Изобретение относится к технологии изготовления термоэлектрических устройств и может быть использовано при производстве термоэлектрических охладителей и генераторов.
Известен "Способ изготовления ветвей термоэлемента" по патенту RU N 2007787, H 01 L 35/34, 15.02.94, в котором для повышения качества ветвей термоэлементов за счет уменьшения переходного сопротивления, элементы коммутации предварительно помещают в трубу и, одновременно с заполнением, осуществляют соединение термоэлектрического материала с элементами коммутации.
Известен также способ коммутации термоэлемента ("Исследование процесса металлизации термоэлектрических материалов", Материалы III Всесоюзной конференции, Москва, МИЭТ, с. 351), включающий ионно-плазменное нанесение на ветви термоэлемента слоя никеля или кобальта со скоростью 0,5-4  /с, чередующееся с ионной обработкой при ускоряющемся напряжении 0,4-0,8 КэВ и дозе 1015-1017 ион/см2 с интервалом 2-10 с, нанесение слоя припоя и пайку ветвей термоэлемента к коммутационным шинам.
/с, чередующееся с ионной обработкой при ускоряющемся напряжении 0,4-0,8 КэВ и дозе 1015-1017 ион/см2 с интервалом 2-10 с, нанесение слоя припоя и пайку ветвей термоэлемента к коммутационным шинам.
Однако указанные известные способы изготовления термоэлементов и коммутации термоэлемента не позволяют получить термостабильные контакты с достаточно высокой прочностью.
Техническим результатом, который может быть достигнут при использовании заявленного способа изготовления термоэлементов, является повышение термостабильности и прочности контактов.
Технический результат достигается тем, что в способе коммутации термоэлемента, включающем ионно-плазменное нанесение на ветви термоэлемента слоя никеля или кобальта со скоростью (05-4)  /с, чередующееся с обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 сек, вакуумный отжиг нанесенных контактов в течение 30-60 мин, нанесение припоя и пайку ветвей термоэлемента к коммутационным шинам, перед нанесением слоя никеля или кобальта ионно-плазменным методом наносят слой молибдена или вольфрама со скоростью (0,5-2)
/с, чередующееся с обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 сек, вакуумный отжиг нанесенных контактов в течение 30-60 мин, нанесение припоя и пайку ветвей термоэлемента к коммутационным шинам, перед нанесением слоя никеля или кобальта ионно-плазменным методом наносят слой молибдена или вольфрама со скоростью (0,5-2)  /с с чередующейся обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 сек, а вакуумный отжиг нанесенных металлических слоев проводят при температурах 150-220oC для ветвей n-типа проводимости и 150-200oC для ветвей p-типа проводимости.
/с с чередующейся обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 сек, а вакуумный отжиг нанесенных металлических слоев проводят при температурах 150-220oC для ветвей n-типа проводимости и 150-200oC для ветвей p-типа проводимости.
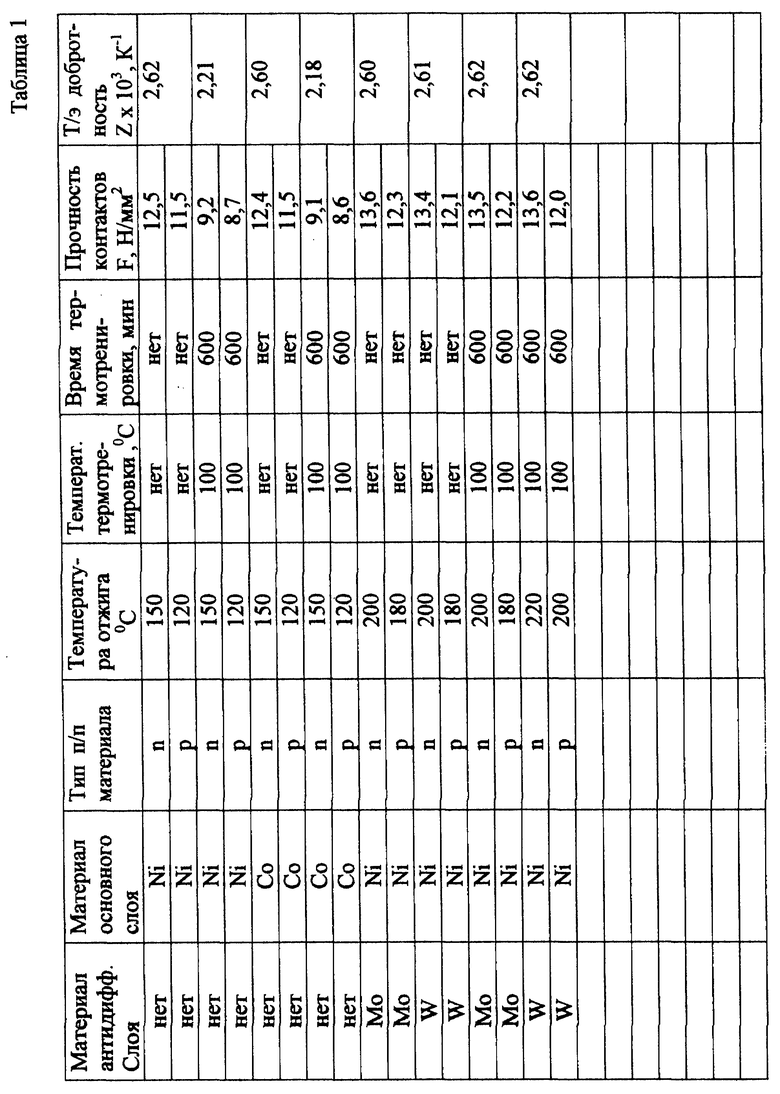
Формирование дополнительного слоя молибдена или вольфрама препятствует интенсивному (чрезмерному) проникновению никеля или кобальта в полупроводниковый материал термоэлемента при отжиге и повышенных температурах эксплуатации. Негативное влияние повышенных температур заключается в том, что происходит взаимодействие никеля или кобальта с термоэлектрическим материалом с образованием в области контакта переходных слоев, состоящих из твердых растворов. При незначительной величине переходных слоев это приводит к увеличению адгезии контакта, так как имеет место химическая связь между материалом контакта и материалом ветви термоэлемента. Однако с ростом температуры происходит увеличение переходного слоя и, так как твердые растворы имеют пониженную механическую прочность, это приводит к уменьшению прочности контактов. Кроме того, интенсивная диффузия никеля или кобальта при повышенных температурах в полупроводниковый материал термоэлемента приводит к снижению его термоэлектрической добротности. Молибден или вольфрам, обладая низкой диффузионной способностью, даже при повышенных температурах образуют переходные слои незначительной величины, поэтому прочность контакта не снижается. Так как диффузия металла в полупроводниковый материал ветви термоэлемента практически отсутствует, не уменьшается и величина термоэлектрической добротности термоэлемента, т. е. имеет место повышенная термостабильность термоэлемента. Использование молибдена или вольфрама позволяет увеличить температуру отжига наносимых металлических слоев на 10-30%, что способствует более эффективному снятию внутренних напряжений в этих слоях, увеличивая механическую прочность контактов (см. таблицу).
В таблице приведены значения прочности контактов (F) и термоэлектрической добротности (Z), зависящей от термостабильности термоэлементов, после высокотемпературного воздействия (термотренировки) и без него. В таблице также приведены значения прочности контактов и термоэлектрической добротности при наличии слоев молибдена или вольфрама.
Исследовались термоэлектрические материалы n-типа проводимости - твердый раствор Bi2Te3 (90 мол. %) - Bi2Se3 (10 мол.%), легированный HgCl2 - 0,12 мол. %, p-типа проводимости - твердый раствор Bi2Te3 (25 мол.%) - Sb2Te3 (75 мол. %), легированный избытком теллура - 2 мас.%. Процесс изготовления термоэлементов во всех приведенных примерах включал следующие операции:
1. Резку слитков термоэлектрических материалов на диске.
2. Двухкратную обработку дисков в кипящем толуоле в течение 5 минут.
3. Сушку в парах изопропилового спирта.
4. Загрузку в установку распыления материалов УРМ-3.279.026, откачку вакуумной камеры до давления 5•10-6 мм.рт.ст., заполнение камеры аргоном до давления 5•10-4 мм рт.ст.
5. Предварительную ионную обработку в течение 3 минут.
6. Нанесение слоя молибдена или вольфрама ионно-плазменным методом со скоростью 1,5  /с, чередующееся с обработкой нанесенных слоев ионами инертного газа энергией 0,6 КэВ и дозой 1016 ион/см2 с интервалом 5 сек.
/с, чередующееся с обработкой нанесенных слоев ионами инертного газа энергией 0,6 КэВ и дозой 1016 ион/см2 с интервалом 5 сек.
7. Нанесение слоя никеля или кобальта ионно-плазменным методом со скоростью 2,5  /с, чередующееся с обработкой нанесенных слоев ионами инертного газа энергией 0,6 КэВ и дозой 1016 ион/см2 с интервалом 5 сек.
/с, чередующееся с обработкой нанесенных слоев ионами инертного газа энергией 0,6 КэВ и дозой 1016 ион/см2 с интервалом 5 сек.
8. Разгерметизацию камеры и перезагрузку дисков термоэлектрического материала для нанесения металлических слоев на противоположную поверхность дисков.
9-12. Повторение операций 4-7.
13. Откачку вакуумной камеры до давления 5•10-6 мм рт.ст.
14. Отжиг дисков термоэлектрических материалов при температурах 200oC для материала n-типа и 180oC для материалов p-типа проводимости в течение 40 мин.
15. Разгерметизацию камеры и разгрузку дисков.
16. Залуживание нанесенного слоя металлизации припоями ОВи или ПОС-60.
17. Резку дисков на ветви термоэлементов.
18. Измерение прочности контактов методом прямого отрыва на установке контроля прочности 12 МП 0,05/100. Средняя прочность контактов оценивалась по выборке 10 контактов. Воспроизводимость значений прочности находилась в пределах 5%.
19. Сборку термоэлементов.
20. Измерение термоэлектрической добротности термоэлементов методом Хармана. Термоэлектрическая добротность рассчитывалась как среднее значение измерений, проведенных на 10 термоэлементах. Воспроизводимость значений Z находилась в пределах 5%.
21. Сборку из термоэлементов термоэлектрических модулей.
Контактное сопротивление оценивалось по максимальному перепаду температур на термомодулях, коммутация термоэлементов которых проводилась согласно предлагаемому способу и способу-прототипу. Различие значений максимального перепада температур не выходило за пределы ошибки измерений (0,3oC), что позволяет утверждать, что контактное сопротивление находится на уровне способа-прототипа.
Использование способа позволяет:
1. Увеличить прочность контактов термоэлементов почти на 9% без термотренировки и на 30% с термотренировкой, то есть при высокотемпературном воздействии. Высокотемпературное воздействие возможно: при пайке термоэлементов припоями ПОС, при сборке термоэлементов в термоэлектрический модуль, при эксплуатации термоэлектрических устройств при повышенных температурах.
2. Повысить термостабильность термоэлементов, т.е. исключить снижение термоэлектрической добротности (деградацию термоэлементов) после высокотемпературного воздействия.
Таким образом, использование предлагаемого способа коммутации термоэлемента обеспечивает повышение надежности термоэлектрических устройств при работе в условиях значительных механических перегрузок и высокотемпературных воздействий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРА ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 1991 |
|
RU2136830C1 |
| Способ изготовления высокотемпературного термоэлемента | 2020 |
|
RU2757681C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА | 2015 |
|
RU2601243C1 |
| ГИБКИЙ ВАЛ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2146019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОБАТАРЕИ | 2018 |
|
RU2694797C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ | 2022 |
|
RU2800055C1 |
| Способ изготовления составной ветви термоэлемента | 2016 |
|
RU2624615C1 |
| Способ изготовления составной ветви термоэлемента, работающей в диапазоне температур от комнатной до 900o C | 2015 |
|
RU2607299C1 |
| Способ изготовления полупроводникового преобразователя энергии ионизирующего излучения в электроэнергию | 2017 |
|
RU2668229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТОВ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ НА КРЕМНИИ | 1992 |
|
RU2034364C1 |
Изобретение относится к технологии изготовления термоэлектрических устройств и может быть использовано при производстве термоэлектрических охладителей и генераторов. Способ коммутации термоэлемента включает ионно-плазменное нанесение на ветви термоэлемента слоя никеля или кобальта со скоростью 0,5-4  /c, чередующееся с обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 с, вакуумный отжиг нанесенных контактов в течение 30-60 мин, нанесение припоя и пайку ветвей термоэлемента к коммутационным шинам. Перед нанесением слоя никеля или кобальта ионно-плазменным методом наносят слой молибдена или вольфрама со скоростью 0,5-2
/c, чередующееся с обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 с, вакуумный отжиг нанесенных контактов в течение 30-60 мин, нанесение припоя и пайку ветвей термоэлемента к коммутационным шинам. Перед нанесением слоя никеля или кобальта ионно-плазменным методом наносят слой молибдена или вольфрама со скоростью 0,5-2  /с, с чередующейся обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 с. Вакуумный отжиг нанесенных металлических слоев проводят при температурах 150-220°С для ветвей n-типа проводимости и 150-220°С для ветвей p-типа проводимости. 1 табл.
/с, с чередующейся обработкой нанесенного слоя ионами инертного газа с энергией 0,4-0,8 КэВ и дозой 1015-1017 ион/см2 с интервалами 2-10 с. Вакуумный отжиг нанесенных металлических слоев проводят при температурах 150-220°С для ветвей n-типа проводимости и 150-220°С для ветвей p-типа проводимости. 1 табл.
Способ коммутации термоэлемента, включающий ионно-плазменное нанесение на ветви термоэлемента слоя никеля или кобальта со скоростью 0,5 - 4  /с, чередующееся с обработкой нанесенного слоя ионами инертного газа с энергией 0,4 - 0,8 КэВ и дозой 1015 - 1017 ион/см2 с интервалами 2 - 10 с, вакуумный отжиг нанесенных контактов в течение 30 - 60 мин, нанесение припоя и пайку ветвей термоэлемента к коммутационным шинам, отличающийся тем, что перед нанесением слоя никеля или кобальта ионно-плазменным методом наносят слой молибдена или вольфрама со скоростью 0,5 - 2
/с, чередующееся с обработкой нанесенного слоя ионами инертного газа с энергией 0,4 - 0,8 КэВ и дозой 1015 - 1017 ион/см2 с интервалами 2 - 10 с, вакуумный отжиг нанесенных контактов в течение 30 - 60 мин, нанесение припоя и пайку ветвей термоэлемента к коммутационным шинам, отличающийся тем, что перед нанесением слоя никеля или кобальта ионно-плазменным методом наносят слой молибдена или вольфрама со скоростью 0,5 - 2  /с с чередующейся обработкой нанесенного слоя ионами инертного газа с энергией 0,4 - 0,8 КэВ и дозой 1015 - 1017 ион/см2 с интервалами 2 - 10 с, а вакуумный отжиг нанесенных металлических слоев проводят при температурах 150 - 220oС для ветвей n-типа проводимости и 150 - 200oС для ветвей p-типа проводимости.
/с с чередующейся обработкой нанесенного слоя ионами инертного газа с энергией 0,4 - 0,8 КэВ и дозой 1015 - 1017 ион/см2 с интервалами 2 - 10 с, а вакуумный отжиг нанесенных металлических слоев проводят при температурах 150 - 220oС для ветвей n-типа проводимости и 150 - 200oС для ветвей p-типа проводимости.
| Штерн Ю.И | |||
| и др | |||
| Исследование процесса металлизации термоэлектрических материалов | |||
| - Материалы III Всесоюзной конференции "Термодинамика и материаловедение полупроводников" | |||
| - М.: МИЭТ, 1986, с.351 | |||
| СПОСОБ КОММУТАЦИИ ТЕРМОЭЛЕМЕНТОВ | 0 |
|
SU323823A1 |
| Способ припаивания медных коммутирующих пластин к электродам охлаждающих термоэлементов | 1959 |
|
SU123216A1 |
| Способ получения антидиффузионного барьера | 1971 |
|
SU361748A1 |
| US 4654224 A, 31.03.87 | |||
| US 5429680 A, 04.07.95 | |||
| WO 9828801 A1, 02.07.98. | |||
