Изобретение относится к области термоэлектричества и может быть использовано в термоэлектрических генераторах и (или) - в термоэлектрических охлаждающих устройствах, преимущественно имеющих незначительные размеры полупроводниковых ветвей (порядка 1 мм), т.е. имеющих высоту ветвей, радиус или размер грани оснований ветвей, находящихся в диапазоне 0,3-1,5 мм.
Известен термоэлектрический модуль, содержащий полупроводниковые ветви n- и p-типов проводимости, имеющих цилиндрическую форму, при этом основания смежных цилиндров соединены металлическими коммутационными шинами (см. патент Великобритании №2307339, кл. H 01 L 35/32, оп. 1997).
Недостатком известного термоэлектрического модуля является его низкая эффективность, обусловленная малыми величинами добротности полупроводниковых ветвей. Поскольку цилиндрические ветви изготавливают посредством экструзии полупроводникового материала через цилиндрические фильеры, то на боковых поверхностях ветвей, получаемых после резки прутков, выходящих из фильер, имеется слой с нарушенной структурой. В результате снижается добротность полупроводникового материала, из которого изготовлена цилиндрическая ветвь. Толщина слоя с нарушенной структурой составляет величину порядка 0,2 мм и, при малых диаметрах ветви, например 0,8 мм, влияние слоя с нарушенной структурой на общую добротность ветви - Z становится весьма ощутимым. Кроме того, способ изготовления цилиндрических ветвей, включающий выдавливание полупроводникового материала через фильеру, имеет низкую производительность, что приводит к повышению стоимости модуля.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является термоэлектрический модуль, содержащий полупроводниковые ветви n- и p-типов проводимости, которые соединены металлическими коммутационными шинами, образуя тем самым электрическую цепочку (см. патент США №5409547, кл. 136-204, оп. 1995). В известном термоэлектрическом модуле полупроводниковые ветви имеют форму параллелепипедов с основаниями в виде прямоугольников, преимущественно форму кубов, противолежащие грани которых металлизированы и соединяются со смежными ветвями посредством пайки при помощи коммутационных шин.
Недостатком известного термоэлектрического модуля является его высокая стоимость, которая обусловлена низкой производительностью процесса изготовления модуля, особенно при размерах граней параллелепипедов менее 1 мм. При форме полупроводниковой ветви близкой к кубической весьма сложно ориентировать ветви в направлении, соответствующем максимальной добротности полупроводникового материала (при котором металлизированная грань ветви расположена на горизонтальной плоскости). Приходится использовать ручной труд сборщика, а это резко снижает производительность процесса изготовления термоэлектрического модуля и соответственно возрастает его стоимость.
Задачами изобретения является снижение стоимости термоэлектрического модуля при одновременном повышении производительности процесса его изготовления.
Для достижения указанных задач предложена новая конструкция термоэлектрического модуля, содержащего полупроводниковые ветви n- и p-типов проводимости, которые соединены металлическими коммутационными шинами, образуя тем самым электрическую цепочку, при этом каждая ветвь выполнена в виде прямой шестигранной призмы и коммутационные шины контактируют с основаниями смежных призм. При этом предпочтительно: все призмы n- и p-типов проводимости выполнять одинаковых размеров; каждая коммутационная шина, соединяющая основания смежных шестигранных призм, должна перекрывать основания призм, на которых она расположена; полупроводниковые материалы, из которых выполнены прямые шестигранные призмы, изготавливать посредством зонной плавки или горячего прессования порошков соответствующих полупроводниковых материалов; модуль дополнительно снабжать электроизоляционными платами, изготовленными из высокотеплопроводного материала, противолежащие поверхности которых располагать параллельно, и размещать коммутационные шины примыкающими к этим поверхностям; модуль дополнительно снабжать каркасом, изготовленным из электроизоляционного материала с низкой теплопроводностью, имеющим форму решетки со сквозными ячейками, в которых размешают шестигранные призмы.
Выполнение полупроводниковых ветвей в форме прямых шестигранных призм позволяет существенно повысить производительность процесса изготовления термоэлектрического модуля за счет автоматизации операции размещения полупроводниковых ветвей на коммутационных шинах. Используя роботы, способные ориентировать предмет, имеющий различные формы поверхностей в разных направлениях, можно легко соориентировать ветвь относительно коммутационной шины, именно благодаря выполнению ее в виде прямой шестигранной призмы. Робот легко различает боковые поверхности в виде прямоугольников от оснований призмы, имеющих форму правильных шестиугольников, захватывает и перемещает призму в требуемую зону коммутационной шины, на которую предварительно наносят смесь припоя с флюсом, устанавливая призму на основание.
В результате оптимальной ориентации призмы роботом и размещения ее в требуемой зоне коммутационной шины резко ускоряется проведение операции расположения призм на коммутационных шинах и соответственно повышается производительность процесса изготовления термоэлектрического модуля. Предпочтительно выполнять все прямые шестигранные призмы, изготавливаемые из полупроводниковых материалов n- и p-типов, имеющими одинаковые размеры, поскольку в этом случае упрощается процесс коммутации за счет размещения в одной плоскости верхних оснований всех призм модуля (после того, как их нижние основания размещены в другой горизонтальной плоскости). Предпочтительно коммутационную шину выполнять с размерами, перекрывающими шестигранные основания смежных коммутируемых призм, так как в этом случае наряду с уменьшением электрического сопротивления при прохождении электрического тока от оснований призм через коммутационную шину одновременно обеспечивается повышение равномерности распределения теплового потока, поступающего на модуль и выходящего из него. Предпочтительно полупроводниковые материалы, из которых выполняются прямые шестигранные призмы, изготавливать посредством зонной плавки или горячего прессования порошков соответствующих полупроводниковых материалов, поскольку именно такие полупроводниковые материалы имеют максимальную термоэлектрическую добротность - Z. Предпочтительно термоэлектрический модуль снабжать электроизоляционными платами, изготовленными из высокотеплопроводного материала, располагая в модуле противолежащие поверхности плат параллельно друг другу. При этом коммутационные шины предпочтительно размещать в контакте с платами (например, посредством напыления материала коммутационных шин на поверхность платы через соответствующий трафарет), так как за счет высокой теплопроводности плат обеспечивается равномерное распределение теплового потока по всем призмам и соответственно повышается эффективность термоэлектрического модуля. Предпочтительно термоэлектрический модуль снабжать каркасом, изготовленным из электроизоляционного материала с низкой теплопроводностью, имеющего форму решетки (например, имеющего форму пчелиных сот) со сквозными ячейками, в которых размещаются шестигранные ветви. В таком модуле при сравнительно небольших утечках тепла между противолежащими платами удается существенно повысить механическую прочность термоэлектрического модуля. Одновременно ускоряется процесс размещения шестигранных призм на коммутационных шинах при изготовлении модуля, что способствует снижению его стоимости.
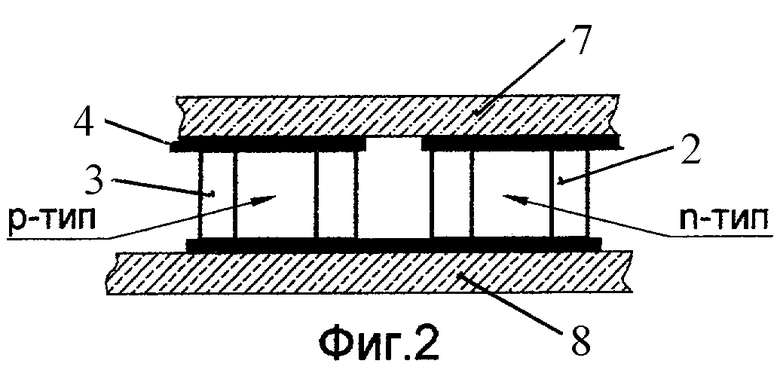
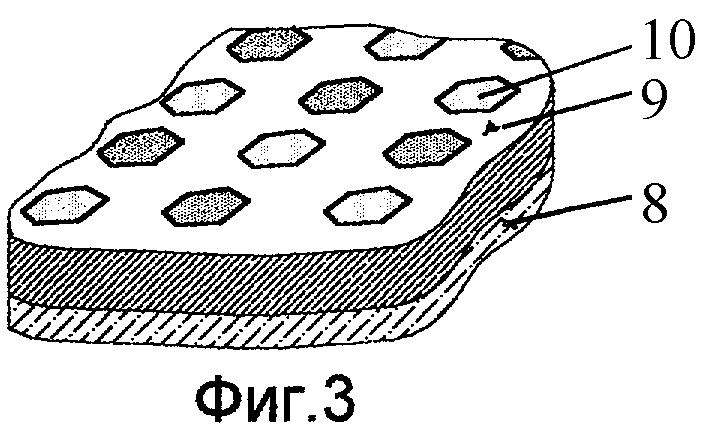
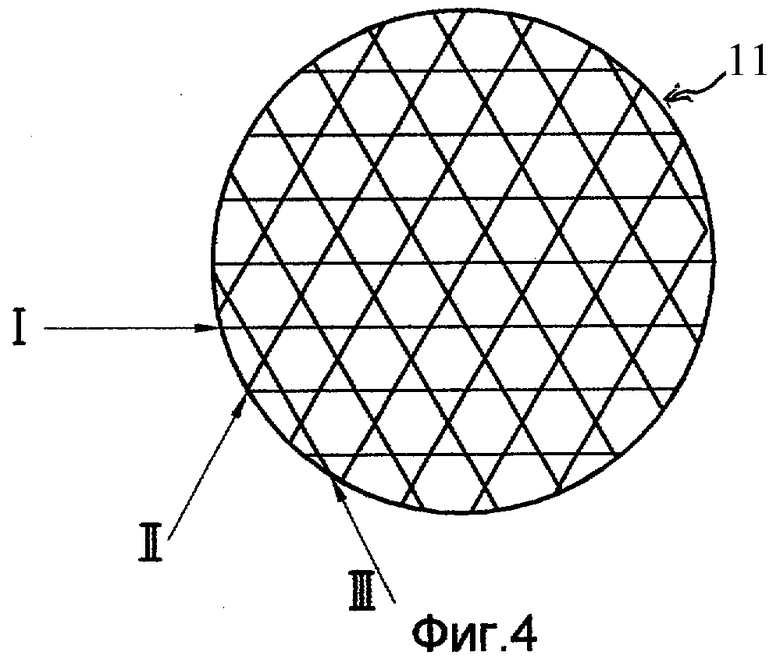
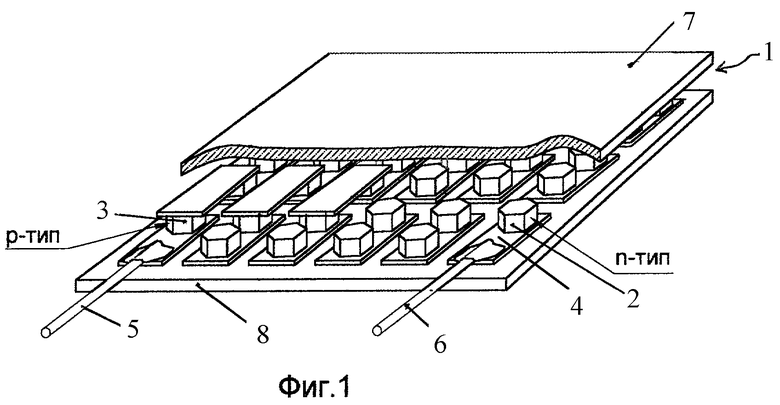
Приложенные чертежи изображают: фиг.1 - общий вид термоэлектрического модуля (в изометрии), снабженного электроизоляционными платами; фиг.2 - общий вид термоэлемента (вид с лицевой стороны), размещенного между участками электроизоляционных плат; фиг.3 - каркас из обладающего низкой теплопроводностью электроизоляционного материала, выполненный в форме решетки со сквозными ячейками, для размещения шестигранных призм; фиг.4 - заготовка из полупроводникового материала, выполненная в форме диска, из которого изготавливают прямые шестигранные призмы (с указанием трех направлений последовательной резки - I, II и III для получения ветви указанной формы).
Термоэлектрический модуль - 1 содержит полупроводниковые ветви - 2, выполненные из материала n-типа проводимости (отрицательный тип проводимости), имеющие форму прямых шестигранных призм, полупроводниковые ветви - 3, выполненные из материала p-типа проводимости (положительный тип проводимости), имеющие форму прямых шестигранных призм, коммутационные шины - 4, выполненные из металла, которые обычно присоединяются к ветвям при помощи припоя (слои припоя не указаны), через дополнительный слой металла (не указан), нанесенный на основания призм, металлические выводы - 5 и 6 для подведения и (или) отведения электрического тока, электроизоляционные платы - 7 и 8, изготовленные из высокотеплопроводного материала, каркас из электроизоляционного материала - 9, имеющего низкую теплопроводность, имеющий форму решетки со сквозными ячейками - 10 для размещения шестигранных призм, заготовка в форме диска - 11, изготовленная из полупроводникового материала. Металлические коммутационные шины, соединяемые с полупроводниковыми ветвями 2, 3 образуют электрическую цепочку. При небольшом количестве ветвей 2, 3 в модуле их соединяют последовательно. При значительном количестве ветвей 2, 3, входящих в состав модуля 1 (десятки, сотни), для повышения эксплуатационной надежности используют параллельное, параллельно-последовательное и последовательно-параллельное соединение ветвей 2, 3, входящих в состав электрической цепочки-схемы соединения его ветвей. Основания призм 2, 3 обычно присоединяют к металлическим коммутационным шинам 4 при помощи припоя (не указан), при этом предварительно на шестиугольные основания призм 2, 3 наносят тонкий (5-20 мкм) слой металла, например, никеля для предотвращения диффузии полупроводникового материала ветвей и компонентов припоя в коммутационные шины. Полупроводниковые ветви 2 и 3, имеющие форму прямых шестигранных призм, могут быть изготовлены различными способами. Приведем один из них, обладающий повышенной производительностью изготовления ветвей указанной формы. Одновременно приведем способ изготовления модуля. Методом зонной плавки готовят слитки из высокоэффективных полупроводниковых материалов (обычно это тройные сплавы на основе теллурида висмута - см. Анатычук Л.И. "Термоэлементы и термоэлектрические устройства", Киев, Из-во "Наукова думка", 1979, с.с.218-220) в форме прутков диаметром 20-30 мм. Прутки режут на диски, толщина которых соответствует высоте ветви, например, 1 мм. Металлизируют плоские поверхности дисков с обеих сторон. Затем диски крепят к основе (например, приклеивают) и проводят резку диска в трех направлениях (см. фиг.4), поворачивая основу с диском перед каждой последующей резкой на 60 градусов. После отсоединения полученных прямых шестигранных призм от основы, при помощи робота, реагирующего на форму предмета, (например, робота марки ЕСМ-93, фирма “MDC”, Япония) призму устанавливают основанием в требуемой зоне коммутационной шины, на поверхность которой предварительно наносят смесь припоя и флюса. После установки при помощи робота всех призм n- и p-типов проводимости 2, 3 на поверхности нижних коммутационных шин 4, на верхних основаниях указанных призм размещают остальные коммутационные шины 4 с нанесенными слоями пасты из припоя и флюса. Проводят нагрев полученной сборки, по завершении которого коммутационные шины 4 при помощи припоя присоединяются к металлическим слоям, нанесенным на основания ветвей 2, 3, выполненных в виде прямых шестигранных призм. На этом завершается процесс изготовления термоэлектрического модуля 1.
Обычно коммутационные шины 4, которые изготавливаются из меди, серебра и т.п. материалов, обладающих высокой электропроводностью, предварительно присоединяют к электроизоляционным платам 7, 8, которые выполняются, как правило, из Аl2О3, Al Nb т.п. материалов, обладающих высокой теплопроводностью. Электрические выводы 5 и 6 обычно припаивают к концевым зонам крайних коммутационных шин 4. Для изготовления каркаса 9 используется электроизоляционный материал, обладающий низкой теплопроводностью, например пеностекло, пенополиимид и т.п. материалы.
Работу заявленного термоэлектрического модуля 1 рассмотрим в режиме, при котором он используется для охлаждения какого-либо предмета. После размещения охлаждаемого предмета (не указан) на верхней поверхности платы 7 и подключения выводов 5 и 6 термоэлектрического модуля 1 к источнику постоянного тока (не указан) электрический ток пропускается через полупроводниковые ветви 2, 3 и за счет эффекта Зеебека на спаях этих ветвей, обращенных к плате 7, происходит поглощение тепловой энергии, которая отводится от охлаждаемого предмета. Предмет, размещенный на поверхности платы 7, охлаждается до требуемой температуры при помощи регулирования величины силы тока, пропускаемого через полупроводниковые ветви 2, 3 термоэлектрического модуля 1. Регулятор величины пропускаемого тока не указан.
В сравнении с известными термоэлектрическими модулями, размеры ветвей которых порядка 1 мм, заявленный термоэлектрический модуль имеет стоимость более чем на 20% ниже. Кроме того, производительность процесса изготовления заявленного термоэлектрического модуля значительно повысилась за счет практически полной автоматизации всех операций способа изготовления модуля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 1997 |
|
RU2136079C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЮЩИЙ МОДУЛЬ | 2013 |
|
RU2534445C1 |
| Трубчатый термоэлектрический модуль | 2018 |
|
RU2732821C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЮЩИЙ МОДУЛЬ | 1996 |
|
RU2117362C1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ СУШКИ ЗЕРНА | 2008 |
|
RU2395048C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ КОНДИЦИОНЕР ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2165363C1 |
| ПОЛУПРОВОДНИКОВОЕ ДЛИННОМЕРНОЕ ИЗДЕЛИЕ ДЛЯ ТЕРМОЭЛЕКТРИЧЕСКИХ УСТРОЙСТВ | 1999 |
|
RU2181516C2 |
| СПОСОБ КОММУТАЦИИ ТЕРМОЭЛЕМЕНТА | 1999 |
|
RU2150160C1 |
| Термоэлектрический модуль | 2020 |
|
RU2752307C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2014 |
|
RU2570429C1 |
Изобретение относится к области термоэлектричества и может быть использовано в термоэлектрических генераторах и(или) в термоэлектрических охлаждающих устройствах, размеры ветвей которых порядка 1 мм. Сущность: термоэлектрический модуль содержит полупроводниковые ветви n- и р-типов проводимости, каждая из которых имеет форму прямой шестигранной призмы. Ветви соединены металлическими коммутационными шинами, образуя электрическую цепочку. Предпочтительно модуль снабжать электроизоляционными платами, изготовленными из высокотеплопроводного материала. Предпочтительно модель снабжать каркасом, изготовленным из электроизоляционного и теплоизоляционного материала, имеющего форму решетки со сквозными ячейками, в которых размещаются ветви. Технический результат: выполнение полупроводниковых ветвей в виде прямых шестигранных призм позволяет использовать при изготовлении модуля роботы, что приводит к существенному повышению производительности процесса изготовления термоэлектрического модуля особенно при незначительных (порядка 1 мм) размерах ветвей при одновременном снижении стоимости термоэлектрического модуля более чем на 20%. 5 з.п.ф-лы, 4 ил.
| US 5409547 А, 25.04.1995 | |||
| ГДР | 0 |
|
SU409456A1 |
| ТЕРМОЭЛЕКТРИЧЕСКАЯ БАТАРЕЯ | 0 |
|
SU339255A1 |
| Огнетушитель | 0 |
|
SU91A1 |

