Изобретение относится к электронной технике и может быть использовано при изготовлении электронно-лучевых приборов с автоэлектронной эмиссией, а именно в плоских дисплейных экранах, зондовых приборах, а также в исследовательских и аналитических установках.
Известен способ изготовления матрицы автоэмиссионного катода, в котором матрица образована слоями плетеной ткани, пропитанной высокотемпературным связующим веществом, например пироуглеродом [1]. При изготовлении матрицы по этому способу все нити ткани ориентируют под острым углом к направлению эмиссии электронов, а рабочую поверхность, которая является эмиттером электронов и состоит из множества нитей, образующих волокна, полируют.
Однако при таком способе изготовления матрицы происходит разрушение связующего вещества под действием ионной бомбардировки при работе катода в техническом вакууме. Это приводит к расслоению материала и существенно ограничивает срок службы катода.
Известен также способ изготовления матрицы автоэмиссионного катода, согласно которому катод содержит дополнительную совокупность нитей, пересекающих двумерную матрицу [2]. Материал, из которого изготовлена матрица, состоит из слоев ткани, образованных переплетением двух взаимно пересекающихся совокупностей нитей, выполненных, например, из карбонизованных углеродных волокон. Эти слои переплетаются дополнительной совокупностью нитей, образуя объемную плетеную структуру. Для придания прочности композиции пространство заполняют высокотемпературным связующим веществом, например пироуглеродом. При таком изготовлении матрицы невозможно обеспечить необходимую плотность и регулярность укладки. Кроме того, невозможность электрически изолировать отдельные эмиттеры друг от друга не позволяет управлять каждым эмиттером или группой эмиттеров в отдельности, что в результате приводит к существенному сужению области применения катода.
Известен также способ изготовления матричных решеток [3]. Способ состоит в следующем. Круглые стеклянные штабики собирают в пучок шестигранной формы, перетягивают и в результате получают шестигранный стеклянный стержень. Полученные стержни вновь укладывают в пучок шестигранной формы, причем часть стержней удаляют и заменяют оправкой или трубкой, профиль и размеры которой соответствуют размеру удаленного пучка стержней и диаметру проволоки с учетом коэффициента перетяжки. Затем стержни режут на заготовки, в которые вставляют неостеклованную проволоку. Из сплошных стеклянных шестигранных стержней и стержней с проволокой выкладывают блок, чередуя стержни по заданной геометрии. Затем блок помещают в колбу, нагревают, спекают и режут на пластины. Однако металлическая проволока даже, например, в виде вольфрамовых или молибденовых острий не имеет структурных образований, позволяющих обеспечить статическое равновесие системы эмиссионных центров. В процессе эксплуатации под действием ионной бомбардировки радиус закругления металлического острия увеличивается, что приводит к снижению эмиссионного тока.
Данная технология не позволяет получать стеклографитные структуры, так как при попытке вставить в стеклянные штабики углеродные нити, например пучок полиакрилонирильных углеродных волокон диаметром от 70 до 280 мкм, нити самопроизвольно переплетаются. Это не позволяет получать равномерные по толщине углеродные нити и может привести к разрыву в структуре.
Наиболее близким по технической сущности и техническому результату к предложенному является способ изготовления матрицы автоэмиссионного катода [4] , выполненной в виде стеклянной подложки, в которой с помощью многостадийного процесса фотолитографии и травления создают расположенные по заданной геометрии отверстия, а затем путем втирания в них измельченного натурального графита с размером частиц, равным 10 мкм, размещают углеродный материал. После сушки структуру обжигают. Излишки углеродного материала удаляют с поверхности. Далее производят полировку, промывку и отжиг для подготовки подложки к нанесению электродов.
Такой способ позволяет обеспечить электрическую изоляцию между элементами катода. Однако, так как в качестве эмиттера используют углеродный порошок, а не цельные углеродные нити, то под действием ионной бомбардировки происходит интенсивное распыление углеродного порошка и даже отслоение крупных (от долей до десятков микрон) частиц порошка. В результате в вакуумном приборе могут возникать межэлектродные замыкания или вакуумный пробой, которые приводят к выходу прибора из строя.
Целью изобретения является создание такой матрицы автоэмиссионного катода, которая при упрощенной технологии изготовления обладала бы повышенной механической прочностью, обеспечивая при этом более продолжительный ресурс службы катода и надежную электрическую изоляцию эмиттеров друг от друга.
Поставленная цель достигается тем, что в способе изготовления матрицы автоэмиссионного катода путем размещения углеродного материала в расположенных по заданной геометрии сквозных отверстиях стеклянной подложки стеклянную подложку образуют из собранных в блок стеклянных трубок и сплошных стеклянных стержней, при этом перед установкой в блок в стеклянных трубках размещают пучки углеродных нитей, нити стеклуют путем нагрева стеклянных трубок с размещенными в них пучками углеродных нитей до температуры, близкой к температуре плавления стекла, с последующим их вытягиванием и обжимом, а геометрию расположения углеродного материала в стеклянной подложке формируют соответствующим чередованием стеклованных пучков углеродных нитей и сплошных стеклянных стержней, блок спекают и перед механической обработкой разрезают на отдельные матрицы. Механическую обработку матрицы проводят путем ее шлифовки и полировки до появления выступающих над поверхностью матрицы частей углеродных нитей, добиваясь получения ее плоской рабочей поверхности, что необходимо при установке матрицы в автоэмиссионный прибор.
Матрица после шлифовки и полировки может быть подвергнута травлению кислотой, например, плавиковой, что обеспечивает более точный контроль выступающих над поверхностью матрицы частей углеродных нитей.
Размещаемые в стеклянных трубках пучки углеродных нитей могут подаваться одновременно с одной и нескольких бобин соответственно в одну и несколько стеклянных трубок, что позволяет повысить не только производительность изготовления стеклованных пучков углеродных нитей, но и обеспечивает равномерность режима стеклования. Стекло выбирают таким, чтобы его коэффициент температурного расширения был близок к коэффициенту температурного расширения пучков углеродных нитей. Это позволяет избежать появления трещин в стекле и разрывов углеродных нитей при их стекловании, спекании и температурной обработке.
Использование в качестве эмиттеров пучков углеродных нитей приводит к повышению срока службы автоэмиссионного катода в условиях технического вакуума. В первую очередь это вызвано тем, что под воздействием бомбардировки ионами остаточных газов, образующихся в межэлектродных вакуумных промежутках при работе катода, на поверхности углеродного волокна формируется статическая равновесная система эмиссионных центров, то есть при ионной бомбардировке сохраняется среднее число эмиссионных центров. Эта особенность автоэлектронной эмиссии присуща большинству графитовых материалов, имеющих кристаллитную структуру. В частности, углеродные волокна состоят из фибрилл, ориентированных вдоль оси волокна. Фибрилла, имеющая малый размер, является эмиссионным центром и вызывает локальное усиление электрического поля, что стимулирует автоэлектронную эмиссию. Так как размер фибриллы много меньше диаметра волокна, то на торцевую поверхность углеродного волокна, составляющую рабочую поверхность катода, выходит большое число фибрилл, поэтому разрушение отдельного эмиссионного центра не вызывает существенного изменения автоэлектронного тока. Статическое равновесие системы эмиссионных центров достигается постепенным высвобождением новых фибрилл по мере послойного распыления катода.
Так как пучки углеродных волокон не обладают достаточной жесткостью и при попытке вставить их в капилляры конечного размера, они перепутываются и/или обламываются, пучки предварительно наматывают на бобины, с бобин их подают в стеклянную трубку (заготовку), нижнюю часть которой нагревают до пластического состояния, оттягивают и вытягивают с определенной скоростью. Из-за разности скоростей подачи и вытяжки получают стеклованный пучок углеродных нитей. Полученное изделие является подобным по форме поперечного сечения исходной заготовке, но с меньшими геометрическими размерами. Предложенная технология позволяет проводить стеклование одновременно нескольких пучков углеродных нитей, число которых зависит, в том числе и от характеристик печи подогрева, используемой в данной технологии. Для этого пучки углеродных нитей подают одновременно с нескольких бобин и соответственно к нескольким стеклянным трубкам (заготовкам).
Для повышения связи между углеродными волокнами и стеклом могут применяться, например, трубки из двух слоев стекла (две трубки из разного стекла, вставленные друг в друга). При этом внутренний слой стекла имеет температуру перехода в пластическое состояние примерно на 100oС ниже, чем внешний слой стекла. При последующем разогреве внешний слой доводят до пластического состояния, что и определяет форму получаемого изделия, а внутренний слой стекла переходит в жидкое состояние, что после остывания увеличивает качество сцепления между углеродными нитями и стеклом.
Требуемую геометрию расположения углеродных нитей в стеклянной подложке обеспечивают формированием стекловолоконного блока путем чередования стеклованных пучков углеродных нитей и стержней из сплошного стекла. Полученный блок спекают и режут на матрицы.
Чтобы обеспечить одинаковое расстояние между катодом и вытягивающим электродом при установке катодной матрицы в автоэмиссионный прибор, необходимо иметь плоскую рабочую поверхность матрицы. Для этого рабочую поверхность матрицы шлифуют и полируют. Для облегчения подсоединения изолированных контактов к каждому из катодных элементов обратную поверхность матрицы также желательно полировать. Для усиления макроскопического эффекта поля вблизи катода, при неизменном рабочем напряжении необходимо, чтобы графитовые нити выступали над поверхностью стекла. Это достигается путем абразивной механической обработки матрицы или ее селективного химического травления.
Реализация способа поясняется чертежами, где схематично изображено на:
фиг.1 - установка для стеклования пучков углеродных нитей;
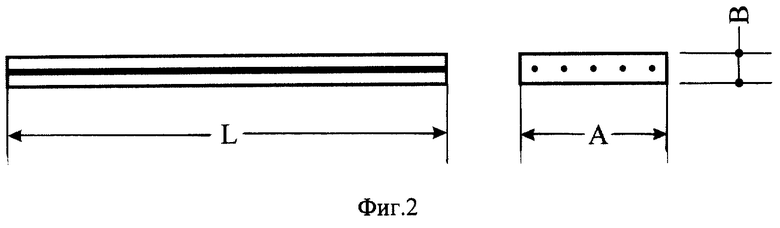
фиг.2 - заготовка из 5 стеклованных графитовых нитей;
фиг. 3 - блок с заданной геометрией расположения углеродного материала в стеклянной подложке.
Пучки полиакрилонитрильных углеродных нитей 1 (см. фиг.1) наматывают на одну или несколько бобин 2 (на чертеже показана одна). Каждый пучок пропускают в соответствующую стеклянную трубку (заготовку) 3, Наиболее подходящим типом стекла является стекло марки С93, значение коэффициента температурного расширения которого близко к стеклу, используемому при сборке корпусов приборов. Заготовку 3 закрепляют в цанговом зажиме механизма 4 подачи, представляющем собой шариковинтовую пару 5. Шариковинтовую пару приводят в действие от электродвигателя с червячным редуктором (на чертеже не показаны). Затем нижнюю часть заготовки опускают в печь 6 подогрева и осуществляют нагрев до перехода стекла в пластическое состояние. Для используемого стекла эта температура составляет 550oС. Доведенную до пластического состояния заготовку оттягивают, заправляют в механизм 7 вытягивания и вытягивают с определенной скоростью. Из-за разности скоростей подачи и вытяжки получают изделие, подобное по форме поперечного сечения исходной заготовке, но с меньшими геометрическими размерами. Вытянутые стеклованные пучки графитовых нитей режут на отдельные заготовки (см. фиг.2) требуемой длины L, ширина А и высота В у которых определяется отношением скоростей подачи и вытягивания их из печи, а оптимальная длина - размером печи подогрева. Требуемую геометрию расположения углеродного материала в стеклянной подложке достигают при формировании блока соответствующим чередованием стеклованных пучков углеродных нитей и сплошных стеклянных стержней (см, фиг.3). Блок собирают в металлической форме - "укладочнике". Уложенный блок скрепляют, перевязывая на концах тонкой нихромовой нитью, после чего "укладочник" удаляют. Уложенный и скрепленный блок размещают в печи и спекают под давлением 2-3 атмосферы. Готовый блок режут на матрицы, толщину которых выбирают в зависимости от конструкции вакуумного прибора, где они будут использованы. Изготовление слишком тонких матриц (менее 2 мм) недопустимо, так как это сильно увеличивает возможность нарушения связи между стеклом и углеродными нитями, в результате чего углеродные нити могут выпадать из матрицы. Затем матрицы шлифуют и полируют. Чтобы графитовые нити выступали над поверхностью матрицы, ее обрабатывают механически либо химически. При механической абразивной обработке из-за различия механической жесткости графитовых нитей и стеклянной подложки путем подбора абразива и скорости вращения шпинделя полировальной машины добиваются, чтобы углеродные нити выступали над поверхностью матрицы. Для более точного контроля длины выступающей части применяется химическое травление в растворе, который не воздействует на графитовые нити, но растворяет стекло, например, в плавиковой кислоте. Длительность травления выбирают экспериментально, в зависимости от типа стекла и площади матрицы.
Таким образом, предлагаемый способ более технологичен и позволяет располагать пучки углеродных нитей по любой требуемой геометрии и с заданной плотностью упаковки. Кроме того, изготовленная по этому способу матрица обладает значительной механической прочностью и при необходимости может дополнительно обрабатываться. Использование цельных углеродных нитей повышает устойчивость к ионной бомбардировке катода при работе в техническом вакууме и повышает срок службы прибора, а также позволяет избежать преждевременного выхода из строя из-за отслоения фрагментов эмиттера. Использование стекла для изготовления несущей матрицы обеспечивает электрическую изоляцию элементов катода и позволяет управлять каждым элементом в отдельности.
По описанной выше технологии было изготовлено несколько партий катодных матриц с различной геометрией расположения эмиттеров. Катод с матрицей, изготовленной по предлагаемому способу, при испытаниях показал хорошие характеристики, а именно высокую стабильность эмиссионного тока на начальном этапе, что позволяет прогнозировать срок службы катода на уровне не менее 10000 часов.
Источники информации
1. Авторское свидетельство СССР 767858, М. кл. H 01 J 1/30, 1978.
2. Авторское свидетельство СССР 1019518А, М. кл. H 01 J 1/30, 1983.
3. Авторское свидетельство СССР 834799, М. кл. H 01 J 9/20, 1981.
4. Tcherpanov A.Y., Chakhovskoi A.G., Sharov V.B., Vac. Sci. Technol. В 13 N2 (1995) р.482-486.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОЭМИССИОННОГО КАТОДА | 2002 |
|
RU2225052C1 |
| СПОСОБ НАНЕСЕНИЯ ЭМИССИОННОГО ПОКРЫТИЯ НА КАТОД | 2001 |
|
RU2177657C1 |
| АВТОЭМИССИОННОЕ УСТРОЙСТВО | 2000 |
|
RU2180145C2 |
| РЕНТГЕНОВСКАЯ ТРУБКА С АВТОКАТОДОМ | 2003 |
|
RU2248643C1 |
| Способ изготовления катода на основе массива автоэмиссионных эмиттеров | 2016 |
|
RU2640355C2 |
| ПЛОСКОЕ АВТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ ИЗОБРАЖЕНИЯ | 1999 |
|
RU2178598C2 |
| Способ изготовления автоэмиссионного катода на основе микроканальных пластин | 2019 |
|
RU2743786C2 |
| СПОСОБ ПОВЫШЕНИЯ ПЛОТНОСТЕЙ ТОКА АВТОЭМИССИИ И ДЕГРАДАЦИОННОЙ СТОЙКОСТИ АВТОЭМИСИОННЫХ КАТОДОВ | 2014 |
|
RU2588611C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ МНОГООСТРИЙНЫХ АВТОЭМИССИОННЫХ КАТОДОВ | 2023 |
|
RU2813858C1 |
| СПОСОБ ПОВЫШЕНИЯ ПЛОТНОСТИ ТОКА И ДЕГРАДАЦИОННОЙ СТОЙКОСТИ АВТОЭМИССИОННЫХ КАТОДОВ НА КРЕМНИЕВЫХ ПЛАСТИНАХ | 2016 |
|
RU2654522C1 |

Изобретение относится к области электронной техники и касается изготовления матрицы автоэмиссионного катода на основе углеродного материала, размещенного в отверстиях стеклянной пластины. Графитовые нити пропускают в стеклянную заготовку и методом перетягивания в подобии получают заготовки остеклованных волокон. Чередуя остеклованные волокна и заготовки из сплошного стекла, собирают стекловолоконный блок, который затем спекают и режут на матрицы, после чего осуществляют их механическую или химическую обработку. Техническим результатом изобретения является создание такой матрицы автоэмиссионного катода, которая при упрощении технологии изготовления обладает повышенной механической прочностью и обеспечивает более продолжительный ресурс службы катода и надежную электрическую изоляцию эмиттеров друг от друга. 3 з.п. ф-лы, 3 ил.
| TCHERPANOV A.Y | |||
| Technol | |||
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| 1999 |
|
RU2159972C1 | |
| DE 4114856 А1, 12.11.1992 | |||
| Устройство для пескоструйно очистки деталей в камере | 1977 |
|
SU764963A1 |
| МАТЕРИАЛ КАТОДА ДЛЯ СИЛЬНОТОЧНОГО ИОННОГО УСКОРИТЕЛЯ | 1996 |
|
RU2110107C1 |

