Изобретение относится к области космической техники и может быть использовано при изготовлении и наземных испытаниях плазменных двигателей различной мощности и электрореактивных двигательных установок (ЭРДУ) на их основе.
Одним из основных параметров плазменных двигателей, используемых в системах коррекции параметров орбиты космических аппаратов (КА), является тяга. К тяге плазменного двигателя предъявляется несколько требований. Кроме получения требуемого номинального значения и допускаемого отклонения тяги от номинального значения также предъявляется требование по ограничению угла отклонения вектора тяги от геометрической оси плазменного двигателя. Эти требования обусловлены тем, что в системах коррекции при наличии отклонений значений тяги от номинального значения и отклонений направления вектора тяги от геометрической оси плазменного двигателя при длительной работе плазменного двигателя неизбежно накопление ошибок в выработке корректирующего импульса и накопление паразитных возмущающих моментов, воздействующих на КА в целом. Требования к разбросу значений тяги от номинального значения и к величине углов отклонения вектора тяги для плазменных двигателей довольно жесткие. Типичное значение требований к разбросу - не более 6% от номинального значения. Типичные требования для допускаемых значений углов отклонения вектора тяги от геометрической оси плазменного двигателя - не более 45 минут.
Известен способ изготовления плазменного двигателя, включающий изготовление деталей, узлов, плазменного двигателя и проведение испытаний при рабочих параметрах, в процессе которых проводят испытания с измерением тяги плазменного двигателя [1].
Известный способ изготовления плазменного двигателя имеет существенный недостаток. После завершения изготовления плазменный двигатель подвергают параметрическим испытаниям для подтверждения его основных параметров и характеристик. В процессе испытаний измеряют значение тяги, а угол отклонения вектора тяги геометрической оси плазменного двигателя не определяют. Данный вид испытаний выполняют на специальном рабочем месте с использованием специального оборудования в вакуумной камере при рабочих параметрах плазменного двигателя. Такое поэтапное последовательное проведение испытаний существенно увеличивает продолжительность работ и повышает трудоемкость испытаний в целом. Кроме того, при проведении огневых испытаний расходуется ресурс двигателя.
Известен способ изготовления плазменного двигателя, принятый за прототип, содержащего разрядную камеру, в полости которой размещен газораспределитель подачи газа с равномерно размещенными в азимутальном направлении отверстиями, и магнитную систему, включающий изготовление газораспределителя и магнитной системы, и проведение испытаний при рабочих параметрах плазменного двигателя, в процессе которых определяют тягу и угол отклонения вектора тяги плазменного двигателя [2].
В известном способе изготовления плазменного двигателя устранен недостаток, присущий аналогу. В нем, кроме измерения тяги, определяют также угол отклонения вектора тяги от геометрической оси плазменного двигателя. При этом трудоемкие испытания в вакуумной камере при рабочих параметрах плазменного двигателя, с целью определения угла отклонения вектора тяги от геометрической оси плазменного двигателя, выполняются методом расчета угла отклонения вектора тяги на основе измерений геометрических размеров поясков зоны эрозии, которые образовываются на стенках разрядной камеры при проведении испытаний плазменного двигателя, подтверждающих его номинальные параметры.
Однако известный способ имеет существенные недостатки.
Соответствие плазменного двигателя требованиям к заданному направлению вектора тяги может быть проверено только после проведения параметрических испытаний. В случае несоответствия плазменного двигателя этим требованиям он бракуется.
Известно, что на величину тяги и угол отклонения вектора тяги от геометрической оси плазменного двигателя оказывают влияние два фактора: азимутальная неравномерность распределения рабочего газа в полости разрядной камеры и азимутальная неравномерность магнитного поля [3, 4].
Подача и впрыск рабочего газа в разрядную камеру плазменного двигателя обеспечивается газораспределителем. Для плазменных двигателей, которые развивают малые тяги порядка 10-2-10-3 Н и соответственно работающих на малых расходах рабочего газа, процесс изготовления деталей газораспределителя с внутренними проходами, отверстиями малых размеров и их равномерное размещение по диаметру является сложным технологическим процессом. При большом количестве сопрягаемых деталей, наличии допусков на их изготовление и допусков на изготовление отверстий в газораспределителе неизбежно возникновение азимутальной неравномерности в подаче и впрыске рабочего тела в разрядную камеру.
Необходимые параметры магнитного поля в канале разрядной камеры обеспечивает магнитная система плазменного двигателя. Магнитная система является одним из основных узлов плазменного двигателя, в которой магнитный контур образуется из нескольких сборочных единиц и деталей. К таким деталям и узлам относятся: силовое магнитопроводящее основание, несколько источников намагничивающей силы, наружный и внутренний магнитные полюса и др., которые содержат детали, выполненные из магнитомягкого материала. Все узлы и детали изготовляют по геометрическим размерам с допусками. Поскольку все перечисленные компоненты должны соединяться между собой, то имеются также допуски на точность сборки магнитной системы в целом. За счет этого в магнитном контуре с одинаковыми по конструкции элементами могут образоваться локальные участки с различным по величине магнитным сопротивлением. Разница в величине магнитного сопротивления нарушает азимутальную симметричность магнитного контура от идеальной и соответственно приводит к азимутальной неравномерности распределения магнитного поля. В результате чего после сборки магнитной системы могут образовываться асимметрично расположенные участки с неравной магнитопроводящей способностью, что в итоге и приводит к азимутальной неравномерности распределения магнитного поля.
Каждая из перечисленных азимутальных неравномерностей является причиной отклонения вектора тяги от геометрической оси плазменного двигателя. Кроме того, азимутальная неравномерность может приводить к изменению тяговых параметров плазменного двигателя. Например, при возникновении азимутальной неравномерности подачи расхода растет разрядный ток плазменного двигателя [3]. А для систем с регулированием тяги на основе регулирования расхода рабочего тела в разрядную камеру это равносильно возникновению несоответствия значения тяги значению разрядного тока.
Таким образом, в известных способах изготовления плазменных двигателей, когда по результатам параметрических испытаний определяют величину тяги и отклонение угла вектора тяги от геометрической оси плазменного двигателя, возможен значительный разброс значений тяги и углов отклонения вектора тяги от геометрической оси плазменного двигателя. Регистрируемые несоответствия в параметрах являются следствием качества и точности изготовления комплектующих плазменного двигателя: газораспределителя и магнитной системы. Эти способы изготовления и испытаний плазменных двигателей не обеспечивают гарантированного соответствия указанных параметров каждого вновь изготовленного плазменного двигателя установленным требованиям.
При создании изобретения решались задачи по повышению качества изготовления плазменного двигателя и снижению затрат на его испытания путем выявления несоответствий в газораспределителе и магнитной системе на ранних стадиях изготовления его комплектующих и стадии сборки плазменного двигателя до проведения огневых испытаний по определению тяговых параметров.
Поставленная задача решена за счет того, что в способе изготовления плазменного двигателя, содержащего разрядную камеру, в полости которой размещен газораспределитель подачи газа с равномерно размещенными в азимутальном направлении отверстиями, и магнитную систему, включающем изготовление газораспределителя и магнитной системы и проведение испытаний при рабочих параметрах плазменного двигателя, согласно изобретению после изготовления газораспределителя выполняют его проверку на азимутальную неравномерность подачи газа, по результатам которой судят о не превышении установленных требований к величине угла отклонения вектора тяги от геометрической оси плазменного двигателя. А после изготовления магнитной системы выполняют ее проверку на азимутальную неравномерность магнитного поля, по результатам которой судят о не превышении установленных требований к величине угла отклонения вектора тяги от геометрической оси плазменного двигателя.
Введение проверки азимутальной неравномерности подачи газа через газораспределитель после его изготовления позволяет оценить качество изготовления газораспределителя. Оценка качества вновь изготовленного газораспределителя выполняется по методике сравнения значения азимутальной неравномерности вновь изготовленного анода с полученным опытным путем значением азимутальной неравномерности, обеспечивающей не превышение установленных требований к величине угла отклонения вектора тяги от геометрической оси плазменного двигателя. При азимутальной неравномерности распределения подачи газа, удовлетворяющей указанному условию, газораспределитель допускается к комплектации плазменного двигателя.
Введение проверки азимутальной неравномерности магнитного поля магнитной системы плазменного двигателя после ее изготовления позволяет оценить качество изготовления магнитной системы до проведения параметрических испытаний. Оценка качества вновь изготовленной магнитной системы выполняется по методике сравнения значения азимутальной неравномерности вновь изготовленной магнитной системы с полученным опытным путем значением азимутальной неравномерности магнитного поля, обеспечивающей не превышение установленных требований к величине угла отклонения вектора тяги от геометрической оси плазменного двигателя. При азимутальной неравномерности распределения магнитного поля, удовлетворяющей указанному условию, магнитная система допускается к комплектации плазменного двигателя.
Итоговым результатом введения проверок азимутальной неравномерности распределения подачи газа и азимутальной неравномерности магнитного поля является снижение материальных затрат на изготовление и испытания плазменных двигателей за счет уменьшения процента отбраковки плазменных двигателей после проведения параметрических испытаний по определению тяги и угла отклонения вектора тяги от геометрической оси плазменного двигателя.
Таким образом способ изготовления плазменного двигателя, предлагаемый согласно изобретению, позволяет повысить контроль качества изготовления комплектующих плазменного двигателя и исключить отдельные трудоемкие виды испытаний при проведении испытаний, заменив их комплексным анализом факторов оказывающих влияние на угол отклонения вектора тяги.
Введение проверок азимутальной неравномерности распределения расхода и азимутальной неравномерности магнитного поля позволяет уменьшить разброс значений углов отклонения вектора тяги, определяемых после проведения параметрических испытаний, в ~2 раза. Ведение этих проверок позволило полностью исключить случаи регистрации превышения углов отклонения вектора тяги за установленные пределы. Кроме того, на 1% уменьшился разброс значений тяги.
Изобретение иллюстрируется чертежами.
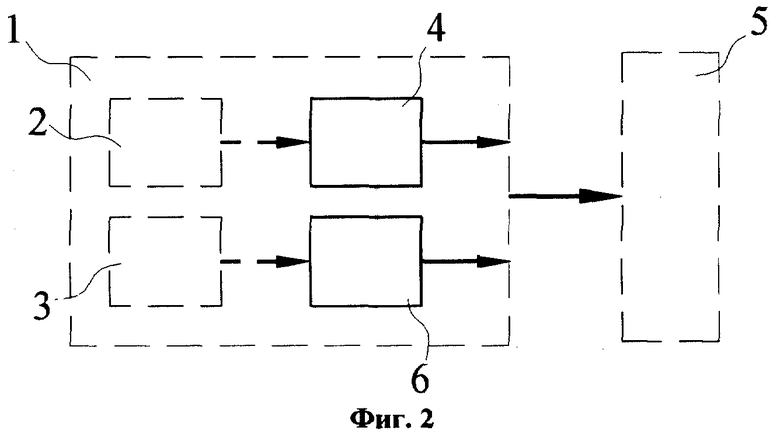
На фиг.1 изображена схема изготовления плазменного двигателя, включающего изготовление некоторых его основных компонентов (газораспределителя и магнитной системы) и проведение испытаний. После изготовления газораспределителя он подвергается измерению азимутальной неравномерности подачи газа.
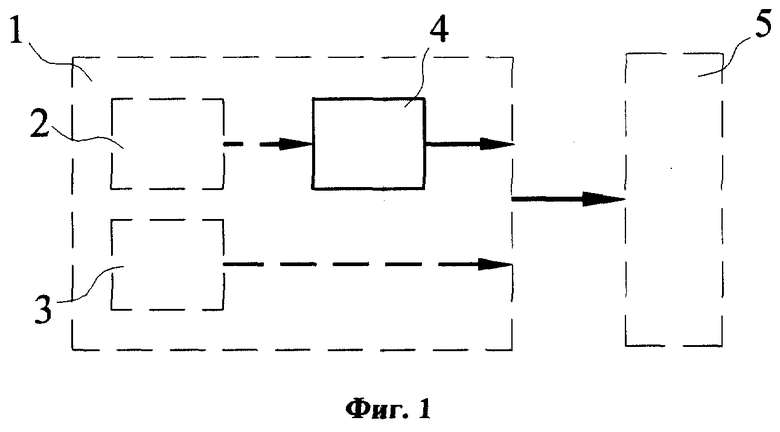
На фиг.2 изображена схема изготовления плазменного двигателя, при изготовлении которого после изготовления магнитной системы она подвергается измерению азимутальной неравномерности магнитного поля.
Способ изготовления плазменного двигателя осуществляется следующим образом. Изготовление плазменного двигателя 1 ведут с изготовления деталей и сборочных единиц, в том числе газораспределителя 2 и магнитной системы 3. После изготовления газораспределителя 2 проводят измерение азимутальной неравномерности подачи газа 4 через него и по результатам которых принимают решение о допуске его к комплектованию и сборке двигателя 1. Далее проводят комплекс различных испытаний 5 по результатам которых, с учетом результатов проверки азимутальной неравномерности подачи газа 4, судят о качестве плазменного двигателя.
В другом варианте способа изготовления и испытаний плазменного двигателя после изготовления его магнитной системы 3 проводят измерение азимутальной неравномерности магнитного поля 6 и по результатам которых принимают решение о допуске ее к комплектованию и сборке двигателя 1. Далее проводят комплекс различных испытаний 5 по результатам которых, с учетом результатов проверки азимутальной неравномерности магнитного поля б, судят о качестве продукции.
Источники информации
1. Яковлев В.А. Испытания космических электроракетных двигательных установок. Учебник для вузов. - М.: Машиностроение, 1981, с.175, 176.
2. Патент РФ №2035846, кл. 7 G 01 M 19/00, Н 05 Н 1/54, F 03 H 1/00 - прототип.
3. Архипов Б.А., Нискин В.Т., Харчевников В.К. Управление вектором усилия в УЗДП. VII Всесоюзная конференция по плазменным ускорителям и ионным инжекторам. Тезисы докладов. Харьков, ХАИ, 1989, с.81-82.
4. Бугрова А.И., Версоцкий B.C., Нискин В.Т. Способ локального форсирования скорости износа стенок канала ускорителя плазмы. В сб.: Ракетно-космическая техника. Ракетные двигатели и энергетические установки. НИИТП, 1991, с.89-95.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСКОРЕНИЯ ИОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2162624C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЕКТОРА ТЯГИ ЭЛЕКТРОРАКЕТНОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2196396C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСКОРЕНИЯ ИОНОВ В ПЛАЗМЕННЫХ УСКОРИТЕЛЯХ ХОЛЛОВСКОГО ТИПА | 2000 |
|
RU2196397C2 |
| ПЛАЗМЕННЫЙ ДВИГАТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2000 |
|
RU2191289C2 |
| ПЛАЗМЕННЫЙ ДВИГАТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2008 |
|
RU2371605C1 |
| ПЛАЗМЕННЫЙ УСКОРИТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2001 |
|
RU2209532C2 |
| ПЛАЗМЕННЫЙ УСКОРИТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2017 |
|
RU2667822C1 |
| ПЛАЗМЕННЫЙ ДВИГАТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2017 |
|
RU2668588C2 |
| ПЛАЗМЕННЫЙ УСКОРИТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2010 |
|
RU2414107C1 |
| Устройство управления вектором тяги плазменного двигателя (варианты) и способ управления вектором тяги плазменного двигателя | 2015 |
|
RU2644810C2 |
Использование: в области космической техники, а именно при изготовлении и наземных испытаниях плазменных двигателей различной мощности и электрореактивных двигательных установок (ЭРДУ) на их основе. Сущность изобретения: изготовление и испытание плазменного двигателя включает изготовление магнитной системы и газораспределителя подачи газа, который размещен в полости разрядной камеры двигателя, и проведение испытаний при рабочих параметрах плазменного двигателя. В заявленном способе после изготовления газораспределителя, до проведения огневых испытаний двигателя, выполняют его проверку на азимутальную неравномерность подачи газа, а после изготовления магнитной системы - проверку на азимутальную неравномерность магнитного поля. Технический результат: повышение качества изготовления плазменного двигателя и снижение затрат на его испытания. 1 з.п. ф-лы, 2 ил.
| СПОСОБ ИСПЫТАНИЙ ПО ОПРЕДЕЛЕНИЮ НАПРАВЛЕНИЯ ВЕКТОРА УСИЛИЯ УСКОРИТЕЛЯ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 1992 |
|
RU2035846C1 |
| ГРИШИН С.Д | |||
| и ЛЕСКОВ Л.П | |||
| Электрические ракетные двигатели космических аппаратов | |||
| - М.: Машиностроение, 1989 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗМЕНЕНИЙ ТЯГИ ПЛАЗМЕННОГО РАКЕТНОГО ДВИГАТЕЛЯ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 1993 |
|
RU2107186C1 |
| RU 94020892 A1, 27.06.1996 | |||
| US 5369953 A, 06.12.1994 | |||
| НИКОЛЕНКО Л.К., СОКОЛОВ В.И | |||
| Сборка реактивных двигателей | |||
| - М.: Государственное издательство оборонной промышленности, 1956, с | |||
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
