Изобретение относится к области металлообработки и может быть использовано при фрезеровании деталей.
Известна конструкция торцевой фрезы, в корпусе которой расположены державки, несущие режущие элементы в виде многогранных режущих пластин, установленных на штифте и закрепленных с помощью клина. Между режущим элементом и крепежным клином помещен промежуточный элемент, выполненный в виде двойного клина, с запрессованным в него штифтом. При этом державка установлена с возможностью радиального перемещения [1].
При разбросе размеров режущих элементов, выполненных в виде многогранных неперетачиваемых пластин, которые могут превышать величину подачи на один зуб фрезы в процессе обработки фрезерованием, конструкция не позволяет регулировать торцевое биение вершин режущих элементов. Кроме того, наличие нескольких стыков клиньев в конструкции не обеспечивает необходимой динамической жесткости торцевой фрезы, что снижает виброустойчивость технологической системы, производительность, размерную стойкость инструмента и качество металлообработки фрезерованием.
Известна конструкция сборной торцевой фрезы, в корпусе которой в пазах установлены кассеты с режущими элементами, выполненными в виде многогранных режущих пластин, которые размещены в гнездах державок и закреплены с помощью прихватов и винтов. Крепление самой кассеты в корпусе осуществляется винтами. В пазах корпуса под кассетами размещены регулировочные клинья, состоящие из двух частей, связанных между собой винтом, а также связанных с корпусом другим винтом. Осевой опорой кассет служит сухарь, расположенный в гнездах корпуса и входящий своим поводком в паз кассеты. Торцевая регулировка биения режущих кромок режущих элементов осуществляется путем перемещения сухаря винтом за счет наличия угла между направлением указанного перемещения и осью паза кассеты. Радиальная регулировка осуществляется за счет перемещения регулировочного клина винтом вдоль паза корпуса. Для регулировки углового положения кассеты при помощи винта перемещают часть клина относительно другой его части, зафиксированной винтом [2].
Однако такая конструкция включает несколько взаимозависимых клиновых соединений, что на практике приводит к изменению углового положения кассеты и взаимозависимости торцевой и радиальной регулировок режущих кромок, необходимости предварительной и окончательной регулировки, которые по данным автора могут давать неудовлетворительный результат и требуют сверх того дополнительных настроек. Кроме того, конструкция весьма сложна и не технологична в изготовлении, а также весьма трудоемка в настройке. В связи с большим числом клиновых стыков в конструкции она не обеспечивает необходимой динамической жесткости торцевой фрезы, что снижает виброустойчивость технологической системы, производительность, размерную стойкость, надежность инструмента и качество обработки.
Наиболее близкой по совокупности существенных признаков, выбранной в качестве прототипа является известная сборная торцовая фреза, в корпусе которой, выполненном с цилиндрической наружной поверхностью, в цилиндрических отверстиях, оси которых параллельны оси фрезы, размещены выполненные в виде цилиндрических стержней с возможностью поворота вокруг своей оси и осевого смещения режущие вставки с головками, на которых установлены режущие элементы, при этом между головкой и цилиндрическим стержнем каждой режущей вставки выполнена резьба, на которой установлена регулировочная гайка, взаимодействующая с торцевой поверхностью корпуса и предназначенная для осевого перемещения режущей вставки и регулировки торцевого биения вершины режущего элемента [3].
К причинам, препятствующим достижению требуемого технического результата, относится то, что известная конструкция не обеспечивает регулирования радиального биения режущих кромок режущих элементов, установленных на цилиндрических режущих вставках, а способ крепления цилиндрических стержней режущих вставок не обеспечивает необходимой точности расположения режущих кромок элементов в радиальном направлении, что приводит к ухудшению динамики и снижает виброустойчивость технологической системы, производительность, размерную стойкость, надежность инструмента и качество обработки.
Задачей, на решение которой направленно заявленное изобретение, является создание инструмента с повышенной точностью, жесткостью и устойчивостью к динамическим нагрузкам, а также повышенной надежностью и эксплуатационным ресурсом при металлообработке фрезерованием.
При осуществлении изобретения поставленную задачу можно решить за счет достижения технического результата, который заключается:
- в повышении точности инструмента за счет обеспечения раздельности (независимости) настройки при регулировке торцевого и радиального биения режущих кромок;
- в повышении жесткости и устойчивости к динамическим нагрузкам за счет сокращения количества поверхностей стыков динамически нагруженных при фрезеровании элементов конструкции инструмента;
- в повышении надежности и эксплуатационного ресурса за счет равномерного нагружения режущих кромок инструмента, снижения вероятности их разрушения и увеличения общего периода размерной стойкости инструмента при фрезеровании.
Указанный технический результат достигается тем, что в известной сборной торцевой фрезе, содержащей цилиндрический корпус с расположенными параллельно оси фрезы цилиндрическими отверстиями, в которых размещены с возможностью поворота вокруг своей оси и осевого смещения и выполненные в виде цилиндрических стрежней режущие вставки, в головках которых установлены режущие элементы, при этом между головкой и цилиндрическим стрежнем каждой режущей вставки выполнена резьба, на которой установлена регулировочная гайка, взаимодействующая с торцевой поверхностью корпуса и предназначенная для осевого перемещения режущей вставки и регулировки торцевого биения вершины режущего элемента, особенностью является то, что на противоположном от головки конце каждой режущей вставки выполнено отверстие, в котором установлено коромысло с размещенной на его концах в резьбовых отверстиях парой регулировочных винтов для поворота режущей вставки вокруг оси цилиндрического стрежня и регулировки радиального биения главной режущей кромки режущего элемента, установленных с возможностью взаимодействия с цилиндрической поверхностью выступа, выполненного на противоположном от головок торце корпуса, при этом в корпусе фрезы для каждой режущей вставки выполнена прорезь, смещенная от оси цилиндрического отверстия к наружной поверхности и отделяющая часть его с образованием консольной нажимной лапки, предназначенной для взаимодействия с цилиндрическим стержнем режущей вставки и его закрепления клеммовым зажимом в цилиндрическом отверстии корпуса с помощью винтов, установленных в корпусе и проходящих через отверстия в консольной нажимной лапке для подтягивания ее к корпусу.
В отличие от прототипа в предлагаемой конструкции присутствует коромысло, установленное на конце цилиндрического стержня режущей вставки, что позволяет посредством пары винтов, размещенных в резьбовых отверстиях на концах коромысла и взаимодействующих с цилиндрической поверхностью выступа на другом торце корпуса фрезы, осуществлять поворот режущей вставки вокруг своей оси и тем самым обеспечивает отдельное (независимое от торцевого) регулирование радиального биения R главных режущих кромок режущих элементов, размещенных на режущих вставках. В предлагаемой конструкции в качестве поверхности силового стыка режущей вставки с корпусом используется только одна цилиндрическая поверхность отверстия в корпусе и стержня режущей вставки, что обеспечивает динамическую жесткость конструкции инструмента. При этом крепление режущих вставок клеммовым зажимом в цилиндрических отверстиях, снабженных смещенными относительно их осей прорезями, обеспечивает постоянство условий базирования каждой режущей вставки, снижение трудоемкости настройки инструмента, повышение точности и надежности регулировки режущего инструмента, а также повышение производительности и эффективности эксплуатации сборной торцовой фрезы при металлообработке фрезерованием.
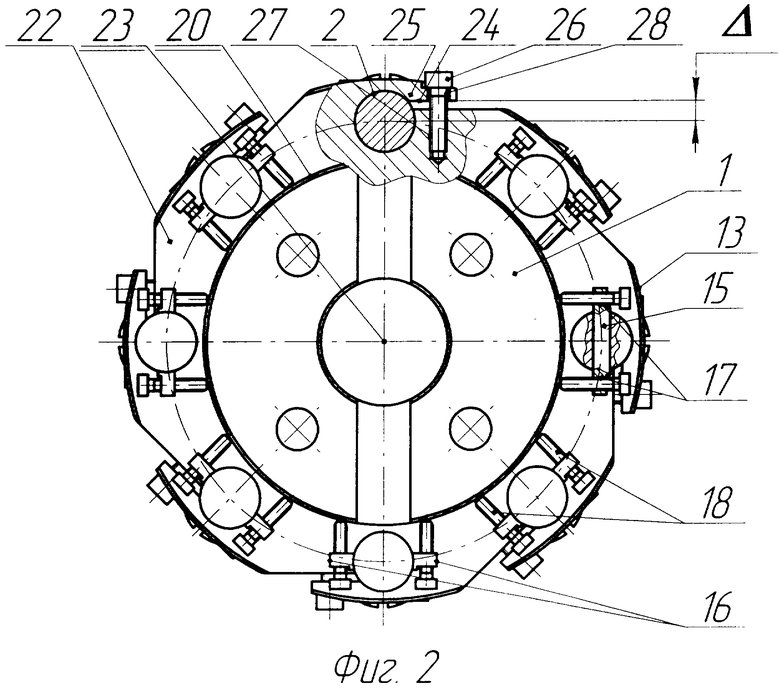
На фиг.1 изображена сборная торцевая фреза (общий вид); на фиг.2 - сборная торцевая фреза (вид сверху).
В цилиндрическом корпусе 1 сборной торцевой фрезы в цилиндрических отверстиях 2 размещены выполненные в виде цилиндрических стрежней 3 с возможностью поворота вокруг своей оси 4 и осевого смещения режущие вставки 5. Режущие вставки 5 снабжены головками 6, на которых установлены режущие элементы 7. Между головкой 6 и цилиндрическим стержнем 3 каждой режущей вставки 5 выполнена резьба 8, на которой установлена регулировочная гайка 9 с возможностью взаимодействия с торцевой поверхностью 10 корпуса 1 фрезы, предназначенная для осевого перемещения режущей вставки 5 с возможностью регулировки торцевого биения Т вершины 11 режущего элемента 7. На противоположном головке 6 конце 12 каждой режущей вставки 5 выполнено ориентированное к наружной поверхности 13 корпуса 1 отверстие 14, в котором установлено коромысло 15 с размещенной на его концах 16 в резьбовых отверстиях 17 парой регулировочных винтов 18, предназначенных для поворота режущей вставки 5 вокруг оси 4 цилиндрического стержня 33 с возможностью регулировки радиального биения R главной режущей кромки 19 режущего элемента 7. При этом регулировочные винты 18 установлены с возможностью взаимодействия с цилиндрической поверхностью 20 выступа 21, выполненного на противоположном торце 22 корпуса 1 фрезы. Корпус 1 фрезы выполнен с цилиндрической наружной поверхностью 13, а оси 4 цилиндрических отверстий 2 параллельны оси 23 вращения сборной торцевой фрезы. В корпусе 1 фрезы для каждой режущей вставки 5 выполнена прорезь 24 со смещением Δ от оси 4 цилиндрического отверстия 2 к наружной цилиндрической поверхности 13 корпуса 1 фрезы. При этом прорезь 24 ориентирована к наружной цилиндрической поверхности 13 корпуса 1 фрезы. Каждая прорезь 24 отделяет от корпуса 1 фрезы его часть, которая образует консольную нажимную лапку 25, предназначенную для взаимодействия с цилиндрическим стержнем 3 режущей вставки 5 и его закрепления в цилиндрическом отверстии 2 корпуса 1 фрезы клеммовым зажимом с помощью винтов 26. Установленные в резьбовых отверстиях 27, выполненных в корпусе 1 фрезы винты 26, проходящие через отверстия 28 в консольной нажимной лапке 25, взаимодействуют с ней, прижимая каждую консольную нажимную лапку 25 к корпусу 1 фрезы.
Конструкция сборной торцевой фрезы работает следующим образом.
В цилиндрических отверстиях 2 в корпусе 1 сборной торцевой фрезы размещают режущие вставки 5, снабженные установленными на резьбе 8 регулировочными гайками 9. На концах 12 режущих вставок 5 в отверстиях 14 размещают коромысла 15 и в резьбовые отверстия 17 на концах 16 коромысел 15 устанавливают регулировочные винты 18. После этого консольными нажимными лапками 25 цилиндрические стержни 3 режущих вставок 5 предварительно поджимают в цилиндрических отверстиях 2 корпуса 1 с возможностью их поворота вокруг своих осей 4 и осевого смещения режущих вставок 5 от усилия руки настройщика. Путем замеров определяют положение вершин 11 всех режущих элементов 7 и определяют “первую” режущую вставку 5 с наибольшим торцевым вылетом Тmax. По “первой” режущей вставке 5 вращением регулировочных гаек 9, взаимодействующих с торцом 12 корпуса 1 фрезы, выставляют вершины 11 режущих элементов 7 остальных режущих вставок 5. Таким образом обеспечивают регулировку торцевого биения Т вершин 11 режущих элементов 7 режущих вставок 5 сборной торцевой фрезы. Вращением регулировочных винтов 19, установленных парами в резьбовых отверстиях 17 в коромысле 15, поворачивают вокруг оси 4 “первую” режущую вставку 5, придавая заданные передний и задний углы режущей части инструмента. Затем фиксируют положение “первой” режущей вставки 5 в цилиндрическом отверстии 2 корпуса 1 сборной торцевой фрезы завинчиванием установленных в корпусе винтов 26, воздействующих на консольную нажимную лапку 25. Определяют положение главной режущей кромки 19 на “первой” режущей вставке 5 и по нему настраивают расположение (биение R) главных режущих кромок 19 на остальных режущих вставках 5 путем поворота режущих вставок 5 вокруг своих осей 4 с использованием пар винтов 18, установленных в резьбовых отверстиях 17 коромысел 15 на каждой режущей вставке 5. При этом после настройки и регулировки радиального биения R главной режущей кромки 20 каждого режущего элемента 7 последовательно клеммовым зажимом фиксируют положение каждой режущей вставки 5, завинчивая взаимодействующие с консольными нажимными лапками 25 винты 26, установленные в резьбовых отверстиях 27, выполненных в корпусе 1 сборной торцевой фрезы.
При такой конструкции обеспечивается повышение точности инструмента за счет раздельного (независимого) регулирования торцевого и радиального биения режущих кромок, снижается трудоемкость регулировки, повышается жесткость и виброустойчивость конструкции в условиях динамического нагружения, а также повышается размерная стойкость, надежность и эксплуатационный ресурс сборной торцевой фрезы при металлообработке фрезерованием.
Источники информации:
1. А.С. 593838 СССР, МКИ В 23 С 5/20. Торцевая фреза / Крылов П.А. - 1868164/25-08, Заявл. 08.01.73; Опубл. 25.02.78. Бюл. №7.
2. Справочник конструктора-инструментальщика. /Под общ. ред. В.И.Баранчикова. - М.: Машиностроение, 1994. - 560 с. (С.320-321, рис. 6.59).
3. Режущий и вспомогательный инструмент: Справочник / В.П.Шатин и др. - М.: Машиностроение, 1968. - С.269, рис.1 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2013 |
|
RU2541245C2 |
| Сборный режущий инструмент | 1987 |
|
SU1511016A1 |
| Сборный режущий инструмент | 1987 |
|
SU1502212A1 |
| Торцовая фреза | 1986 |
|
SU1399015A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1996 |
|
RU2094178C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ, ИМЕЮЩИЙ МЕХАНИЗМ РЕГУЛИРОВАНИЯ В ДВУХ НАПРАВЛЕНИЯХ | 2009 |
|
RU2493942C2 |
| ТОРЦОВАЯ ФРЕЗА | 1995 |
|
RU2087272C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2238176C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2245228C1 |
| Торцовая сборная фреза | 1990 |
|
SU1756035A1 |
Изобретение относится к области металлообработки, фрезерованию. Фреза содержит цилиндрический корпус с расположенными параллельно оси фрезы цилиндрическими отверстиями, в которых размещены с возможностью поворота вокруг своей оси и осевого смещения и выполненные в виде цилиндрических стержней режущие вставки, в головках которых установлены режущие элементы, при этом между головкой и цилиндрическим стержнем каждой режущей вставки выполнена резьба, на которой установлена регулировочная гайка, взаимодействующая с торцевой поверхностью корпуса и предназначенная для осевого перемещения режущей вставки и регулировки торцевого биения вершины режущего элемента. Для повышения точности, жесткости и устойчивости к динамическим нагрузкам на противоположном от головки конце каждой режущей вставки выполнено отверстие, в котором установлено коромысло с размещенной на его концах в резьбовых отверстиях парой регулировочных винтов для поворота режущей вставки вокруг оси цилиндрического стержня и регулировки радиального биения главной режущей кромки режущего элемента, установленных с возможностью взаимодействия с цилиндрической поверхностью выступа, выполненного на противоположном от головок торце корпуса. При этом в корпусе фрезы для каждой режущей вставки выполнена прорезь, смещенная от оси цилиндрического отверстия к наружной поверхности и отделяющая часть его с образованием консольной нажимной лапки, предназначенной для взаимодействия с цилиндрическим стержнем режущей вставки и его закрепления клеммовым зажимом в цилиндрическом отверстии корпуса с помощью винтов, установленных в корпусе и проходящих через отверстия в консольной нажимной лапке для подтягивания ее к корпусу. 2 ил.

Сборная торцевая фреза, содержащая цилиндрический корпус с расположенными параллельно оси фрезы цилиндрическими отверстиями, в которых размещены с возможностью поворота вокруг своей оси и осевого смещения и выполненные в виде цилиндрических стержней режущие вставки, в головках которых установлены режущие элементы, при этом между головкой и цилиндрическим стержнем каждой режущей вставки выполнена резьба, на которой установлена регулировочная гайка, взаимодействующая с торцевой поверхностью корпуса и предназначенная для осевого перемещения режущей вставки и регулировки торцевого биения вершины режущего элемента, отличающаяся тем, что на противоположном от головки конце каждой режущей вставки выполнено отверстие, в котором установлено коромысло с размещенной на его концах в резьбовых отверстиях парой регулировочных винтов для поворота режущей вставки вокруг оси цилиндрического стержня и регулировки радиального биения главной режущей кромки режущего элемента, установленных с возможностью взаимодействия с цилиндрической поверхностью выступа, выполненного на противоположном от головок торце корпуса, при этом в корпусе фрезы для каждой режущей вставки выполнена прорезь, смещенная от оси цилиндрического отверстия к наружной поверхности и отделяющая часть его с образованием консольной нажимной лапки, предназначенной для взаимодействия с цилиндрическим стержнем режущей вставки и его закрепления клеммовым зажимом в цилиндрическом отверстии корпуса с помощью винтов, установленных в корпусе и проходящих через отверстия в консольной нажимной лапке для подтягивания ее к корпусу.
| ШАТИН В.П | |||
| и др | |||
| Режущий и вспомогательный инструмент, Справочник | |||
| - М.: Машиностроение, 1968, с.269, рис.1 | |||
| Торцовая фреза | 1983 |
|
SU1168354A1 |
| Фреза | 1987 |
|
SU1502231A1 |
| ТОРЦОВАЯ ФРЕЗА | 1993 |
|
RU2090316C1 |
| Электропривод | 1976 |
|
SU641617A1 |

