ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ НАСТОЯЩЕЕ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к обтирочному листу одноразового использования, пригодному для удаления пыли и/или грязи с поверхности пола или стены.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В публикации патентной заявки Японии №1997-135798А описан обтирочный лист одноразового использования, содержащий термосвариваемую подложку (основной лист) и множество термосвариваемых нитей, связанных с подложкой и проходящих в одном направлении. В этом обтирочном листе, соответствующем предшествующему уровню техники, указанные нити присоединены термосвариванием к подложке посредством множества линий сварки, проходящих в поперечном направлении прохождению нитей и расположенных периодически в осевом направлении нитей. Между каждой парой смежных линий сварки множество нитей образует дуги, которые являются выпуклыми вверх от термосвариваемой подложки, так что пыль и/или грязь захватываются и удерживаются в промежутках или зазорах, ограниченных подложкой и дугообразными нитями.
В публикации патентной заявки Японии №1997-149873А описан обтирочный лист, содержащий термосвариваемую подложку и щеткоподобный слой, предусмотренный на одной поверхности термосвариваемой подложки. Щеткоподобный слой получали посредством фибриллирования (роспуска или развертывания) жгута волокна, который являлся пучком термосвариваемых нитей, и затем подрезанием их до соответствующей длины. В таком обтирочном листе, имеющем такой щеткоподобный слой, нити, подрезанные до соответствующей длины, функционировали подобно щеточной щетине, обеспечивая возможность эффективного удаления пыли и/или грязи. Нити, подрезанные до соответствующей длины, предпочтительно входят в узкие промежутки или зазоры, которые часто имеются в поверхности пола или стены, и благодаря этому захватывают пыль и/грязь, оставшуюся в этих промежутках или зазорах.
Обтирочный лист, описанный в публикации патентной заявки Японии №1997-135798А, безусловно, имеет преимущество в том отношении, что пыль и/или грязь может быть захвачена между термосвариваемой подложкой и нитями, образующими дуги над подложкой, и затем надежно удерживаться от выпадения из обтирочного листа. Однако нити не могут просто входить в узкие промежутки или зазоры и захватывать пыль и/или грязь, имеющуюся там.
Обтирочный лист, описанный в публикации патентной заявки Японии №1997-149873 А, безусловно, удобен в том отношении, что нити могут плавно входить в узкие промежутки или зазоры и захватывать пыль и/или грязь, имеющиеся там. Однако отсутствует конструктивный элемент, приспособленный для надежного удержания захваченной пыли и/или грязи. Хотя для преодоления этой проблемы требуется пропитка нитей каким-либо пригодным поверхностно-активным веществом, это неизбежно увеличит стоимость производства обтирочного листа.
Из приведенного выше описания обтирочных листов, соответствующих предшествующему уровню техники, следует, что они имеют как достоинства, так и недостатки. Основной задачей настоящего изобретения является получение обтирочного листа одноразового использования и способа его изготовления, дающего возможность эффективно использовать достоинства обтирочных листов, соответствующих предшествующему уровню техники, но исключить их недостатки.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения обеспечивается получение обтирочного листа одноразового использования, содержащего термосвариваемый основной лист и множество термосвариваемых длинных волокон, соединенных термосвариванием с указанным основным листом и проходящих в первом направлении.
Новизна такого обтирочного листа одноразового использования заключается в том, что длинные волокна соединены с основным листом посредством множества линий сварки, расположенных периодично и проходящих в направлении, пересекающем первое направление, похожие на перемычки части, причем каждая образована группой указанных длинных волокон, проходящих между каждой парой смежных линий сварки, расположенных периодично в направлении, пересекающем первое направление; а другая группа длинных волокон, расположенная между каждой парой похожих на перемычки частей, смежных друг другу в направлении, пересекающем первое направление, и проходящая между парой смежных линий сварки, имеет соответствующие участки, разделенными на две секции, из которых, по меньшей мере, одна может образовать ворсистую часть на основном листе, с ближними концами, ограниченными соответствующей одной из линий сварки.
Настоящее изобретение, относящееся к обтирочному листу, включает в себя следующие предпочтительные варианты осуществления.
Термосвариваемый основной лист образован нетканым материалом из термопластичного синтетического волокна или пленкой из термопластичного синтетического полимера.
Термосвариваемые длинные волокна выполнены из извитых бикомпонентных волокон.
В термосвариваемом основном листе образованы зоны, в которых группы длинных волокон имеют соответствующие участки, разделенные на две секции прорезями, расположенными периодично в направлении, пересекающем первое направление, а указанный термосвариваемый основной лист оплавлен и отвержден вдоль периферийных краев этих прорезей.
Термопластичное синтетическое волокно (волокна) нетканого материала оплавлено и отверждено вдоль периферийных краев прорезей и благодаря этому соединено между собой.
В соответствии с другим аспектом настоящего изобретения обеспечивается способ получения обтирочного листа одноразового использования, содержащего термосвариваемый основной лист и множество термосвариваемых длинных волокон, соединенных термосвариванием с основным листом и проходящих в первом направлении.
Указанный способ, соответствующий настоящему изобретению, предусматривает соединение длинных волокон с основным листом посредством множества линий сварки, проходящих в направлении, пересекающем первое направление и расположенных периодично в первом направлении; и приложение давления режущего инструмента к совокупности длинных волокон и термосвариваемому основному листу так, чтобы множество групп длинных волокон, проходящих между каждой парой смежных линий сварки, имело соответствующие участки разделенными на две секции при одновременном образовании в термосвариваемом основном листе прорезей, вследствие чего термосвариваемый основной лист оплавляется и отверждается вдоль периферийных краев прорезей.
В соответствии с одним предпочтительным вариантом осуществления настоящее изобретение предусматривает: соединение длинных волокон с верхней и нижней поверхностями термосвариваемого основного листа; и приложение давления режущего инструмента к совокупности длинных волокон и термосвариваемому основному листу так, чтобы множество длинных волокон, расположенных на обеих поверхностях термосвариваемого основного листа, разделялось, вследствие чего термосвариваемый основной лист сразу же оплавляется и отверждается вдоль периферийных краев прорезей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - вид в перспективе, показывающий обтирочный лист, соответствующий настоящему изобретению, в процессе его практического применения.
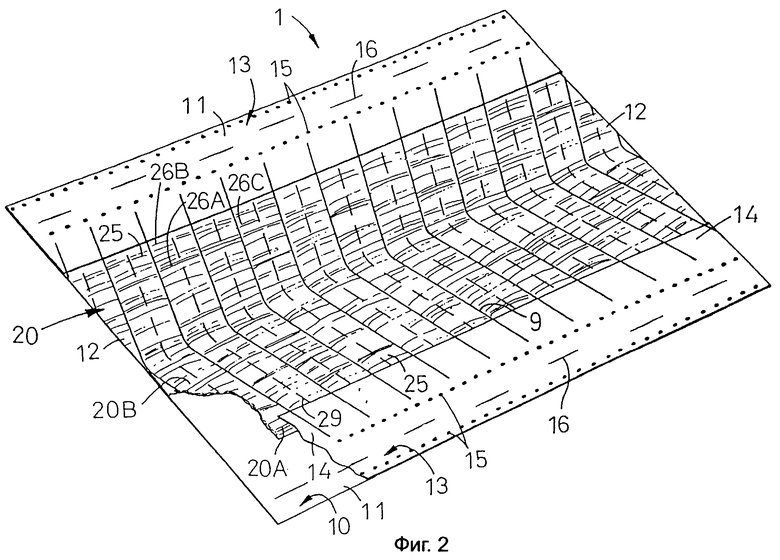
Фиг.2 - вид в перспективе, показывающий один обтирочный лист, соответствующий настоящему изобретению.
Фиг.3 - вид в перспективе, показывающий важную часть обтирочного листа.
Фиг.4 - разрез, выполненный по линии IV-IV фиг.3.
Фиг.5 - разрез, выполненный по линии V-V фиг.3.
Фиг.6 - разрез, аналогичный разрезу фиг.5, показывающий другой вариант осуществления настоящего изобретения.
Фиг.7 - вид сзади, соответствующий фиг.6.
Фиг.8 - фрагмент схемы технологического процесса изготовления обтирочного листа.
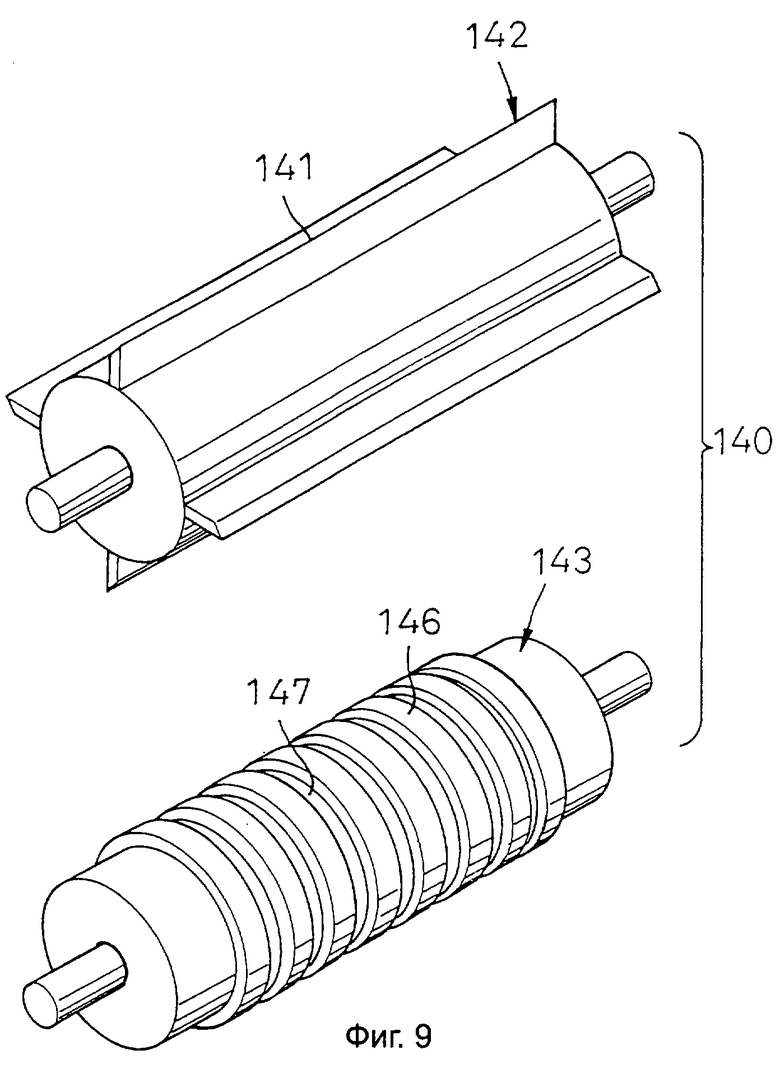
Фиг.9 - вид в перспективе, показывающий режущий инструмент.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Детали обтирочного листа одноразового использования, соответствующего настоящему изобретению, станут наиболее очевидными из приведенного ниже описания, сделанного со ссылкой на сопроводительные чертежи.
На фиг.1 показан вид в перспективе держателя 2 с присоединенным к нему обтирочным листом 1 одноразового использования, соответствующим настоящему изобретению. Держатель 2 содержит несущую пластину 3 и рычаг 4. Обтирочный лист 1, закрепленный напротив нижней поверхности несущей пластины 3, имеет противоположные длинные боковые краевые области 7, отогнутые назад на верхнюю поверхность несущей пластины 3 и прикрепленные к этой верхней поверхности посредством зажимов 8, смонтированных на несущей пластине 3. Пыль и/или грязь на поверхности пола или стены может быть удалена посредством обтирочного листа 1, прикрепленного к держателю 2 с рычагом 4, удерживаемым в руках пользователя.
На Фиг.2 показан вид в перспективе с частичным вырезом обтирочного листа 1, аналогичного обтирочному листу 1, показанному фиг.1. Обтирочный лист 1, иллюстрируемый на этом чертеже, отделен от несущей пластины 3 и уложен обращенным его вытирающей поверхностью вверх. Обтирочный лист 1 имеет подложку (основной лист) 10, выполненную из термосвариваемой синтетической полимерной пленки или нетканого материала, и вытирающий слой 20, образованный из множества термосвариваемых длинных волокон или нитей 25, соединенных с верхней поверхностью подложки 10.
Подложка (основной лист) 10 имеет прямоугольную форму, ограниченную парой противоположных длинных боковых краевых областей 11, проходящих параллельно друг другу, и парой противоположных коротких боковых краевых областей 12, также проходящих параллельно друг другу. Полоски армирующих листов 13, полученных из синтетической полимерной пленки, соединены термосвариваемой пленкой с противоположными боковыми краевыми областями 11 во множестве точек 15 для того, чтобы улучшить прочность на разрыв этих боковых краевых областей 11. Как следует из фиг.2, пара противоположных боковых краевых областей вытирающего слоя 20 покрыта внутренними краевыми областями 14 соответствующих армирующих листов 13. Боковые краевые области 11 подложки 10 образованы с множеством прорезей 16, проходящих сквозь эти боковые краевые области 11, а также соответствующие армирующие листы 13. Эти прорези 16 облегчают крепление обтирочного листа 1 к держателю 2 посредством зажимов 8.
Вытирающий слой 20 содержит множество длинных волокон 25, то есть непрерывных нитей, проходящих по существу параллельно боковым краевым областям 11 подложки 10. Эти длинные волокна 25 соединены термосвариванием с подложкой 10 вдоль множества линий 9 сварки, периодично расположенных для прохождения между парой противоположных боковых краевых областей 11 по существу параллельно друг другу в направлении противоположных коротких боковых краевых областей 12 подложки 10. Соответствующие длинные волокна 25 частично ограничивают относительно длинные похожие на перемычки части 26А, соединяющие каждую пару смежных линий 9 сварки, и относительно короткие ворсистые части 26В, образованные путем разделения остальных длинных волокон 25 между каждой парой смежных линий 9 сварки. Такой вытирающий слой 20 может быть получен с помощью способа, предусматривающего следующие этапы. Во-первых, фибриллируют жгут волокна, который является пучком длинных волокон 25, чтобы получить заданную ширину. Эти длинные волокна 25 подают на полотно термосвариваемой подложки, подачу которой осуществляют непрерывно. Затем периодично относительно направления, в котором подают полотно термосвариваемой подложки, образуют линии 9 сварки, проходящие через полотно термосвариваемой подложки. Между каждой парой смежных линий 9 сварки периодично разделяют длинные волокна 25 в направлении, поперечном направлению подачи длинных волокон 25.
Линии 9 сварки образуют путем нагрева подложки 10 вместе с совокупностью длинных волокон 25 под давлением, которое прикладывают к ним так, чтобы они прижимались друг к другу в направлении толщины. Совокупность длинных волокон 25 является объемной и конечный обтирочный лист 1 образуется с множеством впадин 26С в окрестности линий 9 сварки, сжатых при высокой плотности в результате нагрева и давления. Участки длинных волокон 25, непрерывно проходящих между каждой парой смежных линий 9 сварки, образуют выпуклые похожие на перемычки части 26А, образующие дуги, которые являются выпуклыми вверх от подложки 10. Участки длинных волокон 25, проходящих между каждой парой смежных линий 9 сварки, частично разделяют пополам соответственно для образования ворсистых частей 26В.
Термосвариваемая подложка, то есть подложка 10, соединенная с вытирающим слоем 20 так, как это было описано выше, может быть предусмотрена вдоль противоположных длинных боковых краевых областей с армирующими листами 13, соединенными с ними, и затем разрезана на заданные длины для получения отдельных обтирочных листов 1. Для гарантии того, что обтирочный лист 1 может быть просто прижат к несущей пластине 3 (смотри фиг.1), а длинные волокна 25 могут быть использованы экономно, вытирающий слой 20 может быть ограничен расстоянием предпочтительно 10-100 мм, а более предпочтительно 20-60 мм внутри наружных краев длинных боковых краевых областей 11 подложки 10. Противоположные короткие боковые области вытирающего слоя 20 могут быть по существу совмещены и соединены сваркой с противоположными короткими боковыми краевыми областями 12 подложки 10 соответственно для увеличения прочности на разрыв подложки 10 вдоль ее противоположных коротких боковых краевых областей 12.
На фиг.3 представлен увеличенный фрагмент вида в перспективе, показывающий важную часть обтирочного листа 1. Участки длинных волокон 25, проходящих между каждой парой смежных линий 9 сварки, разрезаны пополам соответственно вдоль разделительных зон 29, проходящих периодично между противоположными длинными боковыми краевыми областями 11 подложки 10 для образования коротких волокон 25А и 25В. Длинные волокна 25, лежащие между каждой парой смежных разделительных зон 29, не разделены и образуют похожие на перемычки части 26А, полностью проходящие между каждой парой смежных линий 9 сварки.
На фиг.4 приведен разрез, выполненный по линии IV-IV фиг.3. Между каждой парой смежных линий 9, 9 сварки множество длинных волокон 25 образует похожие на перемычки части 26А, образующие дуги, которые являются выпуклыми вверх от подложки 10. Между каждой парой похожих на перемычки частей 26А, 26А вдоль линий 9 сварки образованы впадины 26С. В процессе работы по удалению пыли и/или грязи с поверхности пола или стены посредством обтирочного листа 1 вся пыль и/или грязь, захваченная между подложкой 10 и совокупностью длинных волокон 25, может надежно удерживаться на обтирочном листе 1. Невероятно, чтобы пыль и/или грязь, спутанная с длинными волокнами, выпадала из обтирочного листа 1.
На фиг.5 представлен разрез, выполненный по линии V-V фиг.3. Короткие волокна 25А, 25В имеют их соответствующие одни концы закрепленными на подложке 10 на соответствующих линиях 9 сварки и их соответствующие свободные концы приспособленными для вхождения в различные зазоры, возможно, имеющиеся на поверхности пола или стены, и благодаря этому для захвата пыли и/или грязи, имеющейся в этих зазорах, при обтирании поверхности пола или стены обтирочным листом 1. Множество этих коротких волокон 25А, 25В вместе образуют ворсистые части 26В.
На фиг.6 приведен разрез, аналогичный разрезу, показанному на фиг.5, иллюстрирующему другой вариант осуществления настоящего изобретения, а на фиг.7 показан вид сзади, соответствующий фиг.6. В подложке 10 обтирочного листа 1, соответствующего настоящему изобретению, образованы зоны, проходящие вдоль, и по существу соответствующие разделительным зонам 29 длинных волокон 25 с прорезями 31. Эти прорези 31 образованы посредством последовательного приложения давления режущими пластинами 141 режущего инструмента 140 (смотри фиг.8 и 9) к множеству длинных волокон 25 сверху вниз, как показано на фиг.6, для прорезания длинных волокон 25 вместе с подложкой 10. При необходимости для облегчения разделения длинных волокон 25 режущие пластины 141 могут быть нагреты до соответствующей температуры. В окрестности периферийных краев 32 этих прорезей 31 подложку 10 нагревают до температуры размягчения в течение очень короткого периода времени в результате трения с краями соответствующих режущих пластин 141 и/или под воздействием тепла (нагретых) режущих пластин 141. Непосредственно после этого короткого периода волокна подложки 10 образуют термосварные соединения с длинными волокнами 25 в окрестности соответствующих прорезей 31, поскольку подложка 10 выполнена из нетканого материала, как очевидно из фиг.7. При наличии таких прорезей 31 подложка 10 хорошо выдерживает воздействие сил, прикладываемых к ней, стремящихся ее разорвать. Кроме того, если подложка 10 выполнена из синтетической полимерной пленки, моноаксиально растянутой в направлении, параллельном длинным волокнам 25, то пленка может оплавляться и затвердевать вдоль периферийных краев 32, как в случае, иллюстрируемом на фиг.7, подавляя способность к растяжению пленки вдоль периферийных краев 32 этих прорезей 31. Следовательно, невероятным является то, что пленка разорвется. Может случиться, что концы длинных волокон 25, разделяемых режущим инструментом, соединятся термосвариванием с подложкой 10 и смежными длинными волокнами 25 в результате трения с режущими пластинами 141 и/или от тепла режущих пластин 141. Эти длинные волокна 25, соединенные термосвариванием с подложкой 10 и смежными длинными волокнами 25, могут быть отделены от них посредством расчесывания щетиной щетки.
На фиг.8 приведен вид в перспективе, иллюстрирующий этап разделения длинных волокон 25 в процессе изготовления обтирочного листа 1, а на фиг.9 - вид в перспективе, показывающий режущий инструмент 140, применяемый на этом этапе. В процессе выполнения этого этапа полотно композиционного листа 105 непрерывно подают слева, как показано на фиг.8. Полотно композиционного листа 105 содержит непрерывное полотно термосвариваемой подложки 110 в качестве исходного материала для подложки 10 и совокупности длинных волокон 25, периодично присоединенные термосвариванием к верхней и нижней поверхностям полотна термосвариваемой подложки 110 вдоль соответствующих линий 9 сварки. В композиционном листе 105 участки длинных волокон 25, проходящие между каждой парой смежных линий 9, 9 сварки, разделяют режущим инструментом 140 периодично через композиционный лист 105. Режущий инструмент 140 содержит верхний валок 142, предусмотренный с режущими пластинами 141, и нижний валок 143, в направлении к которому прикладывают давление к режущим пластинам 141, так что эти верхний и нижний валки 142, 143 соответственно обжимают композиционный лист 105 и благодаря этому одновременно разделяют длинные волокна 25, лежащие на верхней и нижней поверхностях термосвариваемой подложки 110. В этом случае образуются разделительные зоны 29 (смотри фиг.2 и фиг.3) и прорези 31 (смотри фиг.6 и фиг.7) термосвариваемой подложки 110.
Верхний валок 142 режущего инструмента проходит в осевом направлении и содержит множество режущих пластин 141, расположенных с одинаковыми интервалами по периферии валка 142, и при необходимости эти режущие пластины 141 могут быть нагреты до соответствующей температуры. Нижний валок 143 содержит множество гребней 146 и впадин 147, расположенных поочередно в его осевом направлении. Соответствующие режущие пластины 141 верхнего валка 142 прикладывают давление к соответствующим гребням 146 нижнего валка 143 для разрезания группы длинных волокон 25 по ширине каждого гребня 146, образуя благодаря этому короткие волокна 25А, 25В обтирочного листа 1 и в то же самое время делая прорези 31 в термосвариваемой подложке 110. Режущие пластины 141 не действуют на длинные волокна 25 вдоль соответствующих впадин 147 нижнего валка 143, оставляя участки длинных волокон 25 неизмененными. В процессе резания композиционного листа 105 режущими пластинами 141 теплота трения, выделяемая в течение резания, и, кроме того, теплота режущих пластин, если их нагревают, приводят к плавлению и затем затвердеванию термосвариваемой подложки 110 вдоль периферийных краев соответствующих прорезей 31. В этом случае получают состояние, иллюстрируемое на фиг.6 и 7. Свободные концы коротких волокон 25А, 25В, образованные благодаря разделению длинных волокон 25, также могут соединиться термосвариванием друг с другом или с термосвариваемой подложкой 110. Для решения этой проблемы свободные концы коротких волокон 25А, 25В, соединенные термосвариванием друг с другом или с термосвариваемой подложкой 110, отделяют друг от друга или от термосвариваемой подложки 110 путем воздействия на композиционный лист 105 роторной щеткой 151 после того, как режущий инструмент 140 оставил композиционный лист, и образуют благодаря этому ворсистые части 26В обтирочного листа 1. После этого композиционный лист 105 может быть разрезан на заданные длины для получения отдельных обтирочных листов 1.
Вышеописанный способ обеспечивает возможность простого получения обтирочного листа 1, имеющего вытирающие слои 20 на обеих поверхностях подложки 10. Невероятно, чтобы обтирочный лист 1, полученный в соответствии с этим способом, просто разрывался, хотя подложка 10 и образована с прорезями 31.
В этом обтирочном листе 1 подложка 10 может быть получена из таких исходных материалов, как нетканый материал из термопластичного синтетического волокна, имеющего основную массу 10-200 г/м2, или термопластичная синтетическая полимерная пленка, имеющая толщину 0,01-0,1 мм.
Предпочтительно, чтобы в качестве длинных волокон 25 могли быть использованы извитые волокна, а более предпочтительно - извитые бикомпонентные волокна для получения по существу объемного вытирающего слоя 20 для простоты захвата и удержания пыли и/или грязи. Его функцию захвата пыли и/или грязи дополнительно улучшают пропиткой длинных волокон 25 соответствующим поверхностно-активным веществом. Эти длинные волокна 25 могут быть получены фибриллированием жгута, содержащего 10000-50000 отдельных нитей, причем каждая имеет толщину 1-15 денье.
Предпочтительно, чтобы линия 9 сварки имела ширину 0,5-5,0 мм и отстояла от смежной линии 9 сварки на 10-100 мм. Разделительная зона 29, делящая длинные волокна 25 пополам между каждой парой смежных линий 9 сварки, предпочтительно имеет длину 1-10 мм и предпочтительно отстоит от смежной разделительной зоны 29 на 1-20 мм.
Обтирочный лист 1, иллюстрируемый на фиг.8, содержит помимо вытирающего слоя 20, проходящего на верхней поверхности подложки 10, аналогичный вытирающий слой 20, проходящий на нижней поверхности подложки 10, так что обе поверхности обтирочного листа 1 могут быть использованы для удаления пыли и/или грязи с поверхности пола или стены.
Обтирочный лист одноразового использования, соответствующий настоящему изобретению, не только захватывает пыль и/или грязь, имеющуюся в узких промежутках или зазорах, но также удерживает такую пыль и/или грязь, только что захваченную обтирочным листом, от выпадения из него. Это преимущество обеспечивает возможность быстрой и надежной очистки поверхности пола или стены. Настоящее изобретение дополнительно обеспечивает возможность эффективного увеличения прочности подложки на разрыв путем образования подложки с прорезями и плавлением/отверждением синтетического полимера, являющегося компонентом подложки, вдоль периферийных краев соответствующих прорезей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОБТИРОЧНОГО ЛИСТА ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2000 |
|
RU2234236C2 |
| ОБТИРОЧНЫЙ ЛИСТ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2239349C2 |
| ИЗДЕЛИЕ ДЛЯ ЧИСТКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2233609C2 |
| ИЗДЕЛИЕ ДЛЯ ЧИСТКИ (ВАРИАНТЫ) | 2002 |
|
RU2283614C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2325890C2 |
| СПОСОБ ТЕРМОСВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО ДЛЯ ВОЛОКНИСТЫХ ЛИСТОВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2245947C2 |
| ТРЯПКА ДЛЯ УБОРКИ | 2010 |
|
RU2480136C1 |
| ПРОТИВОСКОЛЬЗЯЩИЙ ОБУВНОЙ АКСЕССУАР ДЛЯ СПОРТИВНЫХ ИГР НА ПЛОЩАДКАХ | 2012 |
|
RU2591766C2 |
| ИЗДЕЛИЕ ДЛЯ ЧИСТКИ | 2001 |
|
RU2276963C2 |
| КОМПОЗИЦИОННЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2211655C2 |






Обтирочный лист может быть использован для удаления пыли и/или грязи с поверхности пола или стены и позволяет эффективно захватывать пыль и/ или грязь в узких промежутках и зазорах между поверхностями и надежно удерживать их на себе. Обтирочный лист содержит термосвариваемый основной лист и множество термосвариваемых длинных волокон, соединенных термосвариванием с основным листом и проходящих в первом направлении. Длинные волокна соединены с основным листом посредством множества линий сварки, расположенных периодично и проходящих в направлении, пересекающем первое направление. Группы длинных волокон, проходящих между каждой парой смежных линий сварки, образуют похожие на перемычки части, а другая группа длинных волокон, расположенная между каждой парой похожих на перемычки частей, смежных друг другу в направлении, пересекающем первое направление, и проходящая между парой смежных линий сварки, имеет соответствующие участки, которые разделены на две секции, из которых по меньшей мере одна может образовать ворсистую часть на основном листе с ближними концами, ограниченными соответствующей одной из линий сварки. Способ получения обтирочного листа предусматривает приложение давления режущего инструмента к совокупности длинных волокон и к термосвариваемому основному листу так, чтобы множество групп длинных волокон, проходящих между каждой парой смежных линий сварки, имело соответствующие участки разделенными на две секции при одновременном образовании в термосвариваемом основном листе прорезей, при этом термосвариваемый основной лист оплавляется и отверждается вдоль периферийных краев указанных прорезей. 2 с. и 5 з.п.ф-лы, 9 ил.

| Состав для покрытия | 1978 |
|
SU774229A1 |
| ЕР 0777997 А2, 11.06.1997 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приемно-отправочная станция пневматической почтовой установки | 1978 |
|
SU865755A1 |
| US 3978541 A, 07.09.1976 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Устройство для мойки поверхностей | 1980 |
|
SU884692A1 |
