Изобретение относится к обработке металлов давлением и может использоваться, например, при изготовлении дульных устройств ружей.
Известен способ формирования конических и цилиндрических отверстий развертыванием, заключающийся в том, что с отверстия снимают припуск при помощи металлорежущего - развертки (см. Политехнический словарь, гл. ред. И. И. Артоболевский, М., Советская энциклопедия, 1976, стр. 409).
Недостатком известного способа является невозможность формирования сложного профиля отверстия, включающего увеличение диаметра отверстия, а также необходимость наличия разверток на каждый формируемый профиль. Развертка - дорогостоящий инструмент и ее изготовление для каждого профиля значительно повышает стоимость изготовления деталей.
Наиболее близким по технической сущности к предлагаемому - прототипом является способ формирования профиля отверстия, включающий формирование внешнего профиля заготовки с продольным отверстием и ее последующее обжатие проталкиванием заготовки через матрицу с рабочим диаметром, не превышающим наименьший диаметр внешней заготовки, и входным диаметром, соответствующим наибольшему диаметру заготовки (см. GB 2016964 А, кл. В 21 D 41/00, 03.10.1979).
Известный способ позволяет формировать профиль отверстия с необходимой степенью шероховатости.
Недостатком известного способа является низкие возможности, не обеспечивающие формирование сложных профилей с циклическим изменением диаметра, когда внутренний участок профиля имеет диаметр сечения больший, чем крайние участки.
Задачей изобретения является расширение возможностей по формированию сложных профилей отверстия.
Техническим результатом является обеспечение возможности формирования профилей с циклическим изменением диаметра.
Для решения задачи изобретения в способе формирования профиля отверстия, включающем формирование внешнего профиля заготовки с продольным отверстием и ее последующее обжатие проталкиванием заготовки через матрицу с рабочим диаметром, не превышающим наименьший диаметр внешней заготовки, и входным диаметром, соответствующим наибольшему диаметру заготовки, перед обжатием заготовку устанавливают в матрицу из условия ее ориентирования по оси перемещения и осевой стабилизации входным диаметром при обжатии, а формирование внешнего профиля заготовки осуществляют путем механического снятия внешней поверхности заготовки.
Кроме того, осевую стабилизацию при обжатии заготовки удлиненной формы осуществляют с помощью разрезной матрицы.
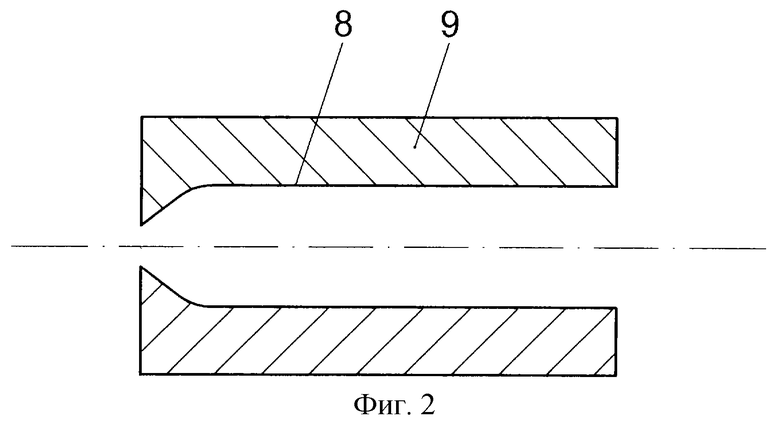
Предлагаемый способ поясняется с помощью чертежей, где на фиг.1 показан разрез заготовки со сформированным внешним профилем, установленной в матрице, на фиг.2 - разрез заготовки после обжатия, на фиг.3 - фрагмент заготовки для дульного устройства с расширительной камерой, на фиг.4 - фрагмент дульного устройства с расширительной камерой.
Способ формирования отверстия заключается в том, что на заготовке 1 (фиг.1) с отверстием 2 формируют внешний профиль 3 путем механического снятия внешнего слоя, затем осуществляют обжатие путем проталкивания заготовки через матрицу 4, имеющую рабочий диаметр 5 не больше наименьшего внешнего диаметра 6 заготовки, а входной диаметр 7 матрицы соответствует наибольшему внешнему диаметру заготовки.
Заготовку устанавливают в матрицу таким образом, чтобы положение заготовки ориентировалось, а при обжатии стабилизировалось по оси входным диаметром матрицы 4.
Осевую стабилизацию заготовки удлиненной формы осуществляют с помощью разрезной матрицы. Для того чтобы заготовка, имеющая большую длину, не подвергалась изгибу при проталкивании через матрицу, матрица выполнена разрезной, состоящей из двух половин, а заготовка устанавливается в матрицу так, чтобы значительная часть заготовки находилась внутри отверстия матрицы. Затем матрицу собирают, что обеспечивает начальную осевую ориентацию удлиненной заготовки и стабилизирует направление при ее проталкивании через матрицу.
Пример 1. Для повышения кучности стрельбы и уменьшения круга рассеивания дроби на определенных дистанциях используют дульное сужение ружья. Чтобы изготовить такое сужение, цилиндрическую заготовку 1 (фиг.1) с предварительно обработанным отверстием 2, соответствующим калибру ствола, подвергают механической обработке на токарном станке, путем уменьшения внешнего диаметра заготовки, формируя ее внешний профиль 3. При этом формируемый внешний профиль представляет собой зеркальное подобие требуемого внутреннего 8 (фиг. 2) профиля дульного устройства. Затем заготовку устанавливают в матрицу 4, входной 7 диаметр которой соответствует максимальному внешнему диаметру заготовки и обеспечивает ее осевую ориентацию. Проталкивают заготовку через матрицу 4, в результате внешний диаметр детали 9 становится постоянным, а внутренний диаметр в местах превышения внешнего диаметра заготовки над рабочим диаметром матрицы - уменьшается.
Таким образом, происходит преобразование внешнего 3 профиля заготовки во внутренний 8, формируя необходимое сужение.
Если заготовка имеет большую длину, например, при изготовлении ствола с патронником, матрицу выполняют разрезной, а заготовку устанавливают в нее так, чтобы основная длина заготовки перед обжатием уже находилась в рабочем отверстии матрицы.
Пример 2. В дульных устройствах с обратным конусом и расширительной камерой диаметр расширительной камеры выполняют большим диаметра калибра канала ствола. Для изготовления такого дульного устройства выбирают заготовку, диаметр отверстия которой соответствует диаметру расширительной камеры. Затем путем механической обработки снимают внешнюю поверхность заготовки в месте 10 (фиг.3) соответствующем расположению расширительной камеры 11 (фиг. 4).
При этом формируют внешний профиль заготовки, который зеркально подобен внутреннему профилю дульного устройства.
После механической обработки заготовку устанавливают в матрице, входной диаметр которой обеспечивает осевую ориентацию заготовки. Проталкивают заготовку через матрицу, причем внешний профиль переходит во внутренний, чем обеспечивается формирование расширительной камеры 11 большего диаметра, чем диаметр ствола, т.е. формируется профиль с некоторой цикличностью изменения диаметра.
Предлагаемый способ обеспечивает более широкие возможности по формированию сложного профиля отверстия за счет возможности изготовления профилей с циклическим изменением диаметра. Предлагаемый способ обеспечивает также, в отличие от прототипа, возможность изготовления глухих отверстий с расширением у дна отверстия.
Кроме того, предлагаемый способ требует меньших затрат по сравнению с прототипом, т. к. не требует набора оправок для изготовления ассортимента профилей. Изменение профиля внутреннего отверстия детали достигается изменением внешнего профиля заготовки, который в свою очередь выполняется на станке с программным управлением, что значительно дешевле изготовления набора оправок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУЛЬНОЕ УСТРОЙСТВО РУЖЬЯ | 2002 |
|
RU2197696C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ СЛОЖНОГО ВНУТРЕННЕГО ПРОФИЛЯ ВОЛОЧЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113302C1 |
| СТВОЛ ДЛЯ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 2020 |
|
RU2733186C1 |
| НАДУЛЬНОЕ УСТРОЙСТВО ДЛЯ ГЛАДКОСТВОЛЬНОГО ОХОТНИЧЬЕГО ОРУЖИЯ | 2019 |
|
RU2709294C1 |
| ГЛУШИТЕЛЬ РЕАКТИВНО-ПОГЛОЩАЮЩЕГО ТИПА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2008 |
|
RU2376544C2 |
| Дульный тормоз-компенсатор закрытого типа для гладкоствольного охотничьего ружья | 2022 |
|
RU2781695C1 |
| ДУЛЬНОЕ УСТРОЙСТВО - СБРАСЫВАТЕЛЬ ДАВЛЕНИЯ ГАЗОВ ДРОБОВОГО СТВОЛА | 1992 |
|
RU2092766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1999 |
|
RU2164202C2 |
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕЙНЕРА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ | 2003 |
|
RU2263001C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2429102C2 |


Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении дульных устройств ружей. Формируют внешний профиль заготовки с продольным отверстием механическим снятием ее внешней поверхности. Перед обжатием заготовку устанавливают в матрицу из условия ее ориентирования по оси перемещения и осевой стабилизации входным диаметром при ее обжатии. Обжимают заготовку путем ее проталкивания через матрицу с рабочим диаметром, не превышающим наименьший диаметр внешней заготовки, и входным диаметром, соответствующим наибольшему диаметру заготовки. Расширяются технологические возможности и уменьшаются затраты. 1 з.п.ф-лы, 4 ил.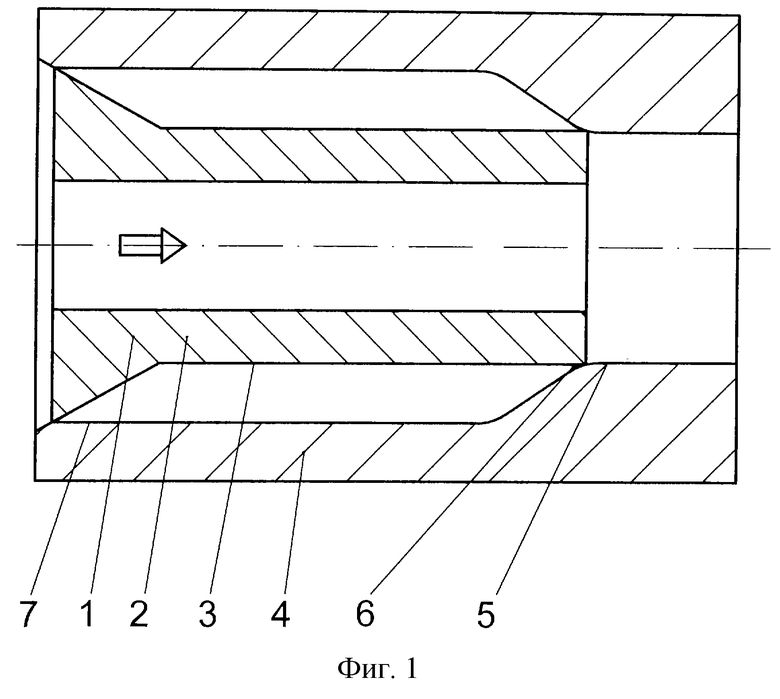
| ФУНДАМЕНТ ЗДАНИЯ | 1991 |
|
RU2016964C1 |
| ЕГОРОВ М.Е | |||
| и др | |||
| Технология машиностроения | |||
| - М.: Высшая школа, 1976, с.25, 26, 160, 173 | |||
| 0 |
|
SU193896A1 | |

