Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для получения толстостенных труб сложного внутреннего профиля волочением.
Известен способ прессования полых изделий, реализуемый в устройстве [1], содержащем основание, контейнер, матрицу, оправку с приводом осевого перемещения, шибер. Его недостатком является невысокая производительность из-за необходимости раздельного управления плунжером, приводом оправки и шибером.
Известен способ для деформации труб [2] с внутренней ступенчатой поверхностью, при котором трубную заготовку подают в конусную матрицу и деформируют на ступенчатой, фиксируемой с заднего конца оправке.
Известно также устройство для деформации труб [3], содержащее корпус, матрицу, оправку, тянущий механизм в виде приводного в осевом направлении штока.
Недостатком способа и устройства является невысокая степень сжатия и ограниченные технологические возможности получения стволов.
Задача изобретения - увеличение степени обжатия и расширение технологических возможностей, улучшение стабильности процесса, повышение качества.
Задача решается тем, что в способе получения толстостенных труб сложного внутреннего профиля волочением, включающем подачу трубной заготовки с оправкой в матрицу и деформацию ее в конусной матрице на ступенчатой, фиксируемой с заднего конца заготовки оправке, используют заготовку с углом конусности заходной части на 1 - 10o меньше конусности матрицы, обеспечивающим постоянное повышение степени деформации, подпор с заднего конца заготовки упором отдельного привода, связанного с усилием тяжения штока механизма волочения через регулируемый преобразователь (редуктор, мультипликатор и т.п.), и ступенчатую оправку с нарезкой на ступени меньшего диаметра, при сбеге с которой заготовки создают возможность вращения и самоцентрирования, при этом в конце процесса формирования нарезов на внутренней поверхности заготовки матрицу перемещают относительно оправки на заданную величину.
Задача решается тем, что устройство получения толстостенных труб сложного внутреннего профиля волочением, например, канала ствола, содержит механизмы протягивания заготовки через матрицу, введения в нее соосно оправки, согласно изобретению оно снабжено приводом ограниченного перемещения матрицы, механизмом подпора заготовки с заднего конца и поршневым механизмом перемещения оправки, которая установлена в штоке хвостовиком на подшипниках, подпружиненно и с ограничителем осевого перемещения, размещен преобразователь (регулируемый редуктор или мультипликатор) между линией питания механизма создания усилия тяжения и линией питания механизма подпора заготовки с заднего конца.
Предложенная совокупность признаков способа и устройства позволяет увеличить степень обжатия, расширить технологические возможности, улучшить стабильность процесса, повысить качество изделий.
Изобретение поясняется чертежом, на котором показано устройство для получения толстостенных труб сложного внутреннего профиля волочением, например, канала ствола.
Способ получения толстостенных труб сложного внутреннего профиля волочением осуществляется следующим способом.
Цилиндрическую заготовку с конусной заходной частью вставляют в конусную матрицу, подпирают с заднего конца и протягивают через нее на ступенчатой оправке с нарезкой на ступени меньшего диаметра, формирующей внутренний диаметр.
При трогании волочение производят с постоянным повышением степени деформации и нагрузки на оправку, которую жестко устанавливают с заднего конца заготовки с возможностью осевого вращения от усилия, возникающего при сбеге заготовки с оправки и возможностью самоцентрирования за счет упругости хвостовика, и подпором заднего конца заготовки упором отдельного привода давлением, связанным с усилием тяжения штока механизма волочения через регулируемый преобразователь.
Устройство содержит тянущий механизм 1 со штоком 2, который имеет захваты для крепления заготовки 3, матрицу 4 с механизмами ее перемещения 5, оправку 6, закрепленную в подшипниковых опорах 7, механизм перемещения оправки 8 и его шток 9, в котором закреплена оправка 6, механизм подпора заготовки 10 со штоками 11 и коромыслом 12, питаемый, например, через преобразователь, представляющий собой регулируемый редуктор 13 или мультипликатор.
Устройство работает следующим образом.
Заготовку 3 устанавливают в матрицу 4, ее передний конец - в захват штока 2 тянущего механизма 1, задний конец - в коромысло 12 штоков 11 механизма подпора 10, оправку 6 размещают во внутренней полости заготовки 3, через гидроцилиндр 1 включается подача штока 2 тянущего механизма 1, а через регулируемый редуктор 13 включается подача упоров 11, на оправке 6 через матрицу 4 формируется дульная фаска, внутренний профиль ствола, при трогании волочение производится с постоянным повышением степени деформации и нагрузки на оправку, с понижением диаметра конической части заготовки, входящей в матрицу. При этом оправка претерпевает осевое вращение при сбеге заготовки с нарезов оправки. В конце процесса формирования нарезов матрица 4 перемещается устройством 5 относительно оправки 6 и за счет этого формируется патронник, дульное сужение формируется при помощи осевого люфта оправки при ее захвате заготовкой в самом начале волочения. В конце процесса тянущий механизм снимает остаток ствола с оправки 6. Оправку и упор отдельного привода отводят в верхнее положение, извлекают готовую деталь. Устройство готово для следующего цикла.
Предложенные устройство и способ, реализуемый на этом устройстве, позволяют создать дульную фаску, дульное сужение, нарезы ствола, патронник за один проход при перемещении заготовки относительно оправки. За счет постепенного повышения степени деформации стабилизируется процесс протяжки, так как отсутствуют ударные нагрузки на заготовку, подпор с заднего конца позволяет совместить возможности волочения и прессования, что расширяет технологические возможности за счет повышения общей степени деформации за один проход, жесткого захвата и стабилизации заднего конца заготовки, ее центровки и исключения ее изгиба в деформируемой части, т.е. повышения качества.
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для получения толстостенных труб сложного внутреннего профиля волочением. Изобретение позволяет увеличить степень обжатия, расширить технологические возможности , улучшить стабильность процесса, повысить качество изделий. В способе получения толстостенных труб сложного внутреннего профиля волочением, включающим подачу трубной заготовки со ступенчатой оправкой в конусную матрицу и деформацию заготовки на оправке с фиксацией с заднего конца оправки, используют заготовку с углом конусности заходной части на 1 - 10o меньше конусности матрицы, обеспечивающим постоянное повышение степени деформации, подпор с заднего конца заготовки, и ступенчатую оправку с нарезкой на ступени меньшего диаметра для формирования нарезов на внутренней поверхности заготовки, при сбеге которой оправке создают возможность вращения и самоцентрирования, при этом в конце процесса формирования нарезов на внутренней поверхности трубы матрицу перемещают относительно оправки на заданную величину. Устройство для получения указанных изделий имеет привод ограниченного перемещения матрицы и поршневой механизм перемещения оправки, установленной в штоке хвостовиком на подшипниках, подпружиненно и с ограничителем осевого перемещения. Между линией питания механизма создания усилия тяжения и линией питания механизма подпора заготовки с заднего конца размещен преобразователь. 2 с.п.ф-лы, 1 ил. ил.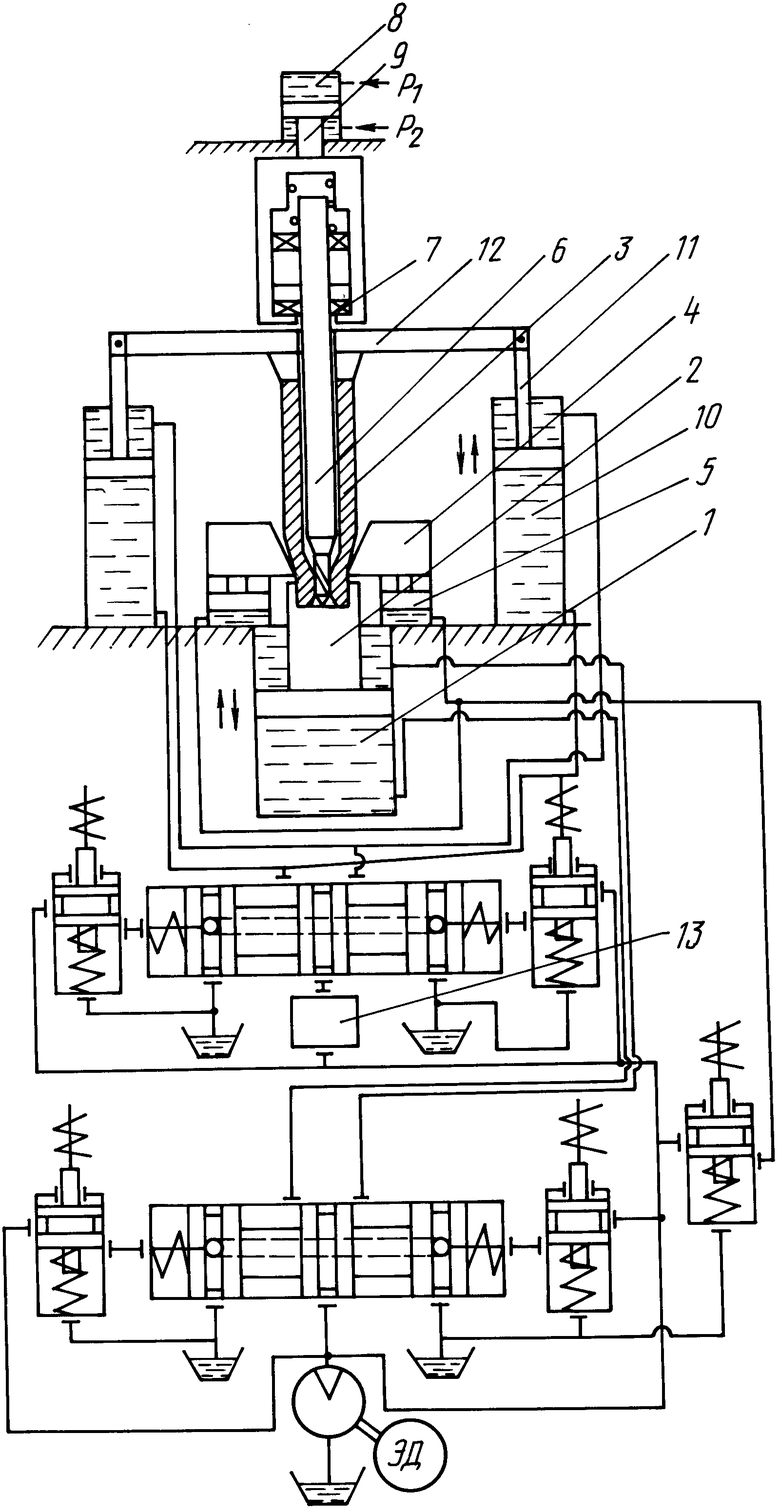
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1456274, B 21 J 5/04, 1989 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторс кое свидетельство, 1540885, B 21 С 1/24, 1987 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельс тво, 1540885, B 21 C 1/24, 1987. | |||
