Изобретение относится к электронной технике и может быть использовано при изготовлении электронно-лучевых приборов с автоэлектронной эмиссией, а именно в плоских дисплейных экранах, зондовых приборах, а также в исследовательских и аналитических установках.
Известен способ изготовления автоэмиссионного катода [1], в котором процесс изготовления катода осуществляют в два этапа. На первом этапе изготавливают катодную подложку в виде стеклянной пластины со сформированной на ней матрицей, состоящей из массива элементов, каждый из которых включает в себя катодный электрод и модулятор, отделенный от катода слоем диэлектрика. В модуляторе и слое диэлектрика выполнено катодное отверстие. На втором этапе на участки катодного электрода, находящегося на дне катодных отверстий, производится электрофоретическое осаждение эмитирующего материала. В качестве эмитирующего материала используются углеродные частицы. Раствор органического вещества, содержащего эмитирующие частицы, заливают в металическую ванну, применяющуюся для осуществления электрофоретического процесса. В раствор органического вещества может быть добавлен нитрат магния или вещество ему подобное. Затем в раствор погружается катодная подложка. В случае использования анионных гидрофильных групп на ванну подается отрицательный потенциал, а на катодный электрод положительный потенциал, при этом на модулятор подается так называемый "нулевой" потенциал, положительный или отрицательный, но достаточно низкий по сравнению с потенциалом катодного электрода. При использовании катионных гидрофильных групп знаки всех потенциалов меняют на противоположные. После приложения напряжения частицы эмитирующего вещества, адсорбировавшие гидрофильные группы, транспортируются к катодному электроду и осаждаются на его поверхности, формируя эмиттер. В результате ионной реакции в растворе образуется гидроксид магния, который обеспечивает агдезию эмитирующего материала к подложке. По окончании процесса электрофоретического нанесения катод промывается в очищенной воде, высушивается и отжигается при температуре от 50 до 500oС.
Известный способ изготовления автоэмиссионного катода не позволяет получить прибор с низкими рабочими напряжениями, поскольку не предусматривает возможности ориентировать частицы эмитирующего материала таким образом, чтобы расположить их перпендикулярно к поверхности подложки. Кроме того, высокие рабочие напряжения приводят к увеличению коэффициента катодного распыления, что, в свою очередь, ведет к снижению срока службы прибора.
Известен способ изготовления автоэмиссионного катода [2], заключающийся в нанесении на катодную подложку эмитирующего слоя из углеродного материала методом электрофореза. В качестве эмитирующего материала используется графит, алмаз, аморфный углерод, молибден, олово или кремний. Характерный размер графитовых частиц выбирается в пределах от 0,1 мкм до 1,0 мкм.
Особенностью данного способа является одновременное нанесение частиц изолирующего и эмитирующего материала. В результате, эмитирующие и изолирующие частицы оказываются отделены друг от друга частицами изолирующего материала. Частицы эмитирующего и изолирующего материала загружаются одновременно в ванну для электрофоретического нанесения, содержащую гидрофильный спирт, воду, соль. В качестве зарядчика используют соли Mg(NO3)2, Lа(NО3)3 или Y(NО3)3 в концентрации от 10-5 до 10-1 моль на литр. В электрофоретической ванне размещают катодное основание и противоэлектрод, к которым прикладывается электрическое напряжение. В процессе электрофореза на поверхность катодного основания, снабженнго проводящим слоем, осаждаются частицы эмитирующего и изолирующего материалов. Таким образом происходит формирование катода, состоящего из основания с проводящим слоем, эмитирующего слоя из частиц эмитирующего материала, разделенных частицами изолирующего материала.
В описанном способе изготовления автоэмиссионного катода не предусматривается каких-либо мер, направленных на ориентацию частиц на подложке, однако случайная ориентация очень небольшого числа частиц все же возможна. В результате, при приложении электрического поля рабочие напряжения для отдельных ориентированных частиц окажутся значительно ниже, чем для неориентированных частиц. Это приводит к крайне неоднородной эмиссии. Значение тока, отбираемого с ориентированных частиц, намного выше, чем с остальных, в результате чего засветка экрана неравномерна. При данном способе изготовления автоэмиссионного катода во время электрофоретического процесса будет наблюдаться эффект усиления электрического поля на краях проводящего слоя катодного основания, что приводит к значительно более интенсивному осаждению эмитирующего материала в краевых областях по сравнению с центральными областями. Толщина нанесенного слоя будет увеличиваться от центра к краям катода. В результате, при работе прибора на основе такого катода будет наблюдаться неравномерность электронной эмиссии: краевые области будут эмитировать значительно сильнее центральных областей.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления автоэмиссионного катода для плоского дисплейного экрана [3] , в котором процесс изготовления катода состоит из трех этапов: подготовка подложки, нанесение резистивного слоя, нанесение эмитирующего слоя.
Катод состоит из катодной подложки представляющей собой катодное основание, на которое нанесен токопроводящий слой. На катодную подложку методом электрофореза наносится резистивный слой, поверх резистивного слоя наносится эмитирующий слой, частицы которого разделены частицами изолирующего материала. В качестве эмитирующего материала может использоваться графит, алмаз, аморфный углерод, молибден, цинк, кремний. Средний размер графитовых частиц выбирается в пределах от 0,01 мкм до 0,5 мкм. Частицы эмитирующего и изолирующего материала загружаются одновременно в ванну для электрофоретического нанесения, содержащую гидрофильный спирт, воду, соль зарядчика и антикоагулянт. Соль-зарядчик выбрана из группы Мg(NO3)2, Lа(NО3)3 или Y(NО3)3. Концентрация соли-зарядчика варьируется в пределах от 10-5 до 10-1 моль на литр. В электрофоретической ванне размещаются катодное основание и противоэлектрод. Между ними для проведения процесса осаждения прикладывают электрическое напряжение. В результате образуют катод, состоящий из основания с проводящим слоем, слоя резистивного материала и эмитирующего слоя из частиц эмитирующего материала, разделенных частицами изолирующего материала.
Формирование дополнительного резистивного слоя хотя и приводит к значительному улучшению электронной эмиссии, но, с другой стороны, требует увеличения рабочего напряжения. Для многих применений (плоские автоэмиссионные дисплеи, лампы подсветки и т.п.) необходимо снижение рабочих напряжений. При высоких рабочих напряжениях требуются специализированные высоковольтные источники питания, что ведет к усложнению конструкции прибора и, как следствие, увеличению его стоимости, что препятствует массовому использованию подобных катодов в портативных устройствах.
Целью изобретения является снижение стоимости изготовления катода при увеличении продолжительности его работы, а также улучшение эмиссионных характеристик, в частности снижение рабочих напряжений, улучшение равномерности электронной эмиссии.
Техническим результатом заявленного изобретения является увеличение продолжительности работы катода благодаря использованию в качестве эмитирующего материала углеродных волокон, отличающихся высоким сроком службы, улучшение равномерности распределения эмиссионных центров на поверхности катода за счет уменьшения влияния краевого эффекта, а также снижение рабочих напряжений катода за счет приготовления порошка из углеродных волокон с частицами вытянутой (несферической, игольчатой) формы и их вертикальной ориентации на поверхности катодной подложки.
Поставленная цель достигается тем, что в способе изготовления автоэмиссионного катода, заключающемся в нанесении на катодную подложку, состоящую из диэлектрического основания с нанесенным на него токопроводящим слоем, эмитирующего слоя из углеродного материала методом электрофореза с использованием ванны, заполненной раствором, содержащим гидрофильный спирт, воду, соль зарядчика, дисперсант и частицы эмитирующего углеродного материала, в которой размещают противоэлектрод и катодную подложку, к которым затем прикладывают электрический потенциал. В изобретении используют эмитирующий слой из углеродного материала с частицами измельченных углеродных волокон длиной 0,05 мкм - 7 мкм, отношением длины к толщине 1-20, и применяют диэлектрическое основание, на которое нанесен токопроводящий слой, выполненный в виде повторяющихся, равномерно удаленных друг от друга токопроводящих элементов, расстояние между которыми выбирают в пределах 5 мкм - 1 см, при этом ширина токопроводящего элемента составляет не менее размера одной частицы углеродного волокна, отношение расстояния между токопроводящими элементами к размеру частицы углеродного волокна от 2 до 100, а эмитирующий слой образуют путем вертикального расположения на токопроводящем слое катодной подложки частиц измельченных углеродных волокон, причем вертикальное расположение частиц углеродных волокон обеспечивают в процессе электрофореза путем размещения в ванне с раствором катодной подложки и противоэлектрода эквидистатно, с зазором, величина которого не меньше, чем расстояние между токопроводящими элементами, и подачей на катодную подложку и противоэлектрод электрического потенциала с одновременным созданием между ними магнитного поля величиной от 0,01 Тл до 10 Тл.
Реализация способа поясняется фотографиями и чертежами, где изображено:
Фиг.1. Первая стадия помола углеродных волокон.
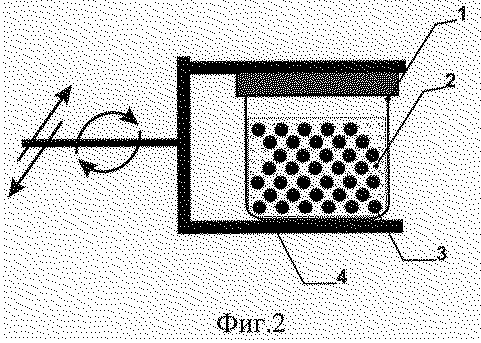
Фиг.2. Схематическое изображение установки для помола волокна.
Фиг.3. Порошок углеродного волокна после третьей стадии помола.
Фиг. 4. Схематическое изображение подложки, используемой для нанесения методом электрофореза.
Фиг.5. Схематическое изображение электрофоретической ванны.
Фиг. 6. Воль-тамперные характеристики катода допированного (кривая 1) и недопированного (кривая 2) барием.
Фиг. 7. Ориентация углеродных волокон в магнитном поле в процессе электрофореза.
Фиг. 8. Изображение эмиссионного слоя с вертикально ориентированными частицами на катодной подложке.
Фиг. 9. Вольт-амперные характеристики катодов с вертикально ориентированными частицами (кривая 1), с неориентированными частицами (кривая 2).
Фиг. 10. Изображение прибора с автокатодом, изготовленным из молотых углеродных волокон методом электрофореза.
В качестве исходного материала при изготовлении автоэмиссионного катода используют углеродные волокна, которые для получения углеродного порошка перемалывают. Исходный материал промышленно производится в виде длинных углеродных нитей, переплетенных в пучки, диаметр отдельной углеродной нити составляет 5-20 мкм. Количество нитей в пучке варьируется от 100 до 10000. Длина пучка может составлять от нескольких метров до километров. Выбор данного углеродного материала обусловлен высоким сроком службы автокатодов на его основе, материал производится отечественной промышленностью.
Внутренняя структура углеродных волокон включает в себя нитевидные графитовые микрообразования - фибриллы, располагающиеся вдоль волокна. Благодаря такой структуре углеродные волокна обладают анизотропией эмиссионных свойств. Эмиссия с торца волокна намного лучше, чем с боковой поверхности: концы фибрилл выходят на торец, образуя на нем множество микровыступов, каждый из которых является потенциальным эмиттером. Для приготовления плоского автокатода, обладающего равномерным по толщине углеродным покрытием, исходные волокна подвергают измельчению до превращения их в порошок.
Процесс приготовления углеродного порошка для проведения электрофоретического процесса включает три стадии. На первой стадии проводится предварительная резка углеродных волокон на отрезки длиной от 1 до 50 см. Точная длина выбирается из соображений технологического удобства. На второй стадии волокна загружаются в мельницу с быстро вращающимися ножами.
При этом происходит помол волокна на отрезки от 1 мкм до 100 мкм (фиг. 1), однако для повышения агдезии в процессе электрофореза, а также для более эффективной ориентации на подложке необходимо использовать частицы меньших размеров. На третьей стадии полученный порошок измельчается в перетирающей мельнице (фиг. 2), представляющей собой сосуд, изготовленный из химически стойкого и механически твердого вещества. В сосуде размещают дисперсионную среду, например изопропиловый или этиловый спирт, порошок измельченных углеродных волокон и твердосплавные шарики, например, из оксида циркония. Сосуд приводится в сложное (вращательно-возвратно-поступательное) движение.
Процесс помола в данном случае состоит в частичном перетирании отрезков углеродных волокон катающимися в сосуде шариками. При этом из-за наличия в волокне надмолекулярой фибрильной структуры происходит образование несферических частиц, длинная ось которых совпадает с направлением вдоль оси волокна. Варьируя скорость движения сосуда, массу шариков, длительность помола и концентрацию порошка, получают частицы (фиг.3) углеродных волокон игольчатой формы с характерной длиной от 0,05 мкм до 7 мкм, и при этом диаметр полученных частиц составляет от 0,01 мкм до 0,5 мкм, а отношение длины к диаметру в пределах от 1 до 20. Полученные частицы отделяют от твердосплавных шариков, разбавляя использованную суспензию необходимым количеством спирта. Затем шарики механически удаляют из суспензии, а оставшийся раствор высушивают.
Малая толщина частиц, обеспечивающая большое усиление поля на концах частиц, в процессе работы автоэмиссионного катода, а также их фибрильная микроструктура в случае вертикальной ориентации на подложке приводит к уменьшению рабочих напряжений катода.
Для повышения равномерности эмиссии катода требуется снизить неоднородность нанесения эмитирующего материала, являющуюся следствием эффекта усиления электрического поля на краях проводящего слоя на диэлектрическом основании (краевой эффект). Такое усиление поля приводит к значительно более интенсивному нанесению эмитирующего материала в краевых областях по сравнению с центральными областями. Толщина нанесенного слоя будет увеличиваться от центра к краям катода. В результате, при работе прибора на основе такого катода будет наблюдаться неравномерность электронной эмиссии: краевые области будут эмитировать значительно сильнее центральных областей.
Чтобы избежать краевого эффекта, предлагается разделять проводящий слой на периодически повторяющиеся элементы, которые впоследствии могут быть электрически соединены и объединены в группы для удобства последующего нанесения. При такой структуре катодного покрытия эффект усиления электрического поля будет одинаков для всех проводящих элементов. Интенсивность электрофоретического осаждения углеродного порошка также будет одинакова для каждого элемента, и равномерность толщины нанесенного слоя вдоль всей поверхности катода значительно улучшится. В результате равномерность эмиссии с поверхности катода, изготовленного с использованием подложки с периодическим расположением элементов, значительно повышается.
Ширина токопроводящих элементов а (фиг.4) должна быть не меньше толщины осаждаемых частиц, что необходимо для обеспечения достаточной агдезии частицы к подложке и хорошего электрического контакта. Кроме того, чтобы усиление поля на токопроводящем элементе было как можно более однородным, ширина токопроводящего элемента а должна быть меньше зазора между катодной подложкой и противоэлектродом l (фиг.5). Для получения одинаковых конфигураций распределенных электрических полей вблизи каждого элемента расстояние между токопроводящими элементами b должно в несколько раз превышать ширину элемента а.
Исходя из этих требований, ширину токопроводящего элемента а выбирают в диапазоне от 0,1 мкм до 50 мкм, расстояние между ними b - в пределах от 5 мкм до 1 см, при отношении b к а в пределах от 2 до 100.
Процесс электрофоретического нанесения проводят в установке схематически изображенной на фиг. 5. Катодную подложку и противоэлектрод устанавливают эквидистатно таким образом, чтобы зазор между ними был l. Нижний предел величины зазора l определяется длиной осаждаемой частицы. Верхний предел величины зазора l для обеспечения однородности усиления электрического поля на всех проводящих элементах не должен превышать размера всей поверхности катода. Наилучшая однородность поля обеспечивается при l, не превышающем расстояния между токопроводящими элементами b, но такое расположение сложно реализуемо на практике, так как предполагает либо очень малые зазоры l (порядка десятков мкм), либо большие значения расстояния b (от нескольких сотен мкм до нескольких мм). В первом случае повышается вероятность электрического пробоя межэлектродного пространства в процессе электрофореза. Во втором случае эмитирующие области оказываются расположенными на подложке очень редко, что ограничивает область применимости катода, основанного на такой структуре подложки (например, для автоэмиссионных дисплеев, требующих малого размера пикселей). Следовательно, наиболее предпочтительным для зазора l между катодной подложкой и противоэлектродом является диапазон величин от b до размера всей поверхности катода.
Зазор l (фиг. 5) может быть установлен, например, с помощью диэлектрических прокладок 7 соответствующей толщины. Затем катодную подложку 6 и противоэлектрод 5 размещают в ванне 3, наполненной раствором электролита. Последний представляет собой дисперсионную среду с растворенным в ней зарядчиком, в котором взвешены частицы измельченных углеродных волокон 4.
В качестве дисперсионной среды используют жидкий диэлектрик, например изопропиловый спирт, а в качестве зарядчика могут выступать любые соли двух- и трехвалентных металлов, растворимые в дисперсионной среде или в воде, например ВаВr2•6Н2О, Mg(NO3)2, Lа(NО3)3•6Н2O, NiCl2 или Y(NO3)3. Концентрация соли зарядчика варьируется в пределах 10-5 до 10-1 моль на литр.
Экспериментально установлено, что при использовании в качестве зарядчика барийсодержащих солей, например бромида бария, обеспечивается формирование на поверхности катода тонкой пленки, состоящей из бария, его оксида и гидрооксида. При последующем использовании автоэмиссионного катода такое покрытие проявляет активирующие свойства и позволяет снизить в 1,5-2 раза рабочее напряжение, требуемое для получения одного и того же рабочего тока (фиг.6).
Процесс нанесения проводится путем приложения напряжения от соответствующего источника 1 (фиг.5) между катодной подложкой и противоэлектродом. Величина напряжения может быть выбрана из диапазона от 10 В до 1,5 кВ. При этом катодная подложка обычно находится под отрицательным потенциалом. Частицы измельченных углеродных волокон адсорбируют на своей поверхности положительные ионы метала из раствора электролита и приобретают положительный заряд. Под действием поля они устремляются к отрицательному электроду - катодной подложке. Частицы закрепляются на катодной подложке за счет ван-дер-ваальсовых сил и за счет образования тонкой пленки из металла зарядчика, его оксида и гидрооксида.
Для увеличения эмиссионной способности автоэмиссионного катода частицы измельченных углеродных волокон должны быть ориентированы перпендикулярно катодному основанию. Для получения требуемой ориентации частиц в процессе электрофореза ванна с помещенными в нее катодной подложкой, противоэлектродом и дисперсионной средой, содержащей растворенные соли зарядчика и частицы измельченных углеродных волокон, помещаются в постоянное магнитное поле, создаваемое, например, постоянными магнитами. Вектор напряженности магнитного поля должен быть направлен перпендикулярно поверхности катодного основания. Под действием такого магнитного поля вытянутые частицы ориентируются перпендикулярно поверхности катодной подложки (вертикально) (фиг.7). Величину магнитного поля устанавливают в пределах от 0,01 Тл до 10 Тл в зависимости от размеров наносимых частиц. По окончании процесса электрофореза и образования на катодной подложке эмитирующего слоя катодную подложку высушивают.
После выполнения описанных выше операций получают катод с покрытием из измельченных частиц углеродных волокон удлиненной формы и заданной геометрией расположения эмиттеров, причем частицы ориентированы перпендикулярно поверхности катода и обладают высокой агдезией к подложке.
Достигнутая при данном способе изготовления катода вертикальная ориентация частиц на подложке (фиг.8) обеспечивает значительные преимущества эмиссионных свойств полученного катода по сравнению с катодом, частицы углеродного покрытия которого расположены на подложке произвольно. Благодаря анизотропии автоэмиссионных свойств углеродных волокон, эмиссия с торца частицы значительно лучше, чем с ее боковой поверхности. Вследствие этого рабочие напряжения катода с вертикальной ориентацией частиц снижаются в 2-3 раза по сравнению с катодом, частицы углеродного покрытия которого расположены на подложке горизонтально (фиг. 9). Кроме того, снижение рабочих напряжений обеспечивается увеличением фактора усиления поля на концах волокон по сравнению с таким усилением на неориентированных волокнах.
Низкие рабочие напряжения, благодаря уменьшению коэффициента катодного распыления, обеспечивают длительный срок службы прибора (более 10000 часов) при высоком токе эмиссии. В итоге, полученный описанным способом автокатод обладает хорошей равномерностью электронной эмиссии при низких рабочих напряжениях и высоком сроке службы, а относительная простота изготовления обеспечивает низкую стоимость прибора.
Примеры реализации предлагаемого технического решения.
Пример 1. Способ реализуется следующим образом. Пучки полиакрилонитрильных углеродных волокон режут на отрезки длиной 15-30 мм и загружают в мельницу с вращающимися ножами. Затем производят помол в течение 10-15 минут. Полученный порошок (фиг. 1) загружают в шариковую мельницу (фиг.2), представляющую собой стеклянный сосуд, в котором размещены шарики диаметром 5 мм, изготовленные из оксида циркония. В сосуд добавляют изопропиловый спирт в количестве, достаточном для того, чтобы все шарики оказались погружены в спирт. При этом концентрация углеродного порошка должна быть 0,1-0,2 г/мл. Сосуд приводят в сложное (вращательно-возвратно-поступательное) движение. Помол производят в течение 10-15 часов.
Полученные частицы отделяют, разбавляя использованную суспензию большим количеством спирта. Затем шарики механически удаляют из суспензии, а оставшийся раствор высушивают.
Катодную подложку изготавливают нанося на плоское стеклянное основание токопроводящий слой из алюминия. При этом токопроводящий слой выполняют в виде повторяющихся токопроводящих элементов (фиг.4), расстояние b между которыми составляет 20 мкм, а ширина а каждого элемента составляет 20 мкм. Параллельно катодному основанию на расстоянии 0,7 мм располагают платиновый противоэлектрод. Расстояние между катодным основанием и противоэлектродом фиксируют с помощью стеклянных спейсеров. Катодное основание и противоэлектрод удерживаются в таком состоянии с помощью зажима.
Раствор для электрофореза готовят, добавляя в изопропиловый спирт соль-зарядчик Lа(NО3)3•6Н2O в концентрации 6-7 мг на литр. В раствор добавляют полученные в результате помола частицы углеродных волокон (фиг.3) в концентрации 0,02 грамма на литр. Полученный раствор заливают в стеклянную ванну (фиг.5), установленную между постоянными магнитами, создающими магнитное поле 1 Тл. В ванне размещают катодное основание и противоэлектрод и прикладывают между ними постоянное электрическое напряжение 500 В. Процесс нанесения выполняют в течение 3 минут. Затем полученный катод вынимают из ванны и сушат.
В результате получают катод с эмиссионным покрытием из частиц углеродных волокон, фрагмент которого показан на фиг.8.
Пример 2. Способ реализуют следующим образом. Изготавливают частицы углеродных как описано в примере 1. Катодную подложку изготавливают нанося на плоское стеклянное основание токопроводящий слой из алюминия. При этом токопроводящий слой выполняют в виде повторяющихся токопроводящих элементов (фиг. 4), расстояние b между которыми составляет 200 мкм, а ширина а каждого элемента составляет 20 мкм. Параллельно катодному основанию на расстоянии 6 мм располагают платиновый противоэлектрод. Расстояние между катодным основанием и противоэлектродом фиксируют с помощью стеклянных спейсеров. Катодное основание и противоэлектрод удерживаются в таком состоянии с помощью зажима.
Раствор для электрофореза готовят, добавляя в изопропиловый спирт насыщенный водный раствор соли-зарядчика ВаВr2•6Н2О, получаемый при растворении соли-зарядчика BaBr2•6H2O в дистиллированной воде до достижения предела растворимости, который определяют по образованию осадка нерастворившейся соли. Количество насыщенного водного раствора соли-зарядчика ВаВr2•6Н2О определяют из условия достижения концентрации соли-зарядчика 6-7 мг на литр. В раствор добавляют полученные в результате помола частицы углеродных волокон (фиг.3) в концентрации 0,02 грамма на литр. Полученный раствор заливают в стеклянную ванну (фиг.5), установленную между постоянными магнитами, создающими магнитное поле 1 Тл. В ванне размещают катодное основание и противоэлектрод и прикладывают между ними постоянное электрическое напряжение 500 В. Процесс нанесения выполняют в течение 3 минут. Затем полученный катод вынимают из ванны и сушат.
В результате получают катод с эмиссионным покрытием из частиц углеродных волокон, причем образовавшаяся на поверхности катода пленка из бария, его оксида и гидроксида обладает активирующими свойствами и снижает требуемые рабочие напряжения.
На основе изготовленных в соответствии с описанным способом автокатодов были собраны прототипы электровакуумного прибора (фиг.10). Технологическая простота реализации способа обеспечивает возможность налаживания массового производства автокатодов с использованием серийно выпускаемого оборудования.
Источники информации:
1. Iida Koichi; Saito Ichiro; Takahashi Tokiko, Method of manufacturing a field emission cathode, Euro patent #0957503, November 17, 1999.
2. Saito Ichiro, Barger Jack, Russ Benjamin E., Field emission cathodes having an emitting layer comprised of electron emitting particles and insulating particles and insulating particles, US 6342755, January 29, 2002.
3. Russ Benjamin E., Method for depositing a resistive material in a field emission cathode, WO 0111648, February 15, 2001.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ АВТОЭМИССИОННОГО КАТОДА | 2001 |
|
RU2183362C1 |
| АВТОЭМИССИОННОЕ УСТРОЙСТВО | 2000 |
|
RU2180145C2 |
| СПОСОБ НАНЕСЕНИЯ ЭМИССИОННОГО ПОКРЫТИЯ НА КАТОД | 2001 |
|
RU2177657C1 |
| РЕНТГЕНОВСКАЯ ТРУБКА С АВТОКАТОДОМ | 2003 |
|
RU2248643C1 |
| КАТОДОЛЮМИНЕСЦЕНТНАЯ ИЗЛУЧАЮЩАЯ ЛАМПА | 2003 |
|
RU2260224C2 |
| ЯЧЕЙКА С АВТОЭЛЕКТРОННОЙ ЭМИССИЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2446506C1 |
| ПЛОСКОЕ АВТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ ИЗОБРАЖЕНИЯ | 1999 |
|
RU2178598C2 |
| СПОСОБ УМЕНЬШЕНИЯ ПОРОГОВ НАЧАЛА АВТОЭМИССИИ, ПОВЫШЕНИЯ ПЛОТНОСТИ АВТОЭМИССИОННЫХ ТОКОВ И ДЕГРАДАЦИОННОЙ СТОЙКОСТИ СИЛЬНОТОЧНЫХ МНОГООСТРИЙНЫХ АВТОЭМИССИОННЫХ КАТОДОВ | 2018 |
|
RU2692240C1 |
| СПОСОБ ПОВЫШЕНИЯ ПЛОТНОСТЕЙ ТОКА АВТОЭМИССИИ И ДЕГРАДАЦИОННОЙ СТОЙКОСТИ АВТОЭМИСИОННЫХ КАТОДОВ | 2014 |
|
RU2588611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГО КАТОДА С ЭМИССИОННЫМ СЛОЕМ ИЗ НАНОВОЛОКОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДА | 2006 |
|
RU2331573C1 |








Изобретение относится к области электронной техники, в частности к способу изготовления автоэмиссионного катода. Указанный способ реализуется изготовлением порошка путем помола углеродных волокон с последующим нанесением на катодную подложку методом электрофореза. Причем катодная подложка выполнена на диэлектрическом основании путем нанесения повторяющихся, равномерно удаленных друг от друга токопроводящих элементов. Нанесение выполняется в электрофоретической ванне, в которую загружается раствор для электрофореза и углеродный порошок. В ванне эквидистантно размещают катодную подложку и противоэлектрод. Во время нанесения перпендикулярно поверхности катода прикладывают магнитное поле. Техническим результатом изобретения является снижение стоимости изготовления катода при увеличении продолжительности его работы и улучшении эмиссионных характеристик, в частности снижение рабочих напряжений, улучшение равномерности электронной эмиссии. 10 ил.
Способ изготовления автоэмиссионного катода, включающий нанесение на катодную подложку, состоящую из диэлектрического основания с нанесенным на него токопроводящим слоем, эмитирующего слоя из углеродного материала методом электрофореза из ванны, заполненной раствором, содержащим гидрофильный спирт, воду, зарядчик, дисперсант и частицы эмитирующего углеродного материала, в которой размещают противоэлектрод и катодную подложку, к которым затем прикладывают электрический потенциал, отличающийся тем, что эмитирующий слой изготавливают из углеродного материала, образованного частицами измельченных углеродных волокон длиной 0,05÷7 мкм с отношением длины к толщине 1÷20, а диэлектрическое основание, на которое нанесен токопроводящий слой, выполнено в виде повторяющихся, равномерно удаленных друг от друга токопроводящих элементов, расстояние между которыми выбирают в пределах 5÷1000 мкм, при этом ширина токопроводящего элемента составляет не менее размера одной частицы углеродного волокна, отношение расстояния между токопроводящими элементами к размеру частицы 2÷100, а эмитирующий слой образуют путем вертикального расположения на токопроводящем слое катодной подложки частиц измельченных углеродных волокон, причем вертикальное расположение частиц углеродных волокон обеспечивают в процессе электрофореза путем размещения в ванне с раствором катодной подложки и противоэлектрода эквидистантно с зазором, величина которого не меньше, чем расстояние между токопроводящими элементами, и подачей на катодную подложку и противоэлектрод электрического потенциала с одновременным созданием между ними магнитного поля величиной 0,01÷10 Тл, причем в качестве зарядчика используют соль La(NO3)·6H2O или ВаВr2·6Н2О.
| Прибор для измерения давления пород при пучении | 1957 |
|
SU111648A1 |
| EP 0957503 A, 17.11.1999 | |||
| US 6342755 A, 29.01.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ АВТОЭМИССИОННОГО КАТОДА | 2001 |
|
RU2183362C1 |
| СПОСОБ НАНЕСЕНИЯ ЭМИССИОННОГО ПОКРЫТИЯ НА КАТОД | 2001 |
|
RU2177657C1 |

