Изобретение относится к производству тиглей из углеродного композиционного материала (УКМ) и может быть использовано в химико-металлургической промышленности в качестве элементов хлораторов, электролизеров и т.д.
Известен способ изготовления изделий из УКМ, при котором формируют части изделия из углеродных волокон, уплотняют их углеродом и соединяют путем укладки между соединяемыми поверхностями частей изделия волокнистого материала, его уплотнения и доуплотнения соединяемых частей углеродом (патент США №3796616, В 29 С 25/00).
Однако известный способ не обеспечивает высокой герметичности соединения из-за несплошности соединений, т.к. уплотнение волокнистого материала осуществляется через поверхность, площадь которой недостаточна для более полного уплотнения. Соединяющий отдельные части конструкции материал не обеспечивает сцепления этих частей и герметичности изделия в целом.
Известен способ изготовления тиглей из УКМ, включающий формирование каркаса донной части тигля из углеродных волокон, уплотнение ее пироуглеродом, формирование каркаса боковой части тигля на формообразующей оправке, установленной с возможностью контакта с донной частью тигля, и последующее соединение донной и боковой частей тигля между собой путем доуплотнения материала донной части и уплотнения каркаса боковой части тигля пироуглеродом термоградиентным методом (патент России №2086414, В 29 D 9/00).
Недостатками способа являются недостаточная надежность и низкий ресурс работы тиглей из-за невысокой механической прочности и повышенной проницаемости материала для жидкостей и газов в месте соединения частей тигля.
Задачей изобретения является повышение надежности и ресурса работы тиглей, прежде всего крупногабаритных.
Поставленная задача достигается тем, что в способе изготовления тиглей из углеродного композиционного материала, включающем формирование из углеродных волокон каркаса донной части тигля, уплотнение его пироуглеродом, формирование из углеродных волокон каркаса боковой части тигля на формообразующей оправке, установленной с возможностью контакта с каркасом донной части тигля, соединение каркасов донной и боковой частей тигля путем доуплотнения каркаса донной части и уплотнения каркаса боковой части тигля пироуглеродом, при этом уплотнение и доуплотнение пироуглеродом на всех стадиях проводят термоградиентным методом, каркас донной части формируют с уменьшающейся относительно его основания толщиной и за одно целое с каркасом боковой части на участке 100-400 мм от высоты боковой части, уплотнение каркаса донной части пироуглеродом проводят при перемещении зоны пиролиза на толщину основания каркаса донной части тигля, а на формообразующей оправке осуществляют окончательное формирование каркаса боковой части тигля, причем при соединении каркасов донной и боковой частей производят деформирование углеродными волокнами каркаса донной части до требуемой толщины путем наложения с нахлестом углеродных волокон каркаса боковой части на углеродные волокна каркаса донной части тигля.
Уплотнение каркаса донной части тигля пироуглеродом можно проводить при температуре в зоне пиролиза 900-1000°С.
Перед соединением донной и боковой частей тигля путем доуплотнения каркаса донной части тигля и уплотнения каркаса боковой части тигля пироуглеродом термоградиентным методом каркас боковой части тигля в зоне соединения его с донной частью тигля можно дополнительно прошивать углеродной нитью на всю его толщину или послойно.
Формирование каркаса донной части с уменьшающейся относительно его основания толщиной и за одно целое с каркасом боковой части на участке 100-400 мм от высоты боковой части, окончательное формирование боковой части тигля на формообразующей оправке, доформирование углеродными волокнами каркаса донной части до требуемой толщины путем наложения с нахлестом углеродных волокон каркаса боковой части на углеродные волокна каркаса донной части тигля при соединении каркасов донной и боковой частей позволяет увеличить площадь контакта соединяемых частей между собой и, тем самым, создать предпосылки для получения более прочного и менее проницаемого для жидкостей и газов материала в месте соединения донной и боковой частей тигля.
Уплотнение каркаса донной части пироуглеродом при перемещении зоны пиролиза на толщину основания каркаса донной части тигля позволяет полностью исключить уплотнение пироуглеродом наиболее удаленной от основания части участка каркаса донной части тигля, а прилегающую к нему часть участка уплотнить лишь частично и тем самым создать условия для механического соединения донной и боковой частей тигля за счет лучшего прилегания и возможности сшивки между собой неуплотненных пироуглеродом слоев каркаса донной и формируемых на формообразующей оправке слоев каркаса боковой части тигля, а также созвать условия для более качественного уплотнения пироуглеродом мест соединения этих частей на стадии доуплотнения материала донной части и уплотнения пироуглеродом каркаса боковой части тигля.
Уплотнение каркаса донной части тигля пироуглеродом при температуре в зоне пиролиза 900-1000°С позволяет, с одной стороны, кaчественно уплотнить каркас основания донной части тигля, а с другой стороны, позволяет увеличить площадь неуплотненного пироуглеродом бокового участка донной части тигля.
Дополнительная, перед соединением донной и боковой частей тигля путем доуплотнения материала донной части тигля и уплотнения каркаса боковой части тигля пироуглеродом термоградиентным методом, прошивка каркаса боковой части тигля в месте соединения его с донной частью тигля углеродной нитью на всю его толщину или послойно позволяет повысить прочность их соединения.
Выполнение каркаса донной части тигля на его боковом участке высотой менее 100 мм приводит к уменьшению поверхности контакта донной и боковой частей тигля, особенно на том участке, где каркас донной части тигля после уплотнения пироуглеродом его основания остается неуплотненным пироуглеродом, следствием чего является снижение прочности соединения.
Выполнение этого участка высотой более 400 мм нецелесообразно, во-первых, из-за усложнения конструкции оснастки, используемой при насыщении каркаса донной части тигля, во-вторых, из-за возможных ограничений размера реактора установки газофазного уплотнения пироуглеродом.
Уплотнение каркаса донной части тигля пироуглеродом термоградиентным методом при перемещении зоны пиролиза с температурой менее 900°С на толщину основания донной части тигля нецелесообразно, т.к. приводит к удлинению процесса, а с температурой более 1000°С нецелесообразно из-за возможного недоуплотнения слоев материала, прилегающих к нулевой зоне пиролиза, а также нежелательного уплотнения пироуглеродом бокового участка донной части тигля.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство - повышенная прочность и пониженная проницаемость для жидкостей и газов материала в месте соединения донной и боковой частей тигля вплоть до уровней прочности и проницаемости применяемого в тигле материала, т.е. до уровня, когда можно говорить о монолитности материала из-за практической невозможности обнаружения границы между соединяемыми частями.
Способ поясняется чертежами, где приведена маршрутно-технологическая схема изготовления тиглей.
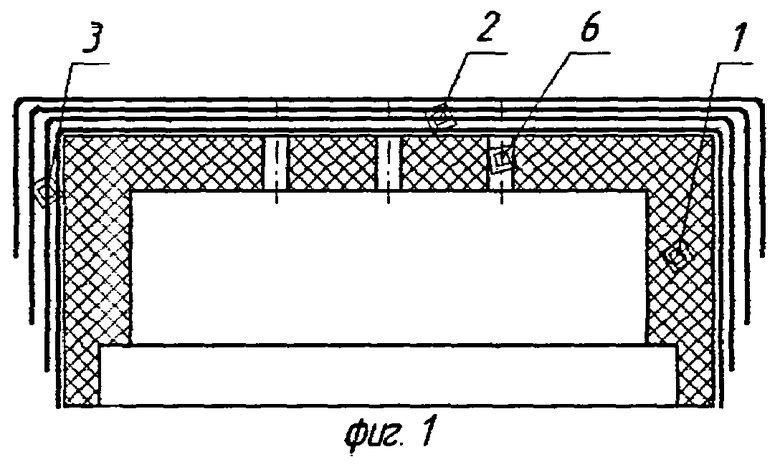
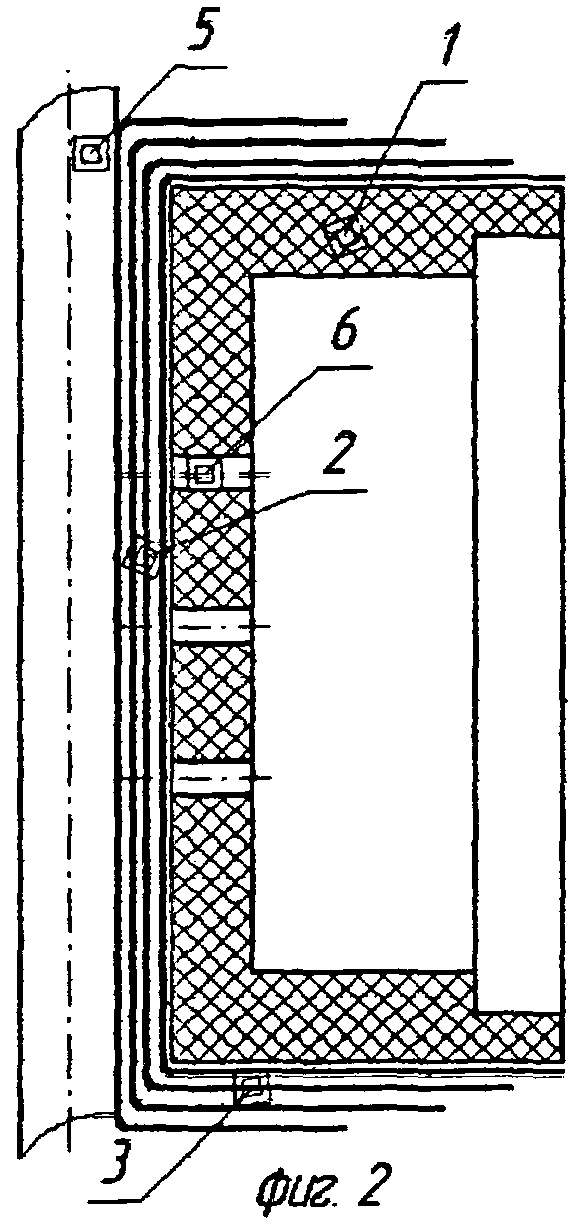
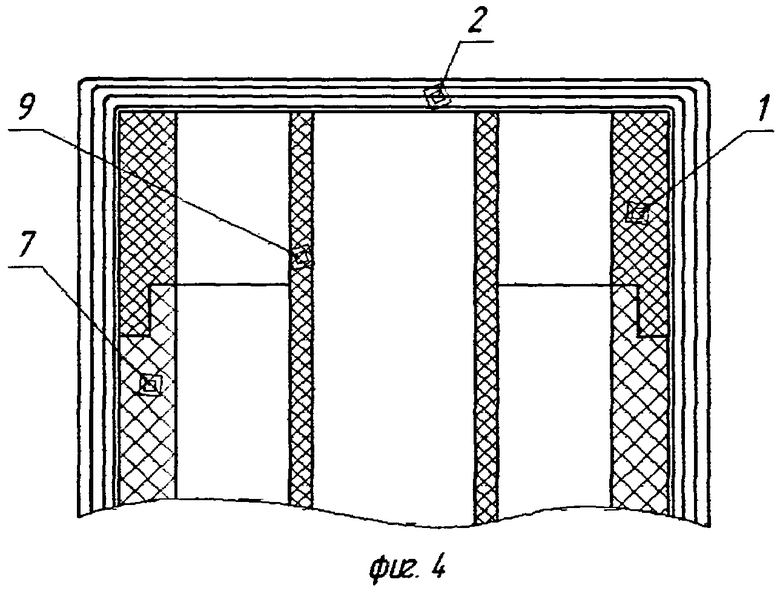
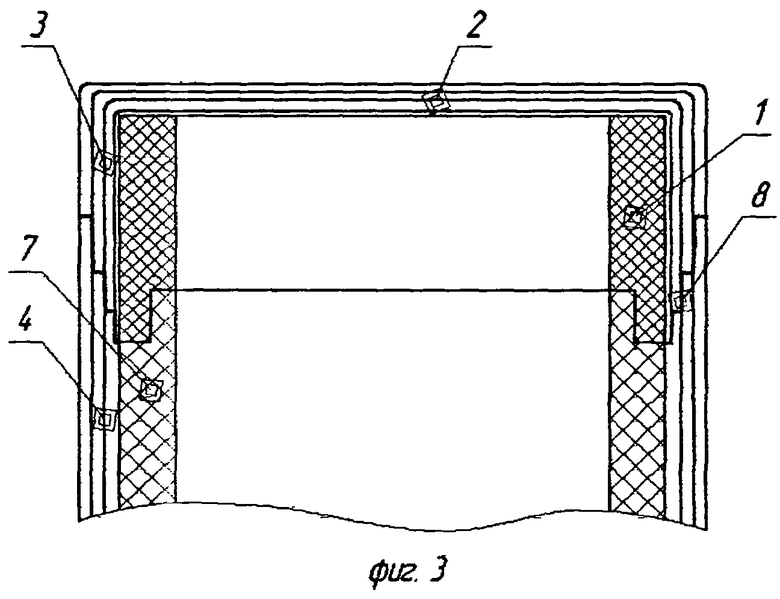
На фиг.1 приведена схема формирования каркаса донной части тигля; на фиг.2 - схема садки при уплотнении каркаса донной части тигля; на фиг.3 - схема формирования каркаса боковой части тигля; на фиг.4 - схема садки при доуплотнении пироуглеродом донной части каркаса тигля и уплотнения пироуглеродом каркаса боковой части тигля.
Предлагаемым способом были изготовлены тигли из УМ диаметром 300, 700 и 1500 мм и высотой соответственно 650, 1350 и 1750 мм.
Способ осуществляют следующим образом.
Из углеродных волокон или углеродной ткани на формообразующей оправке 1 формируют каркас донной части тигля, состоящей из основания 2 и участка 3 боковой части 4 тигля. Участок 3 выполняют высотой 100-400 мм с уменьшающейся от основание 2 каркаса донной части тигля толщиной с последующим ее дополнением до требуемой толщины при формировании каркаса боковой части 4 тигля. Затем каркас донной части тигля уплотняют пироуглеродом, причем уплотнение проводят термоградиентным методом при перемещении зоны пиролиза с температурой 900-1000°С на толщину основании 2 донной части тигля, для чего нагрев каркаса донной части тигля производят нагревателем 5, непосредственно контактирующем лишь с основанием 2 каркаса донной части тигля, а подачу углеродсодержащего газа осуществляют через перфорации 6 формообразующей оправки 1. Затем формообразующую оправку 1, установленную с возможностью контакта с донной частью тигля, дополняют надставкой 7 для формирования по ней каркаса боковой части 4 тигля. Каркас боковой части 4 тигля формируют из углеродных волокон или углеродной ткани, одновременно дополняя до требуемой толщины слои каркаса донной части тигля на участке 3. При этом на границе 8 соединения донной и боковой частей каркаса тигля, слои каркаса донной и боковой частей могут быть соединены между собой прошивкой углеродной нитью на всю толщину или послойно. Затем донную часть 2, 3 и боковую часть 4 каркаса тигля окончательно соединяют между собой путем доуплотнения материала донной части тигля 2, 3 и уплотнения каркаса боковой части 4 тигля пироуглеродом термоградиентным методом, для чего их нагревают установленным внутри формообразующей оправки 1 (с надставкой 7) нагревателем 9, а с наружной поверхности подают углеродсодержащий газ.
Изобретение предназначено для химической и металлургической промышленности и может быть использовано при изготовлении хлораторов и электролизеров. На формообразующей оправке 1 формируют из углеродных волокон или углеродной ткани каркас донной части тигля, состоящий из основания 2 и участка боковой части 4. Участок боковой части 4 выполняют высотой 100-400 мм с уменьшающейся толщиной от основания 2. Сформированный каркас донной части тигля уплотняют пироуглеродом термоградиентным методом при 900-1000°С с перемещением зоны пиролиза на толщину основания 2. После этого формообразующую оправку 1 дополняют надставкой 7 для формирования боковой части 4 тигля. Одновременно дополняют до требуемой толщины слои каркаса донной части тигля на участке боковой части 4. На границе 8 соединения слои каркаса донной и боковой частей могут быть соединены путем прошивки углеродной нитью на всю толщину или послойно. Окончательное соединение донной и боковой частей проводят путем доуплотнения донной и уплотнения боковой частей пироуглеродом термоградиентным методом в вышеуказанном режиме. Изобретение позволяет повысить ресурс и надежность работы крупногабаритных тиглей за счет увеличения механической прочности и уменьшения проницаемости для жидкостей и газов в месте соединения частей тигля. 2 з.п. ф-лы, 4 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1993 |
|
RU2086414C1 |
| и др | |||
| Технология и проектирование углерод-углеродных композитов и конструкций | |||
| - М.: Наука, Физматлит, 1996, с.16-19, 32-34.КАЦ С.М | |||
| Высокотемпературные теплоизоляционные материалы | |||
| - М.: Металлургия, 1981, с.53. | |||

