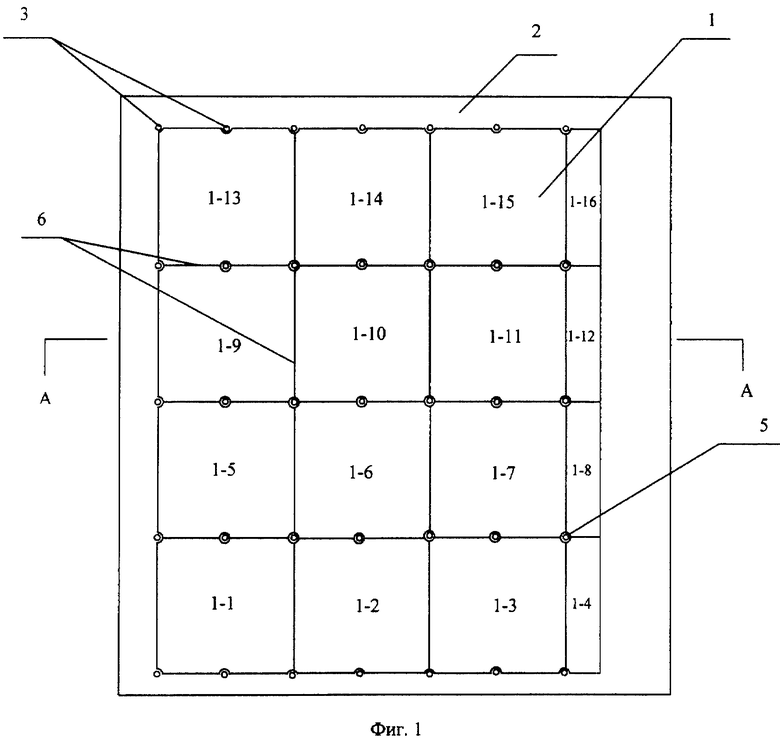
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| Способ изготовления валков с эластичным покрытием | 1990 |
|
SU1807942A3 |
| RU 2001086 С1, 15.10.1993 | |||
| СОСТАВ ДЛЯ КРЕПЛЕНИЯ РЕЗИНОВЫХ СМЕСЕЙ НА ОСНОВЕ ИЗОПРЕНОВЫХ КАУЧУКОВ К ЛАТУНИ В ПРОЦЕССЕ ИХ ВУЛКАНИЗАЦИИ | 1990 |
|
RU2067595C1 |

