17 « I
,
16 12
JC.
00
о
1о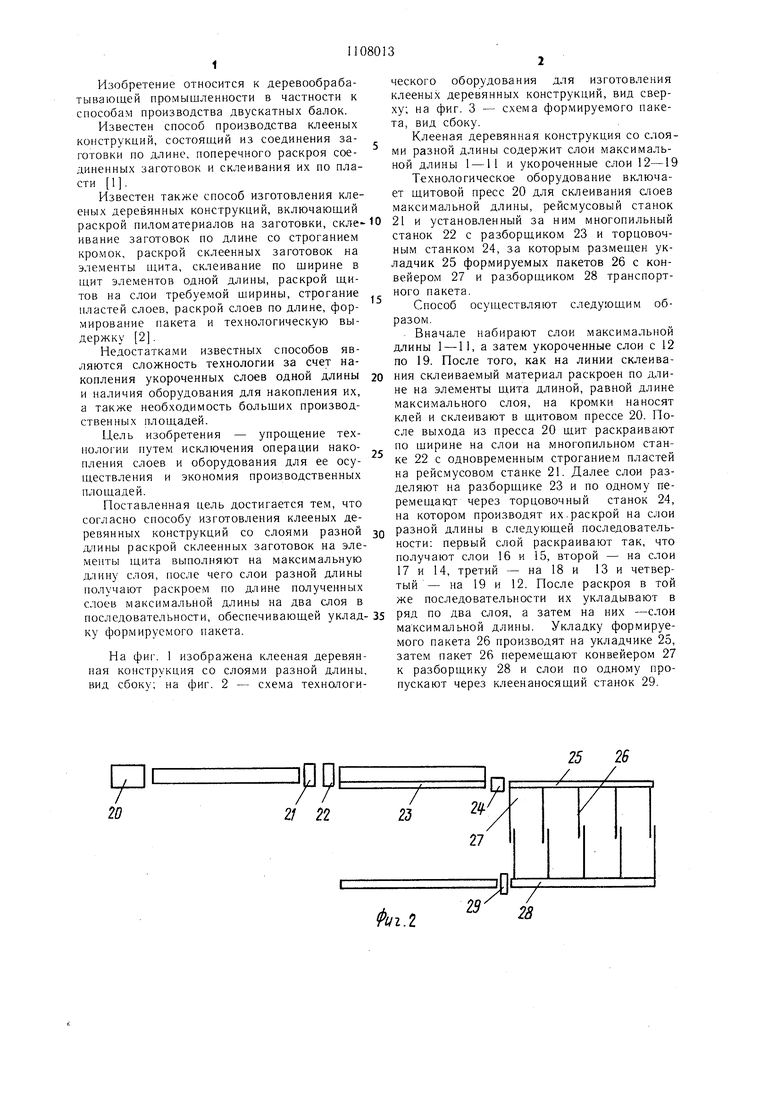
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2231442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО МАТЕРИАЛА | 2016 |
|
RU2637523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА ДЛЯ ПРОИЗВОДСТВА МЕБЕЛИ | 2004 |
|
RU2279345C2 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| СПОСОБ РАСКРОЯ БРЕВЕН ДЛЯ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ | 2007 |
|
RU2361729C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНОЙ ПИЛОПРОДУКЦИИ | 2002 |
|
RU2214907C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БОКОВЫХ ДОСОК БРЕВНА (ВАРИАНТЫ) | 2010 |
|
RU2438861C2 |
| СПОСОБ РАСКРОЯ БРЕВЕН | 2012 |
|
RU2524187C1 |
| Способ выработки заготовок из пиломатериалов | 1990 |
|
SU1791111A1 |

СПОСОБ ИЗГОТОВЛЕНИЯ КЛ&ЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ СО СЛОЯМИ РАЗНОЙ ДЛИНЫ, включающий раскрой пиломатериалов на заготовки, ск.чеивание на1отовок по д.чшк со строганием кромок, раскрой склее11иь: заготовок на элементы щита, склеивание по (нирине в щит элементов одной длины, раскрой щитов на слой требуемой Н1ирины, строгание пластей слоев, раскрой слоев но длине, формирование пакета и технологическую выдержку, отличающийся тем, что, с )io упрощения те.чнологни путем исключения операции накопления слоев и оборудования для ее осуществления и экономни нроилводственных площадей, раскрой ск.1еенны .заготовок на элементы щта выполняют ti;i максимальную длину слоя, после чего с.юи разной длины получают раскроем но д.чишполученных слоев максимальной длины на два слоя в последовательности, обеснечивающей укладку формируемого пакета. (Л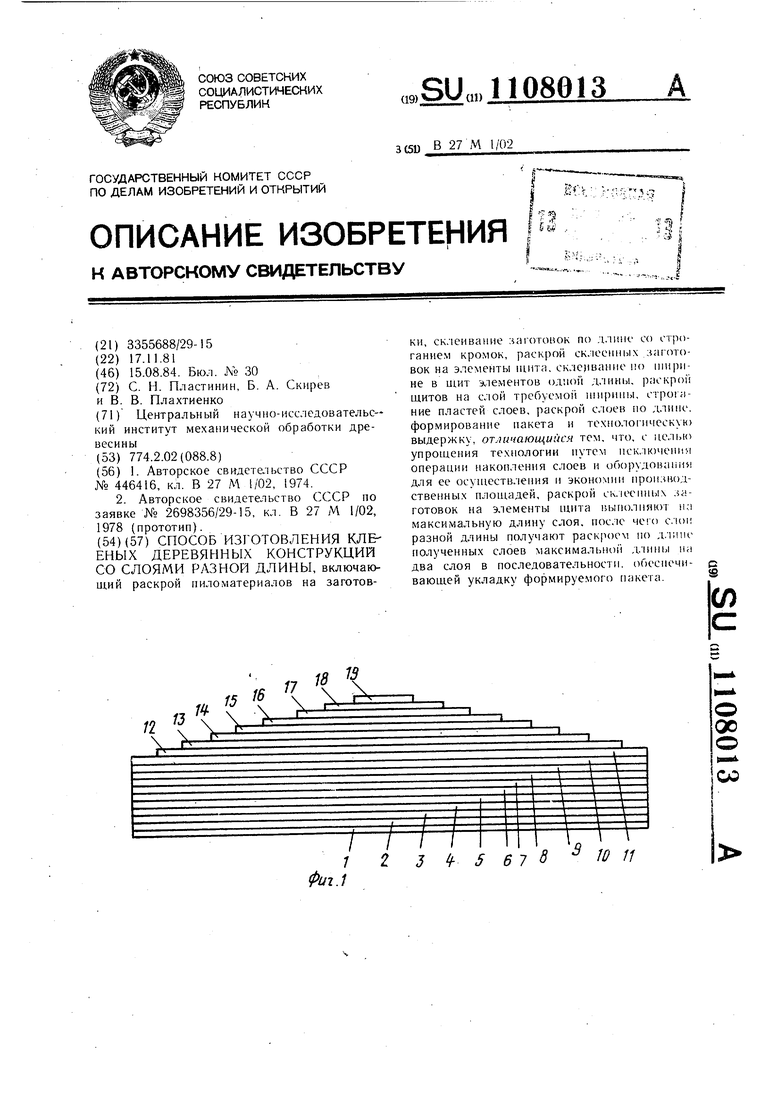
Фиг.1
г 3 if- 5 67 8
W л Изобретение относится к деревообрабатывающей промышленности в частности к способам производства двускатных балок. Известен способ производства клееных конструкций, состоящий из соединения заготовки по длине, поперечного раскроя соединенных заготовок и склеивания их по пласти 1. Известен также способ изготовления клееных деревянных конструкций, включающий раскрой пиломатериалов на заготовки, склеивание заготовок по длине со строганием кромок, раскрои склеенных заготовок на элементы щита, склеивание по щирине в щит элементов одной длины, раскрой щитов на слои требуемой ширины, строгание пластей слоев, раскрой слоев по длине, формирование пакета и технологическую выдержку 2. Недостатками известных способов являются сложность технологии за счет накопления укороченных слоев одной длины и наличия оборудования для накопления их, а также необходимость больших производственных площадей. Цель изобретения - упрощение технологии путем исключения операции накопления слоев и оборудования для ее осуществления и экономия производственных площадей, Поставленная цель достигается тем, что согласно способу изготовления клееных деревянных конструкций со слоями разной Д.ЧИНЫ раскрой склеенных заготовок на элементы щита выполняют на максимальную длину слоя, после чего слои разной длины получают раскроем по длине полученных слоев максимальной длины на два слоя в последовательности, обеспечивающей уклад- 35 ку формируемого пакета. На фиг. 1 изображена клееная деревянная конструкция со слоями разной длины, вид сбоку; на фиг. 2 - схема технологического оборудования для изготовления клееных деревянных конструкций, вид сверху; на фиг. 3 - схема формируемого пакета, вид сбоку. Клееная деревянная конструкция со слоями разной длины содержит слои максимальной длины 1 -11 и укороченные слои 12-19 Технологическое оборудование включает щитовой пресс 20 для склеивания слоев максимальной длины, рейсмусовый станок 21 и установленный за ним многопильный станок 22 с разборщиком 23 и торцовочным станком 24, за которым размещен укладчик 25 формируемых пакетов 26 с конвейером 27 и разборщиком 28 транспортпакета. ного Способ осуществляют следующим образом. Вначале набирают слои максимальной длины 1 -11, а затем укороченные слои с 12 по 19. После того, как на линии склеивания склеиваемый материал раскроен по длине на элементы щита длиной, равной длине максимального слоя, на кромки наносят клей и склеивают в щитовом прессе 20. Поеле выхода из пресса 20 щит раскраивают по ширине на слои на многопильном станке 22 с одновременным строганием пластей на рейсмусовом станке 21. Далее слои разделяют на разборщике 23 и по одному перемещают через торцовочный станок 24, на котором производят их.раскрой на слои Разной длины в следующей последовательности: первый слой раскраивают так, что получают слои 16 и 15, второй - на слои 17 и 14, третий - на 18 и 13 и четвертый- на 19 и 12. После раскроя в той же последовательности их укладывают в ряд по два слоя, а затем на них -слои максимальной длины. Укладку формируемого пакета 26 производят на укладчике 25, затем пакет 26 перемещают конвейером 27 к разборщику 28 и слои по одному пропускают через клеенаносящий станок 29.
2/ 22
23
28
Аг.2
/2
13
П 15
x
W
17
16
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ склеивания шиповых соединений | 1973 |
|
SU446416A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тренажер для занятий боксом электромеханический | 2017 |
|
RU2698356C2 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
