Изобретение относится к деревообрабатывающей промышленности, в частности к технологии изготовления деревянных клееных конструкций, и может быть использовано при изготовлении клееных щитов (досок) для полов вагонов, контейнеров, автомобилей, в промышленных и гражданских сооружениях, а также при изготовлении мебели, обшивки и других столярных изделий.
Известны способы производства клееных деревянных конструкций (щитов, досок), включающие сушку и раскрой пиломатериалов, соединение заготовок по длине и склеивание их по пласти [1-10].
Наиболее близким к заявленному техническому решению является А.С. №1108013, кл. В 27 М 1/02, 1984 г. (прототип), который включает раскрой пиломатериалов на заготовки, склеивание заготовок по длине со строганием кромок, раскрой склеенных заготовок на элементы (рейки) щита, склеивание по ширине в щит элементов одной длины, строгание пластей слоев, раскрой слоев по длине, формирование пакета и техническую выдержку [3].
Недостатками известных способов является сложность технологии, для осуществления которой необходим комплекс сложного оборудования: линия по подготовке и раскрою пиломатериалов, линия склеивания пиломатериалов (заготовок) по длине и линия склеивания по ширине в щит, панель. Такая технология требует больших производственных площадей, больших трудозатрат и затрат электроэнергии. Это ведет к повышению себестоимости клееного изделия.
Цель предлагаемого способа изготовления клееных конструкций - упрощение и повышение эффективности технологии путем исключения технологической линии склеивания пиломатериалов по длине и операции строгания склеиваемых поверхностей элементов изделия, а также улучшения экономических показателей при их производстве.
Предлагаемый способ изготовления клееных деревянных конструкций (щитов) реализуется следующим образом.
Доски, например толщиной 30-40 мм, выдерживаются в стопах при температуре 18-22°С до влажности 15-20%. Далее производится раскрой досок с удалением пороков и гнили, нарезаются элементы (рейки, бруски) щита шириной, например, 40-50 мм (в зависимости от требуемой толщины готового изделия) и длиной не менее 400 мм. Склеенные поверхности элементов не строгаются, наносится с помощью вальцев клей холодного отвердения (например, ФРФ-50, ФР-12, ФР-100) с обеих сторон в количестве 0,35-0,40 кг/м2 и дается выдержка в течение 10-15 мин. Затем бруски укладывают в вайму или кассету. Короткие рейки (бруски) стыкуются по длине под прямым углом без нанесения клея. При этом стыки соседних реек (брусков) в схеме набора клееного щита разнесены на расстояние, равное не менее восьми высот рейки (бруска). Крайние рейки (бруски) берутся, как правило, цельными. После набора щита закрывается вайма и производится прессование щита с помощью зажимов, расположенных на расстоянии не более 500 мм друг от друга. Удельное давление при склеивании должно быть 0,3-0,5 МПа. Щит (доска) выдерживается в вайме в запрессованном состоянии при температуре 18-22°С в течение 22-24 часов. Процесс отверждения щитов можно интенсифицировать путем их выдержки в термокамере при температуре 50-70°С в течение 6-7 часов. Далее щит вынимается из ваймы, выдерживается (кондиционируется) в комнатных условиях в течение не менее 48 часов. После этого щит подвергается механической обработки поверхностей, например на рейсмусовом станке.
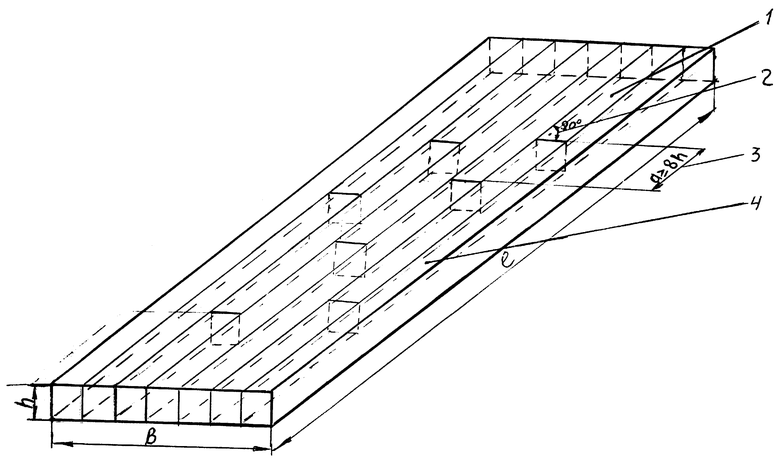
Сущность заявленного способа изготовления клееных деревянных конструкций поясняется чертежом, где представлена деревянная конструкция (щит), в которой короткие рейки (бруски) 1 стыкуются по длине под прямым (90°) углом 2 без нанесения клея. При этом стыки соединенных реек (брусков) в схеме набора клееной конструкции, разнесенные (удаленные) на расстояние 3, равное не менее восьми высот рейки (бруска) или толщины клееной конструкции. Крайние рейки (бруски) 4 клееной конструкции цельные.
Технический результат, достигаемый при применении предложенного способа, состоит в следующем:
- повышается производительность и упрощается технологический процесс изготовления клееных деревянных конструкций (щитов);
- снижаются трудозатраты, затраты электроэнергии и себестоимость клееного изделия;
- отпадает необходимость в оборудовании по склеиванию элементов изделия по длине и строганию склеиваемых поверхностей, так как такие операции в предлагаемом способе отсутствуют;
- прочность склеивания (предел прочности при скалывании) элементов конструкции с нестроганными поверхностями получается не ниже, чем со строгаными.
Таким образом, предложенный способ изготовления клееных деревянных конструкций (щитов) позволяет значительно упростить технологический процесс, повысить производительность, снизить трудозатраты, затраты электроэнергии и себестоимость изделия.
Предложенный способ реализован в малосерийном производстве клееных деревянных щитов, проведены сравнительные исследовательские и контрольные испытания готовых щитов.
Источники информации
1. А.С. №446416, кл. В 27 М 17/02, 1974 г.
2. А.С. №1118528, кл. В 27 М 3/00, 1984 г.
3. А.С. №1108013, кл. В 27 М 1/02, 1984 г. (прототип).
4. Никишин Ю.М. Совершенствование технологии изготовления клееных деревянных конструкций. Ж. Деревообрабатывающая промышленность, 2001 г., №5, с.15-17.
5. Ковальчук Л.М. Производство деревянных клееных конструкций, - М.: Лесная промышленность, 1997 г., с.48.
6. А.С. №118527, кл. В 27 М 1/02, 1978 г.
7. А.С. №1118527, кл. В 27 М 1/02, 1984 г.
8. Пластилин CJH. Склеивание пиломатериалов на лесопильно-деревообрабатывающих предприятиях. Научные труды ЦНИИ МОД, 1980 г., с.153.
9. Патент ФРГ № К 203938, кл. В 27 М 3/22, 1966 г.
10. А.С. №1412960, кл. В 27 М 1/02, 1988 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА ДЛЯ ПРОИЗВОДСТВА МЕБЕЛИ | 2004 |
|
RU2279345C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2339506C2 |
| Способ изготовления клееных деревянных конструкций со слоями разной длины | 1981 |
|
SU1108013A1 |
| ЩИТОВАЯ ДЕРЕВЯННАЯ ДОСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2017912C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ МОРЕНОГО ДУБА И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЕКОРАТИВНОГО ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2020 |
|
RU2747239C1 |
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО МАТЕРИАЛА | 2016 |
|
RU2637523C1 |
| Способ изготовления конструкционного материала | 2021 |
|
RU2760899C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к технологии изготовления клееных деревянных конструкций, и может быть использовано при изготовлении клееных щитов, досок для полов вагонов, контейнеров, автомобилей, в промышленных и гражданских сооружениях, а также при изготовлении мебели, обшивки и других столярных изделий. При наборе клееной конструкции рейки или бруски стыкуются по длине под углом 90° без нанесения клея, при этом стыки реек или брусков в схеме набора клееной конструкции разносятся на расстояние, равное не менее восьми высот рейки или бруска или толщины клееной конструкции, и склеиваются при удельном давлении 0,3-0,5 МПа с выдержкой при температуре 18-22°С в течение 22-24 часов. Для интенсификации отверждения клея конструкция выдерживается при температуре 50-70°С в течение 6-7 часов с последующим кондиционированием в комнатных условиях в течение не менее 48 часов. Применение предложенного способа позволяет упростить технологический процесс и улучшить технико-экономические показатели при их производстве, а также обеспечить требуемую прочность готового изделия. Это достигается путем исключения технологической линии склеивания пиломатериалов по длине и операции строгания склеиваемых поверхностей элементов изделия. 1 ил.
Способ изготовления клееных деревянных конструкций, включающий сушку пиломатериалов при температуре 18-22°С до влажности 15-20%, раскрой на рейки или бруски с удалением перекосов и гнили, нанесение клея на их склеиваемые поверхности, выдержку, набор клееной конструкции, прессование или склеивание и механическую обработку конструкции, отличающийся тем, что при наборе клееной конструкции рейки или бруски стыкуются по длине под углом 90° без нанесения клея, при этом стыки реек или брусков в схеме набора клееной конструкции разносятся на расстояние, равное не менее восьми высотам рейки или бруска или толщины клееной конструкции и склеиваются при удельном давлении 0,3-0,5 МПа с выдержкой при температуре 18-22°С в течение 22-24 ч, а для интенсификации отверждения клея конструкция выдерживается при температуре 50-70°С в течение 6-7 ч с последующим кондиционированием в комнатных условиях в течение не менее 48 ч.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НИКИШИН Ю.М | |||
| Совершенствование технологии клееных деревянных конструкций | |||
| Деревообрабатывающая промышленность | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

