Предлагаемая группа изобретений относится к области жилищного и промышленного строительства, а более конкретно - к конструированию скобяных изделий типа ручек дверных и к способам их изготовления.
Известны разнообразные конструкции дверных ручек (см., например, патенты РФ:
- на полезные модели NN 69126, 75682, 82743, 86637, 98770, 98771, 104604, 112241;
- на изобретения NN 2158341, 2162129, 2166046, 2188921, 2233369, 2233370, 2235176, 2235840, 2240407, 2240410, 2241104;
заявки РФ на изобретения NN 2002132047, 2002132078, 2002132079, 2002132080, 2002132313, 2002132314, 2003108336, 2003108380, 2003108389, 2003108391, 2003108393, 2003108394, 2003108395, 2003108338, 2003124376 и др.).
Все указанные конструкции ручек довольно сложны, что снижает надежность их эксплуатации, а также имеют низкую технологичность изготовления и монтажа на двери.
Наиболее близким к заявляемому решению по технической сущности и достигаемому эффекту от его использования является конструкция ручки по патенту РФ на изобретение N 2104378, которая состоит из двух симметричных половин, в состав которых входят собственно ручки (деревянные рукоятки), стяжные шпильки и дистанционные стойки. Кроме этого, каждая рукоятка оснащена угловыми скрытыми крепежными винтами и запорными резьбовыми заглушками.
Данная ручка тоже сложна по конструкции и имеет низкую технологичность изготовления и монтажа на двери, а также травмоопасна при закрывании двери.
Задачей, на решение которой направлено предлагаемое изобретение, является упрощение изготовления и монтажа ручки, а также повышение надежности ее эксплуатации путем упрощения ее конструкции.
Данная задача решается с помощью технического результата, заключающегося в повышении технологичности изготовления и монтажа ручки за счет обеспечения унификации элементов ручки и обеспечения ее оригинальной безопасной в эксплуатации конфигурации.
Указанный технический результат достигается тем, что в известной ручке дверной, состоящей из двух симметричных половин, каждая из которых содержит деревянную рукоятку и дистанционные стойки,
во-первых, каждая половина ручки снабжена единым плоским фигурным основанием, имеющим две идентичные по длине и зеркальные по конфигурации части относительно поперечной оси симметрии основания;
во-вторых, конфигурация стоек ручки выполнена таким образом, чтобы обеспечить в каждой половине смещение деревянной рукоятки от продольной оси симметрии основания вбок над одним из краев основания при обеспечении параллельности оси рукоятки продольной оси симметрии основания (что исключает травмоопасность при закрывании двери);
в-третьих, каждая стойка выполнена в виде набора криволинейных плоских пластин разного размера, причем у соседних пластин наружные контуры криволинейных участков расположены эквидистантно;
в-четвертых, в каждой половине, по меньшей мере, один из элементов стойки снабжен стопорным выступом, выполненным взаимодействующим с рукояткой и предотвращающим ее проворот.
Предлагаемое изобретение пояснено иллюстрациями, на которых:
- на Фиг. 1 показан вид сверху на одну из половин предлагаемой ручки в сборе;
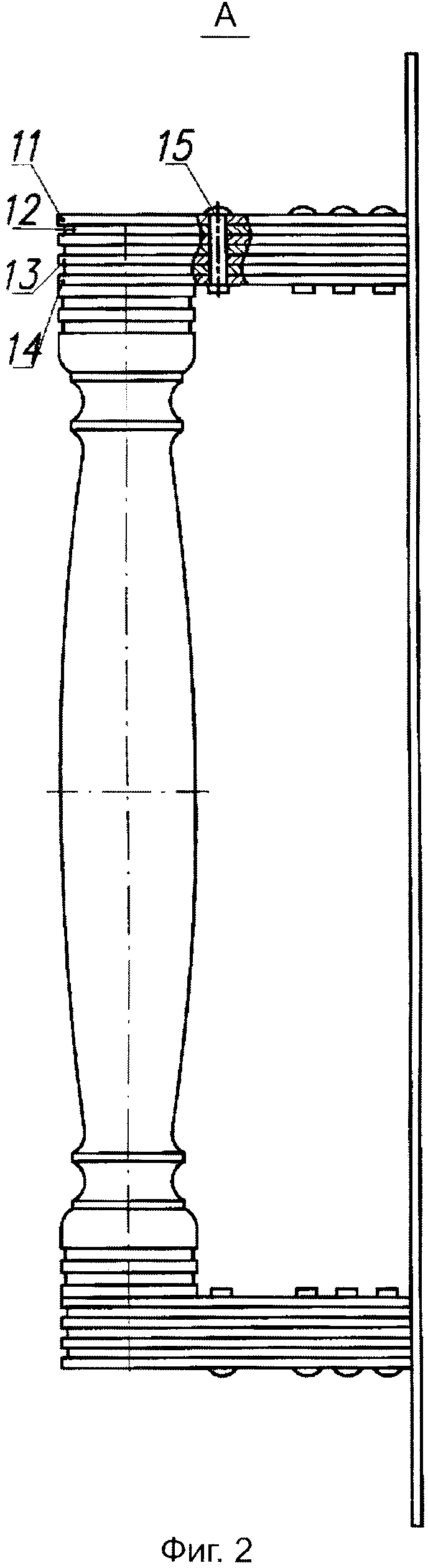
- на Фиг. 2 показан вид сбоку по стрелке А (см. Фиг. 1);
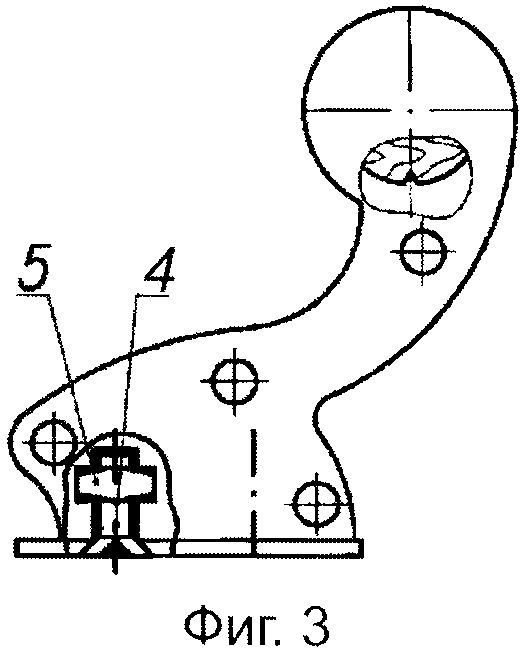
- на Фиг. 3 изображен вид с торца с вырезом для показа узла крепления стойки к основанию;
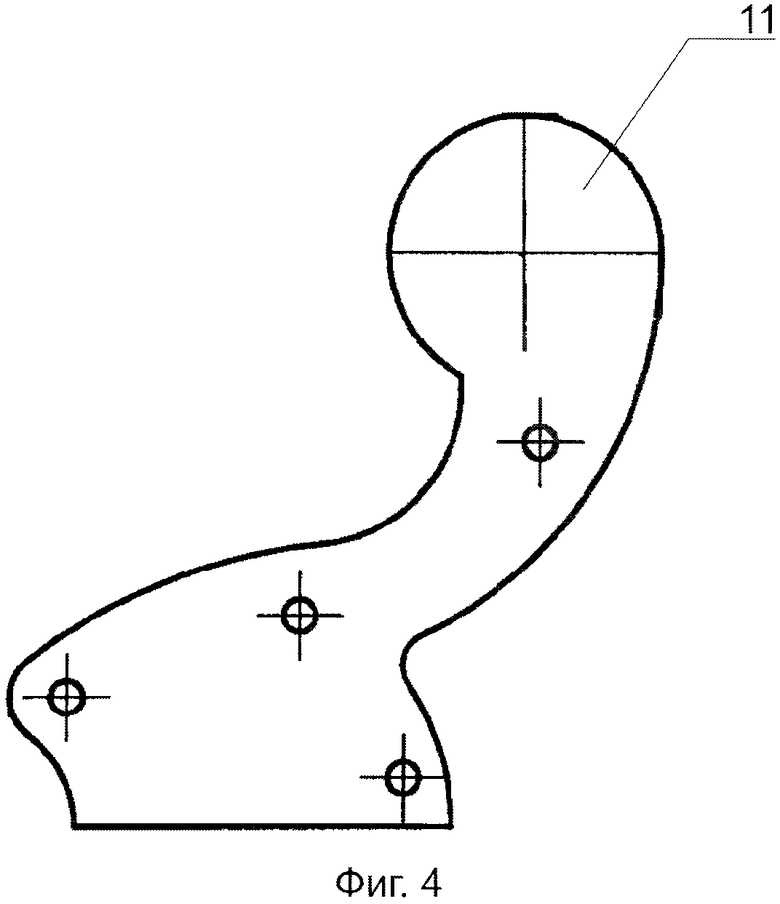
- на Фиг. 4 показана наружная большая предохранительно-декоративная торцевая пластина стойки;
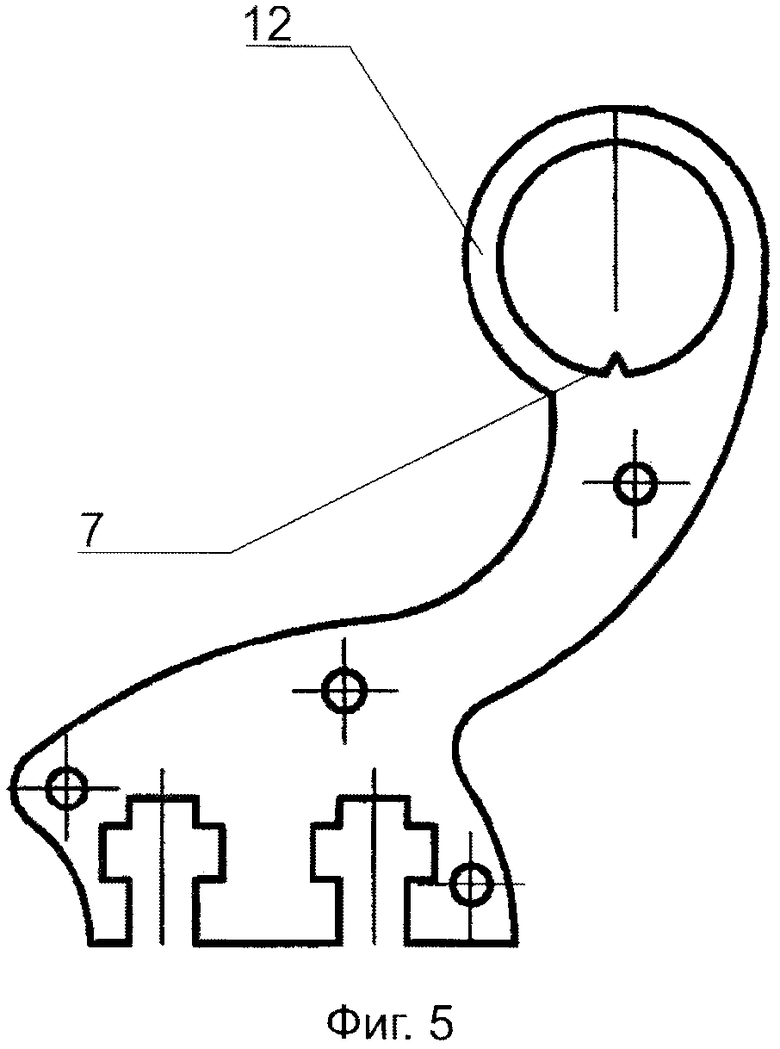
- на Фиг. 5 показана внутренняя малая пластина с вырезами под узлы крепления стойки к основанию и со стопорным выступом для рукоятки;
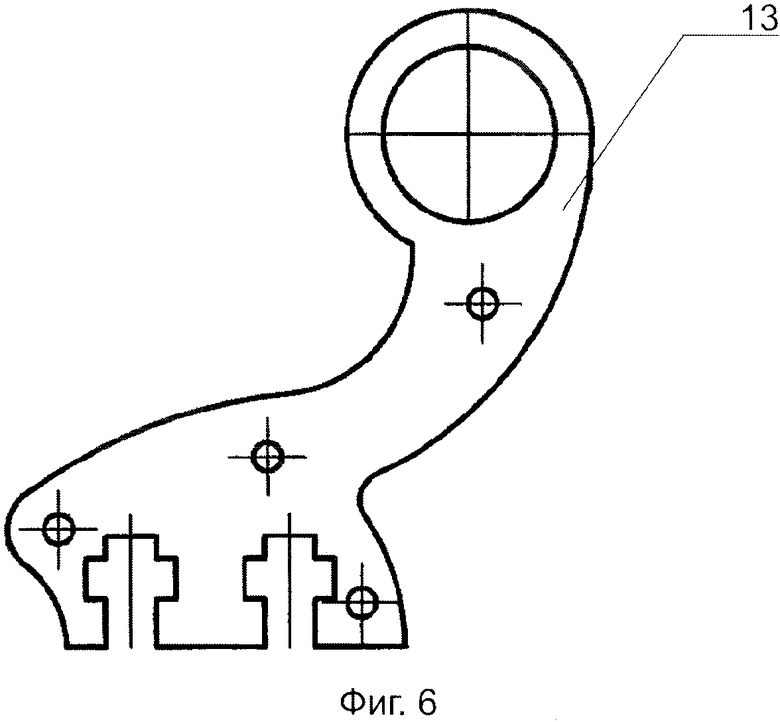
- на Фиг. 6 показана внутренняя большая декоративная пластина с вырезами под узлы крепления стойки к основанию;
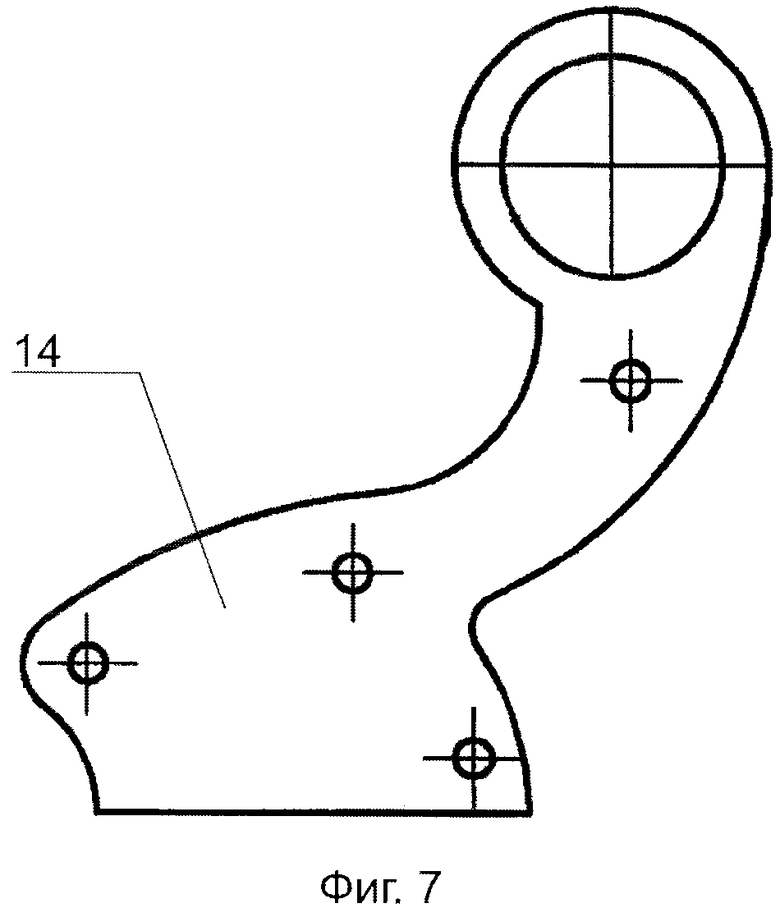
- на Фиг. 7 показана внутренняя большая декоративная пластина с отверстиями под рукоятку и под заклепки;
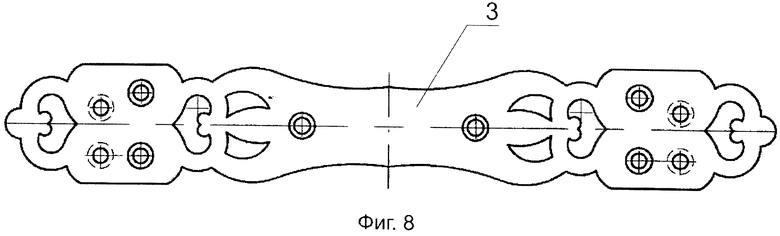
- на Фиг. 8 показано типовое основание на виде сверху;
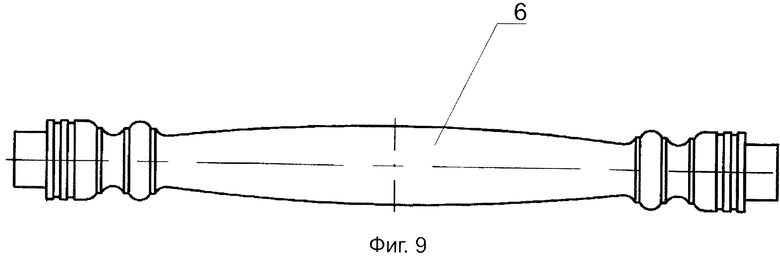
- на Фиг. 9 показан общий вид типовой рукоятки;
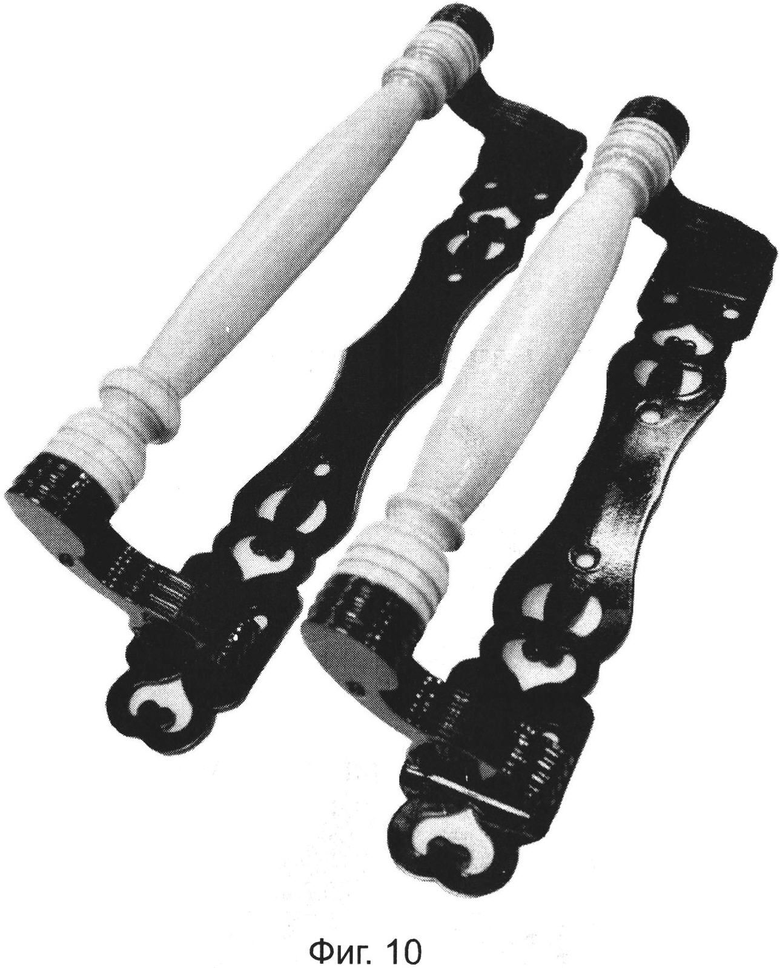
- на Фиг. 10 показана фотография общего вида обеих половин предлагаемой ручки;
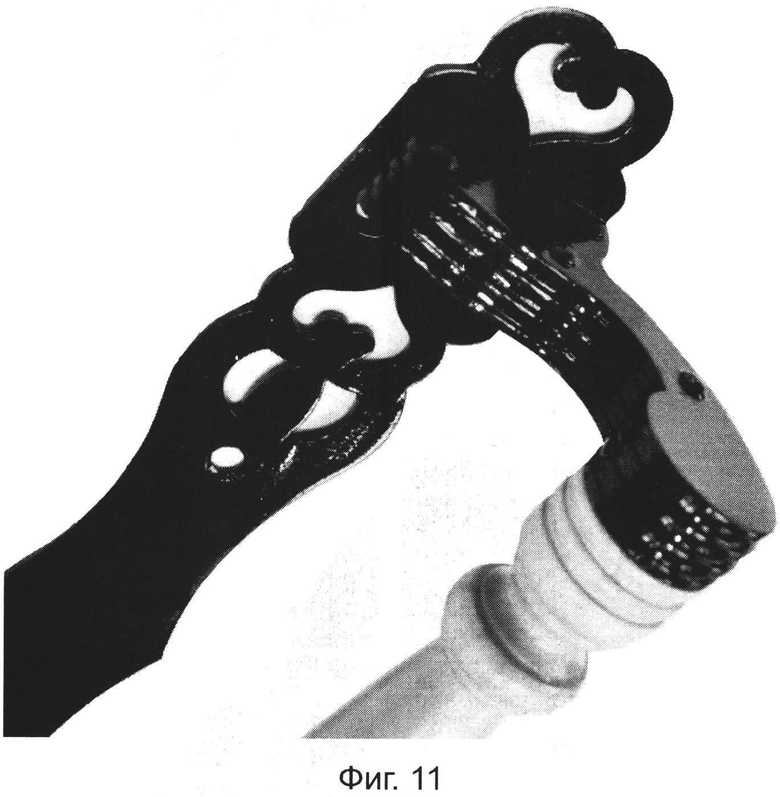
- на Фиг. 11 показана фотография типовой стойки для обеих половин ручки с эффектом имитации художественного фрезерования.
Каждая половина предлагаемой ручки состоит из 2-х зеркально выполненных стоек - правой 1 и левой 2 (см. Фиг. 1), которые крепятся к основанию 3 при помощи винтов 4 и квадратных гаек 5 (см. Фиг 3), спрятанных в стойках 1 и 2. Рукоятку 6 от проворота защищают стопорные выступы 7 (см. Фиг. 5), выполненные на отдельных элементах стоек 1 и 2, что существенно повышает надежность эксплуатации ручки.
Каждая половина ручки снабжена единым плоским фигурным основанием 3 (см. Фиг. 1, 2, 8), имеющим две идентичные по длине и зеркальные по конфигурации части относительно поперечной оси симметрии основания.
Каждая стойка выполнена в виде набора криволинейных плоских пластин разного размера, причем у соседних пластин наружные контуры криволинейных участков расположены эквидистантно. Стойки 1 и 2 изготавливают путем набора пластин: наружной большой предохранительно-декоративной торцевой пластины 11 (см. Фиг. 4), внутренней малой пластины 12 (см. Фиг. 5) с вырезами под узлы крепления стойки 1 или 2 к основанию 3 и со стопорным выступом 7 для рукоятки 6, внутренней большой декоративной пластины 13 (см. Фиг. 6) с вырезами под узлы крепления стойки к основанию 3, внутренней большой декоративной пластины 14 (см. Фиг. 7) с отверстиями под рукоятку 6 и под заклепки 15. Пластины изготавливают штамповкой из металлического листа и скрепляют между собой на штампе при помощи заклепок 15. Пластины 12 стоек 1 или 2 выполняют заведомо меньших размеров, что приводит при сборке всей стойки к эффекту имитации художественного фрезерования с помощью фасонной фрезы (см. Фиг. 11) и снижает требования к точности изготовления пластин. Пластины 12 и 13 выполнены с пазами под закладку гаек 5 (см. Фиг. 3). Пластина 11 выполнена без отверстия под рукоятку 6 для предохранения торцов последней и без паза под гайку 5. Пластина 14 стойки выполнена без паза под гайку 5. Таким образом, гайки 5 закрыты со всех сторон, что улучшает эстетический вид ручки в целом. Стойки 1 и 2 изготавливаются из одинаковых (унифицированных) элементов и собираются в зеркальном порядке.
Рукоятка 6 (см. Фиг. 9) изготавливается из древесины на токарном станке с помощью фасонных резцов. Она может тонироваться при необходимости под ценные породы древесины и покрываться лаком.
После того как все составляющие ручки готовы, происходит сборка. На рукоятку 6 с обеих сторон надеваются собранные стойки 1 и 2, после чего с помощью 4-х потайных винтов 4 стойки 1 и 2 крепятся к основанию 3.
Пластины 11, 12, 13, 14 (см. Фиг. 4, 5, 6, 7) вырубаются на штампах по отдельности. Причем пластины одинаковых размеров по контуру (например, 13, 14) можно вырубать на одном штампе, если предусмотреть съемные пуансоны. Затем пластины собираются на оправке в определенном порядке, внутрь стойки 1 (см. Фиг. 3) закладываются две стандартные квадратные гайки 5 и стойки скрепляются опять же на штампе при помощи 4-х заклепок 15 (см. Фиг. 2). Аналогично собирается вторая стойка 2, только пластины набираются в обратном порядке. Дизайн основания 3 ручки (см. Фиг. 8) выполнен таким образом, что его можно вырубать на штампе за 2 удара с переворотом. Этот прием дает возможность изготавливать разные типоразмеры ручек на одной оснастке. После того как все металлические составляющие ручки будут готовы, их отправляют на покрытие.
После того как все составляющие ручки готовы, происходит сборка. На рукоятку 6 (см. Фиг. 1, 2) с обеих сторон надевают собранные стойки 1 и 2. Причем выступ 7 на одной из пластин (см. Фиг. 5) предохраняет рукоятку от проворота, что повышает надежность эксплуатации ручки. Затем с помощью 4-х потайных винтов 4 стойки 1 и 2 крепятся к основанию 3.
Таким образом, предлагаемая ручка в основном (за исключением рукоятки 6) изготавливается из листового железа при помощи штамповки и включает в себя небольшое количество стандартных деталей, что делает ее технологичной и экономически выгодной для массового изготовления.
Крепление ручки к двери осуществляется с помощью самонарезающих шурупов (на иллюстрациях не показаны).
Предлагаемая ручка изготавливается следующим предлагаемым автором способом.
Известны различные способы изготовления ручек дверных, см., например, патенты РФ на изобретения NN 2186917, 2235176, 2240409, 2240410, 2241104, заявки РФ на изобретения NN 2002132047, 2002132047, 2002132078, 2002132079, 2002132080, 2002132313, 2002132314, 2003108336, 2003108380, 2003108389, 2003108391, 2003108393, 2003108394, 2003108338, 2003124376 и др.
Все указанные способы нетехнологичны и малопроизводительны, что затрудняет или исключает их использование в серийном и массовом производстве.
Наиболее близким к заявляемому решению по технической сущности и достигаемому эффекту от его использования является способ изготовления ручки дверной по патенту РФ на изобретение N 2240409, включающий следующие операции:
- изготовление, как минимум, одной рукоятки из частей прутка П-образной формы;
- изготовление опор (дистанционных стоек) рукоятки;
- изготовление средства соединения опор с рукояткой;
- изготовление средства закрепления ручки на двери.
Данный способ, хотя и позволяет изготавливать ручки дверные, но он нетехнологичен и малопроизводителен.
Задачей, на решение которой направлено предлагаемое изобретение, является упрощение изготовления и монтажа ручки, а также повышение надежности ее эксплуатации.
Данная задача решается с помощью технического результата, заключающегося в повышении технологичности изготовления и монтажа ручки за счет обеспечения унификации оригинальных элементов ручки и сведения к минимуму применения стандартизованных элементов (например, дорогих элементов крепежа).
Указанный технический результат достигается тем, что в известном способе изготовления ручки дверной, включающем:
- изготовление, как минимум, одной рукоятки;
- изготовление опор (дистанционных стоек) рукоятки;
- изготовление средства соединения опор с рукояткой;
- изготовление средства закрепления ручки на двери,
во-первых, каждую опору (стойку) выполняют в виде набора криволинейных плоских пластин разного размера, причем у соседних пластин наружные контуры криволинейных участков располагают эквидистантно,
во-вторых, перед сборкой опор их плоские пластины вырубают на штампах, основание средства закрепления ручки на двери вырубают на штампе за два удара с переворотом, после этого пластины собирают на оправке, внутрь опор закладывают гайки средства закрепления ручки на основании, после чего опоры скрепляют на штампе с помощью заклепок,
- в третьих, рукоятку изготавливают из древесины на токарном станке с помощью фасонных резцов фигурной прямой формы с канавками, после чего рукоятку тонируют под ценные породы древесины и покрывают лаком;
в-четвертых, все металлические составляющие ручки покрывают порошковой эмалью, например, типа «Краска порошковая Interpon 700 Эпокси-Полиэфирная RAL 9005 TR LF гладкая матовая 30%».
Использование предлагаемых изобретений позволяет:
1. Существенно упростить изготовление и монтаж ручки, а также повысить надежность ее эксплуатации путем упрощения ее конструкции.
2. Повысить технологичность изготовления и монтажа ручки за счет обеспечения унификации простых в изготовлении оригинальных элементов ручки и обеспечения ее безопасной в эксплуатации конфигурации.
3. Снизить себестоимость изготовления ручки при обеспечении высокой надежности и удобства ее эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШКАФ | 1998 |
|
RU2128936C1 |
| КАРКАСНО-ПАНЕЛЬНОЕ ЗДАНИЕ | 2011 |
|
RU2582155C2 |
| Двухрядная кабина грузового транспортного средства | 2023 |
|
RU2819457C1 |
| СПОСОБ МОНТАЖА РУЧКИ ДВЕРНОЙ И РУЧКА ДВЕРНАЯ | 2000 |
|
RU2162129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРНОГО ПОЛОТНА И ДВЕРНОЕ ПОЛОТНО | 2009 |
|
RU2416706C2 |
| ДВЕРНОЙ БЛОК | 2004 |
|
RU2273713C1 |
| ОГНЕСТОЙКИЙ ДВЕРНОЙ БЛОК | 2010 |
|
RU2467144C2 |
| СПОСОБ СКРЕПЛЕНИЯ ПО ТОРЦУ ЛИНЕЙНЫХ РАЗРЕЗОВ ПРЕИМУЩЕСТВЕННО СТЕНОК КРОВЕНОСНОГО СОСУДА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2394508C1 |
| БЫТОВОЙ ПРИБОР С РУЧКОЙ ДВЕРИ | 2006 |
|
RU2425201C2 |
| КОНСТРУКЦИЯ ДВЕРИ И СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ | 1994 |
|
RU2037622C1 |
Предлагаемая группа изобретений - ручка дверная и способ ее изготовления, относится к области жилищного и промышленного строительства, а более конкретно - к скобяным изделиям. Предложена ручка дверная, состоящая из двух симметричных половин, каждая из которых содержит деревянную рукоятку и две дистанционные стойки, причем каждая половина ручки снабжена единым плоским фигурным основанием, имеющим две идентичные по длине и зеркальные по конфигурации части относительно поперечной оси симметрии основания. Конфигурация стоек ручки выполнена таким образом, чтобы обеспечить в каждой половине смещение деревянной рукоятки от продольной оси симметрии основания вбок над одним из краев основания при обеспечении параллельности оси рукоятки продольной оси симметрии основания. Кроме этого, каждая стойка выполнена в виде набора криволинейных плоских пластин разного размера, причем у соседних пластин наружные контуры криволинейных участков расположены эквидистантно. Предложен также способ изготовления ручки дверной, включающий изготовление, как минимум, одной рукоятки, изготовление опор рукоятки, изготовление средства соединения опор с рукояткой и изготовление средства закрепления ручки на двери. При этом каждую опору выполняют в виде набора криволинейных плоских пластин разного размера, причем у соседних пластин наружные контуры криволинейных участков располагают эквидистантно. Перед сборкой опор их плоские пластины вырубают на штампах, после чего пластины собирают на оправке, внутрь опор закладывают гайки средства закрепления опор на основании и опоры скрепляют на штампе с помощью заклепок. Основание вырубают на штампе за два удара с переворотом. Использование предлагаемых изобретений позволяет: существенно упростить изготовление и монтаж ручки, а также повысить надежность ее эксплуатации путем упрощения ее конструкции, повысить технологичность изготовления и монтажа ручки за счет обеспечения унификации простых в изготовлении оригинальных элементов ручки и обеспечения ее безопасной в эксплуатации конфигурации, снизить себестоимость изготовления ручки при обеспечении высокой надежности и удобства ее эксплуатации. 2 н. и 3 з.п. ф-лы, 4 ил.
1. Ручка дверная, состоящая из двух симметричных половин, каждая из которых содержит деревянную рукоятку и две дистанционные стойки, отличающаяся тем, что
- каждая половина ручки снабжена единым плоским фигурным основанием, имеющим две идентичные по длине и зеркальные по конфигурации части относительно поперечной оси симметрии основания,
- конфигурация стоек ручки выполнена таким образом, чтобы обеспечить в каждой половине смещение деревянной рукоятки от продольной оси симметрии основания вбок над одним из краев основания при обеспечении параллельности оси рукоятки продольной оси симметрии основания,
- каждая стойка выполнена в виде набора криволинейных плоских пластин разного размера, причем у соседних пластин наружные контуры криволинейных участков расположены эквидистантно.
2. Ручка по п. 1, отличающаяся тем, что в каждой половине, по меньшей мере, один из элементов стойки снабжен стопорным выступом, выполненным взаимодействующим с рукояткой и предотвращающим ее проворот.
3. Способ изготовления ручки дверной, включающий изготовление, как минимум, одной рукоятки, изготовление опор рукоятки, изготовление средства соединения опор с рукояткой и изготовление средства закрепления ручки на двери, отличающийся тем, что
- каждую опору выполняют в виде набора криволинейных плоских пластин разного размера, причем у соседних пластин наружные контуры криволинейных участков располагают эквидистантно,
- перед сборкой опор их плоские пластины вырубают на штампах, после чего пластины собирают на оправке, внутрь опор закладывают гайки средства закрепления опор на основании и опоры скрепляют на штампе с помощью заклепок,
- основание средства закрепления ручки на двери вырубают на штампе за два удара с переворотом.
4. Способ по п. 3, отличающийся тем, что рукоятку изготавливают из древесины на токарном станке с помощью фасонных резцов с канавками, после чего рукоятку тонируют под ценные породы древесины и покрывают лаком.
5. Способ по п. 3, отличающийся тем, что все металлические составляющие ручки покрывают порошковой эмалью, например, типа «Краска порошковая Interpon 700 Эпокси-Полиэфирная RAL 9005 TR LF гладкая матовая 30%».
| Устройство для периодического замыкания и размыкания электрической цепи | 1933 |
|
SU41058A1 |
| Картузник для папирос | 1927 |
|
SU10058A1 |
| Способ автоматического регулирования подготовки окислов азота к абсорбции в башенном сернокислотном производстве | 1950 |
|
SU98770A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИЗМЕНЕНИЯ РАЗМЕРОВ СТОПЫ ПОД НАГРУЗКОЙ | 0 |
|
SU205215A1 |

