Предлагаемое изобретение относится к области обработки металлов давлением, а именно к способам формования полых тел переменного сечения, в частности из трубных заготовок, и может быть использовано в газовой, авиационной, судостроительной, автомобильной и смежных с ними отраслях промышленности.
Преимущественно предлагаемое изобретение предназначено для обработки тонкостенных трубных заготовок большого диаметра практически из любого металла с отношением толщины стенки заготовки к ее радиусу менее 0,07 или 7%.
В частности, изобретение может быть использовано при изготовлении металлических лейнеров (а именно для формования днищ и горловин лейнеров) металлопластиковых баллонов высокого давления (ВД), для которых существенное значение имеет минимизация удельной материалоемкости (d) баллона, представляющей собой отношение массы (М) баллона к его вместимости (V):d=M/V.
Такие металлопластиковые баллоны применяются, например, для хранения сжиженного и газообразного моторного топлива в автомобилях, в портативных кислородных дыхательных аппаратах альпинистов, спасателей, в переносных изделиях криогенной и противопожарной техники и пр.
Известны конструкции металлопластиковых баллонов, в которых металлический лейнер содержит цилиндрическую часть, выполненную сварной из прямошовной обечайки, два днища - горловины, приваренные по периметру к обечайке, и штуцер, приваренный к одному из днищ. Для соединения деталей лейнера и выполнения шва, как правило, используют электронно-лучевую и (или) лазерную автоматическую сварку.
(Автоматическая сварка, No 9, 1995 г. Б.Е.Патон, М.М.Савицкий и др. Конструкция и технология изготовления облегченных сварных баллонов ВД, свидетельство ПМ №14065).
Известен также металлопластиковый баллон ВД, содержащий штампованно-сварной герметичный стальной лейнер (RU, C1 2077682).
Сварная и штампованно-сварная технологии позволяют изготовить стальные лейнеры с достаточно тонкими стенками, тем самым обеспечить сравнительно невысокую удельную материалоемкость (d.) баллона ВД. Однако сварные и штампованно-сварные лейнеры имеют невысокий ресурс по числу циклов нагружения рабочим давлением, который не превышает несколько десятков сотен.
Известен металлический газовый баллон, в котором цилиндрическая средняя часть выполнена из трубной заготовки и скреплена с днищами резьбовым соединением (Заявка №93013491/26, публикация от 20.06. 1996).
Однако резьбовое соединение требует утолщения стенки трубной заготовки на участке резьбы и специальной подготовки под резьбу торцевых концов трубной заготовки, имеющей большие допуски, что обусловливает достаточно трудоемкую технологию изготовления известного металлического баллона и соответственно повышенную его стоимость.
Кроме того, такая технология не применима для изготовления тонкостенных металлических лейнеров из-за сложности выполнения резьбового соединения на тонкой стенке заготовки.
Известны способы обжима концов трубной заготовки в специально профилированной матрице, которые могут быть использованы для формования днищ и горловины лейнера.
Например, известен способ формования полой заготовки, в частности трубной заготовки, включающий горячий обжим заготовки в специально профилированной матрице (RU, А, №2136425, Ru, A, №212291).
Горячий обжим трубной заготовки из алюминиевого сплава осуществляют при температуре 485°С (RU, А, №2136425), а трубной заготовки из магниевого сплава - при температуре 300-400°С (Ru, А, №212291).
Недостаток известного способа горячего обжима заключается в невозможности обработки тонкостенной трубной заготовки большого диаметра (с отношением толщины стенки к радиусу заготовки меньше 7%) вследствие, в процессе формования, потери устойчивости такой заготовки в зоне передачи усилия - на входе в матрицу, разогретую до температуры наибольшей податливости материала заготовки.
Известен способ и устройство обжима концов труб, заключающийся в проталкивании трубы в специально профилированную матрицу (RU, А, 2122914). С целью предотвращения потери устойчивости заготовки в зоне передачи усилия используют внешний подпор из консистентной смазки.
Однако данный способ и устройство, как и вышеописанный способ горячего обжима, также не применим для обработки тонкостенной трубной заготовки большого диаметра.
Эксперименты, проведенные авторами, показали, что для заготовок практически из любого металла наличие внешнего давления, создаваемого консистентной смазкой, недостаточно для исключения потери устойчивости тонкостенной заготовки большого диаметра, которая используется для изготовления лейнеров металлопластиковых сосудов высокого давления. Кроме того, увеличивается вероятность потери устойчивости внутрь трубной заготовки.
Известен способ изготовления лейнера металлопластикового баллона высокого давления из трубной заготовки (патент RU, №2175088, С1).
Заготовку в виде толстостенной цилиндрической трубы из алюминиевого сплава с расчетными геометрическими размерами прогревают с одного конца до заданной температуры и формируют одно днище методом раскатки, во время которой заготовку вращают и поддерживают в ней заданную температуру прогрева с точностью 2°С и одновременно формируют горловину днища, при этом операцию формирования днища с горловиной осуществляют в несколько проходов до достижения заданных толщин.
Однако данный способ, как и вышеописанные, также не применим для обработки тонкостенной трубной заготовки большого диаметра.
В основу настоящего изобретения поставлена задача создать способ формования полого металлического тела переменного сечения и устройство для его осуществления, в частности, способ формования тонкостенной трубной заготовки большого диаметра при изготовлении лейнера металлопластикового баллона высокого давления, позволяющие предотвратить потерю устойчивости тела в зоне передачи усилия и тем самым обеспечить формование полого тела заданной геометрии, например лейнера.
Поставленная задача решается тем, что в способе формования полого металлического тела переменного сечения, включающем введение полого тела в матрицу со специально профилированной внутренней поверхностью, согласно предлагаемому изобретению на внутренней поверхности матрицы создают градиент температур, повышающийся в направлении перемещения тела вдоль продольной оси матрицы до максимальной температуры в зоне получения наименьшего поперечного сечения тела, которую устанавливают из условия наибольшей податливости материала тела, а минимальную температуру устанавливают на входе в матрицу из условий сохранения устойчивости материала и обеспечения в процессе продвижения тела в матрице его нагрева до указанной максимальной температуры.
Расчеты и эксперименты, проведенные авторами, показали, что дифференцированный нагрев полого тела по мере его продвижения вдоль матрицы позволяет избежать потерю устойчивости тела и обеспечивает формование заданной геометрии. Особенно дифференцированный нагрев требуется при обработке тонкостенной трубной заготовки большого диаметра при соотношении толщины стенки к радиусу меньше 0.07.
Целесообразно, чтобы на входе в матрицу тело охлаждали и поддерживали его температуру, при которой не происходит изменения прочностных свойств материала.
Охлаждение полого тела на входе в матрицу предотвращает образование гофр на теле в зоне передачи усилия, которой является участок перед входом в матрицу. Особенно охлаждение требуется при обработке тонкостенной трубной заготовки большого диаметра при соотношении толщины стенки к радиусу меньше 0,07.
Преимущественно предлагаемый способ предназначен для изготовления металлического лейнера металлопластикового баллона высокого давления, для которого характерно соотношение толщины стенки лейнера к радиусу менее 0,07.
При этом поставленная задача решается также тем, что в способе изготовления металлического лейнера металлопластикового сосуда высокого давления из трубной заготовки согласно предлагаемому изобретению концы трубной заготовки обжимают в матрице со специально профилированной внутренней поверхностью, при этом трубную заготовку вводят в матрицу вдоль ее продольной оси, на внутренней поверхности матрицы создают градиент температур, повышающийся в направлении перемещения заготовки вдоль продольной оси матрицы до максимальной температуры в зоне получения наименьшего поперечного сечения лейнера, которую устанавливают из условия наибольшей податливости материала трубной заготовки, а минимальную температуру устанавливают на входе в матрицу из условий сохранения устойчивости материала заготовки и обеспечения в процессе ее продвижения в матрице нагрева до указанной максимальной температуры.
Для образования днища и горловины лейнера внутреннюю поверхность матрицы выполняют куполообразной формы с цилиндрическим каналом в вершине, в котором с заданным зазором устанавливают подвижную оправку, при этом оправку в процессе формования перемещают в одном направлении с трубной заготовкой, но с большей скоростью.
Перемещающаяся оправка облегчает свободный изгиб стенки заготовки при сходе с матрицы в зоне вершины купола.
С целью предотвращения потери устойчивости цилиндрической части трубной заготовки и, как следствие, образования гофр в зоне передачи усилия (на входе в матрицу) заготовку охлаждают и поддерживают ее температуру, при которой не происходит изменения прочностных свойств материала заготовки.
Интервал температур, создаваемый на внутренней поверхности матрицы, зависит в первую очередь от массы формуемого тела и его физико-механических свойств, исходных и конечных геометрических параметров и скорости подачи тела в матрицу, от теплофизических свойств самой матрицы.
Эксперименты, проведенные авторами, показали, что для трубной заготовки с отношением толщины стенки к радиусу менее 0,07, выполненной из алюминиевого сплава АД33Т1, на входе в матрицу создают температуру, равную 100+10°С, а вблизи вершины купола - 500° +10°С.
При этом усилие протяжки оправки изменяют в процессе формования от 125 до 500 кГс.
Поставленная задача решается также тем, что в устройстве для формования полого тела переменного сечения, включающем ползун, выполненный с возможностью крепления на нем полого тела и создания осевого усилия, и установленную на неподвижной опоре матрицу с внутренней поверхностью заданного профиля, имеющую входное отверстие для подачи полого тела, согласно предлагаемому изобретению матрица снабжена средством нагрева, выполненным с возможностью создания градиента температур на внутренней поверхности матрицы, повышающегося вдоль продольной оси матрицы от входного отверстия.
Для исключения образования гофр в зоне передачи усилия (на участке полого тела перед входом в матрицу) целесообразно, чтобы перед входным отверстием матрицы было установлено средство охлаждения.
Для изготовления металлического лейнера из трубной заготовки внутренняя поверхность матрицы имеет куполообразную форму, сужающуюся от входного отверстия, при этом в матрице в вершине купола выполнен цилиндрический канал, в котором с заданным зазором установлена с возможностью перемещения вдоль продольной оси оправка. Канал с оправкой предназначены для формования горловины и тела штуцера лейнера.
Целесообразно, чтобы средство нагрева содержало кольцевые нагревательные элементы, установленные в матрице вдоль куполообразной поверхности, при этом нагревательные элементы выполнены с возможностью создания градиента температур, повышающегося от входного отверстия до вершины купола.
При изготовлении лейнера из трубной заготовки с отношением толщины стенки к радиусу менее 0,07, выполненной из алюминиевого сплава АД33Т1, целесообразно, чтобы нагревательные элементы были выполнены с возможностью создания градиента температур, повышающегося от 100+10°С у входного отверстия до 500+10°С вблизи вершины купола, у входа в канал.
В дальнейшем предлагаемое изобретение будет более подробно раскрыто на конкретных примерах его выполнения со ссылками на чертежи, на которых:
Фиг.1 изображает металлический лейнер металлопластикового баллона высокого давления, продольный разрез;
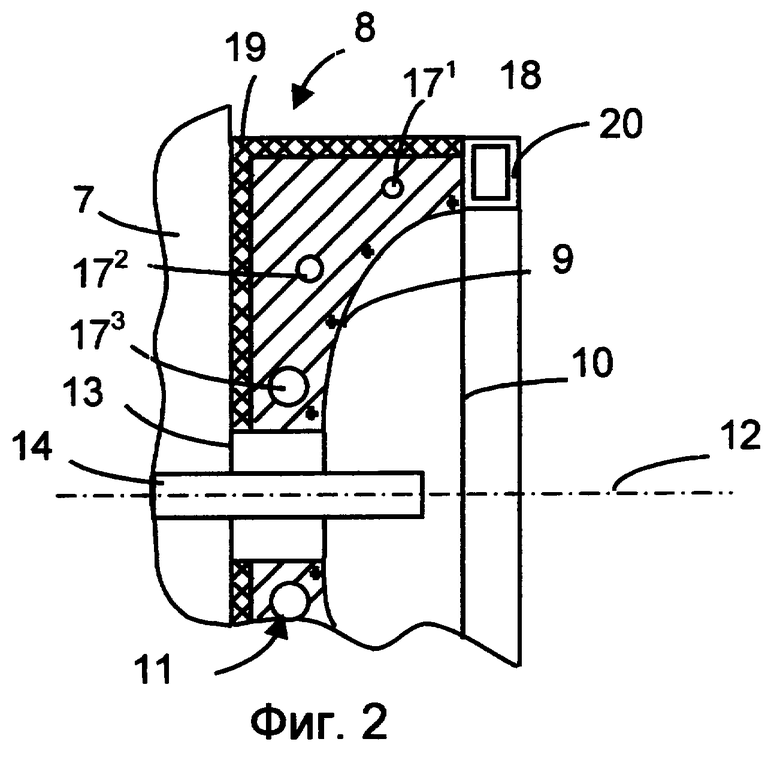
Фиг.2 - устройство для формования полого тела;
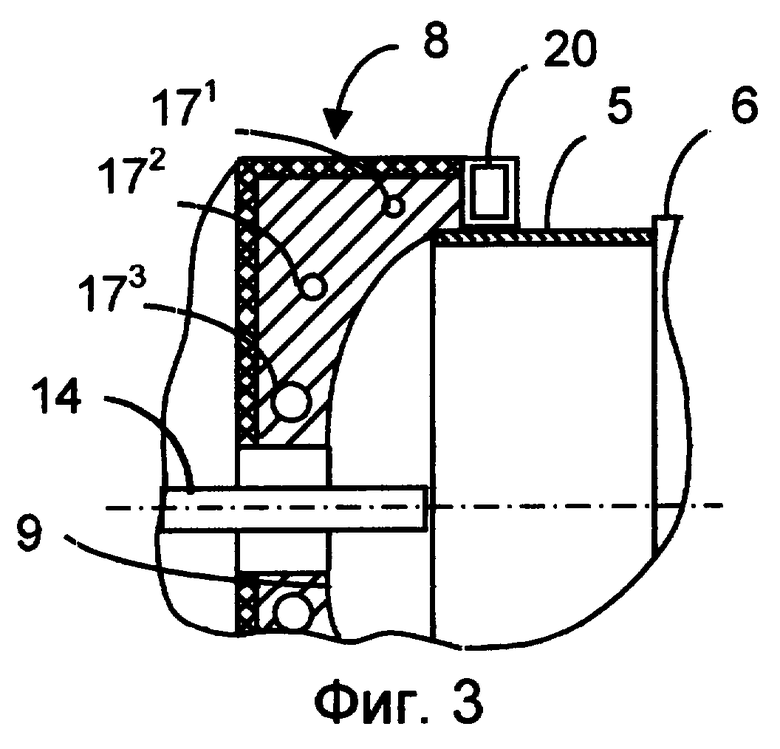
Фиг.3 - 6 - схему процесса формования днища и горловины лейнера.
Преимущественно предлагаемые способ формования полого тела переменного сечения и устройство для его осуществления предназначены для изготовления из трубной заготовки металлического лейнера металлопластикового баллона высокого давления, поэтому изобретение будет описано на примере способа изготовления лейнера из трубной заготовки, а именно способа формования днища и горловины лейнера и устройства для его осуществления.
На Фиг.1 показан лейнер 1 металлопластикового сосуда высокого давления, содержащий центральную цилиндрическую часть 2, переходящую по концам в эллипсоидные части днищ 3. Толщина стенки днища 3 плавно увеличивается с уменьшением его диаметра и переходит в горловину 4.
Показанное на Фиг.2 устройство для формования полого металлического тела переменного сечения является преимущественным вариантом реализации изобретения и предназначено для формования днища, горловины и тела штуцера лейнера из трубной заготовки 5.
Устройство содержит ползун 6, выполненный с возможностью крепления на нем трубной заготовки 5 и создания осевого усилия. На неподвижной опоре 7 установлена матрица 8 с внутренней поверхностью 9 заданного профиля. Матрица 8 имеет входное отверстие 10 для подачи трубной заготовки 5 и снабжена средством 11 нагрева, выполненным с возможностью создания градиента температур на внутренней поверхности 9 матрицы, повышающегося от входного отверстия 10 матрицы вдоль ее продольной оси 12.
В устройстве для изготовления лейнера из трубной заготовки, показанном на Фиг.2, внутренняя поверхность 9 матрицы 8 имеет куполообразную форму, сужающуюся от входного отверстия 10. В вершине купола выполнен цилиндрический канал 13, в котором, с заданным зазором, установлена с возможностью перемещения вдоль продольной оси 12 оправка 14. Диаметр оправки 14 соответствует внутреннему диаметру 15 (Фиг.1) горловины 4 лейнера 1, а внутренний диаметр канала 13 (Фиг.2) - внешнему диаметру 16 (Фиг.1) горловины 4 лейнера 1.
В зависимости от заданной геометрии формуемого тела возможна иная форма внутренней поверхности матрицы. Кроме того, канал и оправка могут отсутствовать.
Средство нагрева 11 содержит кольцевые нагревательные элементы 171-173, установленные в матрице 8 вдоль куполообразной внутренней поверхности 9.
Нагревательные элементы 17 могут быть выполнены известным образом в виде обмотки проволоки (например, нихромовой проволоки Х20Н80), размещенной в предварительно изготовленные канавки (не показаны) в матрице. Для изоляции на эту поверхность матрицы наносится слой окиси алюминия методом напыления.
Нагревательные элементы 171-173 выполнены с возможностью создания на внутренней поверхности 9 матрицы 8 градиента температур, повышающегося от входного отверстия 10 матрицы до входа в канал 13. Максимальная температура обеспечивается нагревательным элементом 173, минимальная - нагревательным элементом 171. Устройство снабжено термопарами 18, контролирующими работу нагревательных элементов 17. Возможно иное количество нагревательных элементов.
Максимальную температуру создают у входа в канал 13 из условия наибольшей податливости материала формуемого тела (трубной заготовки 5), а минимальную температуру создают в зоне входного отверстия 10 матрицы 8 - из условий сохранения устойчивости трубной заготовки 5 и обеспечения в процессе продвижения заготовки 5 в матрице ее нагрева до указанной максимальной температуры.
Конкретный диапазон температур на внутренней поверхности матрицы зависит в первую очередь от массы формуемого тела и его физико-механических свойств, исходных и конечных геометрических параметров и скорости подачи тела в матрицу, от теплофизических свойств самой матрицы.
При изготовлении лейнера из трубной заготовки из алюминиевого сплава АД33Т1 с отношением толщины стенки к радиусу менее 0,07, нагревательные элементы 171-173 выполнены с возможностью создания на входе в матрицу температуры, равной (100+10°)С, а вблизи вершины купола -(500+10°)С.
Матрица 8 изолирована от внешней среды теплоизоляцией 19, нанесенной на ее внешнюю поверхность.
На входе в матрицу 8 установлено средство охлаждения 20, выполненное с возможностью поддержания температуры трубной заготовки 5, при которой не происходит изменения прочностных свойств материала заготовки.
Режимы работы средства охлаждения 20 и нагревательных элементов 171 -173 определяются в процессе отладки технологии формования.
Устройство может быть выполнено на базе горизонтального гидравлического пресса усилием 250 кН (проект С0424-00-01), обеспечивающего перемещение оправки 14 и ползуна 6 с заданным осевым усилием.
Реализация способа далее будет показана на примере преимущественного варианта реализации изобретения - способа формования днища и горловины лейнера при его изготовлении из трубной заготовки.
На Фиг.3 - 6 показана схема изготовления лейнера из трубной заготовки 5.
В исходном положении (Фиг.3) трубная заготовка 5 зафиксирована на направляющем пояске ползуна 6. Оправка 14 выдвинута в крайнее правое положение. Нагревательными элементами 171-173 на внутренней поверхности матрицы создается заданный градиент температур, который зависит в первую очередь от массы формуемого тела и его физико-механических свойств, исходных и конечных геометрических параметров и скорости подачи тела в матрицу, от теплофизических свойств самой матрицы. Заданный градиент температур определяется по указанным выше параметрам математическим моделированием и уточняется экспериментально.
Режим работы нагревательных элементов 171-173 для заданного градиента температур и режим работы средства охлаждения 20 определяется в процессе отладки технологии формования. Работу нагревательных элементов 171-173 контролируют термопарами 18.
Авторами обнаружено, что для трубной заготовки из алюминиевого сплава АД33 с отношением толщины стенки заготовки к ее радиусу менее 0,07, минимальная температура, создаваемая нагревательным элементом 171 у входного отверстия 10 - (100+10)°С, максимальная температура, создаваемая нагревательным элементом 173 на входе в канал 12 - (500+10)°С.
Перед началом формования на трубную заготовку 5, внутреннюю поверхность 9 матрицы 8 и оправку 14 наносят смазку. В качестве смазки для трубной заготовки можно применять холодное меднение в водном растворе медного купороса, которое обеспечивает надежное разделение контактирующих поверхностей. На внутреннюю поверхность 9 матрицы 8 и на оправку 14 наносят смазку, например, на основе дисульфида молибдена.
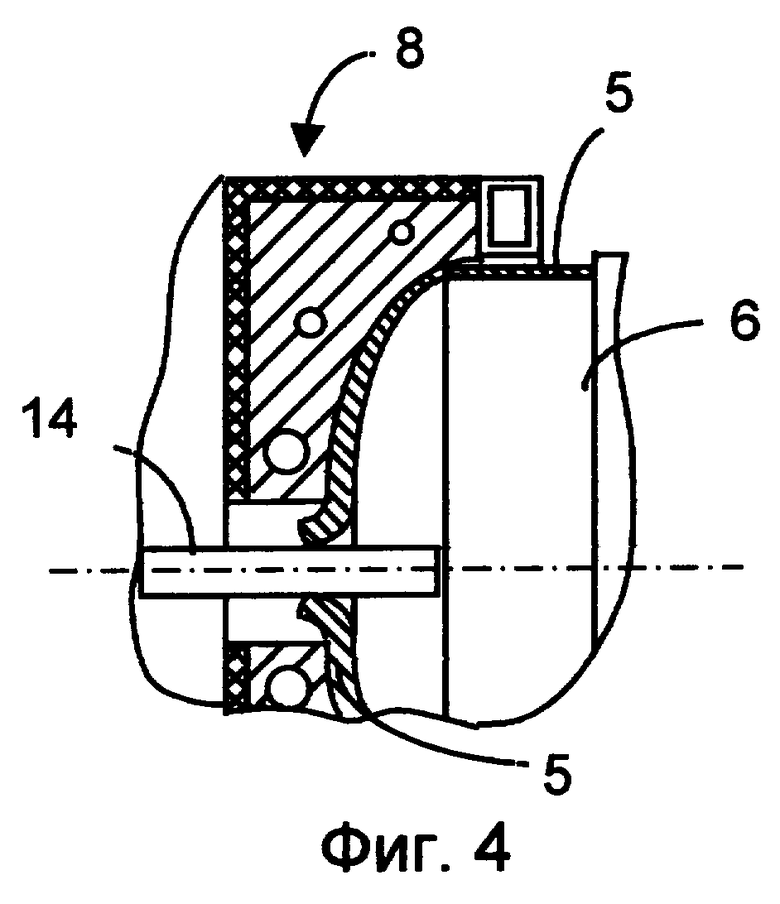
Трубную заготовку 5 вводят с осевым усилием в разогретую матрицу 8, вдоль ее продольной оси 12 (Фиг.4 - 5). Величина осевого усилия и скорость перемещения заготовки 5 в матрице зависят от нескольких параметров, в том числе от геометрических и физико-механических параметров заготовки, и, как градиент температур на внутренней поверхности матрицы, определяются математическим моделированием с уточнением в процессе отладки технологии.
Авторами обнаружено, что при изготовления лейнера из трубной заготовки диаметром 300 мм, толщиной стенки 6 мм из алюминиевого сплава АД33 осевое усилие на заготовку составляет 95-100 Тс. При этом трубная заготовка 5 перемещается в матрице со скоростью около v=3 мм/с.
На входе в матрицу 8 заготовку охлаждают средством охлаждения 20 (Фиг.3).
При этом температура заготовки 5 на участке перед матрицей 8 поддерживается на уровне, при котором не происходит изменения прочностных свойств материала, что предотвращает потерю устойчивости заготовки и образование гофр.
По мере продвижения трубной заготовки 5 вдоль куполообразной внутренней поверхности 9 матрицы 8, разогретой с повышающимся по ходу движения заготовки градиентом температур, заготовка 5 нагревается и материал заготовки становится более податливым к пластическому деформированию. Трубная заготовка 5 меняет свою геометрию в соответствии с внутренней поверхностью 9 матрицы 8. Уменьшение диаметра заготовки приводит к утолщению ее стенок(Фиг.4 - 5).
Наибольшей податливости к пластическому деформированию материал заготовки достигает на входе в канал 13, где заготовка соприкасается с оправкой 14 (Фиг.4).
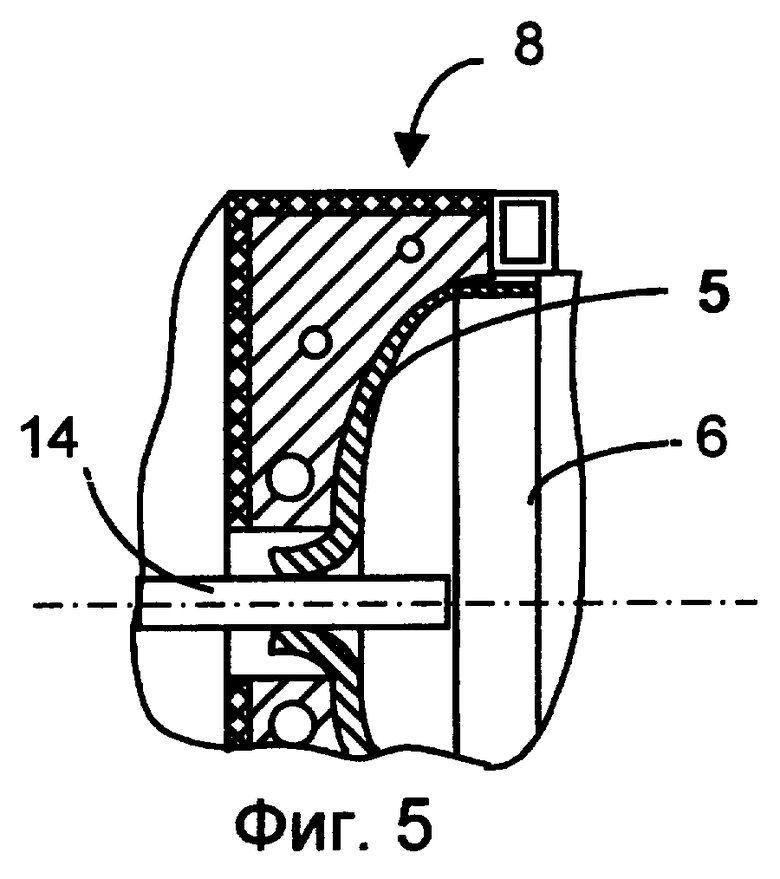
С момента контакта материала заготовки 5 с оправкой 14 последняя начинает перемещаться со скоростью, большей скорости перемещения металла.
Далее заготовка 5 двигается вместе с оправкой 14 (Фиг.5), что облегчает свободный изгиб стенки заготовки при сходе с матрицы 8.
Усилие протяжки оправки 14 также зависит от ряда параметров, в том числе от физико-механических свойств заготовки, и определяется экспериментально в процессе отладки технологии.
Авторами обнаружено, что для алюминиевого сплава АДЗЗТ1 усилие протяжки оправки должно изменяться в процессе формования горловины от 125 до 500 кГс. Увеличение усилия протяжки по ходу процесса формования обусловлено увеличением площади контакта заготовки с матрицей в зоне купола и цилиндрического канала матрицы.
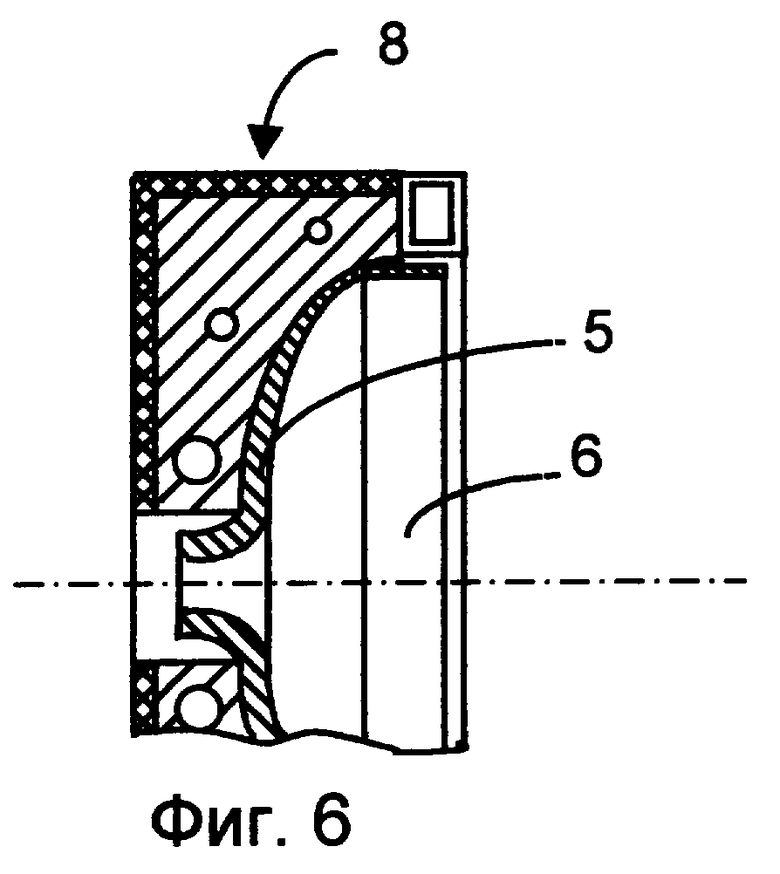
По окончании процесса формования отключают средства 17, 20, нагрева и охлаждения, оправка 14 выходит из заготовки 5, ползун 6 возвращается в крайнее правое положение (Фиг.6), заготовка 5 извлекается из матрицы 8 и переустанавливается для формования второго днища и горловины лейнера.
Приведенные выше примеры предпочтительного осуществления изобретения, содержащие указания на отдельные варианты выполнения, не исчерпывают возможных изменений и дополнений, очевидных специалисту в данной области техники, которые не затрагивают существа технического решения, охарактеризованного формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2329114C1 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| Способ изготовления лейнера герметизирующего для металлокомпозитного баллона и лейнер для реализации способа | 2020 |
|
RU2765216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |
| СПОСОБ ПЛУНЖЕРНОГО ФОРМОВАНИЯ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ И ПОДОБНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2296641C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2698824C1 |
Изобретение относится к области обработки металлов давлением, в частности к формованию полых тел переменного сечения. Способ формования полого металлического тела переменного сечения включает формование в матрице, имеющей отверстие для введения полого тела и профилированную внутреннюю поверхность, отвечающую заданному профилю полого тела. На внутренней поверхности матрицы создают градиент температур, повышающийся в направлении перемещения тела от минимальной температуры у входного отверстия матрицы до максимальной температуры в зоне получения наименьшего поперечного сечения тела, при этом максимальную температуру устанавливают из условия наибольшей податливости материала тела, а минимальную температуру - из условий сохранения устойчивости тела и обеспечения в процессе его продвижения в матрице нагрева тела до указанной максимальной температуры. При осуществлении способа изготовления металлического лейнера металлопластикового сосуда высокого давления из трубной заготовки концы трубной заготовки обжимают в матрице с профилированной внутренней поверхностью, при этом трубную заготовку вводят в матрицу вдоль ее продольной оси, на внутренней поверхности матрицы создают градиент температур, повышающийся в направлении перемещения заготовки вдоль продольной соси матрицы от минимальной температуры у входного отверстия матрицы до максимальной температуры в зоне получения наименьшего поперечного сечения лейнера, при этом максимальную температуру устанавливают из условия наибольшей податливости материала трубной заготовки, а минимальную температуру - из условия сохранения устойчивости заготовки и обеспечения в процессе ее продвижения в матрице нагрева до указанной максимальной температуры. Устройство для формования полого тела переменного сечения включает установленную на неподвижной опоре матрицу с внутренней поверхностью заданного профиля, имеющую входное отверстие для подачи полого тела, и ползун, выполненный с возможностью крепления на нем полого тела и его перемещения вдоль продольной оси матрицы. Матрица снабжена средством нагрева, выполненным с возможностью создания градиента температур на внутренней поверхности матрицы, повышающегося вдоль продольной оси матрицы от входного отверстия. Повышается качество изделий за счет предотвращения потери устойчивости. 3 с. и 13 з.п. ф-лы, 6 ил.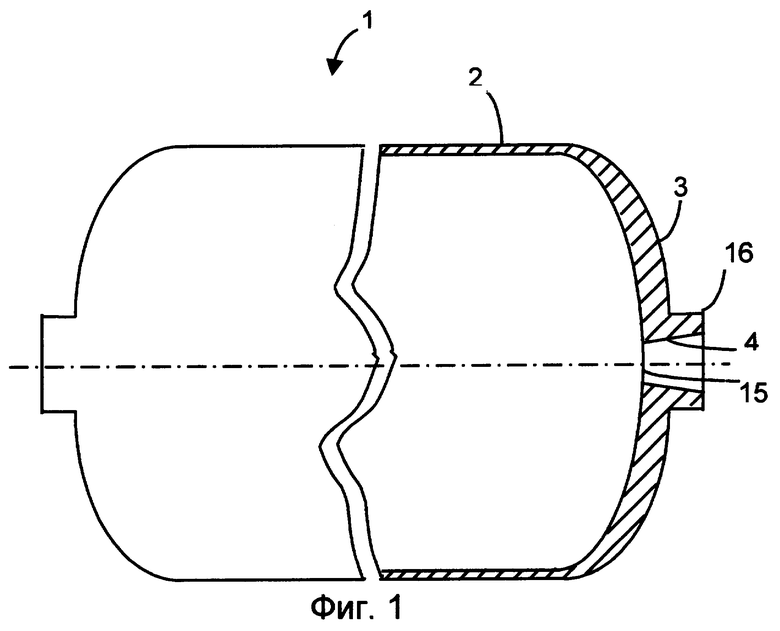
| СПОСОБ ВЫРАБОТКИ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2435463C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |
| СПОСОБ ОТЖИМА КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2122914C1 |
| Штамп для раздачи оболочек с нагревом | 1982 |
|
SU1038018A1 |
| Контейнер трубопрофильного пресса | 1979 |
|
SU897362A1 |

