Изобретение относится к конструкции режущего инструмента, применяемого для калибровки каналов уранографитовых реакторов при ремонтно-восстановительных работах и перегрузке тепловыделяющих сборок (ТВС).
В процессе длительной эксплуатации уранографитовых реакторов под воздействием сложных радиационно-термических процессов на графитовую кладку происходит уменьшение диаметра отверстий, в которых расположены ТВС.
Для предотвращения аварийных ситуаций перед спуском ТВС в канал реактора его диаметр проверяют калибрами [Н.А. Доллежаль, И.Я. Емельянов. Канальный ядерный энергетический реактор, М.: Атомиздат, 1980 г., стр.182-184].
Для восстановления проектного размера диаметра канала его поверхность обрабатывают режущим инструментом, спускаемым на специальных штангах, фрезами, бурами [А.Я. Швец, Н.Г. Кузнецов. Ремонт атомных реакторов, М.: Энергоиздат, 1982 г., с.93-95], а также широко применяемыми в металлообрабатывающей промышленности прошивками и протяжками.
Известна конструкция протяжки одинарного резания, характеризующаяся тем, что каждый режущий кольцевой зуб удаляет материал со всего обрабатываемого контура, срезая стой определенной толщины за счет превышения высоты последующего зуба по отношению к предыдущему (Краткий справочник металлиста, М.: Машиностроение, 1972 г., стр.388-391).
Указанная протяжка, как и другие аналогичной конструкции, может применяться только при обработке сквозных отверстий.
Известной является сборная протяжка, содержащая оправку с расположенными на ней направляющей, сменными режущей и калибровочной секциями, выполненные на торцах секций элементы базирования и угловой фиксации (авт. св. СССР №322947, 1972 г.).
Применение вышеописанной протяжки в ряде случаев может привести к аварийным ситуациям из-за имеющих место неравномерного изменения (диаметра) сечения и кривизны канала большой длины. При этом в отдельных местах и в нижней части кладки канала образуются запредельные сужения, для калибровки которых потребуются значительные усилия, способные разрушить графитовую кладку. Такие ситуации приводят к трудоемким, многократным спускоподъемным операциям, приводящим в числе прочего к дополнительному облучению персонала.
Ближайшим аналогом предлагаемого устройства по совокупности существенных признаков является устройство для калибровки ячеек уранографитовых реакторов, содержащее штангу с закрепленным на ней режущим инструментом и измерительный щуп (см. патент РФ №2187417).
Недостатком известного устройства является то, что оно только регистрирует изменения диаметра канала и сигнализирует об этом, останавливая продвижение инструмента. Для калибровки канала приходится прибегать к многократным спускоподъемным операциям. При этом не решается задача безопасной калибровки канала.
Задачей изобретения является создание устройства, обеспечивающего эффективную и качественную калибровку ячеек уранографитовых реакторов.
Поставленная задача решается тем, что устройство для калибровки ячеек уранографитовых реакторов, содержащее штангу с режущим инструментом, снабжено дополнительными опережающим резцами из твердого сплава, расположенными симметрично, по окружности, перед основной режущей частью. Данная конструкция инструмента позволяет получить продольные углубления в стенках ячейки, что значительно уменьшает прочность срезаемого слоя графита.
Указанная совокупность отличительных признаков практически полностью исключает возможность возникновения аварийной ситуации при калибровке, как-то заклинивание режущего инструмента при запредельном сужении канала ячейки и, как следствие, разрушение графитовой кладки. Это достигается благодаря тому, что при движении штанги с режущим инструментом вниз в режиме резания расположенные перед ними опережающие резцы из твердого сплава производят предварительное разупрочнение срезаемого слоя графита, образуя в нем продольные канавки, после чего срезание данного слоя не представляет трудностей.
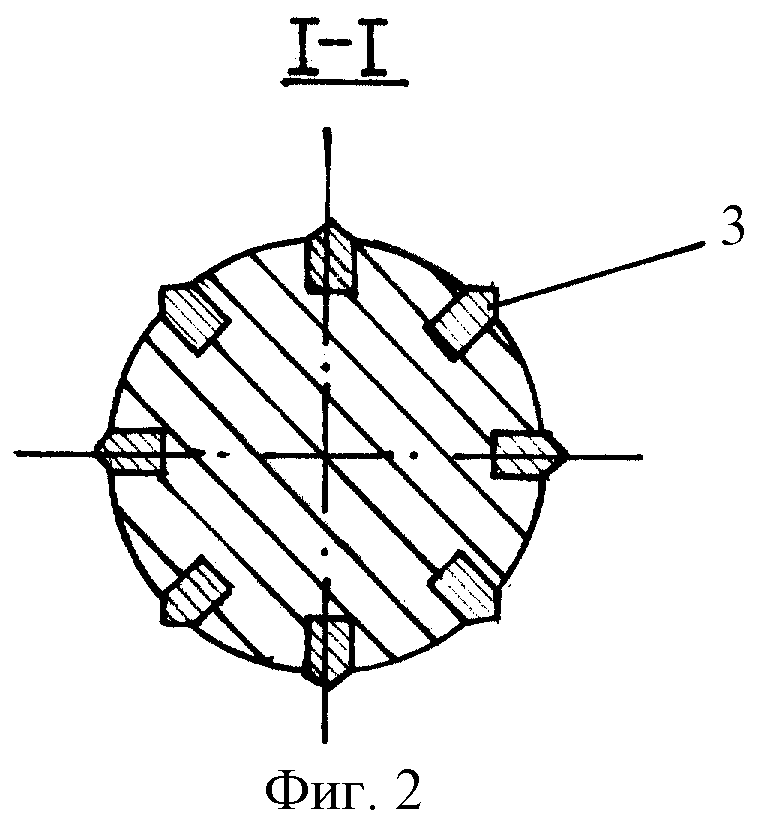
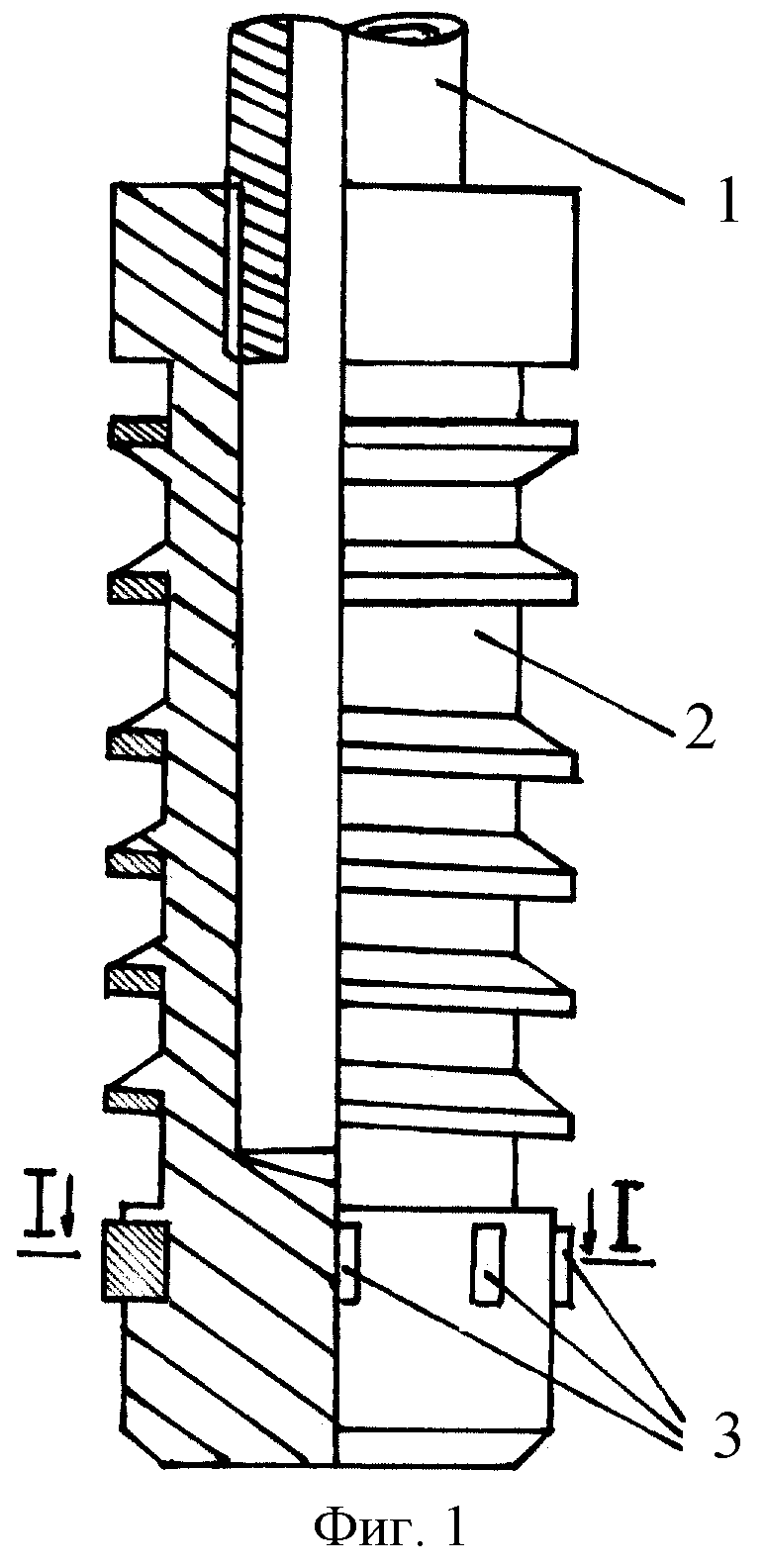
Устройство поясняется чертежом, где на фигуре 1 изображено устройство для калибровки ячеек уранографитовых реакторов, содержащее штангу 1, режущий инструмент 2 с опережающими резцами твердого сплава 3; на фигуре 2 - разрез по I-I.
Устройство работает следующим образом.
Под действием груза, давящего на штангу 1, происходит ее перемещение вместе с режущим инструментом 2 вглубь канала. Режущий инструмент 2 может быть выполнен, например, в виде двухзаходного винтового зуба, нарезанного на коническом корпусе прошивки, что обеспечивает постепенный съем срезаемого графита.
При перемещении режущего инструмента 2 вглубь канала уранографитового реактора опережающие резцы 3 прорезают продольные канавки в графитовых стенках канала на всю глубину срезаемого слоя. В результате в нем появляются микротрещины, наличие которых приводит к снижению прочности (разупрочнению) срезаемого слоя графита, что улучшает условия срезания слоя графитовой кладки режущим инструментом 2.
Предлагаемое изобретение обеспечивает значительное снижение сроков ремонтно-восстановительных работ и повышает их надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЯЧЕЕК УРАНОГРАФИТОВЫХ РЕАКТОРОВ | 2000 |
|
RU2187417C2 |
| СПОСОБ ЗАМЕНЫ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ НА ВОДОГРАФИТОВЫХ ЯДЕРНЫХ РЕАКТОРАХ | 1998 |
|
RU2132091C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕСУРСНЫХ ХАРАКТЕРИСТИК ТОПЛИВНЫХ ЯЧЕЕК АКТИВНОЙ ЗОНЫ УРАН-ГРАФИТОВОГО КАНАЛЬНОГО ЭНЕРГЕТИЧЕСКОГО РЕАКТОРА | 2013 |
|
RU2556889C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА КАНАЛЬНОГО УРАН-ГРАФИТОВОГО ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2114468C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ ТОПЛИВНОЙ ЯЧЕЙКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2302671C1 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ ТОПЛИВНОГО ЦИКЛА ЯДЕРНОГО КАНАЛЬНОГО РЕАКТОРА | 2004 |
|
RU2266575C1 |
| СПОСОБ РЕМОНТА ГРАФИТОВОЙ КЛАДКИ АКТИВНОЙ ЗОНЫ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 1993 |
|
RU2035071C1 |
| Способ осуществления топливного цикла ядерного канального реактора | 2020 |
|
RU2743211C1 |
| СПОСОБ РЕМОНТА ГРАФИТОВЫХ БЛОКОВ КОЛОНН КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 1993 |
|
RU2083003C1 |
| СПОСОБ ПЕРЕГРУЗКИ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ПРИ КОНТРОЛЕ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ НА ВОДОГРАФИТОВЫХ ЯДЕРНЫХ РЕАКТОРАХ | 2000 |
|
RU2182734C1 |
Изобретение относится к режущему инструменту, применяемому при ремонтно-восстановительных работах и перегрузке тепловыделяющих сборок (ТВС). Устройство содержит штангу с режущим инструментом. Для обеспечения эффективной и качественной калибровки в нижней части режущего инструмента закреплены опережающие резцы. 2 ил.
Устройство для калибровки ячеек уранографитовых реакторов, содержащее штангу с режущим инструментом, отличающееся тем, что в нижней части режущего инструмента закреплены опережающие резцы.
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЯЧЕЕК УРАНОГРАФИТОВЫХ РЕАКТОРОВ | 2000 |
|
RU2187417C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАРУЖНЫХ И ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 1930 |
|
SU30907A1 |
| Деформирующе-режущая протяжка | 1973 |
|
SU543469A1 |
| Деформирующе-режущая протяжка | 1979 |
|
SU848194A2 |
| US 3268976 А, 30.08.1966. | |||

