Изобретение относится к нефтегазодобывающей промышленности, а именно к устройствам для герметизации ствола скважины между обсадной колонной и колонной насосно-компрессорных труб (НКТ).
Известен пакер для скважин, содержащий корпус с осевым и радиальными каналами, втулку с фиксатором, закрепленные на корпусе манжету и расположенную над ней оболочку из легкоплавкого металла или сплава (Свидетельство РФ на ПМ №16293, кл. Е 21 В 33/12, 2000 г.).
Недостатком пакера является быстрый износ манжеты, так как она имеет постоянное соприкосновение с обсадной колонной, что неизбежно приводит к разрушению манжеты во время спуска пакера в скважину и потере герметичности при последующей пакеровке, так как при нагревании пакера происходит утечка жидкого сплава между манжетой и внутренней стенкой обсадной колонны, что в дальнейшем затрудняет снятие пакера вследствие отверждения сплава ниже манжеты.
Задача заключается в повышении надежности работы пакера за счет сохранения целостности манжеты в процессе спуска пакера в скважину.
Поставленная задача достигается тем, что в пакере, содержащем полый корпус с радиальными отверстиями, закрепленные на корпусе манжету и расположенную над ней оболочку из легкоплавкого металла или сплава, установленную с возможностью расплавления от электронагревателя, согласно изобретению манжета снабжена биметаллическими пластинами-лепестками с возможностью раскрытия их при температуре нагрева меньшей, чем температура плавления материала оболочки, при этом радиальные отверстия перекрыты пробками из легкоплавкого металла или сплава с температурой плавления выше, чем температура плавления материала, из которого выполнена оболочка, причем электронагреватель установлен с возможностью перемещения в осевом канале корпуса для нагрева биметаллических пластин-лепестков и плавления пробок. При этом биметаллические пластины-лепестки могут быть выполнены на внутренней поверхности манжеты, или внутри манжеты, или на внешней поверхности манжеты.
Сущность изобретения заключается в том, что манжета снабжена биметаллическими пластинами-лепестками, которые состоят из двух слоев металла, имеющих различные модули упругости и коэффициенты линейного расширения. В исходном положении манжета находится в собранном виде, поэтому исключается ее износ в транспортном положении. При нагревании биметаллических пластин-лепестков, например до температуры T1 80-100°С, они будут изгибаться с определенным радиусом в направлении внутренней стенки обсадной колонны и перекроют кольцевое пространство между внутренней стенкой обсадной колонны и корпусом пакера. При дальнейшем нагреве пакера происходит расплавление легкоплавкого металла или сплава оболочки, например при Т2 130-140°С. Радиальные отверстия, находящиеся в корпусе пакера перекрыты пробками, выполненными из легкоплавкого металла или сплава с более высокой температурой плавления, например Т3 150-160°С, чем температура плавления Т2 оболочки. Герметичность радиальных отверстий обеспечивается пробками, установленными до спуска пакера в скважину.
Величины заданных температур T1, Т2 и Т3 должны обеспечить соблюдение условия: Т3>Т2>Т1>Тскв.
Раскрытие манжеты с биметаллическими пластинами-лепестками и расплавление оболочки, выполненной из легкоплавкого металла или сплава, производится при одном спуске электронагревателя, что позволяет обходиться без манжеты, основанной на гидромеханических принципах, упрощает конструкцию пакера и повышает его надежность.
Пример расчета радиуса раскрытия манжеты, снабженной биметаллическими пластинами-лепестками.
Воспользуемся теорией сопротивления материалов для биметаллической пластины-лепестка (Федосеев В.И. Избранные задачи и вопросы по сопротивлению материалов. М.: Наука, с.190) и информацией о теплофизических свойствах различных материалов (Теплотехнический справочник. Государственное энергетическое издательство. М., с.64).
Принимаем, что биметаллическая пластина-лепесток состоит из слоя меди и слоя железо-никелевого сплава - инвар. Наибольшее изменение кривизны будет иметь место тогда, когда толщины составляющих пластин-лепестков подобраны так, чтобы выполнялось соотношение:

или
где Ем - модуль упругости меди, МПа;
hм - толщина пластины меди, мм;
Еc - модуль упругости железо-никелевого сплава - инвар, МПа;
hc - толщина пластины железо-никелевого сплава - инвар, мм.
Тогда справедлива формула:

где r - радиус кривизны биметаллической пластины после нагрева, мм;
ro - радиус кривизны биметаллической пластины до нагрева, мм;
αм - коэффициент температурного расширения меди, 1/°С;
αc - коэффициент температурного расширения стали - “инвар”, 1/°С;
t - величина изменения температуры,°С.
Приняв начальную кривизну биметаллической пластины, равной нулю, т.е. ro=∞, получим формулу для вычисления радиуса кривизны биметаллической пластины после ее нагрева:
Зададимся числовыми значениями:
Eм=105 MПa; Ec=2·105 MПa; hс=0,5 мм; αм=16,7·10-6 1/°С; αс=0,9·10-6 1/°С; t=100°С, тогда по формуле (2) толщина пластины из меди составит hм=0,71 мм; по формуле (4) радиус кривизны биметаллической пластины после нагрева составит r=510 мм.
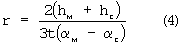
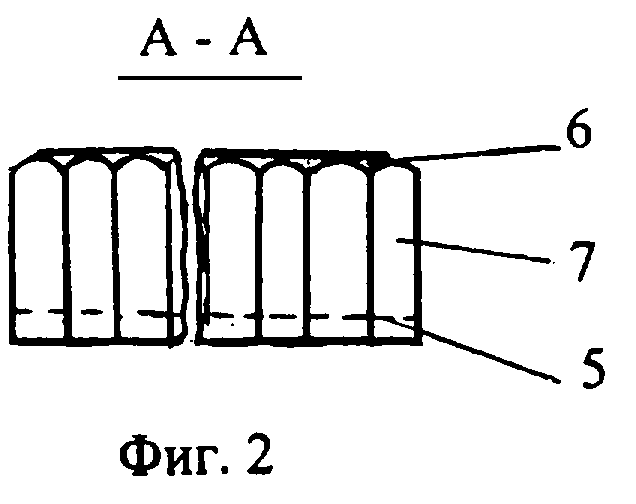
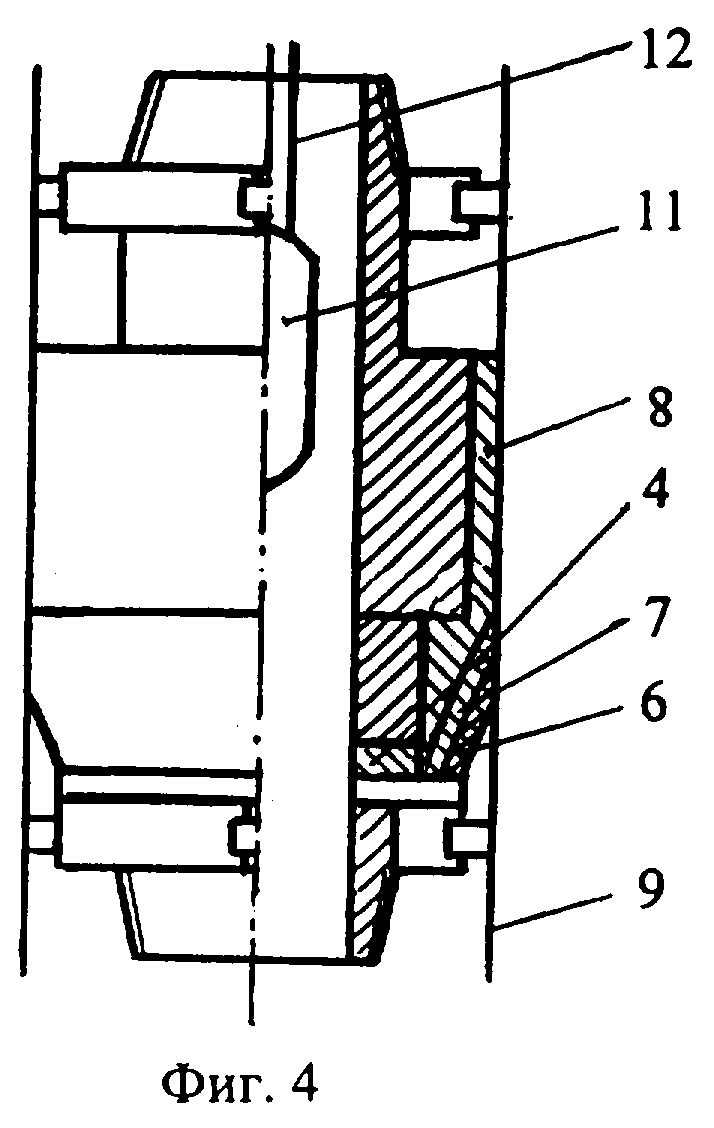
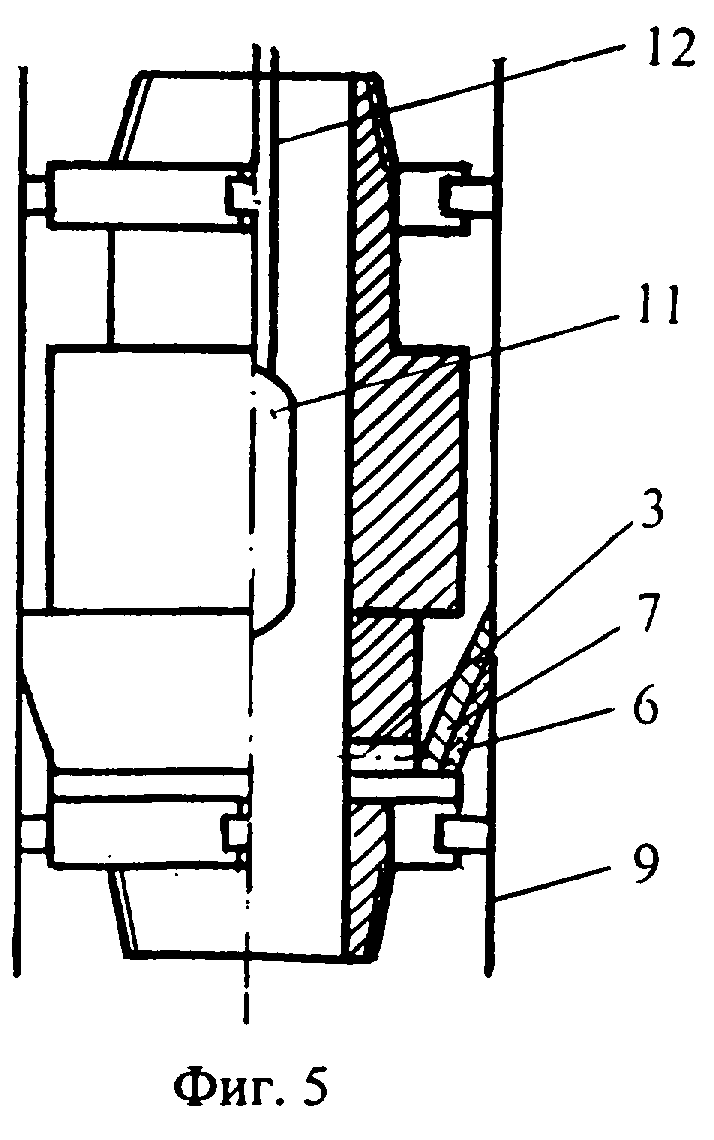
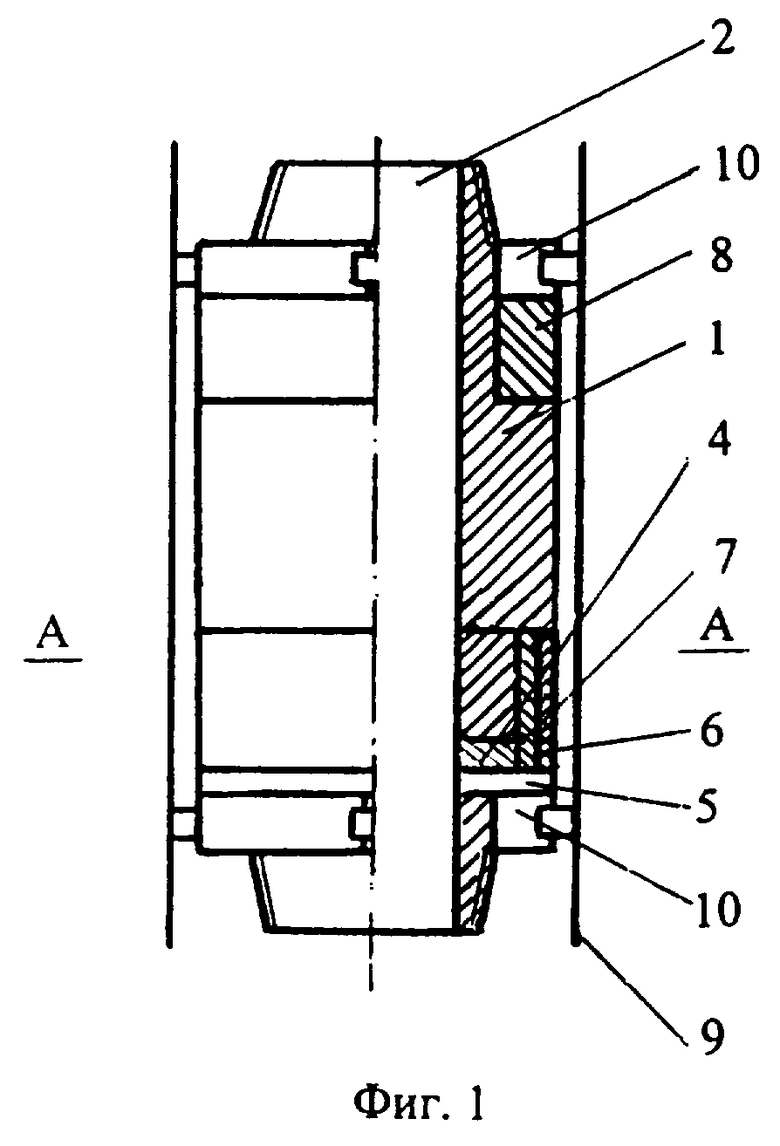
На фиг.1 изображен продольный разрез пакера в транспортном положении; на фиг.2 дана развертка манжеты с биметаллическими пластинами-лепестками по сечению А-А на фиг.1; на фиг.3 изображен продольный разрез пакера в момент раскрытия манжеты; на фиг.4 и фиг.5 - продольный разрез пакера в рабочем положении; на фиг.6 - после распакеровки, перед подъемом пакера из скважины.
Пакер состоит из корпуса 1, выполненного с осевым каналом 2 и радиальными отверстиями 3, перекрытыми пробками 4, выполненными из легкоплавкого металла или сплава. На наружной поверхности нижней части корпуса 1 посредством хомута 5 закреплена манжета 6 с биметаллическими пластинами-лепестками 7. На наружной поверхности верхней части корпуса 1 размещена оболочка 8, выполненная из легкоплавкого металла или сплава. Центричность расположения пакера относительно внутренней стенки обсадной колонны 9 обеспечивается центраторами 10, расположенными в верхней и нижней части пакера, которые предохраняют манжету при спуске пакера в скважину. Раскрытие манжеты 6 с биметаллическими пластинами-лепестками 7, плавление оболочки 8 и пробок 4 осуществляется при помощи электронагревателя 11, спускаемого в осевой канал 2 корпуса 1 на кабеле 12. Биметаллические пластины-лепестки 7 закрепляются на наружной поверхности корпуса 1 таким образом, чтобы при нагревании до температуры Т1 биметаллические пластины-лепестки 7 изгибались в сторону внутренней стенки обсадной колонны 9.
Наружная поверхность корпуса 1 в части наибольшего радиального размера может быть выполнена в виде выступов и впадин, расположенных в осевом направлении корпуса 1. Количество впадин и выступов определяется необходимой величиной контактной поверхности. Возможно исполнение наружной поверхности корпуса 1 с выступами и впадинами в виде винтовой линии.
Предлагаемый пакер работает следующим образом. Пакер в транспортном положении, показанном на фиг.1, на колонне НКТ спускают внутрь обсадной колонны скважины на заданную глубину. Внутрь корпуса 1 пакера через осевой канал 2 опускают электронагреватель 11 на кабеле 12 в интервал расположения манжеты 6 с биметаллическими пластинами-лепестками 7 и производят их нагрев до температуры Т1 (см. фиг.3, показан вариант исполнения биметаллических пластин-лепестков, выполненных на внутренней поверхности манжеты). При достижении температуры T1 происходит раскрытие биметаллических пластин-лепестков 7 манжеты 6, которые перекрывают кольцевое пространство между корпусом 1 и внутренней стенкой обсадной колонны 9. Затем электронагреватель 11 приподнимают до интервала расположения оболочки 8 (фиг.4) и продолжают нагрев до температуры Т2, в результате чего происходит расплавление легкоплавкого материала или сплава, из которого выполнена оболочка 8, который, находясь в жидком состоянии, заполняет кольцевое пространство над манжетой 6 между корпусом 1 и внутренней стенкой обсадной колонны 9. При этом раскрытые биметаллические пластины-лепестки 7 своей манжетой 6 препятствуют протеканию расплавленной оболочки 8 ниже манжеты 6. Электронагреватель 11 может быть выполнен длиной, обеспечивающей одновременное прогревание биметаллических пластин-лепестков 7 и оболочки 8. После проведенной пакеровки производят подъем электронагревателя 11 и после затвердевания легкоплавкого металла или сплава, из которого была выполнена оболочка 8, осуществляют гидравлическую опрессовку скважины. Затем скважину обвязывают по стандартной схеме и вводят в эксплуатацию, например в качестве водонагнетательной.
В случае необходимости производят повторный нагрев пакера до температур T1 и Т2.
Если возникнет необходимость снятия пакера, в скважину снова опускают электронагреватель 11 в интервал расположения затвердевшей оболочки 8 и расплавляют ее. Затем температуру нагрева повышают до температуры плавления пробок 4, находящихся в радиальных отверстиях 3, и расплавляют их. Происходит стекание расплавленных легкоплавких металлов или сплавов пробок 4 и оболочки 8 через радиальные отверстия 3 внутрь осевого канала 2 корпуса 1 (фиг.5). При необходимости сбора легкоплавких металлов или сплавов пробок 4 и оболочки 8 к пакеру подвешивается контейнер-хвостовик (не показан). Электронагреватель 11 извлекают из пакера (фиг.6). Манжета 6 по мере восстановления температуры в скважине, которая становится ниже T1, под действием биметаллических пластин-лепестков 7 отходит от внутренней стенки обсадной колонны 9, складывается и принимает транспортное положение. Пакер извлекают на поверхность.
Предлагаемая конструкция пакера позволяет сохранить целостность манжеты в процессе спуска пакера в скважину, повысить герметичность перекрытия радиальных отверстий в корпусе, повысить надежность пакеровки скважины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕР ХАЛОВА | 2010 |
|
RU2435933C1 |
| ПАКЕРНОЕ УСТРОЙСТВО | 2010 |
|
RU2455456C2 |
| ПАКЕРНОЕ УСТРОЙСТВО | 2010 |
|
RU2431034C1 |
| СПОСОБ ЗАКАНЧИВАНИЯ СТРОИТЕЛЬСТВА СКВАЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2165516C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СТВОЛА СКВАЖИНЫ НА ИЗОЛИРОВАННЫЕ ДРУГ ОТ ДРУГА УЧАСТКИ | 2018 |
|
RU2704404C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПЕСКА В ЭКСПЛУАТАЦИОННОЙ СКВАЖИНЕ | 1991 |
|
RU2015308C1 |
| ПАКЕР И СПОСОБ ЕГО ФИКСАЦИИ В СКВАЖИНЕ | 1999 |
|
RU2182219C2 |
| Устройство для ступенчатого цементирования скважин | 1990 |
|
SU1795084A1 |
| Устройство для крепления скважин | 1989 |
|
SU1716097A1 |
| Устройство для изоляции межтрубного пространства скважин | 2023 |
|
RU2802644C1 |


Изобретение относится к области нефтегазодобывающей промышленности, а именно к устройствам для герметизации ствола скважины между обсадной колонной и колонной насосно-компрессорных труб. Технический результат – обеспечение целостности манжеты в процессе спуска пакера в скважину, повышение герметичности перекрытия радиальных отверстий в корпусе, повышение надежности пакеровки скважины. Пакер содержит полый корпус с радиальными отверстиями, закрепленные на корпусе манжету и расположенную над нею оболочку из легкоплавкого металла или сплава с возможностью расплавления от электронагревателя. Манжета снабжена биметаллическими пластинами-лепестками с возможностью раскрытия их при температуре нагрева меньшей, чем температура плавления материала оболочки. Радиальные отверстия перекрыты пробками из легкоплавкого металла или сплава с температурой плавления выше, чем температура плавления материала, из которого выполнена оболочка. Биметаллические пластины-лепестки могут быть выполнены на внутренней поверхности манжеты, или внутри нее, или на внешней поверхности манжеты. 1 з.п. ф-лы, 6 ил.
| Электромагнитный ограничитель | 1929 |
|
SU16293A1 |

