Изобретение относится к химической промышленности и может быть использовано при изготовлении стеклошариков, как цельных, так и пустотелых, например: для фильтров различного назначения, светоотражающих устройств, для поверхностной обработки металлов, для изготовления теплоизоляционных химически стойких облегченных материалов и сферопластиков.
Известен способ получения стеклянных микрошариков (пат. ГДР № 236916, кл. С 03 В 19/10, 1986 г. - аналог), заключающийся в подаче стеклопорошка в дозирующее устройство и далее в печь для термического формования стеклянных микрошариков, их охлаждение и отделение от продуктов сгорания в сепараторе.
Недостатком способа является то, что подача стеклопорошка в дозирующее устройство ведется за счет собственного веса из строго ограниченного пространства между двумя цилиндрическими стенками, что не гарантирует непрерывность такой подачи, т.к. сцепление стеклянных микрочастиц друг с другом и со стенками цилиндров способно образовывать своды, при которых подача стеклопорошка прекращается. Немаловажным недостатком способа является применение кислорода, что резко снижает его экономическую составляющую.
Наиболее близким по технической сущности и достигаемому результату является способ получения стеклянных микрошариков (пат. РФ № 2081858, кл. С 03 В 19/10, 1993 г. - прототип), включающий измельчение исходного сырья, его двухступенчатую классификацию по размерным группам, подачу полученного стеклопорошка в печь формования, термическое формование микрошариков, их охлаждение и отделение от продуктов сгорания в сепараторе.
Недостатком способа является то, что применение двухступенчатой воздушной классификации в промышленных условиях обеспечивает только грубое (размытое) разделение стеклопорошка по размерным группам и частичное удаление стеклянной пыли (стеклочастиц менее 15 мкм), т.к. двухступенчатая и даже трех- или четырехступенчатая классификация стеклопорошка не устраняет причины, препятствующие отделению стеклочастиц друг от друга, которыми являются острые кромки стеклочастиц и шероховатость их поверхностей. Не устранив этих причин, четкого рассева стеклочастиц по размерным группам и полного удаления стеклянной пыли воздушной классификацией в промышленных условиях получить нельзя.
Техническим результатом изобретения является повышение процента выхода стеклошариков, снижение процесса недоформовки стеклошариков и, следовательно, повышение производительности и качества стеклошариков.
Технический результат достигается тем, что в способе изготовления стеклянных шариков, включающем измельчение исходного сырья, его классификацию по размерным группам, подачу полученных стеклошариков в печь, термическое формование стеклянных шариков, их охлаждение и отделение от продуктов сгорания, перед классификацией измельченное стеклосырье (стеклопорошок) подвергают предварительной термической обработке (оплавлению), которую осуществляют в газопламенном потоке при температуре 500-900°С.
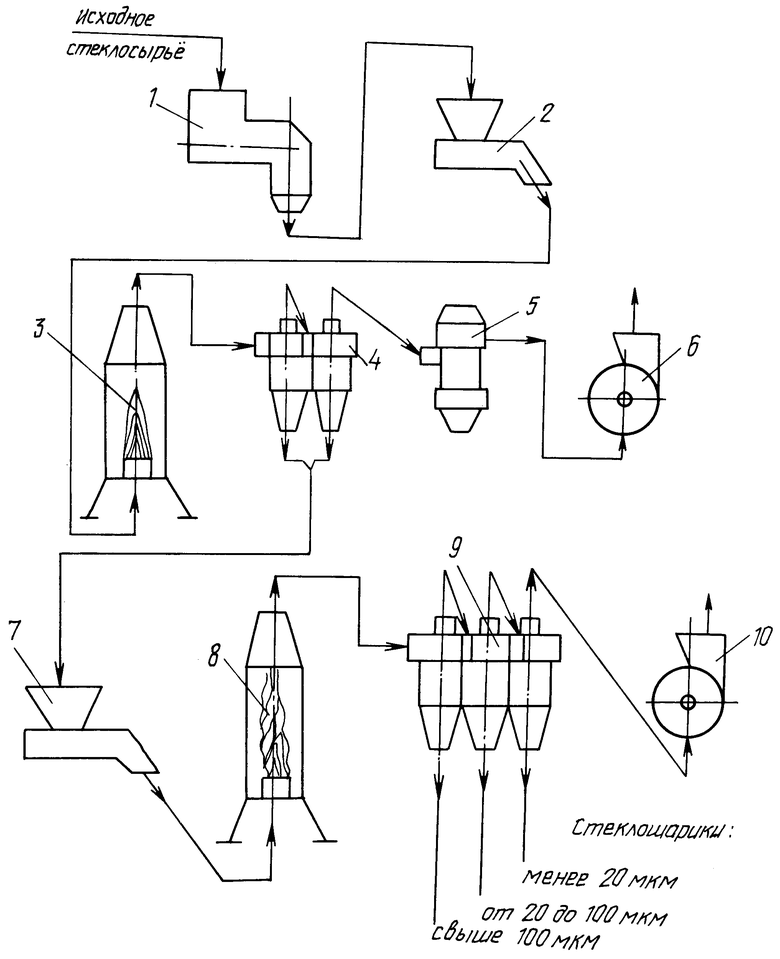
На чертеже изображена схема устройства для осуществления предлагаемого способа.
Предлагаемый способ осуществляют следующим образом.
Исходное для изготовления стеклошариков сырье подают в бункер измельчителя (мельница) 1, где его измельчают до максимального размера частиц равных ~200 мкм. Полученный стеклопорошок (помол) транспортируют в питатель 2, который дозирует и подает стеклопорошок в печь 3, где осуществляют термическую обработку (оплавление) стеклянного порошка в газопламенном потоке в интервале температур 500 - 900°С, в зависимости от химического состава стекла, при которой оплавляются острые кромки и сглаживается шероховатость частиц. После чего предварительно оплавленный стеклопорошок поступает в классификатор 4 для отделения оплавленных стеклянных частиц от продуктов сгорания, разделения стеклянных частиц по размерным группам и удаления стеклянной пыли. Далее термически обработанный и классифицированный стеклянный порошок (стеклопорошок) загружают в питатель 7, обеспечивающий подачу термически обработанного стеклопорошка в газовоздушную смесь горелки печи 8, где в огневом потоке при температуре ~1000-1400°С происходит превращение оплавленных стеклянных частиц в стеклошарики. Затем полученные стеклошарики поступают в классификатор 9, который обеспечивает отделение стеклошариков от продуктов сгорания и классификацию стеклошариков на необходимые группы по размерам, например:
Группа 1 - до 30 мкм
Группа 2 - 30-100 мкм
Группа 3 - от 100 мкм и более (при максимальном размере частиц стеклопорошка 200 мкм).
Предварительная термическая обработка (оплавление) стеклянного порошка перед его классификацией обеспечивает четкое разделение стеклопорошка по размерным группам и максимальное отделение стеклянной пыли (мельчайших частиц стекла величиной менее 15-20 мкм) от стеклочастиц величиной более 20 -200 мкм, что, в свою очередь, ускоряет процесс термического формования стеклошариков, увеличивает их процент выхода, а также сокращает недоформовку стеклошариков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ШАРИКОВ ИЛИ МИКРОСФЕР | 2005 |
|
RU2301202C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ МИКРОШАРИКОВ | 2007 |
|
RU2345959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ШАРИКОВ | 2002 |
|
RU2225850C2 |
| СПОСОБ ПРОИЗВОДСТВА МИКРОШАРИКОВ И МИКРОСФЕР | 2013 |
|
RU2527427C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРОИДИЗИРОВАННЫХ ПОЛИДИСПЕРСНЫХ ПОРОШКОВ | 2010 |
|
RU2434715C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛЯННЫХ МИКРОШАРИКОВ | 1993 |
|
RU2081858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОШАРИКОВ И МИКРОСФЕР | 2013 |
|
RU2527047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МИКРОСФЕР ИЗ ВСПУЧИВАЮЩЕГОСЯ ПОРОШКОВОГО МАТЕРИАЛА | 2017 |
|
RU2664990C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ МИКРОСФЕР И СТЕКЛЯННЫХ МИКРОШАРИКОВ | 2019 |
|
RU2708434C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ МИКРОШАРИКОВ | 2005 |
|
RU2278078C1 |
Изобретение относится химической промышленности и может быть использовано при изготовлении стеклошариков, как цельных, так и пустотелых, например: для фильтров различного назначения, светоотражающих устройств, для поверхностной обработки металлов, для изготовления теплоизоляционных химически стойких облегченных материалов и сферопластиков. Техническим результатом изобретения является повышение процента выхода стеклошариков, снижение процесса недоформовки стеклошариков и, следовательно, повышение производительности и качества стеклошариков. Способ изготовления стеклянных шариков включает измельчение исходного сырья, его классификацию по размерным группам, подачу полученных стеклошариков в печь, термическое формование стеклянных шариков, их охлаждение и отделение от продуктов сгорания. Перед классификацией измельченный стеклопорошок с размером частиц до 200 мкм подвергают предварительной термической обработке, которую осуществляют в газопламенном потоке печи при температуре 500-900°C. 1 ил.
Способ изготовления стеклянных шариков, включающий измельчение исходного сырья, его классификацию по размерным группам, подачу полученного стеклопорошка в печь, термическое формование стеклянных шариков, их охлаждение и отделение от продуктов сгорания, отличающийся тем, что для оплавления и сглаживания стеклопорошка перед классификацией измельченный стеклопорошок с размером частиц до 200 мкм подвергают предварительной термической обработке, которую осуществляют в газопламенном потоке печи при температуре 500-900°С.
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛЯННЫХ МИКРОШАРИКОВ | 1993 |
|
RU2081858C1 |
| SU 914513 A, 23.03.1982 | |||
| 0 |
|
SU353399A1 | |
| US 5611833 A, 18.03.1997 | |||
| DE 3822579 A, 19.01.1989. | |||
