Изобретение касается способа изготовления термопластичных, частично армированных пластмассовых деталей путем термоформования.
Известно, например, механическое соединение или склеивание термоформуемых деталей с металлическим армированием. К недостаткам таких способов следует отнести большой удельный вес металлов и высокие производственные расходы.
Частичное армирование деталей, изготовленных термоформованием, в уровне техники производится также и путем нанесения гофр. При этом, однако, эффект, получаемый при армировании, весьма ограничен.
Далее известен способ, согласно которому армирующий материал закладывают в качестве вставной детали в форму для литья под давлением или пресс-форму, затем в форму помещают прессовочную или литьевую массу и таким образом отформовывают деталь. В качестве материала для вставных деталей большей частью используют металлы, а также пластики, армированные волокном. Однако такие способы пригодны в первую очередь для крупных серий и являются для деталей, производимых в малых количествах, неэкономичными вследствие высокой стоимости оснастки.
При термоформовании тканей, пропитанных термопластом (органолист), экономичность способа сводится на нет высокой стоимостью материала. Кроме того, с помощью таких материалов можно осуществлять лишь полное, но не частичное армирование деталей.
В основу изобретения положена задача создания способа, позволяющего с незначительными производственными расходами изготавливать термопластичные, частично армированные пластмассовые детали, в том числе и при их производстве в малых количествах.
Эта задача решается в соответствии с изобретением тем, что для образования частично армированных зон деталей используют термоформуемые армирующие материалы, содержащие волокна длиной > 1 мм, переводят их в мягко-эластичное состояние путем теплопередачи и затем драпируют ими позитивную форму глубокой вытяжки в определенных местах и с определенной ориентацией, после чего на форму, драпированную армирующим материалом, натягивают предварительно пластифицированную пластмассовую пластину и за счет приложения вакуума к форме под действием атмосферного давления прижимают пластину к поверхности формы и армирующему материалу так, чтобы количество тепла, содержащегося в армирующем материале, приводило к свариванию последнего с пластмассовой пластиной.
Для обеспечения возможности копирования контура формы необходимо термоформуемый армирующий материал переводить в мягко-эластичное состояние. С учетом того что структура армирующего материала (геометрия, длина волокна, ориентация волокна) должна быть сохранена, можно использовать только теплопередачу, но не сдвиг или тому подобное. В качестве источника тепла может применяться, например, инфракрасный излучатель, термостат или поток горячего воздуха.
При изготовлении деталей с простой геометрией в качестве армирующего материала может использоваться пропитанный термопластом ровинг. Поскольку армирующий материал в противоположность переработке литьем под давлением или прессованием не может быть подвергнут дополнительному упрочнению, можно применять только материалы со стопроцентной степенью пропитки. Материалы с меньшей степенью пропитки при динамической нагрузке выходят из строя вследствие трения между волокнами.
Для деталей со сложной геометрией и обусловленной ею продолжительной по времени драпировки формы армирующим материалом простые, пропитанные термопластом ровинги по причине своей малой теплоемкости не пригодны.
Для обеспечения сварного соединения между армирующим материалом и пластмассовой пластиной армирующий материал должен содержать достаточное количество тепла. Однако при продолжительном по времени драпировании формы температура армирующего материала, переведенного в мягко-эластичное состояние, опускается ниже требуемой температуры переработки. При этом время драпирования формы армирующими материалами в зависимости от геометрии и количества необходимых армирующих материалов составляет примерно от 10 до 120 секунд. Если по их истечении армирующий материал содержит слишком малое количество тепла и/или слишком высокую теплопроводность, то достаточное количество тепла армирующему материалу должна передавать пластифицированная пластмассовая пластина. Причем следует исходить из того, что эта теплоотдача может происходить только от пограничного слоя пластмассовой пластины, толщина которого составляет около 1 мм.
Для повышения теплоемкости армирующего материала можно также увеличивать толщину его слоя. Для этого целесообразно в качестве армирующего материала использовать слоистый композиционный материал, имеющий по меньшей мере один волокносодержащий армирующий слой и слой из неармированного пластика, служащий аккумулятором тепла. Подобное соединение слоев выгодно отличается от однородных армирующих материалов в отношении веса и изолирующего действия, особенно в случае холодной формы.
Волокна в армирующем материале могут иметь однонаправленную ориентацию. В этом случае армирующее действие волокон используется полностью. При многонаправленном распределении волокон в армирующем материале эффект армирования выражен в меньшей степени, но преимуществом при этом является повышенная устойчивость к расслаиванию.
Кроме того, волокна в армирующем материале могут быть распределены однородно, а в качестве армирующего материала могут использоваться пучки волокон, пропитанных термопластичным материалом.
Все варианты армирующего материала позволяют без проблем осуществлять индивидуальное изготовление частично армированных пластмассовых деталей. В результате реализуется принципиально новая концепция деталей, которые могут находить применение, например, в виде протезов или ортезов для индивидуального обеспечения пациентов.
Возможна переработка армирующих материалов, у которых длина волокон составляет более 25 мм. Такие армирующие материалы имеют высокую усталостную прочность, а также жесткость при изгибе, устанавливаемую варьированием вида волокон, их концентрации и толщины слоя.
Пластмассовые детали, изготовленные способом согласно изобретению, могут поэтому встраиваться в детали также и в качестве упругих элементов (например, в виде упругого элемента в динамический протез ступни).
Возможно также создание систем, в которых армирующий материал в случае приложения определенного усилия допускает такой угол изгиба, при котором можно говорить о функции шарнира. Одновременно армирующий материал действует и как упругий элемент, что обусловливает возвратную функцию, как только на деталь перестает воздействовать усилие, необходимое для изгиба.
Для подготовки пластмассовой пластины, подлежащей переработке согласно изобретению, целесообразно пластифицируемую пластмассовую пластину зажимать в рамку и нагревать ее до мягко-эластичного состояния, до провисания ее в рамке и тем самым до предварительной вытяжки. Возможна также предварительная вытяжка пластифицированной пластмассовой пластины сжатым воздухом.
Позитивная форма глубокой вытяжки может быть выполнена из металла, дерева, формоустойчивой при нагревании пластмассы или пенопласта, гипса и т.п. Поверхность должна быть сплошной и гладкой, чтобы избежать геометрического замыкания между формой и затвердевающим термопластом. При формовании из гипса и аналогичных пористых материалов целесообразно на поверхность позитивной формы глубокой вытяжки наносить покрытие или обтягивать ее формоустойчивой при нагревании тканью или соответствующей пленкой. При этом необходимо следить за тем, чтобы ткань или покрытие не вступало в сварное соединение с термопластом и наносилось без складок.
В случае мелких серий и индивидуального изготовления или же при соответственно длительных циклах не требуется доводить позитивную форму глубокой вытяжки до определенной температуры. Однако температуру формы предпочтительно регулировать, в частности, при серийном производстве и обусловленном им коротком времени цикла.
Способ согласно изобретению может быть осуществлен следующим образом.
Сначала нагревают армирующий материал и доводят его до мягко-эластичного состояния. Затем форму глубокой вытяжки в требуемых местах драпируют армирующим материалом. Одновременно в рамку зажимают пластмассовую пластину и нагревают ее до мягко-эластичного состояния. За счет собственного веса пластина, начиная с определенной температуры, провисает и тем самым предварительно вытягивается. По достижении требуемой температуры или требуемой степени предварительной вытяжки рамка с пластмассовой пластиной опускается на форму и находящиеся на ней армирующие материалы. Затем путем приложения вакуума мягко-эластичная пластмасса под действием атмосферного давления прижимается к поверхности формы и к армирующему материалу, в результате чего образуется формованное изделие. Армирующий материал к этому моменту времени должен еще находиться в мягко-эластичном состоянии, или же пластмассовая пластина должна быть способна передавать достаточное количество тепла для размягчения армирующего материала. В этих условиях пластмассовая пластина и армирующий материал свариваются между собой.
Существенное преимущество предложенного согласно изобретению способа следует усматривать в том, что упрочнение детали, изготовленной глубокой вытяжкой, можно производить только в тех позициях, где это полезно для ее функционирования, в то время как в других местах детали допускается более высокая гибкость.
Тепловой режим, необходимый для упомянутого сваривания, может быть реализован, например, при следующих параметрах процесса:
а) Позитивная форма глубокой вытяжки
Применяется нетермостатированная гипсовая модель, обтянутая нейлоновой тканью.
Армирующий материал:
Состав: 60 мас.% стекловолокно однонаправленное, 40 мас.% полипропилен.
Размер: 0,05×0,5×20 см = 1 см3.
Термическое свойство: теплоемкость Ср=1,54 Дж/(г·К), теплопроводность γ=0,42 Вт/(м·К).
Температура: 25°С (после драпирования охлаждается до комнатной температуры!).
Необходимое количество тепла: 160 Дж (нагрев от 25°С до 165°С) на армирующую ленту.
Пластмассовая пластина:
Состав: 100% полипропилен.
Объем пограничного слоя: 0,1×0,5×20 см = 2 см3.
Термическое свойство:
теплоемкость Ср=1,9 Дж/(г·К), теплопроводность γ=0,17 Вт/(м·К).
Температура: 250°С.
Передаваемое количество тепла: 270 Дж (охлаждение с 250°С до 170°С) на армирующую ленту.
б) Совершенно иной тепловой режим реализуется в случае, когда армирующий материал содержит столь большое количество тепла, что материал не охлаждается ниже температуры, необходимой для сваривания. Такие условия имеют место, когда армирующий материал обладает достаточной массой и температурой. Передача тепла от армирующего материала к форме может быть минимизирована за счет большой толщины стенки, а также за счет низкой теплопроводности армирующего материала.
в) При следующих параметрах процесса оказалось возможным избежать охлаждения армирующего материала, состоящего из соединения слоев, ниже температуры сваривания.
Форма: нетермостатированная гипсовая модель с покрытием из найлоновой ткани.
Армирующий материал:
Состав армирующего слоя: 60 мас.% стекловолокно однонаправленное, 40 мас.% полипропилен.
Размер армирующего слоя: 0,05×2,5×20 см = 2,5 см3 (=3,73 г).
Состав теплоаккумулирующего и изоляционного слоя: 100% полипропилен.
Размер теплоаккумулирующего и изоляционного слоя: 0,1×2,5×20 см = 5,0 см3 (= 4,5 г).
Термическое свойство: теплоемкость Ср=1,74 Дж/(г·К), теплопроводность γ=0,25 Вт/(м·К).
Температура: 250°С (после драпирования охлаждается до Т > 170°С!).
Максимально допустимые потери температуры: 1120 Дж на армирующую ленту.
Оказалось, что тепло в количестве 1120 Дж не может быть отдано из формующего материала в течение 120 с. Поэтому сваривание обеспечено.
Нагретый и потому мягко-эластичный армирующий материал предрасположен к прилипанию к позитивной форме глубокой вытяжки. Поэтому, для закрепления армирующего материала на форме во многих случаях достаточным является его простое наложение. На вертикальных поверхностях армирующий материал может быть закреплен небольшими штифтами.
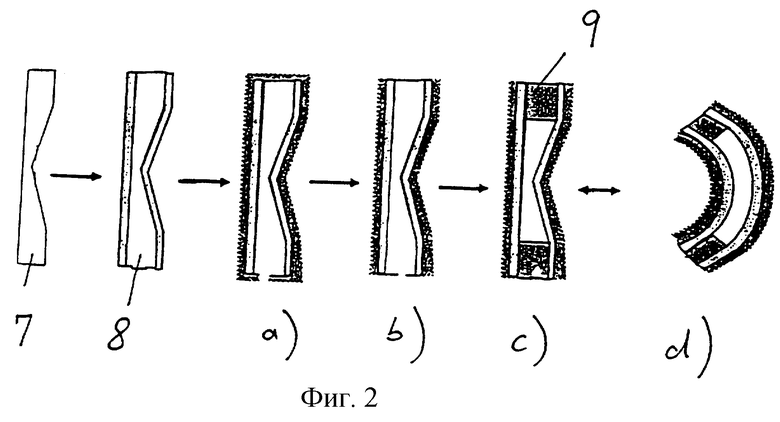
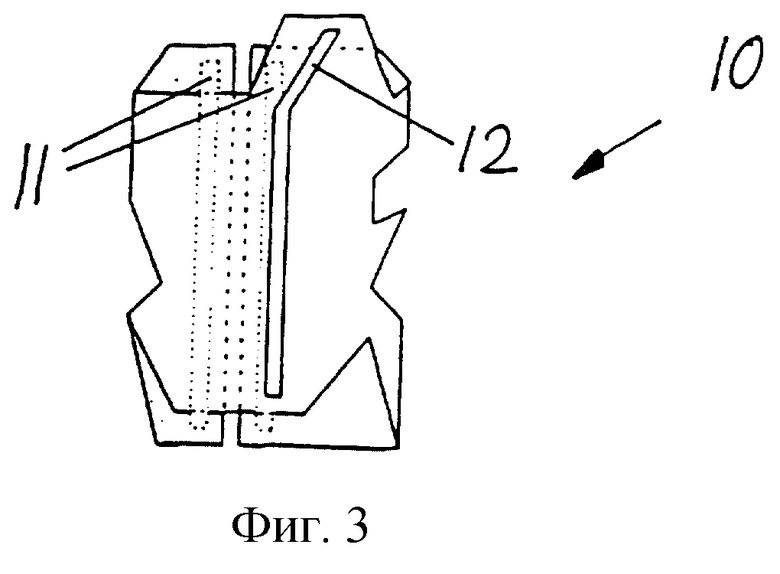
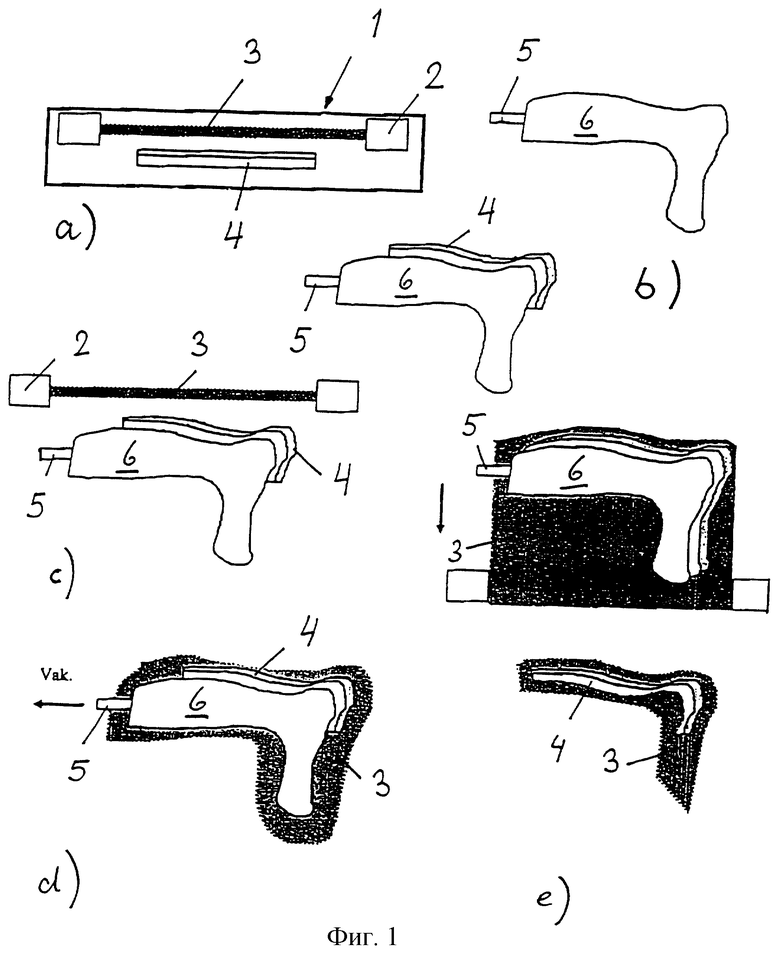
Некоторые варианты осуществления изобретения в качестве примеров схематично изображены на чертежах, на которых фиг.1 показывает отдельные приемы по изготовлению ортеза ступни; фиг.2 - отдельные приемы по изготовлению голеностопного сустава в качестве шарнира с пружинящей возвратной системой; фиг.3 - изготовленную согласно изобретению пластмассовую деталь в виде корсета "Шено-Бостон-Висбаден".
На фиг.1 под а) схематично изображена нагревательная печь 1, в которой полипропиленовую пластину 3, смонтированную в зажимной рамке 2, нагревают до 250°С вместе с армирующим материалом 4, состоящим из армирующего слоя полипропилен/стекловолокно и изоляционного теплоаккумулирующего слоя полипропилена. Затем армирующим материалом 4 драпируют гипсовую форму 6 стопы пациента, снабженную патрубком 5, примыкающим к вакуумной линии (1b). Не позднее чем через 120 с полипропиленовую пластину 3 натягивают на позитивную форму 6 глубокой вытяжки (1с). Путем приложения вакуума материал пластины прижимается к форме 6 и к армирующему материалу 4 (1d). После охлаждения деталь может быть отделена от формы и подвержена чистовой обработке снятием стружки (1е).
При таком изготовлении ортеза ступни могут быть установлены следующие условия.
Форма: гипсовая модель, обтянутая найлоновой тканью, комнатная температура (нетермостатированная).
Армирующий материал:
Слоистый композиционный материал
0,05×2,5×20 см, 60 мас.% стекловолокно однонаправленное, 40 мас.% полипропилен,
0,3×2,5×20 см, 100 мас.% полипропилен в виде теплоаккумулирующего и изоляционного слоя.
Температура подогрева: 250°С.
Пластмассовая пластина:
Состав: 100% полипропилен.
Размер: 0,3×70×50 см.
Температура подогрева: 250°С.
На фиг.2 схематично показано изготовление голеностопного сустава в виде шарнира с пружинящей возвратной системой по способу согласно изобретению.
Двухсекционную алюминиевую форму 7 с нанесенным слоем политетрафторэтилена драпируют двумя армирующими элементами 8, каждый из которых состоит из 50 мас.% однонаправленно расположенных углеродных волокон и 50 мас.% полиамидных волокон ПА 12. На драпированную лентовидными армирующими элементами 8 алюминиевую форму 7 натягивают затем пластифицированную пластину 3 из ПА 12 (а). После остывания шарнир отделяют от формы и подвергают чистовой обработке снятием стружки (b). В завершение вставляют трубные соединительные муфты 9 (с). На рисунке (d) показан готовый шарнир в изогнутом положении.
На фиг.3 изображен корсет 10 "Шено-Бостон-Висбаден", изготовленный по способу, предложенному согласно изобретению. В этой детали с ее задней стороны параллельно отверстию на тыльной поверхности установлены два армирующих элемента 11. С передней стороны детали находится еще один армирующий элемент 12, согнутый под углом около 40° на уровне груди.
Изобретение относится к способу изготовления термопластичных, частично армированных пластмассовых деталей путем термоформования. Технический результат способа-снижение производственных расходов, в частности, при изготовлении небольших количеств изделий. Для создания частично армированных зон деталей применяют термоформуемые армирующие материалы, содержащие волокна длиной > 1 мм. Переводят их в мягко-эластичное состояние путем теплопередачи и затем драпируют ими позитивную форму глубокой вытяжки в определенных местах и с определенной ориентацией. После этого на форму, драпированную армирующим материалом, натягивают предварительно пластифицированную пластмассовую пластину и за счет приложения вакуума к форме под действием атмосферного давления прижимают пластину к поверхности формы и армирующему материалу так, чтобы количество тепла, содержащегося в армирующем материале, приводило к свариванию последнего с пластмассовой пластиной. Пластмассовые детали выполняют в виде упругого элемента, или искусственного сустава с пружинящей возвратной системой, или в виде части протеза или ортеза. 4 с. и 8 з.п. ф-лы, 3 ил.
| DE 3537997 A1, 15.05.1986 | |||
| DE 19744842 A1, 16.04.1998 | |||
| RU 96105038 C1, 10.06.1998 | |||
| US 5529742 A, 25.06.1996 | |||
| DE 3127253 A1, 16.06.1982 | |||
| КОМБИНАЦИЯ, ВКЛЮЧАЮЩАЯ N-{5-[4-(4-МЕТИЛПИПЕРАЗИНОМЕТИЛ)БЕНЗОИЛАМИДО]-2-МЕТИЛФЕНИЛ}-4-(3-ПИРИДИЛ)-2-ПИРИМИДИНАМИН И ХИМИОТЕРАПЕВТИЧЕСКИЙ АГЕНТ | 2002 |
|
RU2318517C2 |
| US 5711973 A, 27.01.1998. | |||

