Изобретение относится к технике вентиляции и может использоваться для перемещения парогазовоздушных смесей, содержащих опасные компоненты, на ряде участков с вредными выделениями предприятий атомной, химической, горной и биологической промышленности.
Известен способ выполнения приточно-вытяжного воздуховода, содержащего приточный и вытяжной воздуховоды, состоящие из прямых участков и различных соединительных деталей, элементов, опор и подвесок (SU 964367 А, 07.10.1982).
Недостатками прототипа является недостаточная герметичность отдельных звеньев и соединений воздуховодов, определяющая их использование только в системах вентиляции общего назначения для животноводческих помещений с целью санитарного воздухообмена при максимальной экономии тепловых затрат, а также отсутствие сведений по способу их монтажа.
Технической задачей предлагаемого воздуховода является расширение возможностей применения его для вентиляции изолированных помещений (боксов, камер) с вредными и опасными выделениями от технологического оборудования. Техническое решение достигается путем создания герметичной конструкции вытяжного воздуховода типа труба в трубе, обеспечивающего, в первую очередь, высокую радиационную, химическую или бактериологическую безопасность за счет разности давлений в приточном и вытяжном каналах, осуществление рекуперативного подогрева приточного холодного воздуха и разработкой рационального способа выполнения комбинации приточно-вытяжной системы.
Технический результат достигается тем, что способ выполнения приточно-вытяжного воздуховода, содержащего приточный и вытяжной воздуховоды, состоящие из прямых участков и различных соединительных деталей, элементов, опор и подвесок, заключается в том, что детали и соединения элементов внутреннего вытяжного воздуховода выполняют только сварными с высокой газоплотностью, а внешнего приточного воздуховода, находящегося под более высоким давлением, - фальцевыми, сварными, фланцевыми или ниппельными, причем их сборка производится ступенчато и последовательно, начиная с одного конца магистральной части воздуховода.
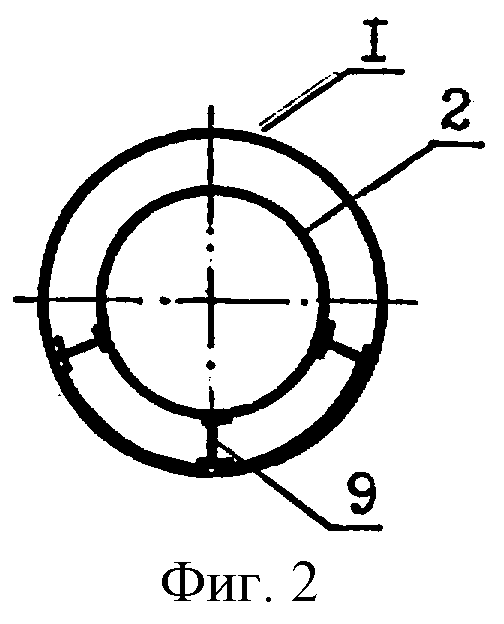
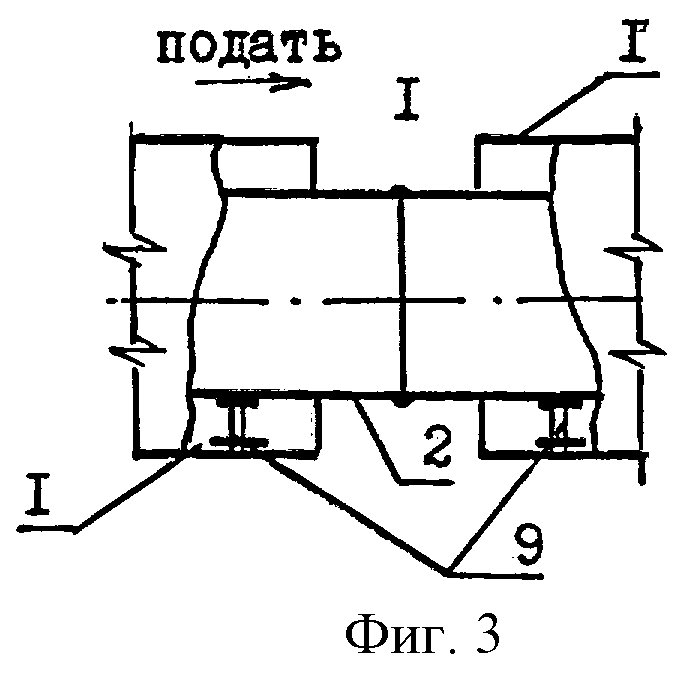
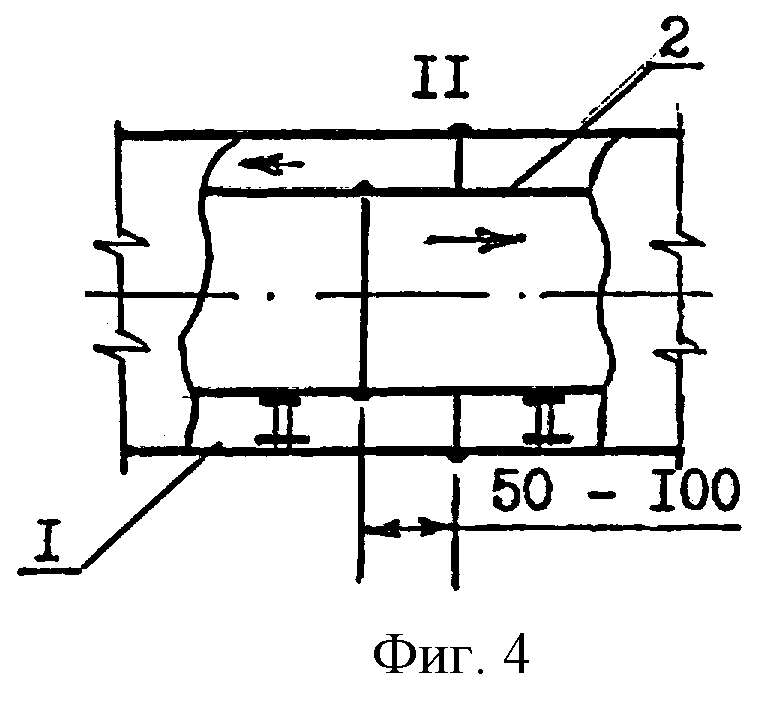
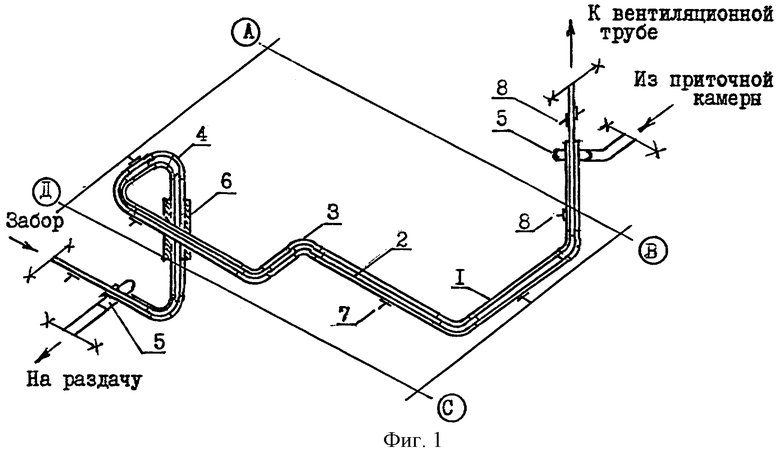
Сущность изобретения поясняется чертежами, где на фиг.1 представлена условная схема трассировки магистральной части приточно-вытяжного воздуховода; на фиг.2 показано поперечное его сечение; на фиг.3 и 4 отображен порядок сборки способом сварки соседних звеньев воздуховода.
Приточно-вытяжной воздуховод содержит внешний 1 и внутренний 2 воздуховоды, расположенные концентрично друг к другу по всей длине магистрали. Внешний воздуховод кольцевого сечения состоит из прямых участков длиной 2000-6000 мм и деталей к ним: отводов 3 и полуотводов 4, узлов ответвления (тройников и крестовин) 5, шумоглушителей 6, внешних горизонтальных 7 и вертикальных 8 опор и подвесок. Внутренний воздуховод круглого сечения не имеет шумоглушителей, но обладает внутренними скользящими опорами 9, а узлы ответвления могут располагаться на его концевых участках за пределами магистральной части воздуховода. При равенстве скоростей потоков поперечные сечения внутреннего и внешнего каналов определяются соотношением диаметров 1,4:1, а при некотором превышении скорости потока в кольцевом канале внешний диаметр становится меньше 1,4 внутреннего диаметра, что приводит к снижению расхода металла и веса воздуховода. Прямые участки внешнего и внутреннего воздуховодов должны быть одинаковой длины, достигающей 2000-6000 мм. Горизонтальные и вертикальные прямые участки внутреннего воздуховода 1 круглого сечения покоятся на полукольцевых ребристых внутренних опорах, выполненных из стальной полосы и приваренных к их наружной поверхности на расстоянии от концов не менее 200 мм, причем может использоваться, при необходимости, третья - срединная аналогичная опора.
Все звенья внутреннего воздуховода выполняются из листовой, предпочтительно нержавеющей, стали толщиной 1-3 мм прямошовными сварными с высокой газоплотностью, а их стыковые соединения при монтаже производятся только на сварке. Звенья внешнего воздуховода могут выполняться из более тонкой листовой, предпочтительно оцинкованной, стали прямошовными фальцевыми или сварными, а их соединения могут быть не только сварными, но также фланцевыми или ниппельными. Сборка звеньев магистральной части приточно-вытяжного воздуховода производится ступенчато и последовательно с одного его конца, когда начальный участок внешнего воздуховода 1 закреплен на в наружной опоре 7, а участок внутреннего воздуховода 2 выдвинут на 50-100 мм и к его торцу подводится выдвинутый на такую же длину участок 2 соседнего звена, затем выполняется их сварное соединение 1, контролируется качество шва, производится, при необходимости, вырезка катушки для лабораторного анализа и вварка новой катушки. После этого надвигается участок 1 соседнего звена внешнего воздуховода и выполняется сварное, фланцевое или ниппельное соединение 11. Последовательно, в том же порядке монтируются следующие различные звенья воздуховода, причем отводы 3 внутреннего воздуховода легко заводятся в два полуотвода 4 внешнего воздуховода, после чего последние соединяются.
Приточно-вытяжной воздуховод используется следующим образом. Забор вредной и опасной парогазовоздушной смеси производится из изолированного помещения и транспортируется по внутреннему вытяжному воздуховоду через газоочистку к вентиляционной трубе или шахте с крышным вентилятором. Свежий приточный воздух поступает в приточную камеру, оснащенную напорными вентиляторами, фильтрами, обратными клапанами и контрольными приборами, откуда транспортируется по кольцевому сечению внешнего воздуховода и через узел ответвления 5 поступает в воздухораспределители вентилируемого помещения. Шумоглушители 6, установленные на магистрали, снижают уровень аэродинамического шума. При повышенном избыточном давлении приточного воздуха в кольцевом сечении внешнего воздуховода и более низком давлении (вакууме) во внутреннем вытяжном воздуховоде не происходит утечек опасных смесей даже при аварийной разгерметизации последнего. Противоточное направление движения потоков приводит к эффективному рекуперативному теплообмену через стенку внутреннего воздуховода.
Таким образом, поставленная задача решается концентричным размещением воздуховодов с образованием кольцевого потока приточного воздуха и возможности взаимного смещения их на внутренних опорах при монтаже. Создание разности давлений в потоках способствует повышению газоплотности соединений внутреннего вытяжного воздуховода, гарантируя надежную радиационную, химическую или бактериологическую безопасность при транспортировании парогазовоздушных смесей из изолированных помещений. Противоточность потоков создает эффективный рекуперативный теплообмен, а способ ступенчато-последовательной сборки элементов приточно-вытяжного воздуховода является простым и практически выполнимым.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИТОЧНО-ВЫТЯЖНОЙ ВОЗДУХОВОД | 2016 |
|
RU2708103C2 |
| ВЕНТИЛЯЦИОННАЯ УСТАНОВКА | 2016 |
|
RU2675215C2 |
| ВСТРОЕННЫЙ РАДИАЛЬНЫЙ ВЕНТИЛЯТОР ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2000 |
|
RU2186255C2 |
| ОКРАСОЧНАЯ ВЕНТИЛИРУЕМАЯ КАМЕРА | 2000 |
|
RU2188985C2 |
| ВОЗДУХОРАСПРЕДЕЛИТЕЛЬ | 2000 |
|
RU2188986C2 |
| Приточный клапан с подогревом воздуха | 2023 |
|
RU2825170C1 |
| Система вентиляции с очисткой и дезинфекцией воздуха | 2020 |
|
RU2725325C1 |
| Система вентиляции с очисткой и дезинфекцией воздуха | 2020 |
|
RU2771857C1 |
| ЭНЕРГОЭФФЕКТИВНОЕ ОТАПЛИВАЕМОЕ ЗДАНИЕ С ТЕПЛИЦЕЙ | 2015 |
|
RU2606891C1 |
| Система вентиляции животноводческого помещения | 1991 |
|
SU1835479A1 |
Относится к технике вентиляции и может использоваться для перемещения парогазовоздушных смесей, содержащих вредные и опасные компоненты, из изолированных помещений на предприятиях атомной, химической, горнодобывающей и биологической промышленности. Способ выполнения приточно-вытяжного воздуховода, содержащего приточный и вытяжной воздуховоды, состоящие из прямых участков и различных соединительных деталей, элементов, опор и подвесок, заключается в том, что детали и соединения элементов внутреннего вытяжного воздуховода выполняют только сварными с высокой газоплотностью, а внешнего приточного воздуховода, находящегося под более высоким давлением, - фальцевыми, сварными, фланцевыми или ниппельными, причем их сборка производится ступенчато и последовательно, начиная с одного конца магистральной части воздухопровода. Техническим результатом является расширение возможностей применения его для вентиляции изолированных помещений с вредными и опасными выделениями от технологического оборудования. 4 ил.
Способ выполнения приточно-вытяжного воздуховода, содержащего приточный и вытяжной воздуховоды, состоящие из прямых участков и различных соединительных деталей, элементов, опор и подвесок, отличающийся тем, что детали и соединения элементов внутреннего вытяжного воздуховода выполняются только сварными с высокой газоплотностью, а внешнего приточного воздуховода, находящегося под более высоким давлением, - фальцевыми, сварными, фланцевыми или ниппельными, причем их сборка производится ступенчато и последовательно, начиная с одного конца магистральной части воздуховода.
| Вентиляционное устройство | 1981 |
|
SU964367A1 |
| Гибкая вентиляционная труба | 1990 |
|
SU1772535A1 |
| SU 761713 А, 09.09.1980 | |||
| Шаблон для навивки бортовых колец | 1988 |
|
SU1549784A2 |
| Устройство для статистических исследований пропусковой способности сетей связи | 1973 |
|
SU490135A1 |

