Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к обтирочному листу одноразового использования, пригодному для удаления пыли и/или грязи с поверхности пола или стены.
Предшествующий уровень техники
В публикации патентной заявки Японии №1997-135798А описан обтирочный лист одноразового использования, имеющий термосвариваемую синтетическую полимерную подложку и множество термосвариваемых синтетических полимерных нитей, соединенных с подложкой и проходящих в первом направлении. Эти нити получены посредством роспуска или развертывания (фибриллирования) жгута непрерывных нитей и связаны с подложкой посредством множества линий сварки, проходящих в направлении, поперечном направлению прохождения нитей, и расположенных периодически в первом направлении. Жгут был фибриллирован, нити распространены по поверхности в поперечном направлении подложки и приварены вдоль проходящих в поперечном направлении противоположных боковых краевых областей к подложке в точках сварки. Для усиления этих боковых краевых областей базовые боковые краевые области подложки отогнуты назад и соединены соответственно вместе термосвариванием.
Для непрерывного производства хорошо известных обтирочных листов с заданной высокой скоростью нагретый блок или консоль устройства для ультразвуковой сварки, проходящая в поперечном направлении слоистой структуре, содержащей непрерывное полотно основы и фибриллированный жгут, мгновенно прикладывает давление к слоистой структуре для образования слоистой структуры с линиями сварки. Однако в случае обтирочного листа, соответствующего предшествующему уровню техники, фибриллированный жгут может быть распространен по поверхности чрезмерно или недостаточно или даже в виде меандра из заданного прямолинейного положения под давлением нагретого блока или консоли устройства для ультразвуковой сварки. Эти явления ухудшат качество обтирочного листа и/или уменьшат скорость его выхода.
Задачей настоящего изобретения является обеспечение предотвращения чрезмерного распространения жгута по поверхности в процессе получения хорошо известного обтирочного листа одноразового использования.
Краткое изложение сущности настоящего изобретения
В соответствии с настоящим изобретением обеспечивается способ получения обтирочного листа одноразового использования, содержащего термосвариваемый синтетический полимерный (подложку) основной лист и множество термосвариваемых синтетических полимерных длинных волокон, проходящих в первом направлении основного листа, причем волокна соединены с основным листом посредством множества линий сварки, проходящих поперечно первому направлению и расположенных периодично в указанном первом направлении.
Способ, соответствующий настоящему изобретению, предусматривает:
(a) подачу непрерывного (подложки) основного листа, предназначенного для образования указанного листа, и жгута непрерывных нитей, предназначенных для того, чтобы стать длинными волокнами в указанном первом направлении;
(b) фибриллирование (роспуск) жгута для распространения по поверхности в диапазоне более узком, чем ширина основного листа, и размещение его по поверхности основного листа, оставляя противоположные в поперечном направлении приграничные боковые краевые области основы обнаженными при подаче фибриллированного жгута;
(c) непрерывную подачу пары термосвариваемых синтетических полимерных узких листов, каждый из которых имеет форму ленты, вдоль приграничных боковых краевых областей основного листа для покрытия приграничных боковых краевых областей основного листа и противоположных в поперечном направлении боковых краевых областей фибриллированного жгута;
(d) образование множества линий сварки фибриллированного жгута и основного листа, проходящих в поперечном направлении первому направлению и расположенных периодично в первом направлении, и затем образование термосварных соединений узких листов, каждый из которых имеет форму ленты, с основным листом вдоль боковых краевых областей или непосредственно перед тем, как фибриллированный жгут соединен термосвариванием с основным листом.
В соответствии с одним предпочтительным вариантом осуществления настоящего изобретения линии сварки проходят в направлении, поперечном первому направлению, так, чтобы узкие листы, каждый из которых имеет форму ленты, могли быть соединены термосвариванием с указанным фибриллированным жгутом вдоль их в поперечном направлении противоположных боковых краевых областей.
Краткое описание чертежей
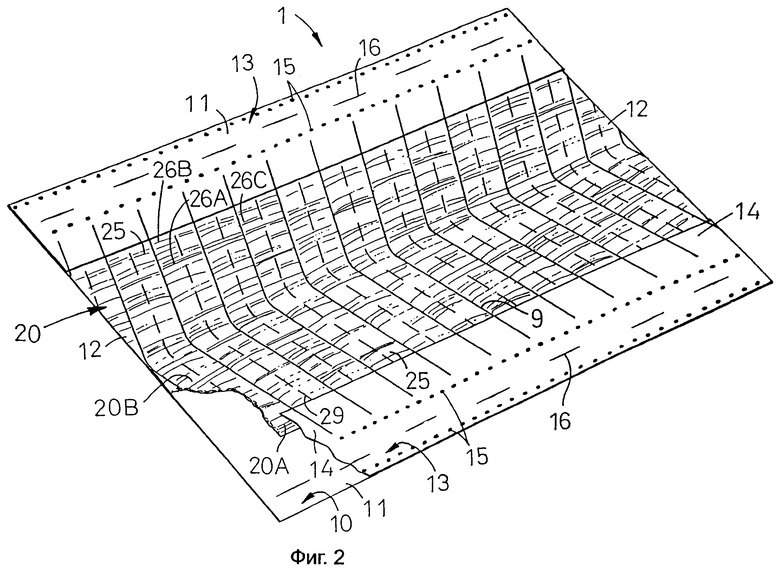
Фиг.1 - вид в перспективе, показывающий обтирочный лист, соответствующий настоящему изобретению, в процессе его практического использования.
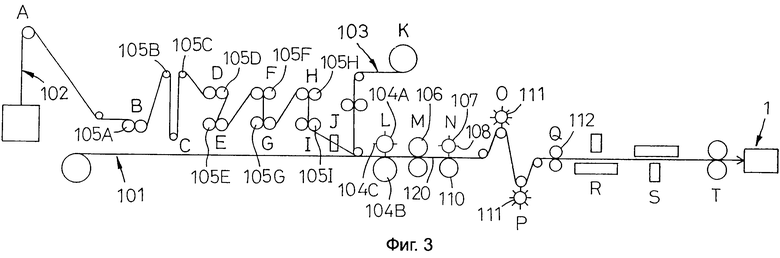
Фиг.2 - вид в перспективе, показывающий один обтирочный лист, отделенный от его держателя и представленный с частичным взрывом.
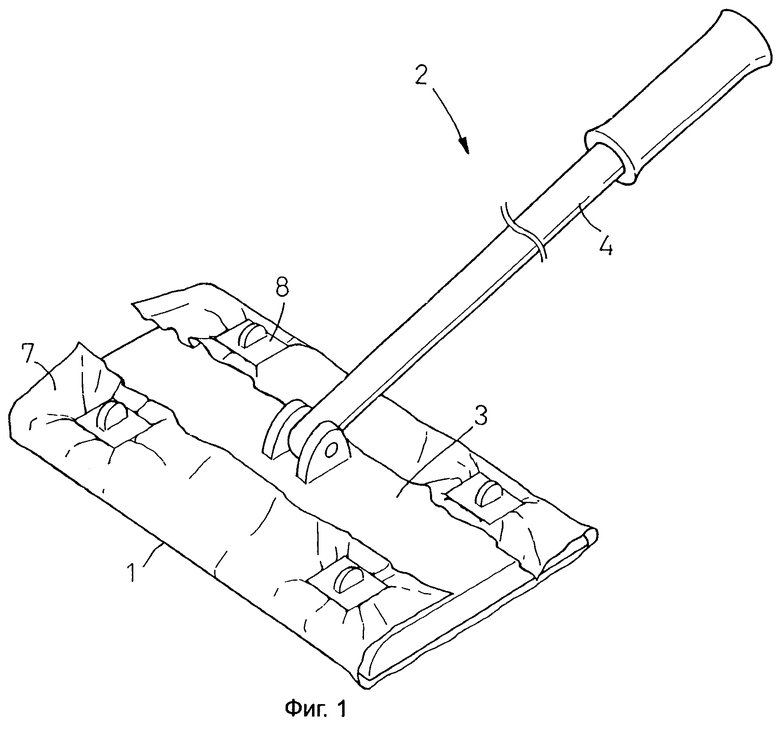
Фиг.3 - принципиальная технологическая схема, иллюстрирующая способ получения обтирочного листа.
Подробное описание предпочтительных вариантов осуществления настоящего изобретения
Детали обтирочного листа одноразового использования, соответствующего настоящему изобретению, станут наиболее очевидными из приведенного ниже описания, сделанного со ссылкой на сопроводительные чертежи.
На фиг.1 приведен вид в перспективе держателя 2 с присоединенным к нему обтирочным листом 1 одноразового использования. Держатель 2 содержит несущую пластину 3 и рычаг 4. Обтирочный лист 1, закрепленный против нижней поверхности несущей пластины 3, имеет противоположные длинные боковые краевые области 7, отогнутые назад на верхнюю поверхность несущей пластины 3 и прикрепленные к этой верхней поверхности посредством зажимов 8, смонтированных на несущей пластине 3. Пыль и/или грязь на поверхностях пола или стены может быть удалена посредством обтирочного листа 1, прикрепленного к держателю 2 с рычагом 4, удерживаемым в руках пользователя.
На фиг.2 показан вид в перспективе, с частичным взрывом, обтирочного листа 1, аналогичного обтирочному листу 1, показанному на фиг.1. Обтирочный лист 1, иллюстрируемый на этой чертеже, отделен от несущей пластины 3 и уложен обращенной его вытирающей (грязесъемной) поверхностью вверх. Обтирочный лист 1 содержит подложку (основной лист) 10, полученную из термосвариваемой синтетической полимерной пленки или нетканого материала, и вытирающий слой 20, образованный из множества термосвариваемых длинных волокон или нитей 25, соединенных с верхней поверхностью слоя подложки 10 посредством сварки.
Подложка (основной лист) 10 имеет прямоугольную форму, ограниченную парой противоположных длинных боковых краевых областей 11, проходящих параллельно друг другу, и парой противоположных коротких боковых краевых областей 12, также проходящих параллельно друг другу. Лентообразные армирующие листы 13, полученные из синтетической полимерной пленки, соединены термосваркой с противоположными боковыми краевыми областями 11 во множестве точек 15 для того, чтобы улучшить прочность на разрыв этих боковых краевых областей 11. Как следует из фиг.2, пара противоположных боковых краевых областей 20А вытирающего слоя 20 покрыта внутренними краевыми областями 14 соответствующих лентообразных армирующих листов 13. Боковые краевые области 11 подложки 10 образованы с множеством прорезей 16, проходящих сквозь эти боковые краевые области 11, а также соответствующие лентообразные армирующие листы 13. Эти прорези 16 облегчают крепление обтирочного листа 1 к держателю 2 посредством зажимов 8.
Вытирающий слой 20 содержит множество длинных волокон 25, то есть непрерывных нитей, проходящих по существу параллельно боковым краевым областям 11 подложки 10. Эти длинные волокна 25 соединены термосваркой с подложкой 10 вдоль множества линий 9 сварки, периодично расположенных для прохождения между парой противоположных боковых краевых областей 11 по существу параллельно друг другу в направлении противоположных коротких боковых краевых областей 12 подложки 10. Соответствующие длинные волокна 25 частично ограничивают относительно длинные похожие на перемычки части 26А, соединяющие каждую пару смежных линий 9 сварки, и относительно короткие ворсистые части 26В, образованные путем разделения остальных длинных волокон 25 вдоль линейных прорезей 29 между каждой парой смежных линий 9 сварки. Ворсистые части 26В имеют их соответствующие одни концы соединенными с подложкой 10 посредством линий 9 сварки и их соответствующие другие концы свободно перемещаемыми в промежутки или зазоры, возможно, имеющиеся на поверхности пола или стены, для захвата пыли и/или грязи, возможно, имеющейся там.
Линии 9 сварки образованы путем нагрева подложки 10 вместе с совокупностью длинных волокон 25 под давлением, прикладываемым к ним так, чтобы они были прижаты друг к другу в направлении толщины. Совокупность длинных волокон 25 является объемной, и конечный обтирочный лист 1 образован с множеством впадин 26С в окрестности линий 9 сварки, в высокой степени сжатых в результате нагрева под давлением. Участки длинных волокон 25, непрерывно проходящих между каждой парой смежных линий 9 сварки, образуют выпуклые похожие на перемычки части 26А, образующие дуги, которые являются выпуклыми вверх относительно подложки 10. Участки длинных волокон 25, проходящие между каждой парой смежных линий 9 сварки, частично разделены пополам соответственно для образования ворсистых частей 26В.
На фиг.3 представлена принципиальная технологическая схема, иллюстрирующая способ получения обтирочного листа. На приведенной схеме слева направо непрерывно подают непрерывную подложку 101, предназначенную для того, чтобы стать подложками 10, и жгут 102 непрерывных нитей, предназначенных для того, чтобы стать длинными волокнами 25. Жгут 102 является пучком извитых бикомпонентных волокон. Жгут 102 вводят на этапе А и затем последовательно подают на следующие этапы.
Этапы B-D: Скорости вращения соответствующих валков 105A-105D постепенно уменьшают для натяжения жгута 102 и в соответствии с этим для фибриллирования жгута 102. Натяжение жгута 102 регулируют посредством валков 105В-105С.
Этапы E-J: Скорости вращения соответствующих валков 105Е-105I постепенно уменьшают для восстановления обжатия жгута 102 для регулировки всей ширины фибриллированного жгута 102 до заданной ширины, которая меньше ширины подложки 101.
Этап К: После того как фибриллированный жгут 102 распространен по поверхности средней в поперечном направлении зоны подложки 101, пару лентообразных листов, каждый из которых имеет форму непрерывного лентообразного листа 103, подают так, чтобы противоположные в поперечном направлении боковые краевые области подложки 101 и противоположные в поперечном направлении боковые краевые области фибриллированного жгута 102, имеющего свою ширину, отрегулированную до заданной ширины, могли быть покрыты лентообразными листами 103 соответственно.
Этап L: Подложку 101, фибриллированный жгут 102 и лентообразные листы 103 подвергают локальному совместному обжатию при нагреве между нижним валком 104В и верхним валком 104А, предусмотренным с нагретыми лезвиями 104С для образования линий 9 сварки, проходящих в поперечном направлении подложки 101 и расположенных периодично в направлении движения установки, вдоль которых эти компоненты 101, 102, 103 термосвариваются вместе.
Этап М: Пару валков 106 для горячего тиснения используют для термосварки лентообразных листов 103 с подложкой 101 и в соответствии с этим для получения слоистой структуры 120, состоящей из подложки 101, фибриллированного жгута 102 и лентообразных листов 103.
Этап N: Режущие пластины 108 верхнего валка 107 последовательно прижимают к нижнему валку 116 для локального разделения слоистой структуры 120 между этими валками 107, 110 и в соответствии с этим для образования разделительных зон 29 обтирочного листа 1.
Этапы О-Р: Фибриллированный и разделенный жгут 102 делают ворсистым посредством роторной щетки 111. При необходимости на этапе Р подвергается обработке роторной щеткой 111 также нижняя поверхность подложки 101. Должно быть очевидным, что для обеспечения ворсистости разделенного жгута 102 вместо или вместе с роторной щеткой 111 может быть использован воздушный поток, подаваемый из воздуходувки.
Этап Q: Приграничные края подложки 101 и/или лентообразных листов 103 отрезают с помощью устройства 112 для продольной резки в виде пары валков и в соответствии с этим регулируют ширину слоистой структуры 120 до ширины обтирочного листа 1. В то же самое время в противоположных в поперечном направлении боковых краевых областях подложки 101 образуют прорези 16 обтирочного листа 1.
Этапы R-S: На нижнюю поверхность фибриллированного жгута 102 и, если необходимо, на нижнюю поверхность подложки наносят поверхностно-активное вещество для обеспечения захвата пыли и/или грязи.
Этап Т: Слоистую структуру 120 разрезают на соответствующие отрезки для получения отдельных обтирочных листов 1.
В процессе осуществления этапов А-Т можно также выполнять этапы L и М в обратном порядке для того, чтобы подложка 101 и фибриллированный жгут 102 могли быть образованы с линиями 9 сварки после того, как лентообразные листы 103 соединены термосваркой с подложкой 101.
В общем, что касается обычного процесса получения обтирочного листа, то объемный извитый жгут 102 может быть чрезмерно распространен по поверхности посредством нагреваемого лезвия 104С в поперечном направлении подложки 101, когда нагретое лезвие 104С, проходящее в поперечном направлении подложки 101, прикладывает давление к фибриллированному жгуту 102 для получения термосварных соединений фибриллированного жгута 102 с подложкой 101. Следовательно, много обтирочных листов 1, полученных таким способом, могут иметь противоположные в поперечном направлении боковые края фибриллированного жгута 102 не однородные для установки в определенном положении. Это снизит ценность обтирочного листа как коммерческого изделия и, кроме того, усложнит крепление обтирочного листа 1 к держателю 2. В соответствии со способом, соответствующим настоящему изобретению, фибриллированный жгут 102 соединяют с подложкой 101 термосваркой после того, как соответствующие боковые краевые области подложки 101 и фибриллированного жгута 102 были покрыты лентообразными листами 103. В этом случае, даже если фибриллированный жгут 102 имеет свои противоположные в поперечном направлении боковые края не однородные для установки в определенном положении для отдельных обтирочных листов 1, то это не так ощутимо для уменьшения ценности обтирочного листа 1 как коммерческого изделия.
Если в процессе осуществления этапов А-Т этапы L и М предусмотрены в обратном порядке, чтобы фибриллированный жгут 102 был соединен с подложкой 101 термосваркой после того, как внешние боковые краевые области лентообразных листов 103 были соединены с подложкой 101 термосваркой и указанные боковые краевые области покрыты внутренними боковыми краевыми областями лентообразных листов 103, фибриллированный жгут 102, склонный к чрезмерному распространению по поверхности, удерживается между лентообразными листами 103 и подложкой 101. В этом случае предотвращается дополнительное распространение фибриллированного жгута 102 по поверхности подложки в поперечном направлении за области, подлежащие соединению термосваркой с подложкой 101, и просто контролируется ширина фибриллированного жгута 102.
Подложка 101, жгут 102 и лентообразные листы 103, используемые в вышеописываемом процессе, соответствуют подложке 10, длинным волокнам 25 и армирующим листам 13 в конечном обтирочном листе 1.
Способ получения обтирочного листа, соответствующий настоящему изобретению, отличается тем, что соответствующие боковые краевые области подложки и пучка длинных волокон покрыты лентообразными листами после или немедленно перед тем, как подложка соединена сваркой с пучком длинных волокон, уложенным на подложку. Такой уникальный порядок выполнения этапов эффективен для предотвращения неоднородности для установки в определенном положении, имеющей место на боковых краях пучка длинных волокон относительно боковых краев подложки, которая может быть очевидна для глаз пользователя. В частности, если длинные волокна соединены термосваркой с подложкой после того, как лентообразные листы были соединены термосваркой с подложкой вдоль боковых краевых областей указанной подложки, предотвращается распространение пучка длинных волокон за области, в которых лентообразные листы были соединены с подложкой термосваркой.
Способ может быть использован для получения обтирочного листа одноразового использования, пригодного для удаления пыли и/или грязи с поверхности пола или стены и содержащего термосвариваемый синтетический полимерный основной лист и множество термосвариваемых синтетических полимерных длинных волокон, проходящих в первом направлении основного листа и соединенных с ним посредством множества линий сварки, проходящих поперечно первому направлению и расположенных периодично в первом направлении. Способ позволяет повысить качество обтирочного листа за счет предотвращения распространения пучка длинных волокон за области основного листа, в которых с ним соединены лентообразные листы. Способ предусматривает подачу непрерывного основного листа и жгута непрерывных нитей, предназначенных для длинных волокон в первом направлении, фибриллирование жгута для распространения по поверхности в диапазоне более узком, чем ширина основного листа, и размещение его по поверхности основного листа. Противоположные в поперечном направлении приграничные боковые краевые области основного листа остаются обнаженными при подаче фибриллированного жгута. Согласно способу непрерывно подают пару термосвариваемых синтетических полимерных узких листов, каждый из которых имеет форму ленты, вдоль приграничных боковых краевых областей основного листа для их покрытия и покрытия противоположных в поперечном направлении боковых краевых областей фибриллированного жгута, и образуют множество линий сварки фибриллированного жгута и основного листа, проходящих в поперечном направлении первому направлению и расположенных периодично в первом направлении. Затем осуществляют образование термосварных соединений узких листов, каждый из которых имеет форму ленты, с основным листом вдоль боковых краевых областей или непосредственно перед тем, как фибриллированный жгут соединен термосвариванием с основным листом. 1 з.п. ф-лы, 3 ил.
| ЕР 0777997 А2, 11.06.1997 | |||
| Состав для покрытия | 1978 |
|
SU774229A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Устройство для мойки поверхностей | 1980 |
|
SU884692A1 |

