Настоящее изобретение относится к способу и устройству для формирования капсул, например, для приема лекарств, а также к полученным капсулам.
Различные лекарства и другие вещества принимаются в капсулах. Если материал состоит из частиц, например, имеет порошковую форму, он может быть заключен в твердую капсулу, обычно удлиненной цилиндрической формы со скругленными торцами, состоящей из двух частей, соединяющихся вокруг материала. В мягких капсулах может содержаться и жидкий и порошковый материал. Такие капсулы изготавливают из пленок из мягкого эластичного полимера, которые соединяют друг с другом, пропуская их между вращающимися пресс-формами и выполненными на их поверхности полостями. Материал, заполняющий капсулы, подается между пленками в то время, когда пленки деформируются в полостях; когда пресс-формы вращаются, пленки соединяются друг с другом и свариваются под воздействием тепла или давления пресс-форм. Оба типа капсул обычно делаются из желатиновых пленок. Сварка термопластичных полимерных пленок с помощью диэлектрического нагрева (или нагрева высокочастотным излучением) также давно известна. Согласно этому способу, два куска термопластичного материала устанавливают между расположенными напротив друг друга электродами (или между одним электродом и основанием), электроды сжимают и подают на них напряжение высокой частоты. Однако этот способ применим только к таким материалам, которые имеют значительный коэффициент диэлектрических потерь, например, превышающий 0,2 в диапазоне, например 20-60 МГц, например к поливинилхлориду. Диэлектрическая сварка до настоящего времени считалась неприменимой для водорастворимых полимеров, которые желательно применять для производства капсул в фармацевтической промышленности.
Согласно настоящему изобретению, предлагается способ изготовления капсул, в котором используются две пленки водорастворимого или усваиваемого организмом полимерного материала, и содержащего шаги, при которых деформируют пленки для образования множества впадин между парой вращающихся пресс-форм, заполняют впадины текучим заполняющим материалом, сваривают пленки друг с другом диэлектрической сваркой на вращающихся пресс-формах для образования множества оболочек, содержащих заполняющий материал, и отделяют заполненные оболочки от остальных участков пленки для получения множества капсул.
Вращающиеся пресс-формы действуют как установленные напротив друг друга электроды, на которые подается электрическое напряжение высокой частоты. Частота в принципе может составлять от 1 до 200 МГц, обычно от 10 до 100 МГц, однако к этому диапазону применимы жесткие ограничения на излучение радиоволн. Поэтому на практике выбор частоты может быть ограничен в еще большей степени. Например, частота подаваемого напряжения может быть 27,12 МГц или 40,68 МГц. Предпочтительно электрические соединения с обеими вращающимися пресс-формами осуществляются в форме емкостной связи. Альтернативно соединение может иметь форму скользящего контакта, например щеток. По меньшей мере, к одному из электродов может быть электрически подсоединен резонансный контур, например резонансный контур может быть включен между одним электродом и землей. Например, резонансный контур может содержать индуктор, соединенный через емкостную связь с одним электродом и землей, при этом резонансный контур предпочтительно резонирует по существу на частоте источника питания. Резонирующий контур может быть выполнен в форме согласующей цепи.
Каждая вращающаяся пресс-форма может быть по существу цилиндрической и вращаться вокруг фиксированной оси вращения.
Альтернативно каждая вращающаяся пресс-форма может иметь по существу многоугольное сечение, например восьмиугольное, и оси вращения могут быть подпружинены в направлении друг к другу. Пресс-формы могут быть установлены так, чтобы изготавливать одну капсулу за цикл, последовательно образуя множество полостей по мере вращения. Альтернативно пресс-формы могут быть установлены для изготовления за цикл множества расположенных рядом друг с другом по ширине пленки капсул. С вращающимися пресс-формами может быть соединен нагреватель для нагрева пленок для их размягчения прежде, чем они будут деформированы по форме полостей. Пленки могут деформироваться разрежением, создаваемым в ответных полостях в пресс-формах. Вырезание капсул может осуществляться вырубкой, однако, альтернативно капсулы могут располагаться достаточно близко друг к другу, по крайней мере, по окружности каждой полости, так, чтобы пленка, окружающая каждую капсулу, была достаточно тонка, чтобы капсулу легко можно было оторвать от остальной полосы, например на периферии каждой капсулы пленка может иметь толщину от 10 до 20 мкм.
Заполняющим материалом может быть лекарство предпочтительно в жидкой форме. Если капсулы предназначены для проглатывания (например, если они содержат лекарства или пищевые добавки), полимерный материал может быть усваиваемым. Например, им может быть желатин или водорастворимые производные целлюлозы. Например, это может быть гидроксипропилметилцеллюлоза, которая разрешена к применению в фармацевтической и пищевой промышленности (в Европе обозначается кодом Е464). К другим подходящим полимерным материалам относятся производные съедобных водорослей, такие как альгинат натрия (Е401), пропиленгликольальгинат (Е405) или агар-агар (Е406). Полимерный материал не должен содержать никаких вредных или токсичных добавок, но может содержать такие вещества как глицерин (Е422) или моностеарат глицерина (Е471), действующие как пластификаторы и также являющиеся усваиваемыми и диспергируемыми или растворимыми в воде. К другим растворимым производным целлюлозы относятся гидроксипропилцеллюлоза (Е463) и метилэтилцеллюлоза (Е465). Пленки не требуют никаких добавок воды и предпочтительно, чтобы пленки были, по меньшей мере, поверхностно сухими, скажем в равновесном состоянии с окружающей средой. Например, пленка может быть в равновесном состоянии с воздухом при температуре 25°С и относительной влажности 40%. Например, перед использованием ее можно хранить в условиях регулируемой влажности, предпочтительно с относительной влажностью 30-70%. В таких условиях пленка будет содержать некоторое количество воды, но будет выглядеть совершенно сухой, и такая содержащаяся вода будет иметь тенденцию действовать как пластификатор.
Согласно настоящему изобретению, также предлагается устройство для изготовления и заполнения капсул вышеописанным способом, содержащее вращающиеся пресс-формы, выполненные с возможностью деформирования пленок и их диэлектрической сварки друг с другом. Изобретение также относится к капсуле, сформированной способом и устройством по настоящему изобретению.
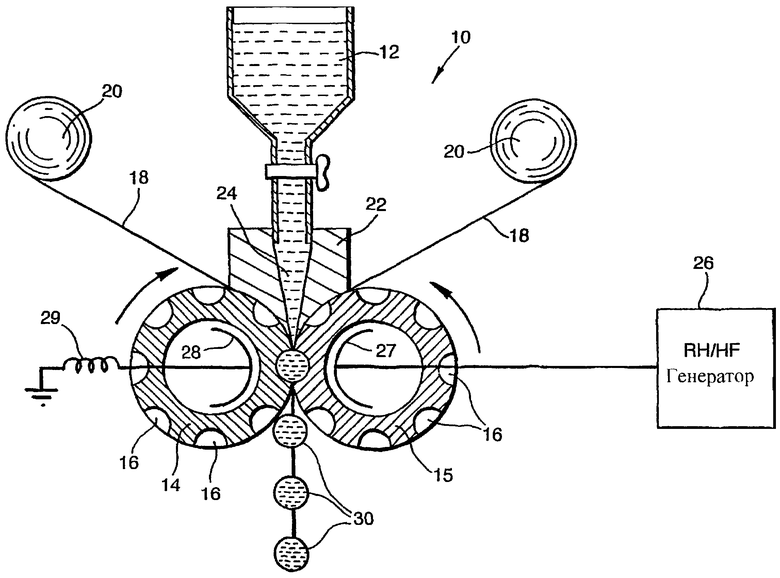
Ниже следует более подробное описание иллюстративного варианта настоящего изобретения со ссылкой на чертеж, показывающий вид сбоку с частичным сечением устройства для формирования капсул.
На чертеже схематически показано устройство 10 для изготовления капсул из усваиваемого материала фармацевтического качества, например гидроксипропилметилцеллюлозы, при этом капсулы заполнены не содержащим воды жидким заполняющим материалом 12. Устройство содержит две установленные рядом друг с другом вращающиеся пресс-формы 14 и 15, каждая из которых имеет в целом цилиндрическую внешнюю форму, на периферии которой определено множество овальных полостей 16 (как показано на чертеже, восемь полостей на окружности). Вращение пресс-форм 14 и 15 синхронизировано, поэтому полости 16 всегда располагаются напротив друг друга. Устройство содержит нагреватели (не показаны) для поддержания температуры пресс-форм 14 и 15 на уровне 50-70°С, например 60°С. Два листа 18 полимерного материала (гидроксипропилметилцеллюлоза с эфиром глицерина в качестве пластификатора) подаются на пресс-формы 14, 15 с роликов 20, при этом каждый лист имеет равномерную толщину 0,20 мм. Пресс-формы 14, 15 имеют длину, равную ширине пленки 18, и могут иметь другие наборы полостей, разнесенных в осевом направлении, количество которых может быть равным, например шести. Пресс-формы 14, 15 выполнены пустотелыми и в них определены узкие проходы (не показаны), сообщающиеся с основанием каждой полости 16, и могут иметь клапаны, находящиеся непосредственно над точкой смыкания пресс-форм 14, 15 (не показаны), посредством которых на полость 16 может подаваться разрежение. Оси вращения пресс-форм 14, 15 подпружинены в направлении друг к другу так, что пленки 18 прижимаются друг к другу, когда они проходят между пресс-формами 14 и 15, и установлены так, что в самом сведенном положении пресс-формы разнесены на 12 мкм друг от друга при измерении на кромках каждой полости 16.
Непосредственно над двумя пресс-формами 14 и 15 установлен непроводящий направляющий блок 22, и пленки 18 проходят между нижней искривленной поверхностью направляющего блока 22 и внешней поверхностью пресс-форм 14 и 15. Заполняющий материал 12 подается по проходу 24 в направляющий блок 22 в зазор между пленками 18 над точкой, где они сходятся друг с другом, при этом каждый проход 24 совмещен с одним из наборов полостей 16. Пленки 18 размягчаются при контакте с нагретыми поверхностями пресс-форм 14, 15 и деформируются под воздействием разряжения, всасываясь в полости 16 над точкой смыкания. Таким образом, заполняющий материал в этой точке заполняет полость 16.
Генератор высокой частоты 26 соединен через емкостную связь 27 с пресс-формой 15 и генерирует электрический ток с частотой 27,12 МГц. Другая пресс-форма 14 соединена через другую емкостную связь 28 и индуктор 29 с землей. Емкостная связь 28 и индуктор 29 совместно образуют резонансный контур, имеющий резонансную частоту, на которой его импеданс имеет минимальную величину. Номинал индуктора подбирают так, чтобы резонансная частота была равна (или была близка к) частоте генератора 26. При работе устройства 10 генератор 26 непрерывно подает этот высокочастотный сигнал так, что пленка 18, проходящая между пресс-формами 14, 15, подвергается диэлектрической сварке. Обращенные друг к другу стороны пленок 18 разогреваются в достаточной степени, чтобы сплавиться друг с другом, тогда как внешние стороны, контактирующие с пресс-формами, остаются при температуре пресс-форм 14 и 15. Таким образом, при работе снизу из пресс-форм 14 и 15 выходит полоса заполненных и запечатанных капсул 30, соединенных друг с другом полосой сваренной пленки 18. Эта полоса имеет толщину всего 12 мкм на окружности каждой капсулы 30, поэтому капсулы 30 легко можно отделить от остальной полосы.
Поскольку полимерный материал в процессе сварки расплавляется, вокруг сварного шва внутри каждой капсулы 30 формируется наплыв из расплавленного материала, поэтому после вырезания капсулы из полосы толщина стенки в районе сварного шва будет несколько толще. Поскольку капсулы 30 герметизированы, материал 12 может быть жидким, поэтому с помощью капсул 30 можно принимать широкий спектр лекарств. Например, каждая капсула 30 может иметь форму эллипсоида длиной 10 мм и шириной 7 мм. Применение производных целлюлозы (таких как гидроксипропилметилцеллюлоза) в качестве материала для листов 18 и, следовательно, стенок капсулы имеет преимущества, поскольку этот материал уже зарекомендовал себя в фармацевтической промышленности, а также благодаря его растворимости в воде и отсутствию токсичности.
Растворимость стенок капсул означает, что в желудке пациента капсулы быстро разрушаются и быстро освобождают лекарство. В некоторых случаях скорость высвобождения лекарства может быть слишком велика. В этом случае и по соображениям эстетики, а также учитывая вкусовые свойства и удобство обращения, капсулы можно внедрять в другой материал, например сахарную оболочку, для улучшения вкуса или в менее растворимую оболочку, чтобы замедлить высвобождение лекарства.
Из описания сварочного устройства следует, что между пресс-формами 14, 15 и листами 18 свариваемого материала возникает прямой контакт. Обычно используемые в диэлектрической сварке защитные листы не требуются и не используются. Это повышает пригодность способа для фармацевтических нужд, поскольку не применяется потенциальный источник загрязнения, особенно учитывая волокнистый характер обычных защитных материалов. Особым преимуществом настоящего изобретения является то, что капсулы 30 могут быть заполнены жидким материалом. Жидкостью могут быть растворы фармацевтически активных материалов или лекарства в жидкой форме, или фармацевтически активные масла, или другие жидкости. Легко понять, что заполняющий материал 12 должен быть совместим с материалом листов 18 и, в частности, вода и водные растворы нежелательны, поскольку производные целлюлозы легко растворимы в воде. Заполняющий материал альтернативно может иметь форму текучего порошка.
В вышеописанное устройство может быть внесено множество изменений и модификаций, не выходящих из объема настоящего изобретения. Например, сваривать друг с другом в одной операции можно три листа так, чтобы во внешнем листе была полость, что позволяет производить двухкомпонентные капсулы, в которых в каждом отсеке содержится разный материал. Предпочтительно использовать производные целлюлозы фармацевтического качества, однако можно применять и другие материалы, такие как желатин. В любом случае наличие пластификатора в полимерной пленке полезно как для формирования полости, так и для сварки. Вращающиеся пресс-формы могут сжимать пленки до толщины, например 0,3 мм, во всей зоне сварки так, чтобы в процессе сварки расплавленный полимер стремился стечь, формируя наплыв вокруг сварного шва на кромке каждой полости. Во вращающиеся пресс-формы можно встроить вырубающий механизм для отделения капсул 30 от полосы, а не просто формировать тонкий участок вокруг каждой капсулы 30.
Изобретение относится к химико-фармацевтической промышленности, к изготовлению капсул, например, для приема лекарств, изготавливаемых из двух пленок водорастворимого полимерного материала путем их деформирования так, чтобы образовать множество полостей, и заполняют полости текучим заполняющим материалом. Это осуществляется с помощью двух вращающихся пресс-форм, с полостями, в которых деформируется пленка. Пресс-формы также действуют в качестве сварочных электродов для сварки пленок диэлектрической сваркой для формирования заполненных капсул. Частота подаваемого напряжения составляет 10-100 МГц. Капсулы можно легко отделить от полученной полосы. Полимерным материалом может быть желатин или водорастворимые производные целлюлозы, такие как гидроксипропилметилцеллюлоза, и полимерный материал может содержать пластификатор. Диэлектрическая сварка считалась неприменимой для водорастворимых полимеров для производства капсул в фармацевтической промышленности. 7 з.п. ф-лы, 1 ил.
| ИВАНОВА Л.А | |||
| Технология лекарственных форм | |||
| Циркуль-угломер | 1920 |
|
SU1991A1 |
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
| 0 |
|
SU396859A1 | |
| МЯГКАЯ ЖЕЛАТИНОВАЯ КАПСУЛА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2140783C1 |
| Способ электроэрозионной обработки детали | 2018 |
|
RU2697314C1 |
| Способ профилактики и лечения гипотонических маточных кровотечений | 1980 |
|
SU908344A1 |

