Изобретение относится к области изготовления скобяных изделий и касается способа изготовления ручки дверной из полимерных материалов, и может быть использовано в других областях для получения различных изделий.
Известно большое количество способов переработки и изготовления изделий из пластических масс.
Для приготовления изделий из термопластичных труб известен обогреваемый дорн (патент RU №2015908, МПК5 В 29 С 53/08, опубл. 15.07.94 г.), с помощью которого проводят гибку крупных изделий простой формы.
Недостатком его является невозможность его использования для получения изделий заданной формы из труб небольшого диаметра и описанный способ изготовления изделий используется для изготовления изделий только простой формы.
Известен способ формования изделий из пластиковой трубы, ориентированной по окружности или по двум осям (патент RU №2037081, МПК6 F 16 L 9/12, опубл. 9.06.95 г.).
Способ формования пластиковой трубы, ориентированной по окружности или по двум осям, включает нагрев пластиковой трубы до температуры, необходимой для ориентации, с последующей ориентацией в окружном и осевом направлениях.
Недостатком способа является его сложность и трудно получить изделия из труб сложной конфигурации.
Известен способ переработки полимерных материалов в изделия путем прессования с использованием пресс-форм (автор. свид. СССР №1479299, МПК4 В 29 С 43/10, опубл. 15.05.89 г.). На формующем элементе собирается пакет-заготовка изделия и он помещается в матрицу, затем опускается пуансон до упоров, собранная пресс-форма помещается в термостат и нагревается до температуры формования.
Недостатком его является то, что не позволяет перерабатывать термопластичные заготовки изделия из труб в изделия сложной конфигурации.
Наиболее близким техническим решением является ручка дверная и способ изготовления ручки дверной из металлического прутка (ПО №48622, МКПО 08-06, опубл. 16.04.2001 г.) путем его гиба механическим путем после нагревания. Способ заключается в резке заготовок из металлического прутка необходимой длины, придании заготовке необходимой формы после ее нагревания, охлаждении ее после формообразования, последующему выполнению резьбы на торцах опор для установки элементов крепления.
Недостатком этого способа является то, что способ не позволяет получить ручки сложной конфигурации. Ручки, изготовленные из металлического прутка с последующим окрашиванием, имеют нестойкое полимерное покрытие.
Задачей, решаемой настоящим изобретением, является разработка простого в технологическом оформлении способа получения ручек дверных, позволяющего получать ручки любой формы высокого качества, обладающие высокой прочностью.
Поставленная задача решается с помощью способа изготовления ручки дверной круглого сечения, включающего резку заготовок, придание заготовке заданной формы в двух взаимно перпендикулярных плоскостях, охлаждение ее после формообразования, выполнение резьбы на торцах ручек для элементов крепления при установке ручек дверных, в качестве материала для ручек дверных используют трубы поливинилхлоридные, придание заготовке заданной формы проводят путем термоформования, которое осуществляют в две стадии: на первой стадии подогревают заготовку до температуры 100-160°С равномерно со всех сторон, затем на второй стадии формуют подогретую предварительно заготовку в формовочном устройстве, после охлаждения сформованную ручку дверную извлекают из формовочного устройства, торцуют по высоте и выполняют резьбу.
Наружный диаметр труб поливинилхлоридных составляет предпочтительно 30-32 мм, при толщине стенке 5-7 мм.
Трубы поливинилхлоридные окрашены в массе предпочтительно в белый, черный, коричневый, серый цвет, который не меняется со временем.
Формовочное устройство состоит из одной матрицы или из двух матриц, при закрывании которых образуется пространство, повторяющее заданную форму ручки.
После охлаждения заготовки в формовочном устройстве, состоящем из двух матриц, верхняя матрица откидывается в сторону.
Предлагаемым способом получают ручки дверные круглого сечения, имеющие заданную форму в двух взаимно перпендикулярных плоскостях, включающие элементы крепления. Ручки дверные выполняют из трубы поливинилхлоридной, окрашенной в массе, заданной формы путем термоформования в формовочном устройстве.
Использование формовочного устройства, состоящего из одной или двух матриц, при закрывании которых образуется пространство повторяющее заданную форму ручки, позволяет получать ручки дверные оригинальной формы, предпочтительно в виде скобы; в виде незамкнутого равностороннего треугольника, состоящего из двух образующих сторон одинаковой длины, сформованных под тупым углом; в виде незамкнутого разностороннего треугольника, состоящего из двух образующих сторон разной длины, плавно соединенных между собой; в виде незамкнутого треугольника, состоящего из двух образующих сторон одинаковой длины, сформованных под прямым углом; в виде незамкнутого полукольца, переходящего в прямой участок; в виде незамкнутого полуовала с расходящимся вверх участком; в виде плавного прогиба в сторону; в виде прямой; в виде двух плавных прогибов в разные стороны; в виде крюкообразной формы; в виде вытянутого в сторону вверх полукольца; в виде подковы.
Ручки дверные могут иметь дополнительно по крайней мере одну цилиндрическую опору, которая может устанавливаться на все перечисленные формы ручек дверных.
Предпочтительно ручка дверная имеет дополнительно одну цилиндрическую опору и форму в виде незамкнутого равностороннего треугольника, состоящего из двух образующих сторон одинаковой длины, плавно соединенных между собой.
Предпочтительно ручка дверная имеет дополнительно одну цилиндрическую опору и форму в виде незамкнутого полукольца, переходящего в прямой участок.
Ручки с дополнительной третьей цилиндрической опорой и большим количеством опор устанавливаются на тяжелые и бронированные двери.
Качество изделий из полимерных материалов определяется внешним видом и эксплуатационными показателями. Согласно требованиям к внешнему виду изделий из полимерных материалов, а именно ручек дверных из труб поливинилхлоридных, они должны быть без трещин, пузырей, сколов, вздутий, темных пятен и других дефектов поверхности, так как ручки дверные используются в качестве декоративных элементов дверей и других конструкций.
В качестве материала для изготовления ручек предлагается использовать трубы поливинилхлоридные, так как этот материал устойчив к действию влаги, кислот, щелочей, растворов солей и т.д., и является высоко прочным.
Качественные показатели ручек дверных изготовленных из труб поливинилхлоридных определяются в значительной мере условиями их получения: режимов термообработки и термоформования, конструкции оборудования, конфигурации и размеров формовочного устройства.
Различные показатели качества изделий из полимеров зависят от их свойств и технологии их изготовления. Внешний вид ручек дверных главным образом зависит от условий переработки труб поливинилхлоридных, а механическая прочность, ударная стойкость, деформационные свойства определяются их надмолекулярной структурой, которая, в свою очередь, зависит как от исходных свойств поливинилхлорида, из которого получают трубы поливинилхлоридные, так и от технологии дальнейшей переработки труб поливинилхлоридных.
В предлагаемом решении предлагается использовать простую технологию для изготовления ручек дверных с сохранением высокого качества по внешнему виду и по прочностным свойствам.
В предлагаемый способ изготовления ручек дверных входят следующие операции и условия их проведения:
- резка заготовок труб поливинилхлоридных необходимой длины;
- предварительный подогрев заготовки до пластичного состояния равномерно со всех сторон. Температура подогрева заготовки находится в пределах 100-160°С. Подогрев заготовок ведут таким образом, чтобы заготовка равномерно разогревалась по всей толщине длины. Неравномерный разогрев приводит к браку: образованию складок, нужная форма ручки не получается и т.д. В тоже время при выборе оборудования для подогрева нужно учитывать низкую теплопроводность труб поливинилхлоридных. Поэтому нагрев должен быть не интенсивным, то есть время нагрева подбирается для каждой печи таким образом, чтобы создать равномерный разогрев в любой точке заготовки;
- проведение стадии формования с использованием формовочного устройства, состоящего из одной матрицы, внутри которой имеется пространство, повторяющее заданную форму ручки дверной, или из двух матриц, внутри которых при закрывании образуется пространство, повторяющее заданную форму ручки дверной. Стык матриц должен быть тщательно подогнан, в противном случае на ручке дверной останутся следы стыка. В форме происходит механическое воздействие на разогретую заготовку. Операции помещения заготовки в форму и извлечение готовой ручки дверной после охлаждения оператор выполняет вручную;
- после формования заготовку ручки дверной отправляют на механическую обработку, торцуют по высоте, выполняют резьбу с обоих торцов ручки для последующей установки ее с помощью элементов крепления к двери;
- проводят сборку, протирку, комплектацию и упаковку готовой ручки дверной.
Предлагаемый способ изготовления позволяет получать ручки дверные любой формы. Это достигается с помощью специально изготовленного формовочного устройства для изготовления каждой заданной формы ручки. Формовочное устройство состоит из двух матриц. В каждой матрице имеется формующее пространство. После закрывания матриц в формовочном устройстве образуется пространство, которое определяет форму готовой ручки дверной. Формовочное устройство снаружи имеет цилиндрическую или прямоугольную форму. Предлагаемое формовочное устройство имеет минимальное количество составных частей, поэтому оно надежно в эксплуатации. Формовочное устройство может состоять из одной матрицы с пространством для формования ручек. Кроме этого, формовочное устройство может содержать отверстия для подвода охлаждающего воздуха.
На фиг.1-12 показан вид сзади различных форм выполнения ручки дверной. На фиг.13-14 показаны ручки, имеющие дополнительную цилиндрическую опору. На фиг.15 показан общий вид крепления, а на фиг.16 - общий вид цилиндрической опоры в собранном виде.
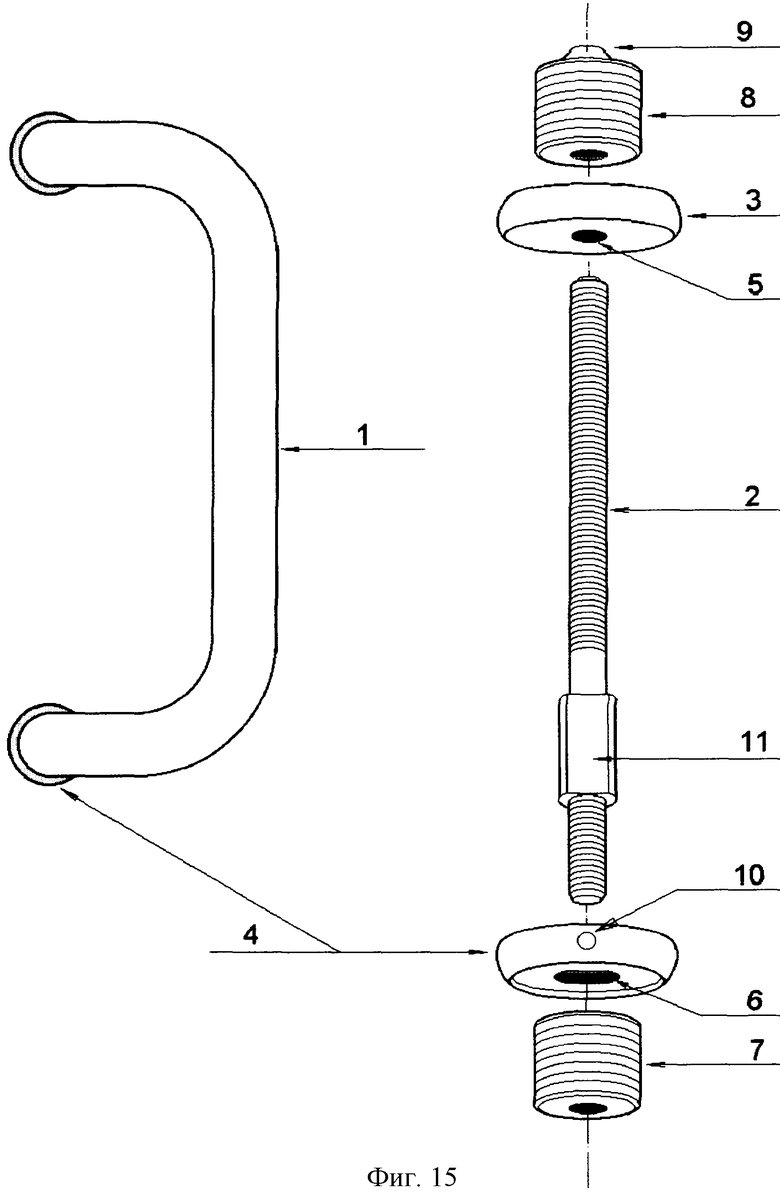
Крепление для ручек дверных 1 содержит (фиг.15) шпильку резьбовую 2, шайбы 3, 4. Шайба 3 имеет центральное отверстие 5, а шайба 4 - паз 6. Крепление для ручек дверных 1 содержит втулку 7 с наружной правой резьбой и внутренней левой резьбой, втулку 8, с наружной правой резьбой и внутренней правой резьбой. Втулка 8 имеет завальцованное полиэтиленовое кольцо 9. На шайбе 4 имеется отверстие 10 для затягивания рычагом при одновременном стыковом соединении правой и левой ручек 1. На шпильке 2 имеется утолщение 11, расположенное ближе к шайбе 4 с пазом 6, повторяющим форму утолщения 11.
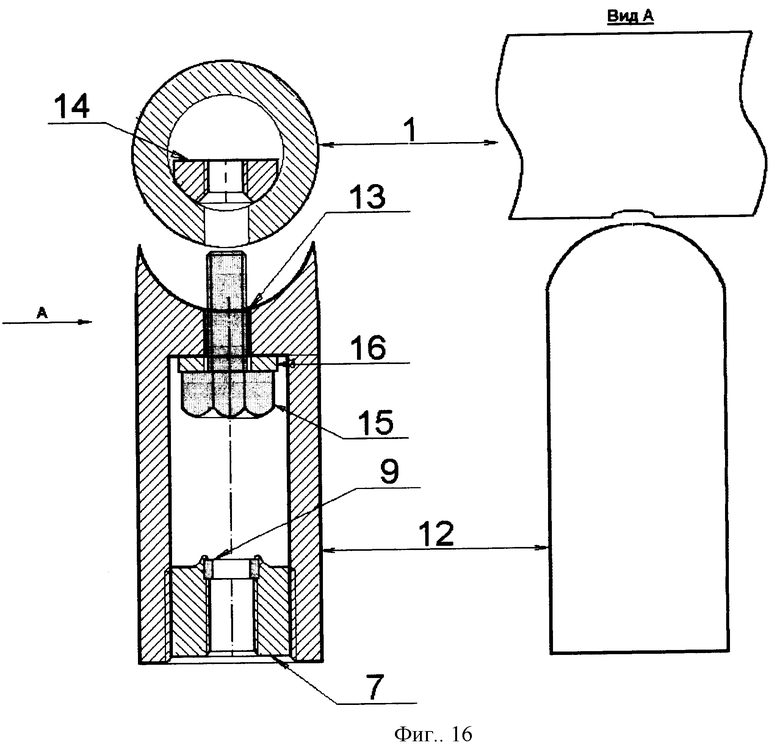
Ручка дверная может содержать дополнительно по крайней мере одну цилиндрическую опору 12 с отверстием 13 для соединения опоры 12 с ручкой 1 с помощью радиусной гайки 14, болта 15 и шайбы - 65 Г (гровер) 16 (фиг.16).
На фиг.1-14 показан общий вид ручек дверных на двух и трех опорах. Дополнительная цилиндрическая опора 12 выполнена из металла (фиг.16) и установлена на любом расстоянии от двух других опор ручки дверной (точек крепления). Дополнительная цилиндрическая опора 12 крепится к ручке дверной 1 механически. В ручке дверной 1 выполняют отверстия для соединения с дополнительной цилиндрической опорой 12. Болт 15, находящийся в опоре 12, через шайбу - 65 Г (гровер) 16 проходит через отверстие 13 в опоре 12 в отверстие ручки дверной 1 и вкручивается в радиусную гайку 14, расположенную в полости ручки дверной 1. Далее в торец дополнительной цилиндрической опоры 12 вкручивают втулку 7 или 8.
Установка ручек дверных с помощью прелагаемого крепления производится следующим способом:
- замеряют межосевое расстояние у ручки дверной 1;
- сверлят отверстия диаметром 9 мм со стороны улицы и 13 мм со стороны помещения;
- вставляют шпильку 2 в дверь так, чтобы утолщение 11 на шпильке 2 было со стороны помещения;
- со стороны улицы надевают на шпильку 2 шайбу 3 с отверстием по центру 5;
- подставляют ручку 1, в торцы которой вкручены втулки 7, 8;
- вкручивают шпильку до тех пор, пока расстояние от поверхности двери до конца шпильки 2 станет равным 42 мм;
- на выступающие шпильки 2 надевают шайбы 4 с пазом 6 в центре;
- приставляют ручку дверную 1 к шпилькам 2 и с помощью рычага производят полное стягивание ручек;
- боковые отверстия 10 в шайбах 4 заклеивают самоклеящейся пленкой, подобранной по цвету шайбы.
Ниже приведены примеры получения ручек дверных.
Пример 1
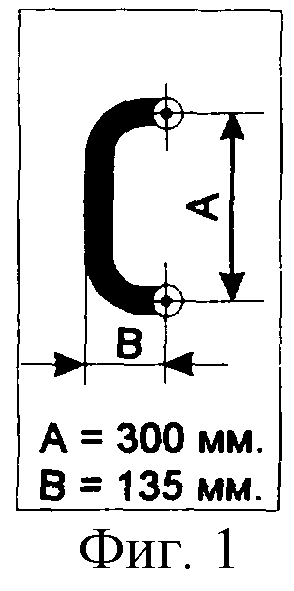
Берут трубу поливинилхлоридную диаметром 31,6 мм, нарезают заготовку длиной 640 мм и толщиной 7 мм, помещают их в печь на решетку, расположенную посередине печи, равномерно обогреваемую со всех сторон, подогревают до температуры 160°С, затем оператор вынимает заготовку из печи и переносит ее на формовочное устройство, выполненное из двух матриц, в которых выполнено углубление в виде скобы, закрывает матрицу, выдерживает в течение 10 минут, после охлаждения откидывает верхнюю матрицу в сторону, извлекает заготовку и отправляет ее на механическую обработку, ручку торцуют по высоте, выполняют резьбу с обоих торцов ручки для последующей установки ее с помощью элементов крепления к двери.
Полученная ручка в виде скобы, удобна в использовании и удачно вписывается в дизайн различных архитектурных сооружений. Ручка имеет расстояние между осями крепления (А) 300 мм, ширину (В) 135 мм (фиг.1). Ручка имеет белый цвет.
Пример 2
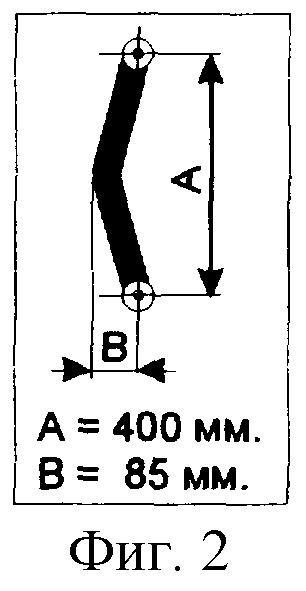
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что заготовку черного цвета (диаметром 30 мм и толщиной 5 мм) подогревают в печи до температуры 100°С. Ручка имеет форму в виде незамкнутого равностороннего треугольника, состоящего из двух образующих сторон одинаковой длины, сформованных под тупым углом. Ручка имеет расстояние между осями крепления (А) 300 мм, ширину (В) 70 мм (фиг.2). Ручка имеет оригинальную форму и хорошо вписывается в дизайн современных зданий.
Пример 3
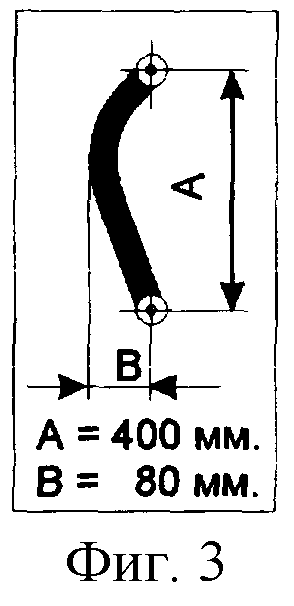
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет серый цвет и форму в виде незамкнутого разностороннего треугольника, состоящего из двух образующих сторон разной длины, плавно соединенных между собой. Ручка имеет также оригинальный вид и удобна в использовании. Ручка имеет расстояние между осями крепления 400 мм, ширину 80 мм (фиг.3).
Пример 4
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет коричневый цвет и форму в виде незамкнутого треугольника, состоящего из двух образующих сторон одинаковой длины, сформованных под прямым углом. Ручка имеет расстояние между осями крепления 300 мм, ширину 140 мм (фиг.4).
Пример 5
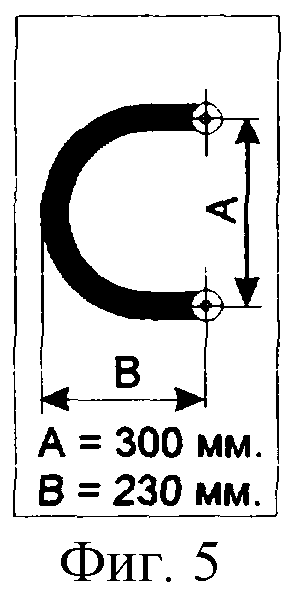
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде незамкнутого полукольца, переходящего в прямой участок. Ручка отличается элегантным исполнением и изысканностью формы. Ручка имеет расстояние между осями крепления 300 мм, ширину 230 мм (фиг.5).
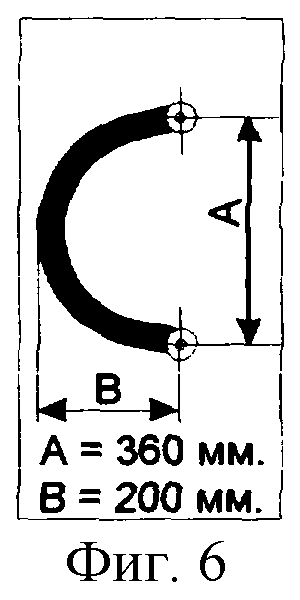
Пример 6
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде незамкнутого полуовала с расходящимся вверх участком. Ручка имеет расстояние между осями крепления 265 мм, ширина - 70 мм (фиг.6). Ручка дверная устанавливается на дверях разного размера и имеет широкое применение.
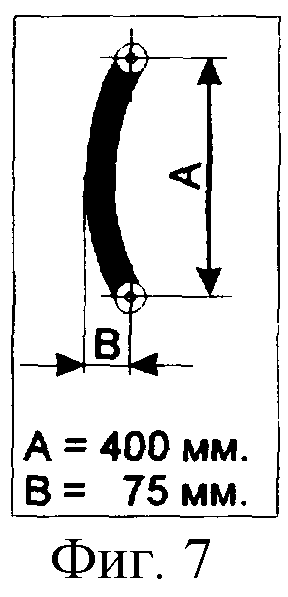
Пример 7
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что формовочное устройство состоит из одной матрицы, ручка имеет форму в виде плавного прогиба в сторону. Ручка имеет классический вид. Расстояние между осями крепления 265 мм, ширина - 70 мм (фиг.7).
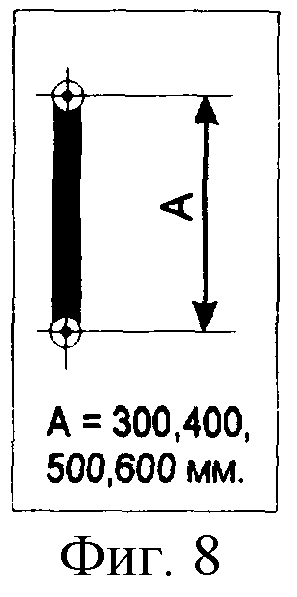
Пример 8
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде прямой. Ручка также имеет классический вид, поэтому широко используется. Ручка имеет расстояние между осями крепления 600 мм (фиг.8).
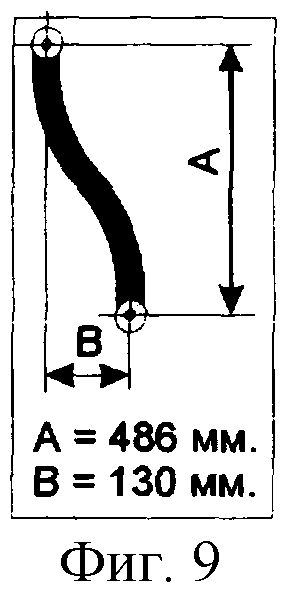
Пример 9
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде двух плавных прогибов в разные стороны. Ручка имеет расстояние между осями крепления 486 мм, ширину 130 мм (фиг.9). Модель отличается оригинальной формой.
Пример 10
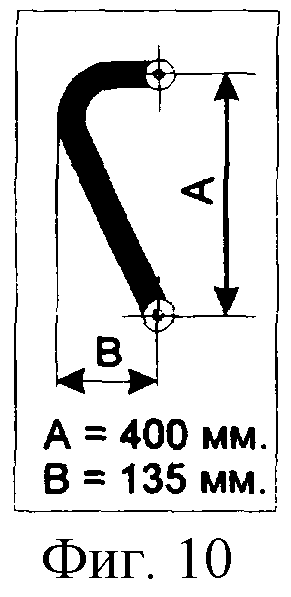
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде крюкообразной формы. Ручка выполнена в стиле модерн. Ручка имеет расстояние между осями крепления 400 мм, ширину 135 мм (фиг.10).
Пример 11
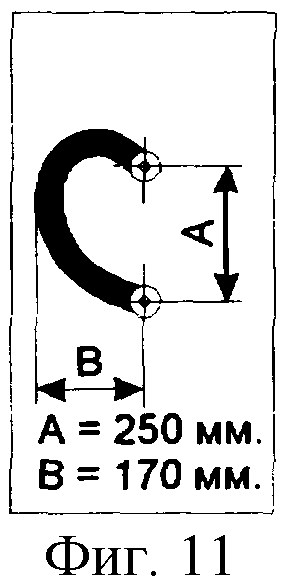
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде вытянутого в сторону вверх полукольца. Ручка также выполнена в стиле модерн. Ручка имеет расстояние между осями крепления 250 мм, ширину 170 мм (фиг.11).
Пример 12
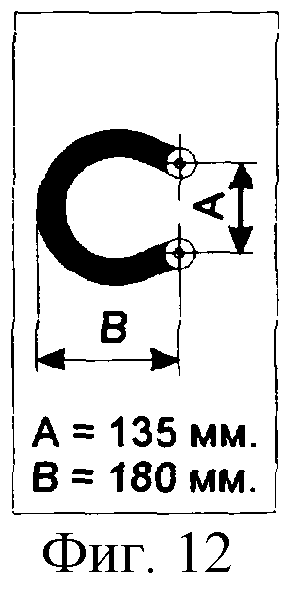
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде подковы. Ручка отличается оригинальным исполнением. Устанавливается на небольшие по размеру двери. Ручка имеет расстояние между осями крепления 135 мм, ширину 180 мм (фиг.12).
Пример 13
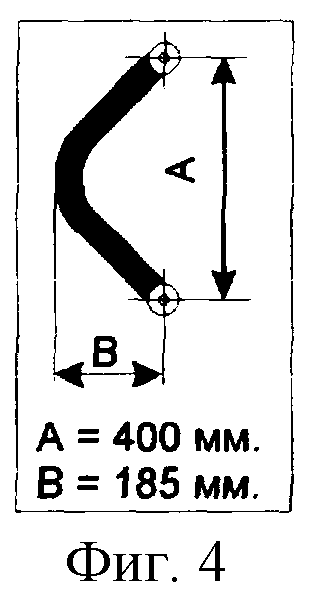
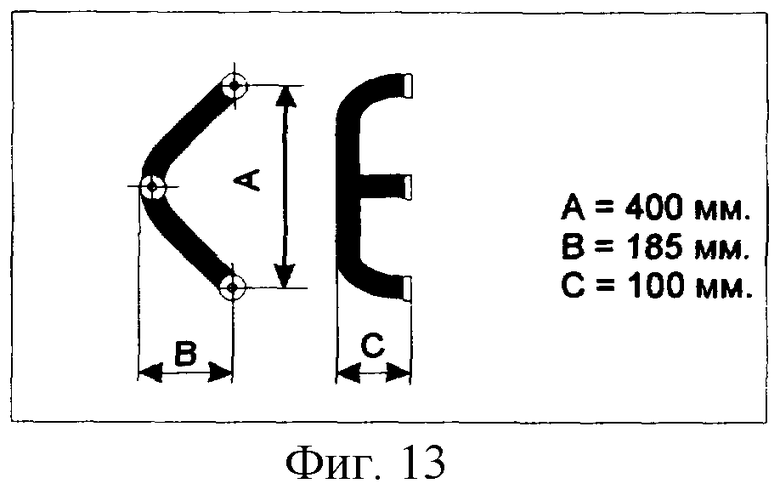
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде незамкнутого равностороннего треугольника, состоящего из двух образующих сторон одинаковой длины, плавно соединенных между собой и имеет дополнительную третью цилиндрическую опору. Предпочтительно ручка устанавливается на тяжелые и бронированные двери. Ручка имеет расстояние между осями крепления 400 мм, ширину 185 мм (фиг.13).
Пример 14
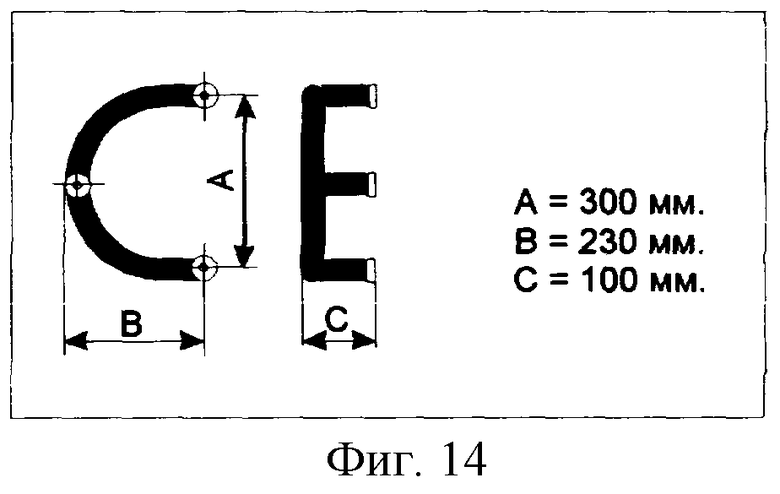
Ручку дверную изготавливают аналогично примеру 1, только отличается тем, что ручка имеет форму в виде незамкнутого полукольца (переходящего в прямой участок) и имеет дополнительную третью цилиндрическую опору. Используется также для тяжелых и бронированных дверей. Ручка имеет расстояние между осями крепления 300 мм, ширину 230 мм (фиг.14).
Все перечисленные ручки дверные имеют высоту (С) от 80 до 120 мм.
Заявленная ручка дверная может быть изготовлена в условиях массового производства с использованием оборудования для переработки пластических масс, с небольшими капитальными вложениями и по простой технологии. Предлагаемая ручка дверная обладает современным внешним видом и обладает высокой прочностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ ДВЕРНОЙ, РУЧКА ДВЕРНАЯ И СПОСОБ МОНТАЖА РУЧКИ ДВЕРНОЙ | 2003 |
|
RU2241104C1 |
| ДВЕРНАЯ РУЧКА | 2004 |
|
RU2373820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ ДВЕРНОЙ И РУЧКА ДВЕРНАЯ | 2003 |
|
RU2240409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ ДВЕРНОЙ И РУЧКА ДВЕРНАЯ | 2003 |
|
RU2240410C1 |
| СПОСОБ МОНТАЖА РУЧКИ ДВЕРНОЙ | 2003 |
|
RU2240408C1 |
| Узел крепления дверной ручки | 2016 |
|
RU2648633C1 |
| СПОСОБ МОНТАЖА РУЧКИ ДВЕРНОЙ К ОПОРНОЙ ПОВЕРХНОСТИ И РУЧКА ДВЕРНАЯ | 2003 |
|
RU2244792C2 |
| Комплект электронных дверных ручек | 2023 |
|
RU2820741C1 |
| УЗЕЛ КРЕПЛЕНИЯ РУЧКИ К ДВЕРНОМУ ПОЛОТНУ | 2022 |
|
RU2801646C1 |
| РУЧКА ДВЕРНАЯ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2563719C1 |
Изобретение относится к области скобяных изделий и касается способа изготовления ручки дверной круглого сечения, включающего резку заготовок, придание заготовке заданной формы в двух взаимно перпендикулярных плоскостях, охлаждение ее после формообразования, выполнение резьбы на торцах ручек для элементов крепления при установке ручек дверных. В качестве материала для ручек дверных используют трубы поливинилхлоридные, придание заготовке заданной формы проводят путем термоформования, которое осуществляют в две стадии: на первой стадии подогревают заготовку до температуры 100-160°С равномерно со всех сторон, затем на второй стадии формуют подогретую предварительно заготовку в формовочном устройстве, после охлаждения сформованную ручку дверную извлекают из формовочного устройства, торцуют по высоте и выполняют резьбу. Данный способ позволяет упростить изготовление скобяных изделий. 2 н. и 9 з.п. ф-лы, 16 ил.
| АНЕМОМЕТР ДЛЯ МАЛЫХ СКОРОСТЕЙ | 1935 |
|
SU46062A1 |
| ЕР 1026346 A1, 09.08.2000 | |||
| РУЧКА ДВЕРНАЯ | 2000 |
|
RU2158341C1 |
| Двухсторонняя дверная ручка | 1931 |
|
SU29382A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОДИРОВАНИЯ ВИДЕО, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕКОДИРОВАНИЯ ВИДЕО, СОПРОВОЖДАЕМОГО ВЗАИМНЫМ ПРОГНОЗИРОВАНИЕМ С ИСПОЛЬЗОВАНИЕМ СОВМЕСТНО РАЗМЕЩЕННОГО ИЗОБРАЖЕНИЯ | 2018 |
|
RU2688255C1 |
| Рычаг клапанного привода | 2018 |
|
RU2763354C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОРЧЕВАТЕЛЕМ | 0 |
|
SU408624A1 |
| RU 93031992 A, 27.01.1995. | |||

