Настоящее изобретение относится к способу пирохимической переработки отработанного ядерного топлива, применяемого в ядерном реакторе, и к системе индукционного нагрева для осуществления способа пирохимической переработки.
Как в нашей стране, так и за рубежом были проведены исследования способа повторного использования ядерного топлива для повышения экономической целесообразности ядерного топливного цикла, по которому отработанное ядерное топливо перерабатывают пирохимчески с применением солевого расплава и урана или плутония, после чего отработанное ядерное топливо собирают и повторно используют.
В процессе пирохимической переработки оксидного топлива отработанное ядерное топливо растворяют в солевом расплаве, а затем с помощью электролиза осаждают и собирают оксиды урана или плутония в гранулированном состоянии. При этом происходят следующие основные процессы:
- процесс растворения хлорированием отработанного топлива:
: UO2+Cl2 → UO2Cl2
: PuO2+С+Cl2 → PuCl4+CO2
- процесс электролиза и сбора оксида урана (на катоде)
: UO2Cl2 → UO2+Cl2
- процесс осаждения и сбора оксида плутония:
: PuCl4+O2 → РuO2+2Сl2
Тигель, используемый для переработки, выполнен из пирографита и играет роль анода в процессе электролиза и осаждения.
Согласно способу пирохимической переработки металлического топлива отработанное ядерное топливо растворяют в солевом расплаве, а затем металлический уран или металлический плутоний осаждают и собирают путем электролиза. При этом происходят следующие основные процессы:
- обработка отработанного топлива растворением:
U→U3++3е-; Pu→Pu3++3е-
- процесс электролиза и сбора металлического урана (на твердом катоде):
U3++3е- → U
- процесс электролиза и сбора урана или плутония (на жидком катоде):
U3++3е- → U; Pu3++3е- → Рu
1) В традиционном способе нагрева, использующемся для плавления отработанного ядерного топлива в солевом расплаве, предусматривается непосредственный (прямой) нагрев тигля. В результате этого тигель действует как поверхность теплопереноса и при температурах выше температуры плавления соли контактирует с коррозионной средой.
2) Тигли подвергаются непосредственному воздействию газообразного хлора, газообразного кислорода и других компонентов, используемых в пирохимической переработке и создающих активную коррозионную среду.
3) По сравнению с индукционными токами, используемыми в традиционном способе плавления металлов, в данном случае необходимы индукционные токи более высокой частоты вследствие различий в электропроводности.
4) Обычно для охлаждения тигля, используемого при индукционном нагреве, применяют способ водяного охлаждения. Однако, если вода каким-либо образом войдет в контакт с солевым расплавом, то может произойти взрыв.
5) В традиционном способе нагрева необходимы средства перемешивания для обеспечения однородного распределения температуры солевого расплава, что требует усложнения общей конструкции системы.
6) В резистивном методе нагрева солевой расплав однородно расплавлен и однородно перемешан, при этом обычно требуется применение цилиндрического тигля.
Сущность изобретения
В свете вышеперечисленных особенностей задачей настоящего изобретения является способ и система, позволяющие повысить коррозионную устойчивость тигля, а также повысить безопасность пирохимической переработки.
В связи с этим настоящее изобретение предусматривает способ пирохимической переработки отработанного ядерного топлива, включающий в себя плавление отработанного ядерного топлива в солевом расплаве, находящемся в тигле, который нагревают путем индукционного нагрева, подвод хладагента к тиглю для охлаждения и осаждение ядерного топлива, отличающийся тем, что слой расплавленной соли поддерживают, сохраняя равновесие между нагревом и охлаждением, и на поверхности стенки внутри тигля формируют слой отвердевшей соли.
Кроме того, настоящее изобретение предусматривает систему индукционного нагрева, подлежащую использованию в вышеуказанном способе пирохимической переработки для плавления отработанного ядерного топлива в солевом расплаве, находящемся в тигле, и для осаждения ядерного топлива, причем указанная система содержит средство индукционного нагрева и средство охлаждения для охлаждения путем подвода хладагента к тиглю.
Краткое описание чертежей
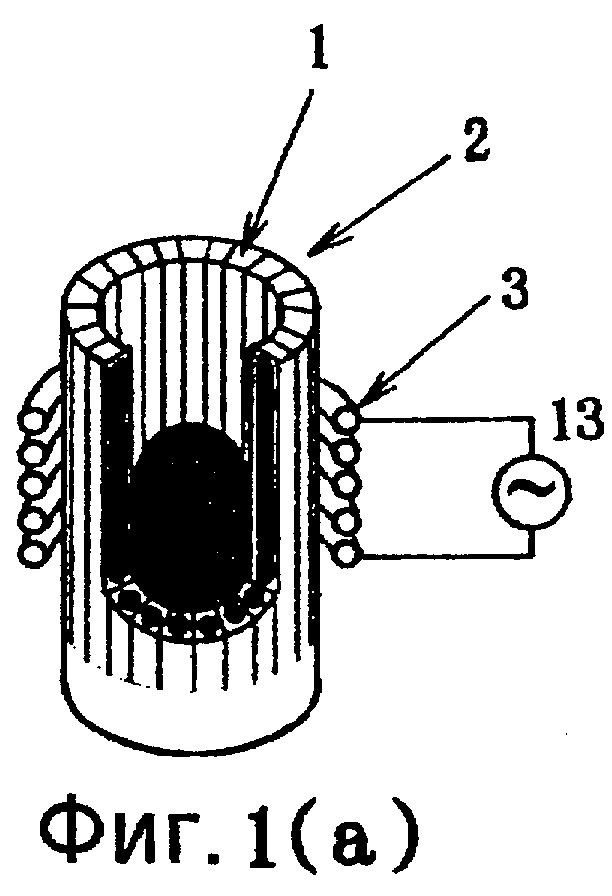
Фиг.1 - схемы системы индукционного нагрева;
фиг.2 - иллюстративная схема конструкции системы индукционного нагрева;
фиг.3 - иллюстративные чертежи нагревателя тигля, имеющего вид цилиндра;
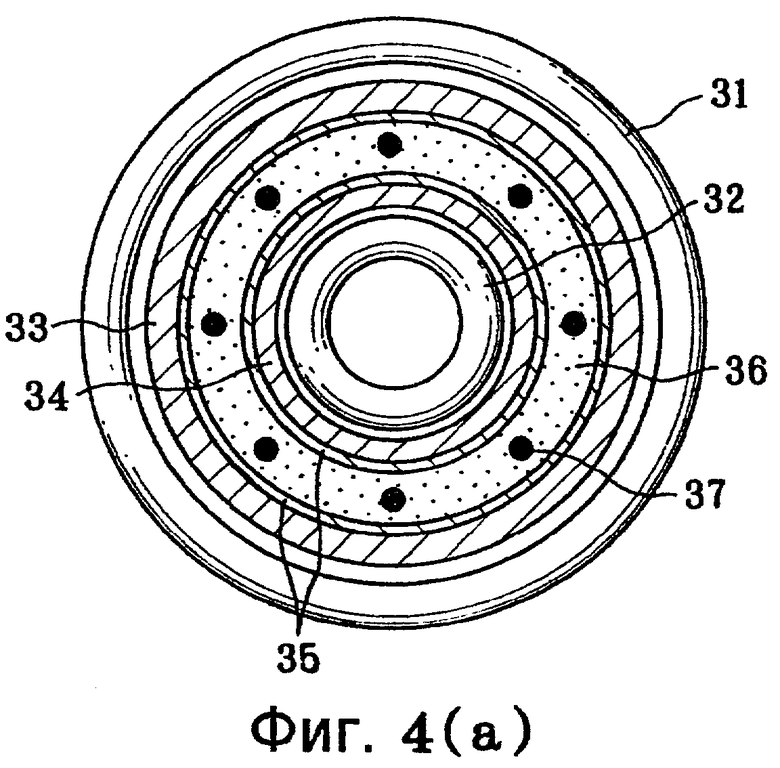
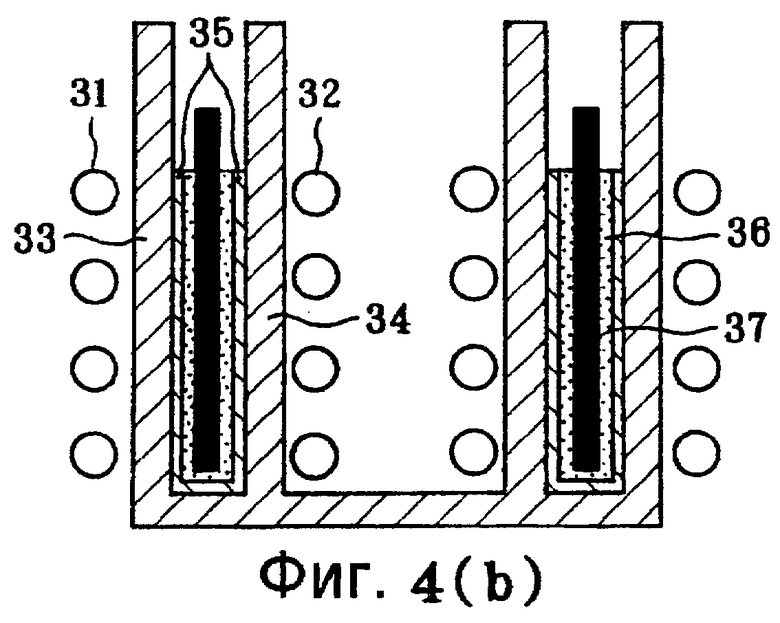
фиг.4 - иллюстративные чертежи нагревателя тигля, имеющего вид кольца;
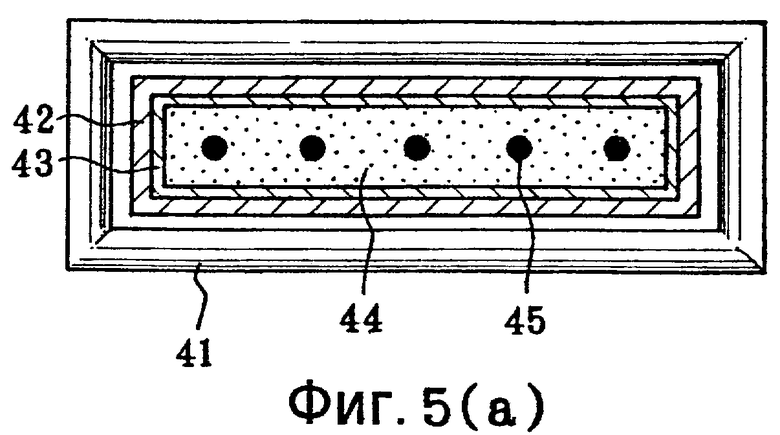
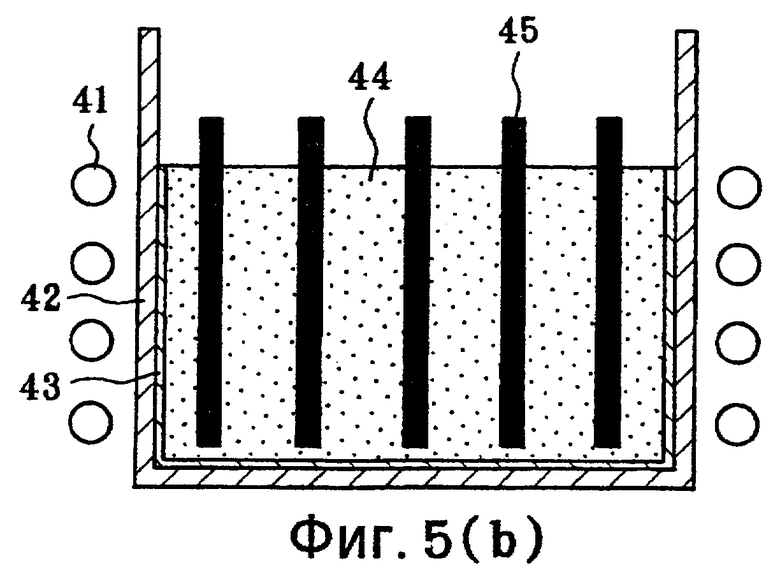
фиг.5 - иллюстративные чертежи нагревателя тигля прямоугольной формы;
фиг.6 - чертежи, демонстрирующие тигель и катушку индукционного нагрева, объединенные друг с другом;
фиг.7 - иллюстративная диаграмма формирования слоя отвердевшей соли;
фиг.8 демонстрирует форму свободной поверхности солевого расплава и распределения электромагнитной силы.
Подробное описание предпочтительных вариантов осуществления
Ниже приведено описание вариантов осуществления настоящего изобретения со ссылкой на чертежи.
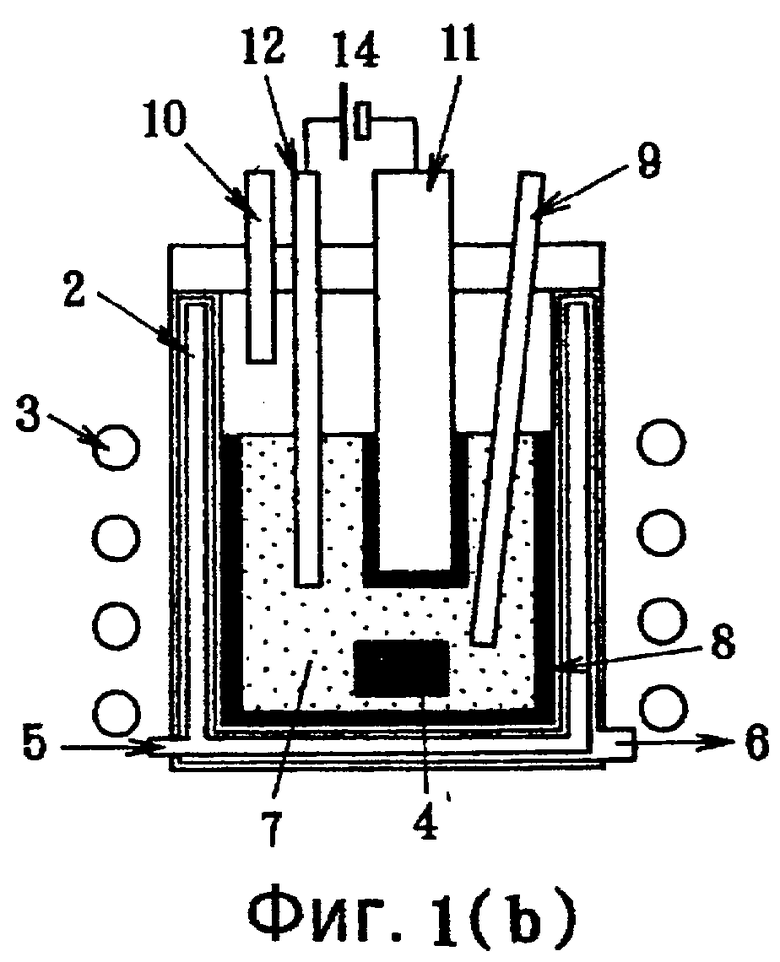
На фиг.1 схематично представлена конструкция системы индукционного нагрева. Фиг.1(а) представляет собой вид в перспективе и частично в разрезе, а фиг.1(b) представляет собой вид сбоку в разрезе.
Тигель 2, разделенный на сегменты 1, располагается внутри высокочастотной индукционной катушки 3, и магнитное поле непосредственно действует на соль, которая в расплавленном состоянии находится в тигле. При плавлении соли, в случае необходимости, используют вспомогательный нагревательный элемент 4, выполненный из проводящего материала. Конструкция тигля 2 предусматривает охлаждение его внутренней поверхности хладагентами 5 и 6. Поддерживая равновесие между мощностью нагрева, поступающей от источника питания 13 переменного тока на высокочастотную индукционную катушку 3, и охлаждением, формируют слой 8 отвердевшей соли на границе между тиглем 2 и солевым расплавом 7.
В качестве хладагентов 5 и 6 используют текучие среды (жидкость или газ). Как уже упоминалось выше, для охлаждения тигля обычно используют метод водяного охлаждения. Однако в случае непосредственного контакта воды с солевым расплавом может произойти взрыв. Поэтому в описываемых способе и системе во избежание взрыва используют хладагент, температура кипения которого выше температуры солевого расплава или ниже рабочей температуры хладагента. В качестве хладагента, температура кипения которого выше температуры солевого расплава, можно использовать калий (точка кипения 765,5°С), натрий (точка кипения 881,1°С) и т.д. В качестве хладагента, температура кипения которого ниже его рабочей температуры, можно использовать азот (точка кипения -195,8°С), гелий (точка кипения -268,9°С) и т.д.
Один из признаков настоящего изобретения состоит в том, что на границе между тиглем и солевым расплавом формируют слой отвердевшей соли, применяя систему индукционного нагрева, позволяющую поддерживать равновесие между электрической мощностью нагрева и охлаждением. На фиг.1(b) позиция 9 обозначает газонагнетательную трубку для нагнетания рабочего газа, например газообразного хлора или газообразного кислорода. Позиция 10 обозначает газоотводную трубку. Источник питания 14 постоянного тока создает заранее определенное напряжение между катодом 11 и анодом 12 и на катоде 11 осуществляется электролиз и восстановление отработанного топлива.
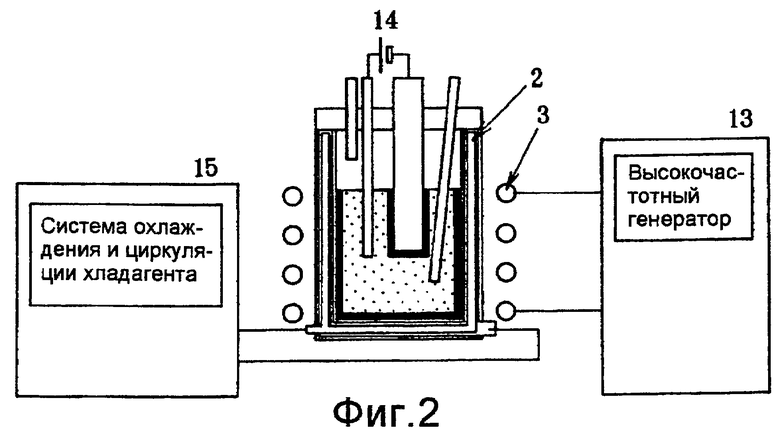
На фиг.2 показана конструкция системы индукционного нагрева. Тигель 2 располагается внутри высокочастотной индукционной катушки 3. При подаче высокой частоты от высокочастотного генератора источника питания 13 переменного тока на эту катушку соль в тигле плавится. Хладагент поступает на тигель 2 из системы 15 охлаждения и циркуляции хладагента. Отвердевший слой соли образуется на границе между тиглем и солевым расплавом в зависимости от соотношения между мощностью высокочастотного электрического тока, используемого для нагрева, и охлаждением.
Для охлаждения тигля используют вышеописанные жидкость или газ. Используемая соль представляет собой CsCl, NaCl, KCl и т.д. или смесь, содержащая эти соли. Например, можно использовать добываемую соль KCl-NaCl с равной мольной концентрацией компонентов, температура плавления которой составляет около 660°С. Согласно одному из испытаний, когда эта соль находится в расплавленном состоянии, то температура на поверхности тигля составляет около 50°С, т.е. в слое 8 отвердевшей соли возникает градиент температуры.
Согласно описанному выше испытанию при формировании отвердевшего слоя возникает температурный градиент. Это дает возможность снизить температуру тигля, не охлаждая солевой расплав помимо отвердевшего слоя (т.е. поддерживая расплавленное состояние), и тем самым ослабить действие коррозионной среды на тигль. Кроме того, формирование отвердевшего слоя позволяет ослабить или исключить условия, когда внутренняя поверхность тигля подвергается непосредственному воздействию газообразного хлора или газообразного кислорода. В результате, можно увеличить срок службы материала тигля, т.е. материала системы нагрева.
На фиг.3-5 показаны разные типы тигля. Далее, мы не будем описывать систему охлаждения, поскольку отвердевший слой формируют, поддерживая равновесие между электрической мощностью нагрева и охлаждением таким же образом, как описано выше.
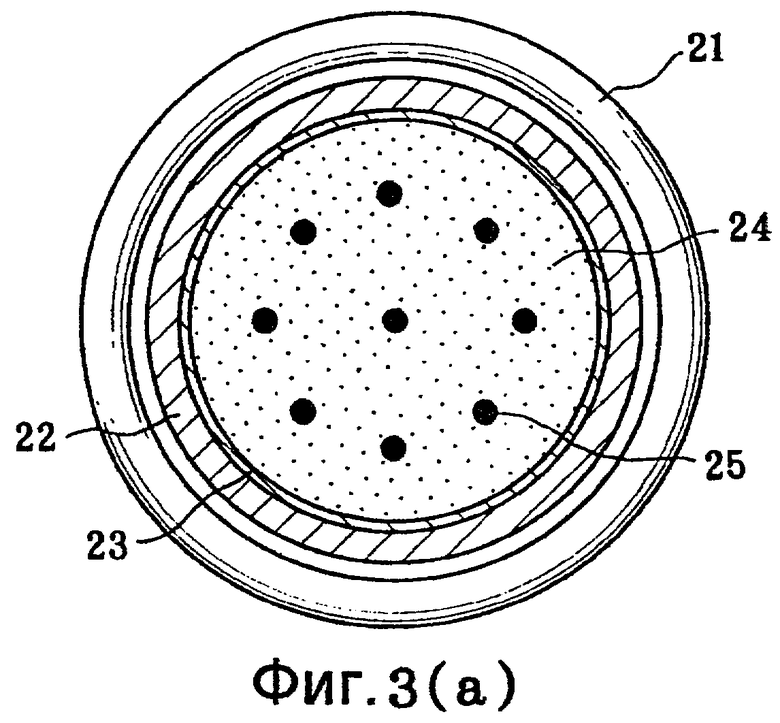
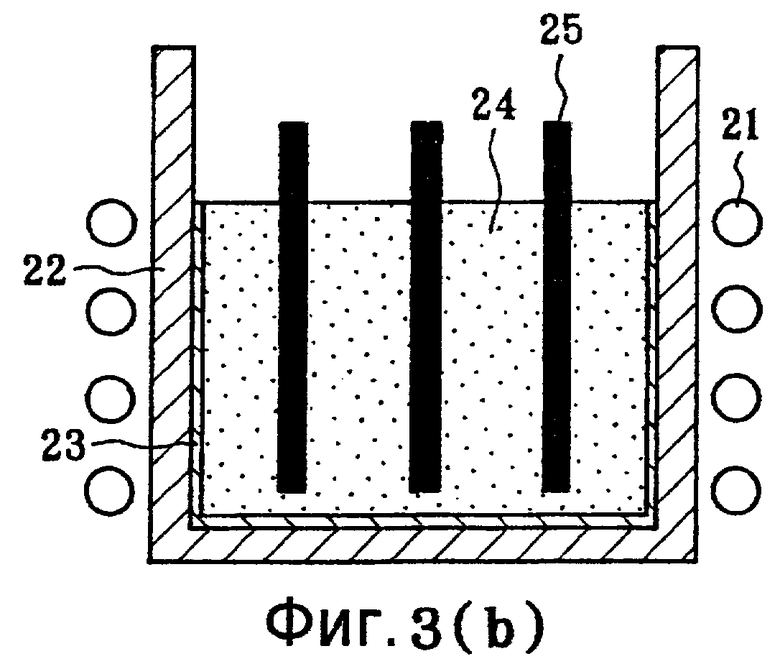
На фиг.3 показан пример тигля цилиндрической формы. Фиг.3(а) представляет собой вид сверху в разрезе, а фиг.3(b) представляет собой вид сбоку в разрезе.
Тигель 22 цилиндрической формы находится внутри цилиндрической катушки 21. На внутренней поверхности стенки тигля образуется слой 23 отвердевший соли, а внутри поддерживается слой 24 расплавленной соли. Внутри тигля предусмотрены вспомогательные нагревательные элементы 25, выполненные из проводящего материала, способствующие повышению температуры.
На фиг.4 показан пример кольцеобразного тигля. Фиг.4(а) представляет собой вид сверху в разрезе, а фиг.4(b) представляет собой вид сбоку в разрезе.
Наружная стенка 33 кольцеобразного тигля и внутренняя стенка 34 кольцеобразного тигля расположены между наружной цилиндрической катушкой 31 и внутренней цилиндрической катушкой 32 и солевой расплав заключен между стенками кольцеобразного тигля. На внутренних поверхностях наружной и внутренней стенок кольцеобразного тигля образуется слой 35 отвердевшей соли, а между ними поддерживается слой 36 расплавленной соли. Внутри тигля предусмотрены вспомогательные нагревательные элементы 37, выполненные из проводящего металла, способствующие повышению температуры.
На фиг.5 показан пример плоского (прямоугольного) тигля. Фиг.5(а) представляет собой вид сверху в разрезе, а фиг.5(b) представляет собой вид сбоку в разрезе.
Прямоугольный тигель 42 расположен внутри прямоугольной катушки 41. На внутренней поверхности стенки тигля образуется слой 43 затвердевшей соли, а внутри поддерживается слой 44 расплавленной соли. Внутри тигля предусмотрены вспомогательные нагревательные элементы 45, выполненные из проводящего материала, способствующие повышению температуры.
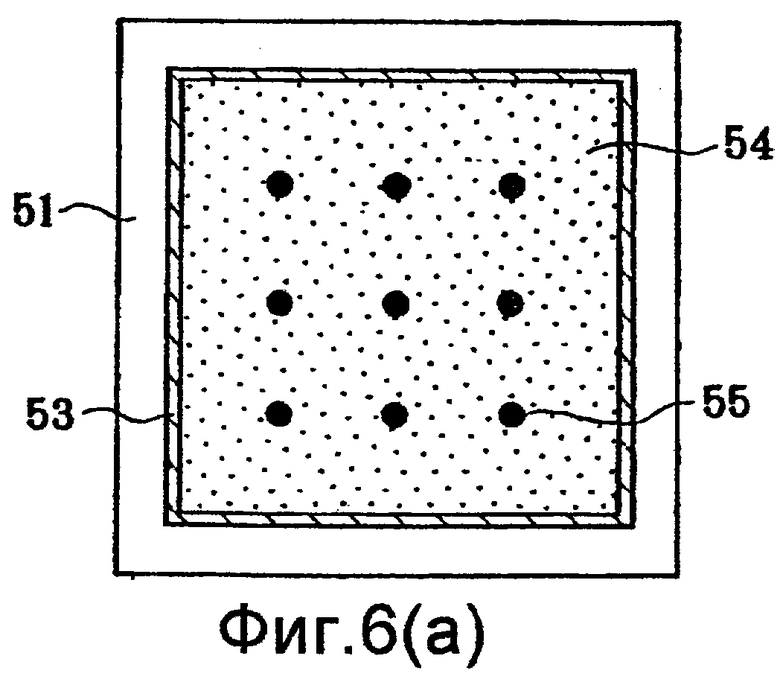
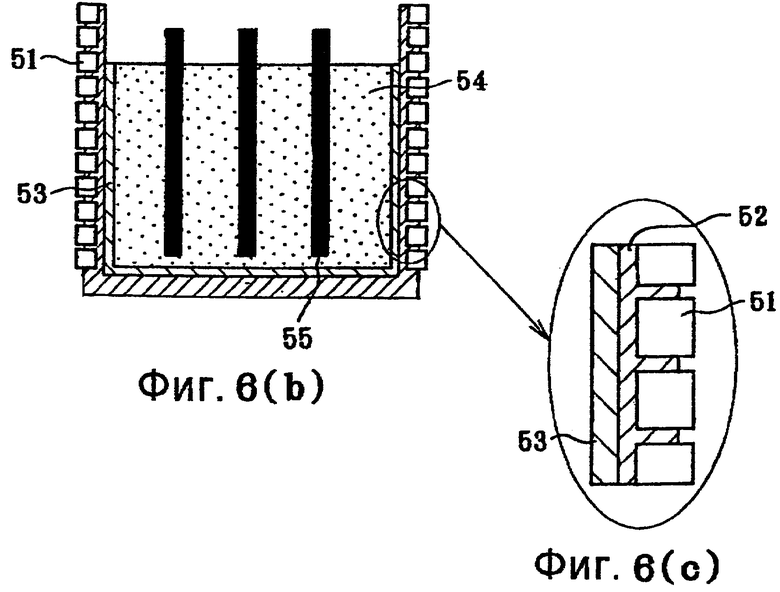
На фиг.6 показан пример тигля и катушки индукционного нагрева, объединенных друг с другом. Фиг.6(а) представляет собой вид сверху в разрезе, фиг.6(b) представляет собой вид сбоку в разрезе, а фиг.6(с) представляет собой детальный увеличенный вид.
Согласно данному варианту осуществления, тигель и катушка индукционного нагрева для повышения эффективности нагрева выполнены как единое целое. С внутренней стороны прямоугольной катушки 51 нанесен покровный материал, заполняющий межвитковые промежутки и покрывающий внутреннюю поверхность, и этот материал выступает в роли тигля 52. На внутренней поверхности стенки тигля образуется слой 53 затвердевшей соли, а внутри поддерживается слой 54 расплавленной соли. Внутри тигля предусмотрены вспомогательные нагревательные элементы 55, выполненные из проводящего материала, способствующие повышению температуры. Что касается формы катушки тигля, то можно использовать формы, показанные на фиг.3-5, или варианты этих форм, например форму двойного прямоугольника, наподобие показанной на фиг.4.
Настоящее изобретение позволяет добиться следующих результатов:
Снижение температуры внутренней поверхности тигля. В таблице приведен сравнительный пример температуры внутренней поверхности стенки тигля в случае непосредственного нагрева (например, резистивный метод) и индукционного нагрева при использовании добываемой соли KCl-NaCl с равной мольной концентрацией компонентов.

Согласно таблице 1, в сравнении с традиционным методом непосредственного нагрева индукционный нагрев в сочетании с системой охлаждения позволяет охлаждать поверхность тигля и в то же время поддерживать слой расплавленной соли. В результате коррозионная среда оказывается значительно менее активной, чем в случае применения традиционного метода.
(2) Слой отвердевшей соли препятствует непосредственному контакту коррозионно-активных элементов с материалом тигля.
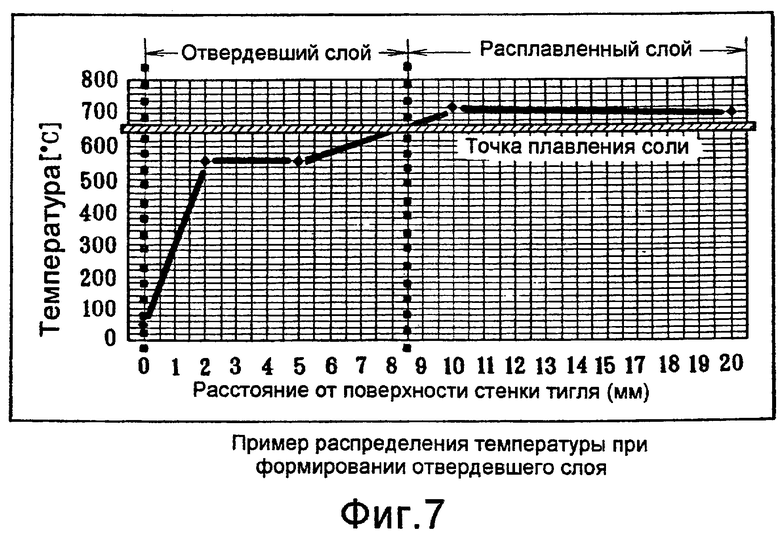
На фиг.7 показан пример формирования слоя отвердевшей соли. На фиг.7 расстояние (мм) от поверхности стенки тигля отложено по оси абсцисс, а температура (°С) отложена по оси ординат. Из этой диаграммы явствует, что граница между затвердевшим слоем и расплавленным слоем проходит на расстоянии примерно 8-9 мм от внутренней поверхности стенки тигля. Наличие отвердевшего слоя соли позволяет избежать непосредственного контакта между поверхностью стенки тигля и коррозионно-активными элементами, например газообразным хлором или газообразным кислородом. Таким образом, можно существенно улучшить коррозионные условия по сравнению с традиционным методом и продлить срок эксплуатации материалов поверхности тигля.
(3) Использование вспомогательных нагревательных элементов способствует повышению температуры.
Для плавления соли необходимо обеспечивать более высокую частоту, чем для плавления металла вследствие разницы в электропроводности. Использование вспомогательных нагревательных элементов, выполненных из проводящего материала, способствует повышению температуры соли и ускоряет его по сравнению с возрастанием температуры при индукционном нагреве согласно традиционному методу плавления металлов.
(4) Применение неводного хладагента позволяет предотвратить взрыв, вызванный контактом солевого расплава с хладагентом.
Для охлаждения тигля, используемого для индукционного нагрева, обычно применяют систему водяного охлаждения. Однако, при непосредственном контакте солевого расплава с водой может произойти взрыв. Применение системы, в которой используется хладагент, отличный от воды, позволяет избежать опасности такого взрыва.
(5) Перемешивающее действие электромагнитной силы, возникающей в процессе индукционного нагрева.
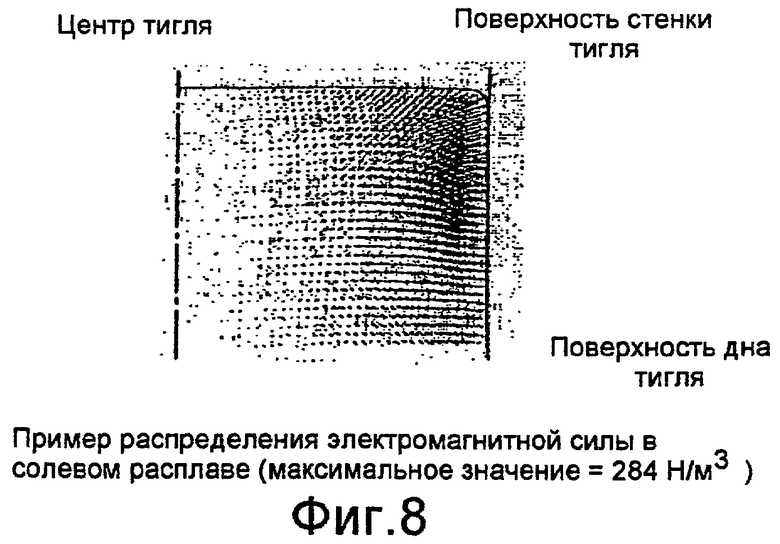
На фиг.8 показан пример компьютерной модели, позволяющей определить, оказывает ли магнитное поле, возникающее при индукционном нагреве, перемешивающее действие. На фиг.8 показана форма свободной поверхности солевого расплава и распределение электромагнитной силы (распределение электрической силы и магнитной силы) от центра тигля до внутренней поверхности стенки тигля. Очевидно, что электромагнитная сила сконцентрирована вблизи стенки тигля и именно там оказывает более сильное действие. В силу неоднородности электромагнитной силы имеет место электромагнитное перемешивание, обуславливающее перемешивающее действие.
(6) Различные формы тигля
Метод резистивного нагрева обеспечивает однородно расплавленный и однородно перемешанный солевой расплав, но при этом обычно используется тигель цилиндрической формы. Поскольку в результате перемешивающего действия, описанного выше в пункте (5), имеет место равномерное плавление и равномерное перемешивание, то можно применять тигли различных форм, показанных на фиг.3-5, а также другие варианты, основанные на этих формах.
(7) Применение к другим системам и устройствам помимо плавильного тигля.
Бесконтактность нагрева, которая является одним из признаков индукционного нагрева, позволяет использовать данный метод в качестве системы нагрева в таких приложениях, как обработка катода или дистилляционная очистка использованной соли.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАВШЕГО ТОПЛИВА ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2019 |
|
RU2711214C1 |
| Способ переработки нитридного ОЯТ в солевых расплавах с выделением целевого компонента с помощью осадителя | 2020 |
|
RU2766563C2 |
| СПОСОБ ПЕРЕРАБОТКИ НИТРИДНОГО ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА В СОЛЕВЫХ РАСПЛАВАХ | 2015 |
|
RU2603844C1 |
| Способ слива расплава с разделением фаз при помощи расплавляемой пробки | 2020 |
|
RU2756525C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
| Способ переработки нитридного ОЯТ в солевых расплавах с удалением остаточного количества хлорирующего агента | 2020 |
|
RU2758450C1 |
| ЭЛЕКТРОЛИТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИЗА ОКСИДОВ | 2004 |
|
RU2292407C2 |
| Аппарат для проведения коррозионных высокотемпературных исследований физико-химических свойств материалов в расплавленных солях | 2023 |
|
RU2799242C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИВЕДЕНИЯ В КОНТАКТ БЕЗ ОБРАЗОВАНИЯ СМЕСИ И ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ ДВУХ НЕСМЕШИВАЮЩИХСЯ ЖИДКОСТЕЙ С НАГРЕВОМ И ПЕРЕМЕШИВАНИЕМ ПОСРЕДСТВОМ ИНДУКЦИИ | 2012 |
|
RU2600999C2 |
| СПОСОБ ПИРОМЕТАЛЛУРГИЧЕСКОЙ ПЕРЕРАБОТКИ ОТХОДОВ, ОТРАБОТАВШИХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2000 |
|
RU2172787C1 |
Изобретение относится к области переработки отработанного ядерного топлива. Сущность изобретения: способ пирохимической переработки отработанного ядерного топлива включает в себя плавление отработанного ядерного топлива в солевом расплаве, находящемся в тигле. Тигель нагревают путем индукционного нагрева, осуществляют подвод хладагента к тиглю для охлаждения и проводят осаждение ядерного топлива. При этом слой расплавленной соли поддерживают, сохраняя равновесие между нагревом и охлаждением, а на поверхности стенки внутри тигля формируют слой отвердевшей соли. Система индукционного нагрева, подлежащая использованию в способе пирохимической переработки отработанного ядерного топлива, содержит средство индукционного нагрева и средство охлаждения путем подвода хладагента к тиглю. Преимущества изобретения заключаются в повышении коррозионной устойчивости тигля и в безопасности пирохимической переработки. 2 с. и 5 з.п. ф-лы, 8 ил., 1 табл.
| Устройство для обработки внутренних поверхностей с защитной опорой | 1982 |
|
SU1086966A1 |

