Изобретение относится к цветной металлургии и может быть использовано в конструкциях ошиновок электролизеров для получения алюминия электролитическим способом при их поперечном расположении в корпусе.
Известна ошиновка алюминиевого электролизера при поперечном расположении, включающая по крайней мере одну горизонтальную шину, проходящую вдоль продольной стороны, катодные спуски для соединения блюмсов с катодными шинами, при этом токоподводы соединены с шинами в таких местах, что ток протекает по катодным шинам в противоположных направлениях (патент USA N 4976841. Конфигурация ошиновки для алюминиевых электролизеров).
Известна также ошиновка алюминиевого электролизера при поперечном расположении, включающая анодные стояки, часть из которых располагается ближе к торцу ванны, а другие отдалены от него, наличие сборных пакетов катодных шин, расположенные на продольных сторонах и пакетов, передающих ток с входной стороны на последующий по ходу тока электролизер, расположенные вдоль торцов и под днищем, причем сборные шины и пакеты выполнены в виде сегментов эллипсов (Ошиновка алюминиевого электролизера, а.с. СССР N 1811222 от 16.11.99). Таким образом достигается компенсация магнитного поля в металле алюминиевого электролизера. Данное авторское свидетельство выбрано в качестве прототипа.
Недостатком данной ошиновки является компенсация поля в металле от взаимодействия вертикального тока со сборными пакетами и торцевыми пакетами. При этом не определена степень воздействия на металл пакетов шин, расположенных под днищем электролизера. Кроме того, изготовление криволинейных шин нетехнологично и имеет высокую стоимость изготовления, что ограничивает область их применения.
Технической задачей изобретения является минимизация электромагнитных сил в металле в зоне пространства борт - анод электролизера за счет оптимального расположения и нагрузки в торцевых пакетах и в пакетах под днищем, в результате чего будет достигнуто повышение выхода по току.
Поставленная задача решается тем, что в ошиновке электролизера для получения алюминия, включающей анодные стояки, часть из которых располагается ближе к торцу ванны, а другие отдалены от него, секции катодных шин, расположенные на продольных входной и выходной по отношению к направлению тока сторонах, с подключенными к ним катодными стержнями, ток по которым на выходной стороне протекает в разных направлениях, электрически связанные в пакеты шин, идущие на анодные стояки и разбитые на пакеты шин, расположенные вдоль торцов и под днищем, выполняется таким образом, что ток по секциям катодных шин входной стороны протекает в одном направлении, а количество катодных стержней, подключаемых к пакету под днищем, ближайшему к торцу электролизера, выбирается по соотношению:
Nд=K·Nт·Lд/Lт,
где K - эмпирический коэффициент, учитывающий особенности конструкции элементов днища катодного устройства, определенный методом вычислительного эксперимента и составляющий 0.3-0.5;
Nд - количество катодных стержней, подключаемых к пакету под днищем, ближайшему к торцу ванны;
Nт - количество катодных стержней, подключаемых к торцевому пакету;
Lд - расстояние до середины слоя металла в пространстве борт - анод от шины в пакете под днищем;
Lт - расстояние до середины слоя металла в пространстве борт - анод от торцевой шины.
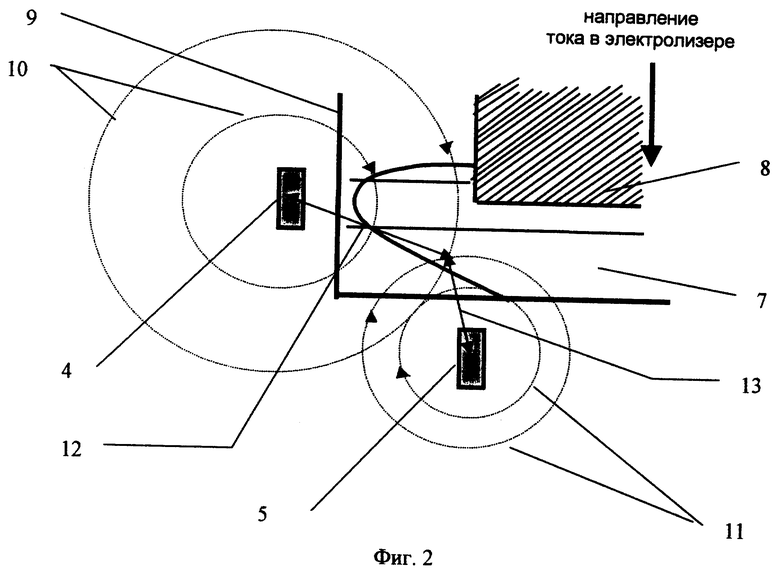
На фиг. 1 показан пример выполнения ошиновки по предлагаемому решению.
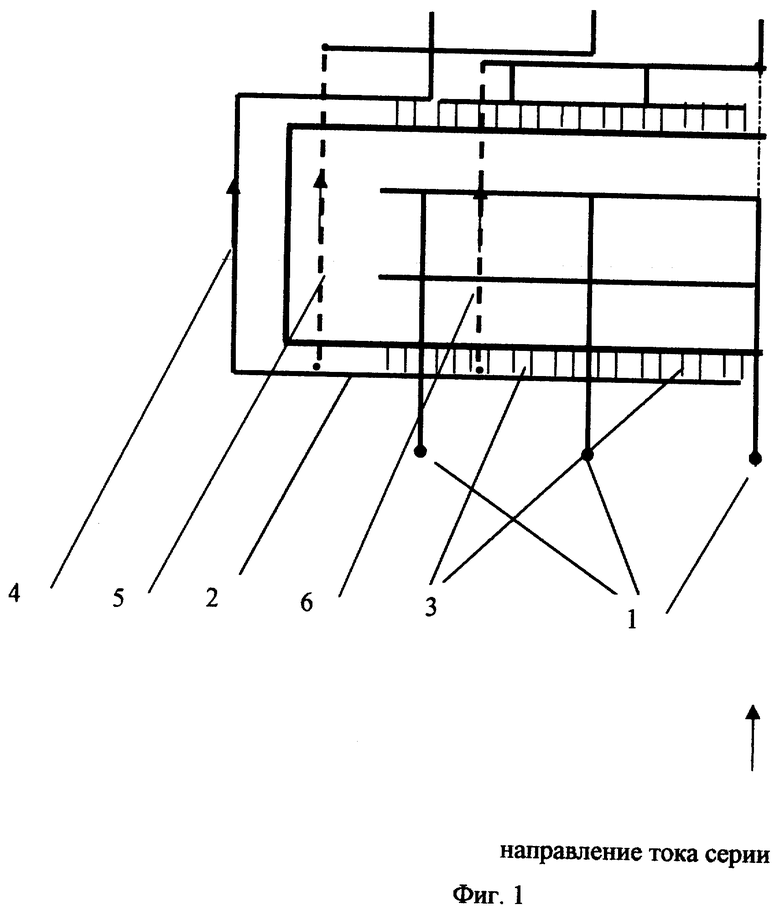
На фиг. 2 показан фрагмент продольного разреза электролизера и механизм взаимодействия магнитных полей, создаваемых проводниками с током.
Ошиновка электролизера состоит из анодных стояков 1, сборных шин 2 с подключенными к ним катодными стержнями 3, пакетов шин, расположенных вдоль торцов 4, и пакетов шин 5, 6, расположенных под днищем ванны. Крайние пакеты 5 располагаются ближе к торцу электролизера, чем пакеты 6.
Максимальные электромагнитные силы в металле 7 развиваются в пространстве между анодом 8 и бортом электролизера 9. В этой зоне имеется максимальный градиент потенциала электрического поля вследствие растекания тока, а также градиент поля от совокупного влияния магнитного поля торцевых пакетов 4 и пакетов под днищем электролизера 5, 6, а также поля вертикального тока (показано стрелкой). Определяющее влияние на формирование магнитного поля в металле в пространстве анод - борт оказывают ближайшие к торцу ванны пакеты 5 вследствие их приближенности к данной зоне. Торцевые пакеты ошиновки и пакеты под днищем создают в металле в пространстве борт - анод магнитные поля, силовые линии которых направлены навстречу 10, 11. Расстояние от торцевого пакета до металла в пространстве борт - анод Lт 12, от пакета под днищем Lд 13. Для полной минимизации электромагнитных сил в этой зоне необходимо равенство магнитных полей, создаваемых торцевым пакетом 4 и пакетом под днищем 5. В случае полной компенсации данное равенство численно выражается как:
Iт·Вт=Iд·Вд,
где Iд - сила тока в пакете под днищем, ближайшем к торцу ванны;
Iт- сила тока в торцевом пакете;
Вд - магнитное поле, создаваемое током в пакете под днищем;
Вт - магнитное поле, создаваемое током торцевого пакета.
С учетом зависимости силы тока по пакету от количества подключенных к ним катодных стержней, которая рассчитывается как:
Iт=Nт·Iкс и Iд=Nд·Iкс,
где Iкс - средняя величина силы тока по катодному стержню.
Для случая полной компенсации магнитного поля результирующее выражение может быть представлено следующим образом:
Nд·Lт=Nт·Lд.
Размещение пакетов под днищем имеет свои особенности, связанные с конструкцией нижней части катодного кожуха, а именно наличием подкатодной балки, ребер жесткости, шпангоутов и другими элементами.
По этой причине полной компенсации поля только крайним пакетом под днищем добиться не удается, а количество подключаемых стержней к нему выбирается с учетом конструктивных особенностей днища. Это учитывается в результирующем выражении введением эмпирического коэффициента К, рассчитанного методом вычислительного эксперимента и составляющего 0.3-0.5 от необходимого количества для полной компенсации. Для К менее 0.3 величина силы тока в крайнем пакете под днищем недостаточна для эффективной компенсации магнитного поля. При К равном 0.5 и более количество подключенных блюмсов становится сопоставимо с торцевым пакетом, что приводит к увеличению размера пакета. Это затрудняет его размещение под днищем электролизера и вызывает необходимость его отдаления от металла, что также снижает эффективность компенсации.
С учетом эмпирического коэффициента в итоговом выражении количество блюмсов, подключаемое к ближайшему к торцу пакету ошиновки, проходящему под днищем электролизера, может быть рассчитано как:
Nд=K·Nт·Lд/Lт.
Например, для электролизера, имеющего 72 катодных стержня, при токе по торцевому пакету, составляющем 33% тока входной стороны, количество подключаемых к нему катодных стержней составит Nт=12 штук. При отношении расстояний Lд/Lт=1.2 количество Nд по предлагаемому решению с учетом коэффициента составит 4-7 штук. Вариант ошиновки с подключением 4 катодных стержней в пакете, ближайшем к торцу электролизера, показан на фиг. 1.
Использование данной формулы позволяет конструировать ошиновку электролизеров, обеспечивающих снижение электромагнитных сил, воздействующих на катодный металл электролизера, в результате чего достигается увеличение выхода по току на 1-3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРОДОЛЬНОГО РАСПОЛОЖЕНИЯ | 2012 |
|
RU2548352C2 |
| ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРИ ПРОДОЛЬНОМ РАСПОЛОЖЕНИИ | 2006 |
|
RU2328556C2 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2005 |
|
RU2282681C1 |
| ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2005 |
|
RU2295589C1 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2003 |
|
RU2259428C2 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРИ ИХ ПРОДОЛЬНОМ РАСПОЛОЖЕНИИ В КОРПУСЕ | 2012 |
|
RU2536577C2 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2002 |
|
RU2224053C1 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2004 |
|
RU2255148C1 |
| ОШИНОВКА МОДУЛЬНАЯ МОЩНЫХ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2005 |
|
RU2288976C1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2012 |
|
RU2505626C1 |
Изобретение относится к цветной металлургии и может быть использовано в конструкциях ошиновок электролизеров для получения алюминия электролитическим способом при их поперечном расположении в корпусе. Техническим результатом изобретения является повышение выхода металла по току. Ошиновка содержит анодные стояки, часть из которых расположена ближе к торцу ванны, а другие отдалены от него, секции катодных шин, расположенные на продольных входной и выходной по отношению к направлению тока сторонах. К катодным шинам подключены катодные стержни, ток по которым на выходной стороне протекает в разных направлениях. Катодные шины электрически связаны в пакеты шин, идущие на анодные стояки, и разбиты на пакеты шин, расположенные вдоль торцов и под днищем. Ток по секциям катодных шин входной стороны протекает в одном направлении, а количество катодных стержней, подключаемых к пакету под днищем, ближайшему к торцу электролизера, выбирается по соотношению. 2 ил.
Ошиновка электролизера для получения алюминия, включающая анодные стояки, часть из которых расположена ближе к торцу ванны, а другие отдалены от него, секции катодных шин, расположенные на продольных входной и выходной по отношению к направлению тока сторонах, с подключенными к ним катодными стержнями, ток по которым на выходной стороне протекает в разных направлениях, электрически связанные в пакеты шины, идущие на анодные стояки, и разбитые на пакеты шин, расположенные вдоль торцов и под днищем, отличающаяся тем, что ток по секциям катодных шин входной стороны протекает в одном направлении, а количество катодных стержней, подключаемых к пакету под днищем, ближайшему к торцу электролизера, выбирается по соотношению
Nд=K·Nт·Lд/Lт,
где K - эмпирический коэффициент, учитывающий особенности конструкции элементов днища катодного устройства, определенный методом вычислительного эксперимента и составляющий 0,3-0,5;
Nд - количество катодных стержней, подключаемых к пакету под днищем, ближайшему к торцу ванны;
Nт - количество катодных стержней, подключаемых к торцевому пакету;
Lд - расстояние от середины слоя металла в пространстве борт-анод от шины в пакете под днищем;
Lт - расстояние до середины слоя металла в пространстве борт-анод от торцевой шины.
| RU 1811222 С, 10.06.2001 | |||
| Ошиновка алюминиевого электролизера | 1989 |
|
SU1708938A1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1992 |
|
RU2009275C1 |
| US 4474611, 02.10.1984 | |||
| US 4592821, 03.06.1986. | |||

