Изобретение относится к газоразрядной технике и может быть использовано при создании и производстве газоразрядных приборов, в частности разрядников для коммутации импульсов высокого напряжения.
Известен способ изготовления разрядников, в котором расположение между электродами и параллельность устанавливаются с помощью шаблонов, помещенных внутрь разрядника через аксиальные отверстия в электродах. После установления расстояния шаблон извлекается из разрядника (см. патент ФРГ №1298611, кл. 21 с 72, 1962 г.).
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, относится то, что известный способ не обеспечивает точной параллельности электродов, что приводит к разбросу по напряжению зажигания, а следовательно, ухудшает стабильный поджиг.
Известен способ изготовления разрядника, в котором расстояние между двумя электродами и параллельность устанавливаются при помощи вставленного между ними высокотемпературного стержня из тугоплавкого материала, покрытого окисью алюминия, при этом электроды монтируются между слюдяными дисками (см. патент Великобритании №974970, кл. H 01 D, 1964 г.).
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, относится то, что в известном способе после изъятия высокотемпературного стержня и заполнения межэлектродного расстояния слюдяными дисками, в процессе работы продукты распада слюды при высоких локальных температурах от прохождения разряда изменяют статическое и динамическое напряжение разряда, что также приводит к разбросу по напряжению зажигания.
Наиболее близким способом того же назначения к заявленному объекту по совокупности признаков является способ изготовления разрядника, в корпус которого, выполненного из электроизоляционного материала, вставляют с противолежащих концов два предварительно собранных электродных узла, откачивают и наполняют рабочим газом. Затем проверяют электрические характеристики электродов для определения отклонения величины зазора между электродами от заданной, после этого трубчатую часть (чашку) одного из электродных узлов деформируют в направлении продольной оси корпуса в сторону второго электрода для получения зазора заданной величины (см. патент США №4283747, кл. 361-117, 1981 г.) - прототип.
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе расстояние между электродами устанавливается только в одной точке, что приводит к неравномерности зазора по всей плоскости электрода. Кроме того, расстояние можно устанавливать только в сторону уменьшения зазора между электродами, что дает большой разброс по напряжению зажигания.
Задачей заявленного изобретения является создание способа изготовления неуправляемого разрядника для коммутации импульсов высокого напряжения, для поджига рентгеновских трубок с минимальным 1-2% разбросом по напряжению зажигания и неплоскостностью электродов 0,01-0,015 мм.
Технический результат, который может быть получен при осуществлении изобретения, заключается в том, что в предлагаемом способе повышается точность установки параллельности и зазора между электродами по всей поверхности электрода.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления разрядника, заключающемся в сборке электродных узлов, деформации чашки узла электрода, откачки и наполнении, устанавливают анодный и катодный узлы на отшлифованный по плоскостям цилиндр, накрывают фиксирующим стаканом с отверстием в основании, пуансоном ручного пресса по плоскости электрода, выступающей из отверстия стакана, производят деформацию чашки до устранения кривизны электрода, впаивают электродные узлы в керамический корпус прибора с отшлифованными поверхностями и наполняют рабочим газом до давления, необходимого для получения заданного напряжения зажигания.
Размещение анодного и катодного узлов на отшлифованном по плоскостям цилиндре и осуществление деформации чашки каждого узла электродов до устранения кривизны рабочей поверхности электрода позволит с высокой точностью установить параллельность и величину зазора между электродами, что обеспечит минимальный разброс приборов по напряжению зажигания и стабильный режим работы разрядника.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня, заявитель провел дополнительный поиск известных решений, с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности, не выявлен способ изготовления разрядника, позволяющий получить неплоскостность электродов в 0,01-0,015 мм и разброс по напряжению зажигания 1-2%.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень" по действующему законодательству.
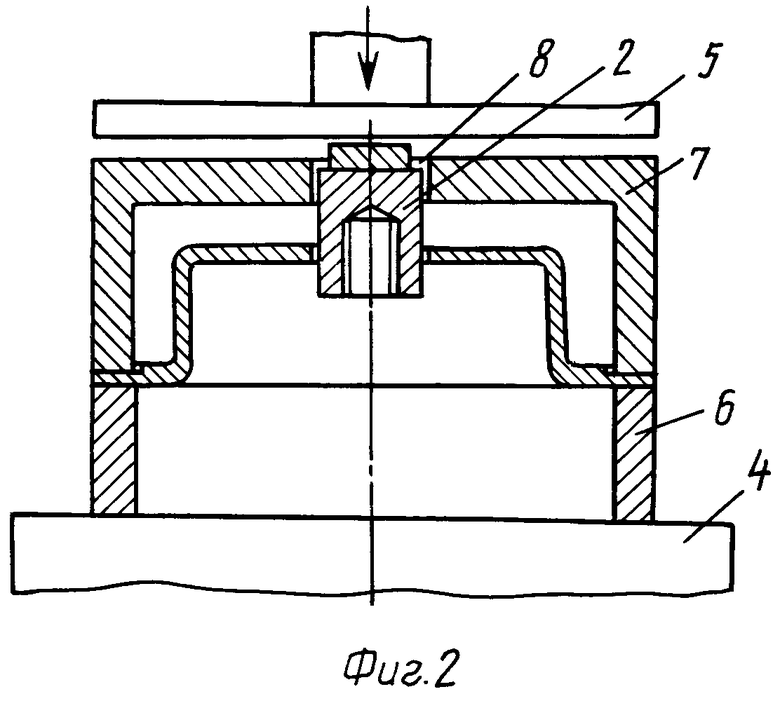
На фиг.1 показана штампованная чашка с держателем электрода и электрод.
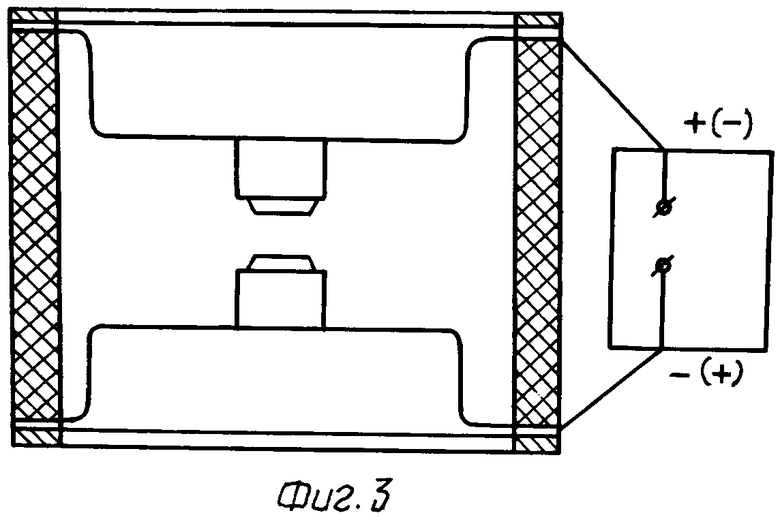
На фиг.2 изображено устройство для деформации чашки электродного узла.
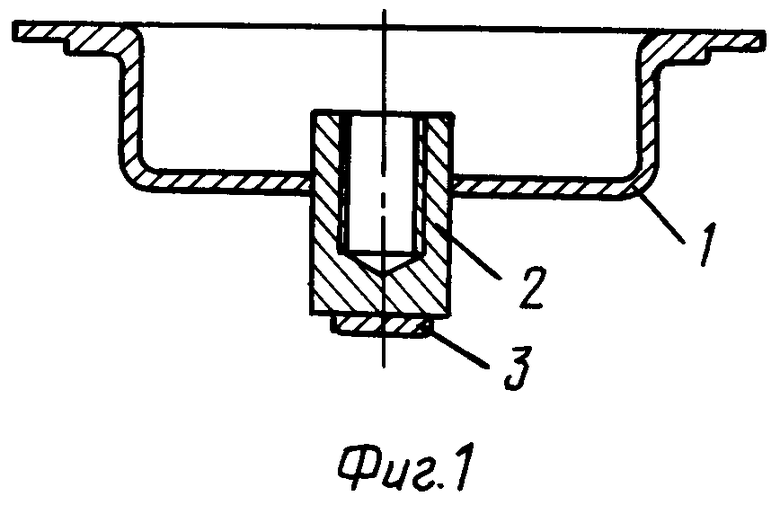
На фиг.3 представлена конструкция заявленного разрядника.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключается в следующем.
В штампованную чашку 1 медным припоем впаивают держатель электрода 2 и электрод 3. На столешницу 4 ручного пресса 5 устанавливают отшлифованный по плоскостям цилиндр 6. На цилиндре 6 устанавливают спаянный электродный узел и накрывают его фиксирующим стаканом 7 с отверстием 8 в основании. При этом поверхность электрода 3 выступает из отверстия фиксирующего стакана 7 на величину кривизны рабочей поверхности электрода 3. По плоскости электрода 3 пуансоном ручного пресса 5 производят деформацию чашки до устранения кривизны электрода 3. Готовые анодный и катодный узлы впаивают в керамический корпус 9 прибора с отшлифованными поверхностями. Готовый прибор откачивают и наполняют рабочим газом до давления, необходимого для получения заданного напряжения пробоя.
В качестве примера конкретного выполнения приведен разрядник типа Р-90, изготовленный предлагаемым способом:
диаметр разрядника d=38 мм,
высота разрядника h=45 мм,
корпус выполнен из керамики К-94,
диаметр электрода разрядника d=10 мм,
высота электрода h=2 мм,
электроды выполнены из материала - сплав ВНБ-3,
держатель электрода выполнен из материала - сталь-3,
чашка выполнена из сплава - 42НАВИ,
расстояние между электродами - 3,5 мм,
прибор откачан до вакуума 10-5 мм рт.ст. и наполнен водородом Н2 до давления р=3 ат,
напряжение пробоя UПР=10 кВ,
неплоскостность электродов в серии приборов составляет 0,01-0,015 мм,
разброс по напряжению зажигания в серии разрядников типа Р-90 составляет не более 1-2%.
Таким образом, вышеизложенные сведения свидетельствуют о том, что заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разрядника | 2015 |
|
RU2611579C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2003 |
|
RU2234780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЯДНИКА С ВОДОРОДНЫМ НАПОЛНЕНИЕМ | 2018 |
|
RU2697264C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2007 |
|
RU2332747C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2007 |
|
RU2377685C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЯДНИКА | 2006 |
|
RU2313849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 1998 |
|
RU2132582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЯДНИКА С ВОДОРОДНЫМ НАПОЛНЕНИЕМ | 2017 |
|
RU2658320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЯДНИКА С ВОДОРОДНЫМ НАПОЛНЕНИЕМ | 2014 |
|
RU2560096C1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2018 |
|
RU2697263C1 |
Изобретение относится к газоразрядной технике и может быть использовано при разработке и производстве газоразрядных приборов, в частности разрядников для коммутации импульсов высокого напряжения. Способ заключается в сборке электродных узлов, размещении каждого узла на отшлифованный по плоскостям цилиндр и накрывании узла фиксирующим стаканом с отверстием. После чего, по плоскости электрода, выступающей из отверстия стакана, производят деформацию чашки узла электрода до устранения кривизны рабочей поверхности электрода, затем впаивают узлы в корпус прибора, откачивают и наполняют рабочим газом до давления, необходимого для получения заданного напряжения зажигания. Техническим результатом является то, что в предлагаемом способе повышается точность установки параллельности и зазора между электродами по всей поверхности электрода. 3 ил.
Способ изготовления разрядника, заключающийся в сборке электродных узлов, деформации чашки узла электрода, откачки до вакуума и наполнении рабочим газом, отличающийся тем, что каждый узел устанавливают на отшлифованный по плоскостям цилиндр, накрывают узел фиксирующим стаканом с отверстием и по плоскости электрода, выступающей из отверстия стакана, производят деформацию чашки до устранения кривизны рабочей поверхности электрода, впаивают электродные узлы в корпус прибора и наполняют рабочим газом до давления, необходимого для получения заданного напряжения зажигания.
| US 4283747 А, 11.08.1981 | |||
| ГАЗОРАЗРЯДНЫЙ ПРИБОР С ХОЛОДНЫМ КАТОДОМ | 1995 |
|
RU2089003C1 |
| Способ машинной чеканки кустов хлопчатника | 1980 |
|
SU974970A1 |
| Способ испытания подшипников на износ | 1985 |
|
SU1298611A1 |

