Перекрестная ссылка на родственные заявки
Настоящая заявка представляет собой частичное продолжение совместно рассматриваемой заявки 10/393610, поданной 21 марта 2003 г., которая представляет собой частичное продолжение заявок PCT №№ PCT/US 02/31129, поданной 28 сентября 2002 г.; PCT/US 02/31117, поданной 28 сентября 2002 г.; PCT/US 02/31062, поданной 28 сентября 2002 г.; PCT/US02/31024, поданной 28 сентября 2002 г., и PCT/US 02/31163, поданной 28 сентября 2002 г., которые представляют собой частичные продолжения любой из заявок USSN 09/966939, поданной 28 сентября 2001 г.; USSN 09/966509, поданной 28 сентября 2001 г.; USSN 09/966497, поданной 28 сентября 2001 г.; USSN 09/967414, поданной 28 сентября 2001 г., и USSN 09/966450, поданной 28 сентября, раскрытие сущности каждой из всех перечисленных выше заявок включено сюда во всей полноте посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к дозированной (лекарственной) форме, обеспечивающей немедленное высвобождение активного ингредиента. Дозированная форма состоит из твердого ядра и окружающей ядро оболочки. В оболочке содержится одно или более отверстий.
Уровень техники
Известны некоторые дозированные формы с отверстиями или просечками. Например, в данной области известны дозированные формы с «осмотическим насосом» для введения фармацевтически активных ингредиентов. Обычно они содержат полупроницаемую стенку (оболочку), которая окружает емкость с дозированным препаратом. Стенка является проницаемой для прохождения наружной жидкости, непроницаема для прохождения дозированного препарата и имеет канал в полупроницаемой стенке для доставки дозированного препарата из осмотической системы. Например, в патенте США №4576604 описано осмотическое устройство, содержащее отделение для дозированного препарата, окруженное оболочкой (покрытием), в которой имеется канал. В оболочке может содержаться немедленно высвобождаемая доза дозированного препарата, а во внутреннем отделении для дозированного препарата может содержаться пролонгированно высвобождаемая доза дозированного препарата.
В патенте США №4449983 описано еще одно осмотическое устройство, содержащее два помещенных по отдельности дозированных препарата, которые высвобождаются из устройства по отдельности. Устройство содержит два отделения, по одному для каждого дозированного препарата, разделенные перегородкой. Каждое отделение имеет канал, сообщающийся с наружной стороной устройства.
В патенте США №3823816 описана водорастворимая упаковка в форме капсулы с твердой оболочкой, наполненной порошком, гранулами или т.п. Капсула снабжена отверстиями, а отверстия закрыты водорастворимой защитной пленкой. Пленка является более водорастворимой, чем капсула для того, чтобы, когда упаковка соприкасается с водой, сначала, быстрее чем капсула, растворялась пленка, и таким образом содержимое капсулы подвергалось растворению и/или высвобождению через отверстия, в то время как сама капсула остается нетронутой.
Патент США №5256440 относится к дозированной форме с насечками, содержащей на своей поверхности одну или более очерченных областей. Дозированная форма представляет собой мелкие капли (аэрозоль), покрытые латексным полимером. При размещении в среде для применения латексное покрытие внутри очерченной области удаляется с воспроизводимым результатом, покидая таблетку с покрытым ядром и с заранее определенным отверстием, через которое дискретная часть поверхности ядра подвергается воздействию среды применения.
Один из известных способов получения дозированных форм с желатиновым покрытием основан на способе глазирования, в котором две отдельные пленки, изготовленные из желатинового материала, наносят на противоположные стороны таблетки с помощью пары ротационных матриц, как описано, например, в патентах США №№5146730 и 5459983. В состав пленок для получения гелевых капсул и таблеток с гелевым покрытием, получаемых с помощью способов глазирования, таких как способы, описанные в патентах США №№5146730 и 5459983, обычно входит основанная на воде желатиновая композиция, содержащая приблизительно 45% желатина и приблизительно 9% пластификатора (глицерина и/или сорбита) по массе. Глицерин и сорбит можно применять в виде взятых по отдельности пластификаторов или в сочетании друг с другом. Кроме того, в качестве добавок и пластификаторов можно применять другие сахара и полигидроксисоединения. Если требуемым конечным изделием является медицинская таблетка с защитным желатиновым покрытием, отношение пластификатора к желатину в желатиновой композиции должно находиться в диапазоне приблизительно 1:5.
Еще один традиционный способ формования оболочки (или покрытия) на ядре (или субстрате) представляет собой способ, описанный в заявке WO 01/57144, в котором для формования покрытия используются принципы электростатического осаждения. По меньшей мере, либо ядро, либо оболочка предпочтительно включает в себя один или более «регуляторов заряда», таких как салицилаты металлов, например, салицилат цинка, салицилат магния и салицилат кальция; четвертичные аммониевые соли; хлорид бензалкония; хлорид бензетония; бромид триметилтетрадециламмония (цетримид); и циклодекстрины и их аддукты в количестве приблизительно от 1% до приблизительно 10 мас.% от массы оболочки.
Теперь заявители обнаружили, что можно приготовить дозированную форму немедленного высвобождения, состоящую из твердого ядра и окружающей ядро оболочки, в которой ядро имеет плотность, по меньшей мере, приблизительно 0,9 г/см3 и процент пористости менее 40%, предпочтительно менее 35%, наиболее предпочтительно 30%. Оболочка содержит одно или более отверстий и легко растворима в гастроинтестинальных жидкостях. Оболочку предпочтительно наносят на ядро путем глазирования.
Раскрытие изобретения
В настоящем изобретении предлагается дозированная форма, содержащая, по меньшей мере, один активный ингредиент, которая включает ядро и окружающую ядро оболочку, где ядро имеет плотность, по меньшей мере, приблизительно 0,9 г/см3 и процент пористости менее 40%, предпочтительно менее 35%, наиболее предпочтительно 30%, оболочка содержит одно или более отверстий, оболочка легко растворима в гастроинтестинальных жидкостях, и, после соприкосновения дозированной формы с жидкой средой, дозированная форма обеспечивает немедленное высвобождение, по меньшей мере, одного активного ингредиента.
В изобретении также предлагается дозированная форма, содержащая ядро, имеющее внешнюю поверхность, и оболочку, имеющую внешнюю и внутреннюю поверхности, в которой, по меньшей мере, часть оболочки окружает ядро таким образом, что внутренняя поверхность оболочки в основном плотно прилегает к внешней поверхности ядра; по меньшей мере, часть оболочки содержит одно или более отверстий; размер одного или более отверстий составляет приблизительно от 200 до приблизительно 2000 мкм (микрон) в диаметре или в ширину; по меньшей мере, часть оболочки легко растворима в гастроинтестинальных жидкостях; средняя толщина оболочки находится в диапазоне приблизительно от 100 до приблизительно 400 микрон; оболочка содержит приблизительно менее 50% кристаллизующегося сахара; дозированная форма в значительной степени не содержит регуляторов заряда, и после соприкосновения дозированной формы с жидкой средой дозированная форма обеспечивает немедленное высвобождение, по меньшей мере, одного активного ингредиента.
Краткое описание чертежей
На фигурах 1-5 показаны дозированные формы согласно изобретению.
На фигуре 6 показан один из вариантов осуществления изобретения с отверстиями согласно изобретению.
На фигуре 7 показан способ получения дозированной формы согласно изобретению с помощью способа глазирования.
На фигуре 8 показан еще один способ получения дозированной формы согласно изобретению с помощью способа глазирования.
На фигуре 9 показан дополнительный способ получения дозированной формы согласно изобретению с помощью способа глазирования.
На фигуре 10 показан способ получения дозированной формы согласно изобретению с капсулой, содержащей отверстия, с помощью способа глазирования.
На фигуре 11 показан способ получения дозированной формы согласно изобретению с помощью способа нанесения покрытия путем погружения.
На фигуре 12 показан еще один способ получения дозированной формы согласно изобретению с помощью способа нанесения покрытия путем погружения.
На фигуре 13 показан способ получения дозированной формы согласно изобретению с помощью трансферного способа.
На фигуре 14 показан способ получения отверстия в оболочке дозированной формы согласно изобретению с помощью устройства для шлифования.
На фигурах 15A и 15B показан один из способов получения отверстий в оболочке дозированной формы согласно изобретению с помощью горячих иголок.
На фигурах 16A и 16B показан один из способов получения отверстий в оболочке дозированной формы согласно изобретению с помощью устройства для продавливания.
На фигурах 17А и 17B показан способ получения отверстий в оболочке дозированной формы согласно изобретению путем литьевого формования.
Осуществление изобретения
Применяемый здесь термин «дозированная форма» относится к любому твердому объекту, полутвердой или жидкой композиции, предназначенных для того, чтобы содержать в себе конкретное, заранее заданное количество (дозу) определенного ингредиента, например, активного ингредиента, как указано ниже. Подходящие дозированные формы могут представлять собой системы доставки фармацевтического дозированного препарата, включая системы для перорального введения, трансбуккального введения, ректального введения, системы локальной доставки или доставки через слизистые оболочки, или подкожные имплантаты, или другие имплантируемые системы доставки дозированного препарата; или композиции для доставки минеральных веществ, витаминов и других нутрицевтиков, средств для ухода за полостью рта, корригентов и т.п. Считается, что дозированные формы согласно настоящему изобретению предпочтительно являются твердыми, однако они могут содержать жидкие или полутвердые компоненты. В частности, в предпочтительном варианте осуществления изобретения дозированная форма представляет собой систему для перорального введения, предназначенную для доставки фармацевтически активного ингредиента в желудочно-кишечный тракт человека.
Подходящие для использования в настоящем изобретении активные ингредиенты включают в себя, например, фармацевтические препараты, минеральные вещества, витамины и другие нутрицевтики; средства для ухода за полостью рта, корригенты и их смеси. Подходящие фармацевтические препараты включают в себя анальгетики, противовоспалительные средства, средства против артрита, анестезирующие средства, антигистаминные средства, средства против кашля, антибиотики, противоинфекционные средства, противовирусные средства, антикоагулянты, антидепрессанты, противодиабетические средства, противорвотные средства, антифлатуленты, противогрибковые средства, антиспазматические средства, препараты для подавления аппетита, бронхолитические средства, сердечно-сосудистые препараты, средства для центральной нервной системы, стимуляторы центральной нервной системы, противоотечные средства, пероральные контрацептивы, диуретические средства, отхаркивающие средства, гастроинтестинальные средства, препараты против мигрени, средства против укачивания в транспорте, муколитические средства, мышечные релаксанты, препараты против остеопороза, полидиметилсилоксаны, респираторные средства, вспомогательные средства для сна, средства для лечения мочевыводящих путей и их смеси.
Подходящие средства для ухода за полостью рта включают в себя освежитель для полости рта, средства для отбеливания зубов, противомикробные средства, зубные минерализаторы, ингибиторы зубного кариеса, средства для локальной анестезии, защитные средства для слизистой оболочки и т.п.
Подходящие корригенты включают в себя ментол, мятное масло, мятные ароматизаторы, фруктовые ароматизаторы, шоколад, ваниль, ароматизаторы для жевательной резинки, кофейные ароматизаторы, ароматизаторы со вкусом ликера, их сочетания и т.п.
Примеры подходящих гастроинтестинальных средств включают в себя антациды, такие как карбонат кальция, гидроксид магния, оксид магния, карбонат магния, гидроксид алюминия, бикарбонат натрия, карбонат дигидроксиалюминия и натрия; стимулирующие слабительные, такие как бисакодил, крушина, дантрон, сенна, фенолфталеин, алоэ, касторовое масло, рицинолевая кислота и дегидрохолевая кислота и их смеси; антагонисты H2-рецепторов, такие как фамотидин, ранитидин, циметидин, низатидин; ингибиторы протонового насоса, такие как омепразол или ланзопразол; гастроинтестинальные цитопротекторы, такие как сукралфат и мизопростол; гастроинтестинальные прокинетики, такие как прукалоприд, антибиотики против бактерии H.pylori, такие как кларитромицин, амоксициллин, тетрациклин и метронидазол; противодиарейные средства, такие как дифеноксилат и лоперамид; гликопирролаты; противорвотные средства, такие как ондансетрон; анальгетики, такие как месаламин.
В одном из вариантов осуществления изобретения активный ингредиент можно выбрать из бисакодила, фамотидина, ранитидина, циметидина, прукалоприда, дифеноксилата, лоперамида, лактазы, месаламина, висмута (соединений), антацидов и фармацевтически приемлемых солей, их сложных эфиров, изомеров и смесей.
В еще одном варианте осуществления изобретения активный ингредиент выбран из анальгетиков, противовоспалительных средств и жаропонижающих средств, например, из нестероидных противовоспалительных дозированных препаратов (NSAID), включая производные пропионовой кислоты, например, ибупрофен, напроксен, кетопрофен и т.п.; производные уксусной кислоты, например, индометацин, диклофенак, сулиндак, толметин и т.п.; производные фенамовой кислоты, например, мефенамовая кислота, меклофенамовая кислота, флуфенамовая кислота и т.п.; производные бифенилкарбоновых кислот, например, дифлунизал, флуфенизал и т.п.; и оксикамы, например, пироксикам, судоксикам, изоксикам, мелоксикам и т.п. В одном из конкретных вариантов осуществления изобретения активный ингредиент выбран из NSAID-производного пропионовой кислоты, например, ибупрофена, напроксена, флурбипрофена, фенбуфена, фенопрофена, индопрофена, кетопрофена, флупрофена, пирпрофена, карпрофена, оксапрозина, пранопрофена, супрофена и их фармацевтически приемлемых солей, производных и сочетаний. В еще одном конкретном варианте осуществления изобретения активный ингредиент можно выбрать из ацетаминофена, ацетилсалициловой кислоты, ибупрофена, напроксена, кетопрофена, флурбипрофена, диклофенака, циклобензаприна, мелоксикама, рофекоксиба, целекоксиба и их фармацевтически приемлемых солей, сложных эфиров, изомеров и их смесей.
В еще одном варианте осуществления изобретения активный ингредиент можно выбрать из псевдоэфедрина, фенилпропаноламина, хлорфенирамина, декстрометорфана, дифенгидрамина, астемизола, терфенадина, фексофенадина, лоратадина, деслоратадина, цетиризина, их смесей и фармацевтически приемлемых солей, сложных эфиров, изомеров и их смесей.
Примеры подходящих полидиметилсилоксанов, которые включают в себя диметикон и симетикон, но не ограничиваются ими, представляют собой полидиметилсилоксаны, описанные в патентах США №№4906478, 5275822 и 6103260, содержание каждого из которых в прямой форме включено здесь путем ссылки. Применяемый здесь термин «симетикон» относится к более широкому классу полидиметилсилоксанов, включающему симетикон и диметикон, но не ограничивающемуся ими.
Активный ингредиент или ингредиенты присутствуют в дозированной форме в терапевтически эффективном количестве, представляющем собой количество, которое дает необходимую терапевтическую реакцию после перорального введения и которое специалист в данной области может легко определить. Как известно в данной области, при определении таких количеств должны приниматься во внимание конкретный активный ингредиент, который вводится, характеристики биодоступности активного ингредиента, схема приема дозированного препарата, возраст и вес пациента и другие факторы. Обычно дозированная форма содержит, по меньшей мере, приблизительно 1 мас.%, предпочтительно дозированная форма содержит, по меньшей мере, приблизительно 5 мас.%, например, по меньшей мере, приблизительно 25 мас.% комбинации из одного или более активных ингредиентов. В одном из предпочтительных вариантов осуществления изобретения в ядре содержится в общей сложности, по меньшей мере, приблизительно 50 мас.%, например, по меньшей мере, приблизительно 70 мас.%, допустимо, по меньшей мере, приблизительно 80 мас.% (в расчете на массу ядра) одного или более активных ингредиентов.
Активный ингредиент или ингредиенты могут присутствовать в дозированной форме в любом виде. Например, активный ингредиент может быть диспергирован до молекулярного уровня, например, в расплавленном или растворенном состоянии внутри дозированной формы, или может находиться в виде частиц, которые в свою очередь могут иметь покрытие или не иметь покрытия. Если активный ингредиент находится в виде частиц, частицы (либо с покрытием, либо без покрытия) обычно имеют средний размер приблизительно 1-2000 микрон. В одном из предпочтительных вариантов осуществления изобретения такие частицы представляют собой кристаллы со средним размером приблизительно 1-300 микрон. В еще одном предпочтительном варианте осуществления изобретения частицы представляют собой гранулы или крупинки со средним размером приблизительно 50-2000 микрон, предпочтительно приблизительно 50-1000 микрон, наиболее предпочтительно приблизительно 100-800 микрон.
Ядро может представлять собой любую твердую форму. Ядро можно приготовить с помощью любого подходящего способа, включая, например, прессование или формование. Применяемый здесь термин «ядро» относится к материалу, который, по меньшей мере, частично покрыт или окружен еще одним материалом. Предпочтительно ядро представляет собой самостоятельный единый объект, такой как таблетка или капсула. Обычно ядро содержит твердое вещество, например, ядро может представлять собой прессованную или формованную таблетку, жесткую или мягкую капсулу, суппозиторий или кондитерскую форму, такую как пастилка, нуга, карамель, помадка или композиция на основе масла. В некоторых других вариантах осуществления изобретения ядро или его часть может находиться в готовой дозированной форме в полутвердом или жидком виде. Например, ядро может содержать капсулу, заполненную жидкостью или полутвердый материал в виде помадки. В тех вариантах осуществления изобретения, в которых ядро содержит текучий компонент, такой как совокупность гранул или частиц, или жидкость, для содержания текучего материала ядро предпочтительно дополнительно содержит оболочечный компонент, такой как оболочка капсулы или покрытие. В некоторых конкретных вариантах осуществления изобретения, в которых ядро содержит оболочечный компонент, оболочка или части оболочки настоящего изобретения находятся в непосредственном соприкосновении с оболочечным компонентом ядра, который отделяет оболочку от текучего компонента ядра.
В одном из вариантов осуществления изобретения ядро представляет собой прессованную таблетку с твердостью приблизительно от 2 до приблизительно 30 килопонд/см2 (kp/cm2), например, приблизительно от 6 до приблизительно 25 килопонд/см2. «Твердость» представляет собой термин, применяемый в данной области для описания сопротивления поперечному разрушению либо ядра, либо твердой дозированной формы с покрытием, которое измеряют с помощью традиционного испытательного оборудования для измерения твердости фармацевтических препаратов, такого как измеритель твердости Schleuniger Hardness Tester. Для того чтобы сравнить значения для таблеток разного размера в поперечном направлении, сопротивление разрушению должно нормироваться для области разрушения. Такое нормированное значение, выраженное в единицах килопонд/см2, иногда упоминается в данной области как предел прочности таблетки. Общее обсуждение измерения твердости таблеток описано в публикации Leiberman и др., Pharmaceutical Dosage Forms - Tablets, том 2, 2-е издание, Marcel Dekker Inc., 1990, стр.213-217, 327-329.
Ядро может иметь одну из многочисленных различных форм. Например, ядро может иметь форму полиэдра, такого как куб, пирамида, призма или т.п.; или может иметь геометрию пространственной фигуры с несколькими неплоскими поверхностями, такую как конус, усеченный конус, цилиндр, шар, тор или т.п. В некоторых вариантах осуществления изобретения ядро имеет одну или более больших поверхностей. Например, в вариантах осуществления изобретения, в которых ядро представляет собой прессованную таблетку, поверхность ядра обычно имеет две расположенные друг против друга большие поверхности, образованные при контакте с верхней и нижней поверхностями пуансона в машине для прессования. В таких вариантах осуществления изобретения поверхность ядра обычно дополнительно содержит «хомут», расположенный между двумя большими поверхностями и образованный при контакте со стенками матрицы в машине для прессования. Ядро также может содержать многослойную таблетку.
К типичным формам ядер, которые можно использовать, относятся формы таблеток, образуемые в технологических пресс-формах, описанных в руководстве «The Elizabeth Companies Tablet Design Training Manual» (Elizabeth Carbide Die Co., Inc., p.7 (McKeesport, Pa.) (включенном здесь путем ссылки), которые указаны далее (форма таблетки инверсно повторяет форму оснастки для прессования):
1. Форма с неглубокой вогнутостью.
2. Форма со стандартной вогнутостью.
3. Форма с сильной вогнутостью.
4. Форма со сверхсильной вогнутостью.
5. Форма с модифицированной сферической вогнутостью.
6. Форма со стандартной вогнутостью и насечкой, разделяющей форму пополам.
7. Форма со стандартной вогнутостью и двумя насечками, разделяющими форму пополам.
8. Стандартная европейская форма с вогнутостью и насечкой, разделяющей форму пополам.
9. Форма со стандартной вогнутостью и частичной насечкой, разделяющей форму пополам.
10. Форма с удвоенным радиусом.
11. Заостренная форма & вогнутость.
12. Плоская гладкая форма.
13. Форма с плоской поверхностью и фаской (F.F.B.E.).
14. F.F.B.E. с насечкой, разделяющей форму пополам.
15. F.F.B.E. с двумя насечками, разделяющими форму пополам.
16. Круглая форма.
17. Форма с лунками.
18. Форма эллипса.
19. Овальная форма.
20. Форма капсулы.
21. Прямоугольная форма.
22. Квадратная форма.
23. Треугольная форма.
24. Форма шестигранника.
25. Форма пятигранника.
26. Форма восьмигранника.
27. Форма алмаза.
28. Форма, напоминающая острие стрелы.
29. Пулевидная форма.
30. Форма с неглубокой вогнутостью.
31. Форма со стандартной вогнутостью.
32. Форма с сильной вогнутостью.
33. Форма со сверхсильной вогнутостью.
34. Форма с модифицированной сферической вогнутостью.
35. Форма со стандартной вогнутостью и насечкой, разделяющей форму пополам.
36. Форма со стандартной вогнутостью и двумя насечками, разделяющими форму пополам.
37. Стандартная европейская форма с вогнутостью и насечкой, разделяющей форму пополам.
38. Форма со стандартной вогнутостью и частичной насечкой, разделяющей форму пополам.
39. Форма с удвоенным радиусом.
40. Заостренная форма & вогнутость.
41. Плоская гладкая форма.
42. Форма с плоской поверхностью и фаской (F.F.B.E.).
43. F.F.B.E. с насечкой, разделяющей форму пополам.
44. F.F.B.E. с двумя насечками, разделяющими форму пополам.
45. Круглая форма.
46. Форма с лунками.
47. Форма эллипса.
48. Овальная форма.
49. Форма капсулы.
50. Прямоугольная форма.
51. Квадратная форма.
52. Треугольная форма.
53. Форма шестигранника.
54. Форма пятигранника.
55. Форма восьмигранника.
56. Форма алмаза.
57. Форма, напоминающая острие стрелы.
58. Пулевидная форма.
59. Бочкообразная форма.
60. Форма полумесяца.
61. Форма диска.
62. Форма сердца.
63. Миндалевидная форма.
64. Форма фирмы-производителя/диск фирмы-производителя.
65. Форма параллелограмма.
66. Трапецеидальная форма.
67. Форма гантели/фигура 8.
68. Форма бабочки.
69. Форма неправильного треугольника.
Обычно ядро содержит активный ингредиент и различные инертные наполнители в зависимости от способа, с помощью которого его изготавливают.
В тех вариантах осуществления изобретения, в которых ядро изготавливают прессованием, подходящие инертные наполнители включают в себя наполнители, связующие, дезинтегрирующие агенты, смазки, скользящие вещества и тому подобные наполнители, известные в данной области. В тех вариантах осуществления изобретения, в которых ядро изготавливают прессованием и дополнительно наделяют модифицированным высвобождением содержащегося в нем активного ингредиента, такое ядро предпочтительно дополнительно содержит сжимаемый инертный наполнитель, модифицирующий высвобождение.
Подходящие наполнители, применяемые при изготовлении ядра прессованием, включают в себя водорастворимые, сжимаемые углеводы, такие как сахара, которые включают в себя декстрозу, сукрозу, мальтозу и лактозу, спирты-производные сахаров, которые включают в себя маннит, сорбит, мальтит, ксилит; гидролизаты крахмала, которые включают в себя декстрины и мальтодекстрины и т.п., нерастворимые в воде пластически деформируемые материалы, такие как микрокристаллическая целлюлоза или другие производные целлюлозы, нерастворимые в воде, хрупкие материалы, такие как дикальцийфосфат, трикальцийфосфат и т.п., и их смеси.
Подходящие связующие для изготовления ядра прессованием включают в себя сухие связующие, такие как поливинилпирролидон, гидроксипропилметилцеллюлоза и т.п.; влажные связующие, такие как водорастворимые полимеры, включая гидроколлоиды, такие как гуммиарабик, альгинаты, агар, гуаровая камедь, смола плодоворожкового дерева, каррагинан, карбоксиметилцеллюлоза, таро, аравийская камедь, трагакантовая камедь, пектин, ксантан, желлан, желатин, мальтодекстрин, галактоманнан, пусстулан, ламинарин, склероглюкан, инулин, велан, рамзан, зооглан, метилан, хитин, циклодекстрин, хитозан, поливинилпирролидон, целлюлозы, сукроза, крахмалы и т.п.; их производные и их смеси.
Подходящие дезинтегрирующие агенты для изготовления ядра прессованием включают в себя натрийкрахмалгликолят, поперечно сшитый поливинилпирролидон, поперечно сшитую карбоксиметилцеллюлозу, крахмалы, микрокристаллическую целлюлозу и т.п.
Подходящие смазки для изготовления ядра прессованием включают в себя жирные кислоты с длинной цепью и их соли, такие как стеарат магния и стеариновая кислота, тальк, глицериды и воски.
Подходящие скользящие вещества для изготовления ядра прессованием включают в себя коллоидный диоксид кремния и т.п.
В некоторых вариантах осуществления изобретения ядро или его часть может необязательно содержать инертные наполнители, модифицирующие высвобождение, известные в данной области, например, описанные в переуступленной, совместно рассматриваемой заявке США с регистрационным №10/432488, поданной 28 сентября 2002 г., раскрытие сущности которой включено сюда путем ссылки. Подходящие для изготовления ядра прессованием сжимаемые инертные наполнители, модифицирующие высвобождение, включают в себя способные к набуханию, поддающиеся размыванию гидрофильные материалы; нерастворимые, годные в пищу материалы; pH-зависимые полимеры и т.п.
Подходящие для изготовления ядра прессованием фармацевтически приемлемые вспомогательные вещества включают в себя консерванты; высокоэффективные подсластители, такие как аспартам, ацесульфам калия, сукралоза и сахарин; корригенты; красители; антиоксиданты; поверхностно-активные вещества; смачивающие средства и тому подобное, и их смеси.
В тех вариантах осуществления изобретения, в которых прессованием получают одно или более ядер, можно использовать способ сухого смешения (то есть прямого прессования) или способ мокрой грануляции, известный в данной области. При способе сухого смешения (прямом прессовании) активный ингредиент или ингредиенты вместе с инертными наполнителями смешивают в подходящем смесителе, затем переносят непосредственно в компрессионную машину для прессования таблеток. При способе мокрой грануляции активный ингредиент или ингредиенты, соответствующие инертные наполнители и раствор или дисперсию влажного связующего (например, приготовленную водосодержащую крахмальную пасту или раствор поливинилпирролидона) перемешивают и гранулируют. С другой стороны, в число инертных наполнителей можно включить сухое связующее и гранулировать смесь с водой или другим подходящим растворителем. Подходящие устройства для мокрой грануляции известны в данной области, включая мешалки с малыми сдвиговыми усилиями, например, планетарные мешалки; мешалки с большими сдвиговыми усилиями; и кипящие слои, включая вращающиеся кипящие слои. Полученный гранулированный материал сушат и, необязательно, способом сухого смешения смешивают с дополнительными ингредиентами, например, вспомогательными веществами и/или инертными наполнителями, такими как, например, смазки, красители и т.п. Затем полученную в итоге сухую смесь подвергают прессованию. Способы прямого прессования и способы мокрой грануляции известны в данной области и подробно описаны, например, в публикации Lachman и др., The Theory and Practice of Industrial Pharmacy, глава 11 (3-е издание, 1986).
Порошковые смеси, полученные способом сухого смешения или мокрой грануляции, обычно прессуют в таблетки, применяя роторную машину для прессования, известную в данной области, такую как, например, машина для прессования, доступная для приобретения у фирмы Fette America Inc., Rockaway, NJ, или Manesty Machines LTD, Liverpool, UK. В роторной машине для прессования дозированным объемом порошка заполняют полость матрицы, которая, будучи частью вращающегося «стола с матрицами», перемещается от места загрузки к месту прессования, где порошок прессуется между верхним и нижним пуансоном, до места выталкивания, где полученная таблетка выталкивается из полости матрицы с помощью нижнего пуансона и направляется к спускному желобу с помощью стационарного приемного приспособления.
В одном из необязательных вариантов осуществления изобретения ядро можно приготовить с помощью способов прессования и устройства, описанного в совместно рассматриваемой заявке на патент США №09/966509, стр.16-27, раскрытие сущности которой включено здесь путем ссылки. В частности, ядро изготавливают с помощью роторного модуля для прессования, содержащего в отдельном устройстве зону загрузки, зону запрессовки, зону прямого прессования, зону выталкивания и зону очистки, имеющем конструкцию с двумя рядами матриц, как показано на фигуре 6 заявки на патент США №09/966509. Матрицы модуля для прессования предпочтительно загружают при помощи пониженного давления с применением фильтров, расположенных в каждой матрице или возле нее.
Ядра, изготовленные прессованием, могут представлять собой простые или многослойные таблетки, например, двухслойные таблетки.
Ядра имеют плотность, по меньшей мере, приблизительно 0,9 г/см3, например, по меньшей мере, приблизительно 1,0 г/см3 и процент пористости менее 40%, предпочтительно менее 35%, наиболее предпочтительно 30%. Пористость порошка представляет собой отношение объема пор к общему объему. Объем пор представляет собой объем пространства между частицами, в то время как общий объем представляет собой суммарный занимаемый объем. Процент пористости представляет собой отношение, выраженное в процентах. Указанные значения можно измерить с помощью ртутного порозиметра, такого как порозиметр Autopore IV 9500 V1.05, доступный для приобретения у компании Micrometics Corporation, при давлении заливаемой ртути от 1,32 до 1,33 фунт/кв.дюйм, краевом угле смачивания ртути 130 градусов и поверхностном натяжении 485 дин/см. Типичные ядра включают в себя прессованную полужесткую таблетку весом 385 мг с объемом 0,4 куб.см, и прессованную таблетку весом 586 мг с объемом приблизительно 0,5 куб.см.
Ядра окружены оболочкой. Оболочка содержит одно или более отверстий. Отверстие или отверстия обеспечивают канал для сообщения между ядром и наружной поверхностью дозированной формы. Отверстия могут проходить через всю толщину оболочки до соприкосновения с ядром или только через часть оболочки.
Оболочка может быть в значительной степени едина и непрерывна за исключением имеющихся в ней отверстий, или оболочка может состоять из нескольких частей, например, из первой части оболочки и второй части оболочки. В некоторых вариантах осуществления изобретения оболочка или части оболочки напрямую соприкасаются с ядром. В некоторых других вариантах осуществления изобретения оболочка или части оболочки напрямую соприкасаются с подслоем, который в значительной степени окружает ядро. В тех вариантах осуществления изобретения, в которых оболочка состоит из первой и второй частей, по меньшей мере, в первой части оболочки имеются отверстия.
В некоторых вариантах осуществления изобретения первая часть оболочки и вторая часть оболочки композиционно различаются. Применяемый здесь термин «различаются композиционно» означает наличие свойств, которые легко различимы путем качественного или количественного химического анализа, физического испытания или визуального наблюдения. Например, первая и вторая части оболочки могут содержать разные ингредиенты или разные уровни одних и тех же ингредиентов, или первая и вторая части оболочки могут иметь разные физические или химические характеристики, разные функциональные характеристики, или отличаться визуально. Примеры физических или химических характеристик, которые могут различаться, включают в себя гидрофильность, гидрофобность, гигроскопичность, эластичность, способность деформироваться, предел прочности, степень кристалличности и плотность. Примеры функциональных характеристик, которые могут различаться, включают в себя скорость и/или степень растворения самого материала или активного ингредиента внутри него, скорость разрушения материала, его проницаемость для активных ингредиентов, проницаемость для воды или водной среды и т.п. Примеры визуальных отличий включают в себя размер, форму, рельеф поверхности или другие геометрические свойства, цвет, тон окраски, непрозрачность и блеск.
В одном из вариантов осуществления изобретения дозированная форма согласно изобретению содержит: a) ядро, содержащее в себе активный ингредиент; b) необязательный подслой, который в значительной степени покрывает ядро; и c) оболочку, состоящую из первой и второй частей оболочки, расположенную на поверхности подслоя; первой части оболочки, содержащей одно или более отверстий, и первой части оболочки, легко растворимой в гастроинтестинальных жидкостях. Применяемый здесь термин «в основном покрывает» в отношении оболочки означает, что, по меньшей мере, приблизительно 95% области поверхности ядра покрыто подслоем. Подслой может необязательно содержать красители, такие как красящие вещества, пигменты и их смеси, которые создают матовый, перламутровый или полупрозрачный эффекты.
Применение подслоев хорошо известно в данной области и описано, например, в патенте США №№3185626, который включен сюда посредством ссылки. В качестве подслоя согласно настоящему изобретению можно применять любую композицию, подходящую для покрытия таблетки пленкой. Примеры подходящих подслоев описаны в патентах США №№4683256, 4543370, 4643894, 4828841, 4725441, 4802924, 5630871 и 6274162, все из которых включены сюда посредством ссылки. Дополнительные подходящие подслои включают в себя один или более из следующих ингредиентов: простые эфиры целлюлозы, такие как гидроксипропилметилцеллюлоза, гидроксипропилцеллюлоза и гидроксиэтилцеллюлоза; полиуглеводы, такие как ксантановая камедь, крахмал и мальтодекстрин; пластификаторы, включающие, например, глицерин, полиэтиленгликоль, пропиленгликоль, дибутилсебацат, триэтилцитрат, растительные масла, такие как касторовое масло, поверхностно-активные вещества, такие как полисорбат-80, лаурилсульфат натрия и сульфосукцинат диоктилнатрия; полиуглеводы, пигменты и замутнители.
В одном из вариантов осуществления изобретения подслой содержит приблизительно от 2% до приблизительно 8%, например, приблизительно от 4% до приблизительно 6% простого водорастворимого эфира целлюлозы и приблизительно от 0,1% до приблизительно 1% касторового масла, как подробно описано в патенте США № 5658589, который включен здесь путем ссылки. В еще одном варианте осуществления изобретения подслой содержит приблизительно от 20% до приблизительно 50% HPMC, например, приблизительно от 25% до приблизительно 40% HPMC; приблизительно от 45% до приблизительно 75%, например, приблизительно от 50% до приблизительно 70% мальтодекстрина; и приблизительно от 1% до приблизительно 10% PEG 400, например, приблизительно от 5% до приблизительно 10% PEG 400.
Подслой в сухом состоянии обычно присутствует в количестве приблизительно от 0% до приблизительно 5% в расчете на сухую массу ядра.
На фигуре 1 показана дозированная форма 1 согласно изобретению, содержащая оболочку 3 с множеством отверстий 2. Отверстия 2 имеют форму удлиненных разрезов и не проходят насквозь через оболочку 3 до ядра (не показано), находящегося под оболочкой 3.
На фигуре 2 показана еще одна дозированная форма согласно изобретению. Дозированная форма 1 содержит ядро (не показано), покрытое оболочкой, состоящей из первой части оболочки 3а и второй части оболочки 3b. Часть оболочки 3а содержит множество отверстий 2a, 2b. Отверстия 2a имеют форму лунок, в то время как отверстия 2b имеют форму букв.
На фигуре 3 проиллюстрирована еще одна дозированная форма согласно изобретению. Дозированная форма 1 содержит ядро (не показано), покрытое оболочкой 3, которая содержит отверстия 2a, 2b. Отверстия 2a имеют форму круглого отверстия, в то время как отверстия 2b имеют форму букв. Отверстия 2a предпочтительно насквозь проходят через оболочку 3 и тем самым оставляют незащищенной часть ядра, покрытую подслоем, или часть ядра, не имеющую покрытия.
На фигуре 4 показана еще одна дозированная форма согласно изобретению. Дозированная форма 1 содержит ядро 4, окруженное оболочкой 3 с отверстиями 2. Ядро 4 частично просматривается у основания каждого отверстия 2 в оболочке 3.
На фигуре 5 показана дополнительная дозированная форма согласно изобретению. Дозированная форма 1 содержит ядро в форме футбольного мяча (не показано), покрытое оболочкой, состоящей из первой части оболочки 3а и второй части оболочки 3b. Первая часть оболочки 3а содержит множество небольших круглых отверстий 2.
На фигуре 6 показана дозированная форма 1, содержащая ядро в форме таблетки, покрытое оболочкой, состоящей из первой части оболочки 3а и второй части оболочки 3b. Первая часть оболочки 3а содержит множество отверстий 2a и 2b. Отверстия 2a в общем случае имеют форму полумесяца, в то время как отверстия 2b значительно меньше и более круглые.
Каждое отверстие может иметь геометрические размеры, например, длину, ширину или диаметр, в диапазоне приблизительно от 0,1% до приблизительно 100% диаметра дозированной формы, или любого геометрического размера (например, диаметра, длины или ширины) большой поверхности дозированной формы. Диаметр или ширина каждого отверстия предпочтительно составляет приблизительно от 0,5% до приблизительно 5% диаметра дозированной формы или любого геометрического размера (например, диаметра, длины или ширины) большой поверхности дозированной формы. В некоторых вариантах осуществления изобретения диаметр или ширина отверстий может находиться в диапазоне приблизительно от 200 до приблизительно 2000 микрон. Длина отверстий может находиться в диапазоне приблизительно от 1% до приблизительно 100% диаметра дозированной формы или диаметра большой поверхности дозированной формы.
В некоторых конкретных вариантах осуществления изобретения длина или диаметр большой поверхности дозированной формы составляет приблизительно от 10000 до приблизительно 20000 микрон. В одном из конкретных вариантов осуществления изобретения длина отверстий составляет приблизительно от 100 до приблизительно 20000 микрон. Глубина отверстий обычно составляет приблизительно от 75% до приблизительно 100% толщины оболочки в месте расположения отверстий.
В некоторых вариантах осуществления изобретения толщина оболочки в месте расположения отверстий обычно находится в диапазонах приблизительно от 20 до приблизительно 800 микрон, например, приблизительно от 100 до приблизительно 400 микрон. В одном из конкретных вариантов осуществления изобретения глубина отверстий составляет приблизительно от 75 до приблизительно 400 микрон. Если присутствует множество отверстий, друг от друга они обычно располагаются на расстоянии, равном, по меньшей мере, приблизительно половине минимального геометрического размера минимального отверстия, например, по меньшей мере, приблизительно однократному минимальному геометрическому размеру минимального отверстия. Отверстия могут иметь многообразные формы или быть расположены в виде ряда различных комбинаций, и могут иметь одинаковые или разные размеры, так как показано на фигуре 6.
В одном из вариантов осуществления изобретения размер отверстий небольшой, достаточный, чтобы не позволять ощущать вкус ядра, однако ряд отверстий имеют достаточно большой размер для обеспечения сообщения между определенной частью области поверхности ядра и наружной поверхностью дозированной формы.
В одном из конкретных вариантов осуществления изобретения множество отверстий расположены по отношению друг к другу так, что в какой-то момент после соприкосновения дозированной формы с подходящей растворяющей средой отверстия выполняют функцию насечек для отделения непрерывной части оболочки, упоминаемой здесь как «вставка», от дозированной формы. Множество отверстий может располагаться в любой комбинации, которая удовлетворяет требованию, чтобы при соединении каждого отверстия со следующим образовывалась бы непрерывная линия, окружающая часть оболочки, для отделения ее во время растворения от остающейся оболочки и дозированной формы. Например, отверстия могут располагаться в форме круга, овала, квадрата, прямоугольника, треугольника, пятиугольника, шестиугольника, семиугольника, восьмиугольника, трапеции, в форме алмаза, звезды и т.п. Множество отверстий, образующих такую комбинацию, могут быть одинаковыми или разными по форме и размеру, и пространство между отверстиями может быть таким же или значительно больше, чем ширина каждого отверстия или ширина минимальных отверстий.
Один из вариантов осуществления изобретения показан на фигуре 6, где отверстия располагаются на части оболочки, покрывающей одну из поверхностей дозированной формы, приблизительно по кругу. В рассматриваемом примере присутствует множество отверстий, отличающихся по формам и размерам, с более крупными отверстиями, служащими для облегчения поступления в дозированную форму воды, и более мелкими отверстиями, служащими в качестве дополнительных, слабых мест в оболочке, например, «просечек», для облегчения растворения материала оболочки в этой области. Когда дозированную форму, соответствующую фигуре 6, помещают в растворяющую среду, «вставка» из материала оболочки округленной формы, окруженная отверстиями, отделяется от дозированной формы, подвергая расположенное под ней ядро действию растворяющей среды. При таком варианте осуществления изобретения успешно сводится к минимуму воздействие на ядро окружающей среды в ротовой полости (например, уменьшение для пациента вкусовых качеств ядра до минимума), и в то же самое время увеличивается до предела воздействие растворяющей среды на ядро (например, гастроинтестинальных жидкостей после приема внутрь).
Толщину оболочки в различных местах можно измерить с помощью микроскопа, например, наружного сканирующего электронного микроскопа, модель XL 30 ESEM LaB6, компании Philips Electronic Instruments Company, Mahwah, WI. Толщину оболочки одной дозированной формы измеряют в 6 разных местах. Относительное стандартное отклонение (RSD) рассчитывают как стандартное отклонение выборки, деленное на среднее значение, умноженное на 100, как известно в данной области (то есть RSD представляет собой стандартное отклонение, выраженное в процентах от среднего значения). RSD толщины оболочки служит показателем колебания толщины оболочки отдельной дозированной формы. В некоторых необязательных вариантах осуществления изобретения относительное стандартное отклонение толщины оболочки составляет приблизительно менее 40%, например, приблизительно менее 30%, или приблизительно менее 20%.
Дозированные формы согласно изобретению обеспечивают немедленное высвобождение одного или более содержащихся в них активных ингредиентов. Активный ингредиент или ингредиенты можно заложить в ядро, оболочку или в их части или при их сочетании. В одном из вариантов осуществления изобретения, по меньшей мере, один активный ингредиент содержится в ядре.
В тех вариантах осуществления изобретения, в которых требуется, чтобы активный ингредиент поглощался в большом круге кровообращения животного, активный ингредиент или ингредиенты предпочтительно способны растворяться после соприкосновения с жидкостями, такими как вода, внутрижелудочная жидкость, интестинальная жидкость или т.п. В одном из вариантов осуществления изобретения характеристики растворения, по меньшей мере, одного активного ингредиента отвечают требованиям USP (фармакопеи США) для таблеток немедленного высвобождения, содержащих в себе активный ингредиент. Например, для таблеток ацетаминофена требования USP 24 определяют, что в фосфатном буфере с pH 5,8 при использовании устройства USP 2 (лопастного) при 50 об/мин, по меньшей мере, 80% ацетаминофена, содержащегося в дозированной форме, должно высвобождаться из нее в течение 30 минут после введения дозы; а для таблеток ибупрофена требования USP 24 определяют, что в фосфатном буфере с pH 7,2 при использовании устройства USP 2 (лопастного) при 50 об/мин, по меньшей мере, 80% ибупрофена, содержащегося в дозированной форме, должно высвобождаться из нее в течение 60 минут после введения дозы. См. USP 24, 2000 Version, 19-20 и 856 (1999). В еще одном варианте осуществления изобретения, по меньшей мере, приблизительно 70% активного ингредиента можно обнаружить в подходящей растворяющей среде после 60 минут перемешивания при подходящих условиях.
Таким образом, оболочка или ее часть легко растворяется в гастроинтестинальных жидкостях. В предпочтительном варианте осуществления изобретения, в котором оболочка состоит из первой и второй частей оболочки, по меньшей мере, первая часть оболочки содержит отверстия и легко растворяется в гастроинтестинальных жидкостях. В таких вариантах осуществления изобретения такая оболочка или часть оболочки предпочтительно должна прорываться или растворяться в течение 30 минут в 900 мл воды или 0,1н. HCl, или раствора фосфатного буфера при 37°C при перемешивании с помощью устройства для растворения (лопастной способ) USP типа 2 при 50 или 100 об/мин.
Оболочка или часть оболочки предпочтительно содержит материалы, которые демонстрируют быстрое растворение в гастроинтестинальных жидкостях. Например, такая оболочка или часть оболочки могут содержать легкорастворимые материалы, выбранные из водорастворимых или способных к набуханию в воде пленкообразователей, водорастворимых или способных к набуханию в воде загустителей, кристаллизующихся и некристаллизующихся углеводов. Для некоторых таких вариантов осуществления изобретения подходящие водорастворимые или способные к набуханию в воде пленкообразователи можно выбрать из способных к набуханию в воде производных целлюлозы, термопластичных крахмалов, полиалкиленгликолей, полиалкиленоксидов, аморфного стекловидного сахара и их сочетаний. Для некоторых других таких вариантов осуществления изобретения подходящие пленкообразователи можно выбрать из пленкообразующих водорастворимых полимеров, таких как, например, водорастворимые виниловые полимеры, водорастворимые полиуглеводы и водорастворимые сополимеры; пленкообразующих белков и их сочетаний. Для некоторых других таких вариантов осуществления изобретения подходящие загустители можно выбрать из гелеобразующих полимеров или гидроколлоидов; гелеобразующих крахмалов и кристаллизующихся углеводов. Для некоторых других таких вариантов осуществления изобретения подходящие некристаллизующиеся углеводы можно выбрать из полидекстрозы, гидролизатов крахмала и некристаллизующихся спиртов, производных сахаров. В одном из вариантов осуществления изобретения оболочка предпочтительно содержит, по меньшей мере, приблизительно 50%, предпочтительно, по меньшей мере, приблизительно 80%, наиболее предпочтительно, по меньшей мере, приблизительно 90% материала, выбранного из пленкообразователей, гелеобразующих полимеров, низкоплавких гидрофобных материалов, некристаллизующихся сахаров или спиртов, производных сахаров, и их смесей. В еще одном варианте осуществления изобретения оболочка содержит, по меньшей мере, приблизительно 50%, предпочтительно, по меньшей мере, приблизительно 80%, наиболее предпочтительно, по меньшей мере, приблизительно 90% материала, выбранного из пленкообразователей, гелеобразующих полимеров, низкоплавких гидрофобных материалов и их смесей.
В еще одном конкретном варианте осуществления изобретения оболочка содержит приблизительно менее 50%, предпочтительно приблизительно менее 25%, наиболее предпочтительно приблизительно менее 5% кристаллизующегося сахара.
В еще одном варианте осуществления изобретения дозированная форма в основном не содержит средств, регулирующих заряд (то есть содержит менее 1 мас.%, предпочтительно приблизительно менее 0,1 мас.% в расчете на массу оболочки). Применяемый здесь термин «средства регулирующие заряд» относится к материалу, выполняющему функцию управления зарядом, такому как материал, применяемый при электростатическом осаждении покрытий на субстраты. Такие регуляторы заряда включают в себя салицилаты металлов, например, салицилат цинка, салицилат магния и салицилат кальция; четвертичные аммониевые соли; хлорид бензалкония; хлорид бензетония; бромид триметилтетрадециламмония (цетримид); циклодекстрины и их аддукты.
В некоторых необязательных вариантах осуществления изобретения активный ингредиент может содержаться в самой оболочке или ее внешнем покрытии. В одном из конкретных вариантов осуществления изобретения такой активный ингредиент будет немедленно высвобождаться из дозированной формы после соприкосновения с подходящей жидкой средой. В еще одном варианте осуществления изобретения оболочка содержит первую часть оболочки и вторую часть оболочки. На второй части оболочки находится внешнее покрытие, в то время как первая часть оболочки содержит отверстия. Активный ингредиент может высвобождаться из дозированной формы после соприкосновения с подходящей жидкой средой либо немедленно, либо под контролем, например, с замедленным высвобождением, пролонгированно, продленным способом или с отсроченным высвобождением, например, пульсирующим образом или повторяющимся образом. В тех вариантах осуществления изобретения, в которых активный ингредиент высвобождается из внешнего покрытия немедленно, внешнее покрытие предпочтительно также легко растворяется в гастроинтестинальных жидкостях, как описано выше.
Оболочку можно наносить на ядро любым подходящим способом, например, путем напыления, погружения, глазирования или формования. Подходящие способы покрытия путем напыления описаны, например, в патентах США №№3185626, 4683256, 4543370, 4643894, 4828841, 4725441, 4802924, 5630871 и 6274162, раскрытие сущности которых включено здесь путем ссылки. Подходящие способы окунания описаны в патентах США №№4820524, 5538125; 5228916; 5436026; 5679406, раскрытие сущности которых включено здесь путем ссылки. Подходящие способы глазирования описаны в патентах США №№5146730 и 5459983. Подходящие способы формования описаны здесь.
В некоторых необязательных вариантах осуществления изобретения ядро, оболочку или то и другое получают формованием. В частности, ядро, оболочку или то и другое можно изготовить путем формования из раствора или формования в отсутствие растворителя. В таких вариантах осуществления изобретения ядро или оболочку изготавливают из текучего материала, необязательно содержащего активный ингредиент. Текучий материал может представлять собой любой годный в пищу материал, который является текучим при температуре приблизительно между 37°C и 250°C и который является твердым, полутвердым или может образовывать гель при температуре приблизительно между -10°C и приблизительно 35°C. Когда он находится в жидком или текучем состоянии, текучий материал может содержать растворенный, диспергированный или расплавленный компонент и необязательно растворитель, такой как, например, вода или органические растворители, или их сочетания. Растворитель можно частично или в значительной степени удалять при сушке.
В одном из вариантов осуществления изобретения формование из раствора или формование в отсутствие растворителя проводят путем формования с термоотверждением, применяя способ и устройство, описанные в совместно рассматриваемой заявке на патент США №09/966450, стр.57-63, или путем инжекционного формования с нулевым циклом, применяя способы и устройство, описанные в совместно рассматриваемой заявке на патент США №10/677984, поданной 2 октября 2003 г., раскрытие сущности которой включено здесь путем ссылки. В указанных вариантах осуществления изобретения ядро или оболочку формуют путем отливки текучей формы в формовочной камере. Текучий материал предпочтительно содержит материал, термоотверждаемый при температуре выше его точки плавления, но ниже температуры разложения любого содержащегося в нем активного ингредиента. Исходный материал охлаждается и отвердевает в формовочной камере до определенной формы (то есть до формы матрицы).
В соответствии с указанными способами текучий материал может содержать твердые частицы, суспендированные в расплавленной основе, например, полимерной основе. Текучий материал может быть полностью расплавленным или находиться в форме пасты. Текучий материал может содержать активный ингредиент, растворенный в расплавленном материале. Текучий материал может содержать твердые частицы, диспергированные в жидком носителе. С другой стороны, текучий материал можно изготовить путем растворения твердого вещества в растворителе, который затем после стадии формования выпаривают.
В еще одном варианте осуществления изобретения формование из раствора или формование в отсутствие растворителя проводят путем термоциклического формования, применяя способ и устройство, описанные в совместно рассматриваемой заявке на патент США №09/966497, стр.27-51, или с помощью инжекционного формования с нулевым циклом, применяя способы и устройство, описанные в совместно рассматриваемой заявке на патент США №10/677984, поданной 2 октября 2003 г., раскрытие сущности которых включено здесь путем ссылки. Подходящее формование проводят путем отливки текучего материала в формовочной камере. Текучий материал может содержать активный ингредиент и материал, термопластичный при температуре выше температуры отверждения термопластичного материала, но ниже температуры разложения активного ингредиента. Текучий материал охлаждается и отвердевает в формовочной камере до определенной формы (то есть приобретает форму матрицы).
В способе и устройстве для термоциклического формования, описанных в заявке на патент США №09/966497, используется модуль для термоциклического формования с общей конфигурацией, показанной на фигуре 3 заявки. Модуль для термоциклического формования 200 содержит ротор 202, вокруг которого размещено множество секций для формования 204. Модуль для термоциклического формования включает в себя емкость 206 (см. фигуру 4), содержащую текучий материал. Кроме того, модуль для термоциклического формования снабжен системой регулирования температуры для быстрого нагревания и охлаждения секций для формования. На фигурах 55 и 56 показана система регулирования температуры 600.
Секции для формования могут содержать средние блоки литьевых форм 212, верхние блоки литьевых форм 214 и нижние блоки литьевых форм 210, как показано на фигурах 26-28, которые соединяются с образованием литьевых форм с полостями требуемой конфигурации, например, конфигурации ядра или оболочки, окружающей одно или более ядер. Во время вращения ротора 202 находящиеся друг против друга средний и верхний блоки литьевых форм или находящиеся друг против друга средний и нижний блоки литьевых форм смыкаются. Текучий материал, который нагревается в емкости 206 до текучего состояния, отливают в полученные полости литьевых форм. Затем снижают температуру текучего материала, придавая текучему материалу твердость. Блоки литьевых форм открываются, и готовое изделие выталкивается.
В одном из необязательных вариантов осуществления изобретения оболочку наносят на дозированную форму, применяя устройство для термоциклического формования общего типа, показанное на фигурах 28A-C совместно рассматриваемой заявки США №09/966497, содержащее вращающиеся средние блоки литьевых форм 212, нижние блоки литьевых форм 210 и верхние блоки литьевых форм 214. В блоки литьевых форм постоянно подаются ядра. Текучий материал для изготовления оболочки, который нагревается в емкости 206 до текучего состояния, отливают в полости литьевых форм, созданные при смыкании блоков литьевых форм, содержащих ядра. Затем температуру текучего материала для изготовления оболочки понижают, придавая твердость материалу, окружающему ядра. Блоки литьевых форм открываются и готовые дозированные формы выталкиваются. Покрытие оболочкой проводят в две стадии, каждую половину дозированных форм покрывают отдельно посредством вращения среднего блока литьевых форм, как показано на технологической схеме фигуры 28B совместно рассматриваемой заявки США №09/966939.
В еще одном необязательном варианте осуществления изобретения оболочку наносят на дозированную форму, применяя устройство для формования с нулевым циклом общего типа, показанное в совместно рассматриваемой заявке США №10/677984, содержащее вращающиеся средние блоки литьевых форм 212, нижние блоки литьевых форм 210 и верхние блоки литьевых форм 214. В блоки литьевых форм непрерывно подаются ядра. Текучий материал для изготовления оболочки, который нагревается в емкости 206 до текучего состояния, отливают в полости литьевых форм, созданные при смыкании блоков литьевых форм, содержащих ядра. Текучий материал отвердевает вокруг ядер. Блоки литьевых форм открываются и готовые дозированные формы выталкиваются. Покрытие оболочкой предпочтительно проводят в две стадии, каждую половину дозированных форм покрывают отдельно посредством вращения блока средних литьевых форм.
В одном из вариантов осуществления изобретения для изготовления ядра можно использовать модуль для прессования в соответствии с совместно рассматриваемой заявкой на патент США №09/966509, стр.16-27, а оболочку на ядро наносить с помощью модуля для термоциклического формования, описанного выше. Для переноса ядер из модуля для прессования в модуль для термоциклического формования можно применять передающее устройство, описанное в заявке на патент США №09/966414, стр.51-57, раскрытие сущности которой включено здесь путем ссылки. Такое передающее устройство может иметь структуру, показанную как 300 на фигуре 3 совместно рассматриваемой заявки США №09/966939. Оно содержит множество секций для переноса 304, консольно присоединенных к конвейерной ленте 312, как показано на фигурах 68 и 69 совместно рассматриваемой заявки США №09/966939. Передающее устройство вращается и работает синхронно с модулем для прессования и модулем для термоциклического формования, с которыми оно соединено. В секциях для переноса 304 имеются держатели 330 для удерживания ядер во время их движения вокруг передающего устройства.
Подходящие термопластичные материалы, применяемые в текучем материале или в качестве текучего материала, включают в себя как водорастворимые, так и водонерастворимые полимеры, которые обычно являются линейными, не имеют поперечных сшивок и сильных водородных связей между соседними полимерными цепями. Термопластичный материал может представлять собой отдельные материалы или может представлять собой смеси материалов с растворителем или пластификатором. Примеры подходящих термопластичных материалов включают в себя материалы, содержащие производные целлюлозы, способные к набуханию в воде, водонерастворимые производные целлюлозы, термопластичные виниловые полимеры, термопластичные крахмалы, термопластичные полиалкиленгликоли, термопластичные полиалкиленоксиды, аморфный стекловидный сахар и т.п., их производные, coполимеры и их сочетания. Примеры подходящих термопластичных производных целлюлозы, способных к набуханию в воде, включают в себя гидроксипропилцеллюлозу (HPC), гидроксипропилметилцеллюлозу (HPMC), метилцеллюлозу (MC) и их сочетания с водой или другими подходящими растворителями и/или пластификаторами. Примеры подходящих термопластичных водонерастворимых производных целлюлозы включают в себя ацетат целлюлозы (CA), этилцеллюлозу (EC), ацетобутират целлюлозы (CAB), пропионат целлюлозы и их сочетания с подходящими органическими растворителями и/или пластификаторами. Примеры подходящих термопластичных виниловых полимеров включают в себя поливиниловый спирт (PVA) и поливинилпирролидон (PVP). Примеры подходящих термопластичных крахмалов описаны, например, в патенте США №5427614. Примеры подходящих термопластичных полиалкиленгликолей включают в себя полиэтиленгликоль. Примеры подходящих термопластичных полиалкиленоксидов включают в себя полиэтиленоксид с молекулярной массой приблизительно от 100000 до приблизительно 900000 Да (дальтон). Другие подходящие термопластичные материалы включают в себя сахар в аморфной стекловидной форме, такой как сахар, применяемый для изготовления твердых видов леденцов.
Следует заметить, что применяемый для изготовления оболочки текучий материал должен представлять собой материал, легко растворимый в гастроинтестинальных жидкостях, как описано выше.
В тех вариантах осуществления изобретения, в которых оболочку получают с помощью способа формования в отсутствие растворителя, оболочка обычно содержит, по меньшей мере, приблизительно 30%, например, по меньшей мере, приблизительно 45 мас.% термически обратимого носителя. Оболочка может необязательно дополнительно содержать приблизительно вплоть до 30 мас.% в сумме различных пластификаторов, вспомогательных веществ и инертных наполнителей.
В тех вариантах осуществления изобретения, в которых оболочку получают с помощью способа формования из раствора, оболочка обычно содержит, по меньшей мере, приблизительно 10 мас.%, например, по меньшей мере, приблизительно 12 мас.% или, по меньшей мере, приблизительно 15 мас.%, или, по меньшей мере, приблизительно 20 мас.%, или, по меньшей мере, приблизительно 25 мас.% пленкообразователя. Кроме того, оболочка может также необязательно дополнительно содержать в сумме приблизительно вплоть до 30 мас.% различных пластификаторов, вспомогательных веществ и инертных наполнителей.
Общая масса оболочки составляет предпочтительно приблизительно от 20% до приблизительно 400% от общей массы ядер. В тех вариантах осуществления изобретения, в которых оболочку получают с помощью способа формования в отсутствие растворителя, общая масса оболочки составляет обычно приблизительно от 50% до приблизительно 400%, например, приблизительно от 75% до приблизительно 400%, или приблизительно от 100% до приблизительно 200% от общей массы ядер. В тех вариантах осуществления изобретения, в которых оболочку получают с помощью способа формования из раствора, общая масса оболочки составляет обычно приблизительно от 20% до приблизительно 100% от общей массы ядер.
В тех вариантах осуществления изобретения, в которых оболочку наносят на ядро формованием, по меньшей мере, часть оболочки окружает ядро таким образом, что внутренняя поверхность оболочки располагается, в основном, плотно прилегая к внешней поверхности ядра. Применяемый здесь термин «в основном плотно прилегает» должен означать, что на внутренней поверхности оболочки имеются выступающие участки и впадины или выемки и выступы, в значительной степени инверсно соответствующие выступающим участкам и впадинам на внешней поверхности ядра. В некоторых таких вариантах осуществления изобретения выемки и выступы обычно имеют один из размеров в длину, ширину, высоту или глубину более 10 микрон, например, более 20 микрон, и приблизительно менее 30000 микрон, предпочтительно приблизительно менее 2000 микрон.
В тех вариантах осуществления изобретения, в которых используют формование в отсутствие растворителя, текучий материал может содержать термически обратимый носитель. Подходящие термически обратимые носители, применяемые при изготовлении ядра, оболочки или того и другого путем формования, представляют собой термопластичные материалы обычно с точкой плавления ниже приблизительно 110°C, более предпочтительно с точкой плавления приблизительно между 20 и приблизительно 100°C.
Примеры подходящих термически обратимых носителей для формования в отсутствие растворителя включают в себя термопластичные полиалкиленгликоли, термопластичные полиалкиленоксиды, низкоплавкие гидрофобные материалы, термопластичные полимеры, термопластичные крахмалы и т.п. Предпочтительные термически обратимые носители включают в себя полиэтиленгликоль и полиэтиленоксид. Подходящие термопластичные полиалкиленгликоли, применяемые в качестве термически обратимых носителей, включают в себя полиэтиленгликоль с молекулярной массой приблизительно от 100 до приблизительно 20000, например, приблизительно от 100 до приблизительно 8000 дальтон. Подходящие термопластичные полиалкиленоксиды включают в себя полиэтиленоксид с молекулярной массой приблизительно от 100000 до приблизительно 900000 дальтон.
Подходящие для использования низкоплавкие гидрофобные материалы, применяемые в качестве термически обратимых носителей, включают в себя жиры, сложные эфиры жирных кислот, фосфолипиды и воски, которые являются твердыми при комнатной температуре, жиросодержащие смеси, такие как шоколад; и т.п. Примеры подходящих жиров включают в себя гидрогенизированные растительные масла, такие как, например, масло какао, гидрогенизированное пальмоядровое масло, гидрогенизированное хлопковое масло, гидрогенизированное подсолнечное масло и гидрогенизированное соевое масло; и свободные жирные кислоты и их соли. Примеры подходящих сложных эфиров жирных кислот включают в себя сложные эфиры сукрозы и жирных кислот, моно-, ди- и триглицериды, глицерилбехенат, глицерилпальмитостеарат, глицерилмоностеарат, глицерилтристеарат, глицерилтрилаурилат, глицерилмиристат, GlycoWax-932 (гликовоск), лауроилмакрогол-32-глицериды и стеароилмакрогол-32-глицериды.
Примеры подходящих фосфолипидов включают в себя фосфатидилхолин, фосфатидилсерин, фосфатидилинозитол и фосфатидалевую кислоту. Примеры подходящих восков, которые являются твердыми при комнатной температуре, включают в себя карнаубский воск, спермацетовый воск, пчелиный воск, канделильский воск, шеллачный воск, микрокристаллический воск и парафиновый воск.
Подходящие термопластичные полимеры, применяемые в качестве термически обратимых носителей, включают в себя термопластичные производные целлюлозы, способные к набуханию в воде, термопластичные водонерастворимые полимеры, термопластичные виниловые полимеры, термопластичные крахмалы, термопластичные смолы и их сочетания.
Подходящие термопластичные производные целлюлозы, способные к набуханию в воде, включают в себя гидроксипропилметилцеллюлозу (HPMC), метилцеллюлозу (MC), карбоксиметилцеллюлозу (CMC), сшитую гидроксипропилцеллюлозу, гидроксипропилцеллюлозу (HPC), гидроксибутилцеллюлозу (HBC), гидроксиэтилцеллюлозу (НЕС), гидроксипропилэтилцеллюлозу, гидроксипропилбутилцеллюлозу, гидроксипропилэтилцеллюлозу, их соли, производные, coполимеры и их сочетания.
Подходящие термопластичные водонерастворимые полимеры включают в себя этилцеллюлозу, поливиниловые спирты, поливинилацетат, поликапролактоны, ацетат целлюлозы и его производные, акрилаты, метакрилаты, сополимеры акриловой кислоты и т.п., их производные, coполимеры и их сочетания.
Подходящие термопластичные виниловые полимеры включают в себя поливинилацетат, поливиниловый спирт и поливинилпирролидон (PVP). Примеры подходящих термопластичных крахмалов, применяемых в качестве термически обратимых носителей, описаны, например, в патенте США №5427614. Примеры подходящих термопластичных смол, применяемых в качестве термически обратимых носителей, включают в себя даммаровые смолы, смолу мастикового дерева, древесную смолу, шеллачную смолу, сандарак и сложный глицериновый эфир древесной смолы. В одном из вариантов осуществления изобретения термически обратимый носитель для изготовления ядра формованием выбирают из полиалкиленгликолей, полиалкиленоксидов и их сочетаний.
В тех вариантах осуществления изобретения, в которых оболочка содержит активный ингредиент с целью его немедленного высвобождения из дозированной формы, оболочку предпочтительно получают формованием в отсутствие растворителя. В таких вариантах осуществления изобретения для изготовления оболочки в текучем материале используют термически обратимый носитель, упомянутый термически обратимый носитель предпочтительно выбирают из полиэтиленгликоля со средней молекулярной массой приблизительно от 1450 до приблизительно 20000, полиэтиленоксида со средней молекулярной массой приблизительно от 100000 до приблизительно 900000 и т.п.
В одном из вариантов осуществления изобретения оболочку наносят на ядро глазированием. В способах глазирования полученные отливкой пленки наносят на противоположные стороны ядра, то есть на противоположные стороны прессованной таблетки, применяя ротационные матрицы, и спаивают вместе преимущественно встык по линии спайки, которая тянется вокруг ядра в требуемом месте. Матрицы расположены так, что поверхности находятся впритык друг к другу с образованием между ними зазора. В каждой из матриц имеются ряды совпадающих углублений по периферии их поверхности. Во время вращения матриц пленки соединяются и сплавляются вместе, заполняя зазор между матрицами, где пара совпадающих углублений образует карман, в который с помощью устройства дозированной подачи опускается ядро. В то время как матрицы продолжают вращаться, ядро увлекает пленки внутрь углублений в матрицах, и таким образом ядро надежно покрывается и глазируется пленками, в то время как пленки остаются соединенными вокруг ядра матрицами. Одновременно со сплавлением пленок вокруг ядра глазированное ядро обжимается и отрезается от пленки с помощью ротационных матриц, после чего оно отделяется от пленок в виде единичной глазированной дозированной формы.
Подходящие способы и устройства для глазирования описаны, например, в патентах США №№5146730 и 5459983, раскрытие сущности которых включено здесь путем ссылки. В упомянутом патенте ′730 и в частности, на фигуре 13, получаемые отливкой пленки 36 и 37 формуются на вращающихся барабанах для отливки пленок 42 и 43, которые охлаждаются с помощью охладителя. Посредством рядов вращающихся барабанов пленки подаются в барабаноподобные матрицы 38 и 39, которые вращаются синхронно относительно друг друга. Матрицы 38 и 39 размещены симметрично относительно друг друга вокруг функциональной центральной плоскости 54 всего глазировочного устройства. Пленки 36 и 37 касаются друг друга в зазоре между матрицами 38 и 39. Здесь ядра глазируются покрытием и две пленки запаиваются вместе и обрезаются.
В частности, оболочка создается в виде соединенных и обжатых вместе пленок 36 и 37. Пленки автоматически склеиваются вместе. После выхода из зазора между матрицами 38 и 39 оболочка, содержащая в себе глазированные ядра, проходит между парой листоправильных вальцов 63. Оболочка натягивается, и глазированные ядра автоматически отделяются и опускаются в приемники для готовых изделий 65.
На фигуре 20 упомянутого патента ′730 каждая матрица 38, 39 имеет множество углублений 108, которые объединяются с соответствующими углублениями другой матрицы. Полости упомянутых углублений сформированы так, чтобы принимать одно ядро. Полости характеризуются ребристыми краями 109, которые смыкаются для отрезания глазированных ядер от пленки. Зубья 115 на кромках матриц 38, 39 захватывают пленки 36, 37.
Глазированные ядра можно промывать и сушить и необязательно дополнительно подвергать обработке, если есть необходимость.
В еще одном варианте осуществления изобретения на ядро глазированием еще раз наносят оболочку, однако пленки, применяемые для изготовления каждой из оболочек, содержат визуально отличающиеся участки, например, полосы. Пленки наносят способом глазирования, описанным в переуступленных, совместно рассматриваемых заявках США №10/146471, поданной 15 мая 2002 г., и №10/146722, поданной 15 мая 2002 г. На упомянутых в них в общем случае фигурах 9-11 устройство для формования пленок отливкой 30 при таком способе глазирования содержит барабан для отливки пленок 34, наружную поверхность 36 которого охлаждают, по меньшей мере, для частичного отвердевания вступающих с ней в соприкосновение покрывающих материалов. На барабан для отливки пленок 34 с помощью многокамерного экструдера с щелевой головкой 38 наносится пленка. Экструдер 38 содержит перегородки 58, 60, 62, которые делят пространство 44 внутри него на четыре камеры 64, 66, 68, 70. В каждой из камер 64, 66, 68, 70 могут содержаться отличающиеся визуально покрывающие материалы, то есть по-разному окрашенные покрывающие материалы. Каждая перегородка оснащена лопаткой переменного сечения с режущей кромкой 94, 96, 98 для регулирования вытекания покрывающего материала на барабан 34 для отливки пленок. Покрывающие материалы поставляются в камеры, например, из питателя с подводящими трубками 72, 74. На дне щелевого экструдера 38 находится открытая щель 78. Щель 78 сообщается с каждой камерой 64, 66, 68, 70. Экструдер со щелевой головкой нагревается, пока покрывающие материалы не нагреются до текучего состояния, которое в зависимости от материала может находиться в диапазоне температур приблизительно от 40 до 250°C.
Можно применять представленное на фигурах 14-16 заявки 10/146471, поданной 15 мая 2002 г., глазировочное устройство 102, в котором применяются полученные отливкой пленки с визуально отличающимися частями, аналогичные пленкам, описанным в патентах США №№5146730 и 5459983. В частности, полученные отливкой пленки 32, 32′ непрерывно перемещаются с помощью рядов валков 106, 108, 110, 106′, 108′, 110′ относительно пары совместно действующих ротационных матриц 112, 112′, которые расположены симметрично по обе стороны от центральной плоскости симметрии 104 устройства 102. Ротационные матрицы 112, 112′ вращаются соответственно вокруг своих осей вращения AR, AR′, тем самым образуя зазор между ними. Зазор между ротационными матрицами 112, 112′ расположен в ранее упомянутой центральной плоскости симметрии 104, и пленки с полосками 32, 32′ проходят через него.
Глазировочное устройство 102 также включает в себя устройство для распределения ядер 118, которое обеспечивает последовательный режим подачи ядер 10 и распределения их в зазор. Устройство для распределения ядер 118 также установлено в центральной плоскости симметрии 104. Устройство для распределения ядер 118 ориентирует и распределяет каждое ядро 10 таким образом, что как только ядро 10 с его поперечной плоскостью симметрии 16, лежащей в центральной плоскости симметрии 104 глазировочного устройства 102, поступает в зазор, ядро 10 одновременно касается контактирующих поверхностей 32a, 32a′ сближающихся пленок с полосками 32, 32′, и цветовых переходов 92a, 92a′ пленок 32, 32′, соответственно, лежащих в сопряженной плоскости симметрии 18 ядра 10. Затем пленки 32, 32′ симметрично натягиваются вокруг противоположных сторон каждого ядра 10.
На фигуре 15 заявки 10/146471, поданной 15 мая 2002 г., показана точная расстановка ядер 10 между пленками с полосками 32, 32′ в то время, когда они поступают в зазор между матрицами 112, 112′, и по отношению к цветовым переходам 92a, 92b, 92c, 92a′, 92b′, 92c′ каждой пленки 32, 32′. Все цветовые переходы 92a, 92b, 92c, 92a′, 92b′, 92c′ совпадают с сопряженной плоскостью симметрии 16 соответствующего ядра 10.
Кроме того, глазировочное устройство 102 предпочтительно включает в себя регистрирующее устройство 120 (схематически показанное на фигуре 14 заявки 10/146471, поданной 15 мая 2002 г.) для гарантии, что окрашенные полосы (не показаны) пленок 32, 32′ перед прохождением между ротационными матрицами 112, 112′ точно соответствуют друг другу. Регистрирующее устройство 120 также гарантирует, что расположения распределенных ядер 10 соответствуют цветовым переходам 92a, 92b, 92c, 92a′, 92b′, 92c′, так что переходы между окрасками на полученных изделиях 122 точно совпадают друг с другом и сопряженной плоскостью симметрии 18 каждого ядра 10.
Увеличенное схематическое перспективное изображение барабаноподобных ротационных матриц 112, 112′ представлено на фигуре 16 заявки 10/146471, поданной 15 мая 2002 г. Ротационные матрицы 112, 112′ в значительной степени идентичны друг другу, каждая имеет периферийную наружную поверхность 124, 124′ с рядами углублений 126, 126′ на ней. Каждое углубление 126, 126′ расположено таким образом, что его длина 130, 130′ находится параллельно оси вращения AR, AR′ соответствующей ротационной матрицы 112, 112′. Каждое углубление 126 на одной матрице 112 объединяется с соответствующим углублением 126′ на другой матрице 112′. Кроме того, число рядов углублений 126, 126′ должно находиться в соответствии с числом цветовых переходов 92a, 92b, 92c, 92a′, 92b′, 92c′ между полосами 84, 86, 88, 90, 84′, 86′, 88′, 90′ на пленках с полосами 32, 32′, соответственно, которые проходят между матрицами 112, 112′.
Ориентация пленок с полосами 32, 32′, в то время когда они проходят между ротационными матрицами 112, 112′, такая, что, например, красные полосы 84, 88 на одной пленке 32 совмещаются с красными полосами 84′, 88′ на другой пленке 32′, и аналогично желтые полосы 86, 90, 86′, 90′ на каждой из пленок 32, 32′ соответственно совмещаются друг с другом. Регистрирующее устройство 120 глазировочного устройства 102 можно применять для облегчения ориентации пленок 32, 32′, чтобы улучшить совпадение и совмещение цветовых переходов каждой пленки.
Во время вращения ротационных матриц 112, 112′ ядра 10 распределяются в зазор между матрицами 112, 112′ таким образом, что они ориентируются так, что их длины находятся параллельно осям вращения AR, AR′ матриц 112, 112′, и каждое ядро 10 таким образом точно попадает между парой совместно действующих углублений 126, 126′. Ротационные матрицы 112, 112′ продолжают вращаться и пленки 32, 32′ спаиваются друг с другом вокруг ядра 10 с помощью выступающих кромок 128, 128′ совместно действующих углублений 126, 126′, тем самым образуя пленочный шов 134, который расположен в поперечной плоскости симметрии 16 ядра 10. Выступающие кромки 128, 128′ также обрезают соединенные пленки 32, 32′ около пленочного шва 134 вокруг каждого глазированного ядра 10, тем самым высвобождая из соединенных пленок 32, 32′ изделия 122 в виде глазированных ядер.
Созданный пленочный шов 134 может включать в себя примыкающие кромки пленок. Также возможно получение пленочного шва 134, в котором обрезанная кромка первой пленки 32 немного перекрывает обрезанную кромку другой пленки 32′ на величину, приблизительно равную толщине пленок 32, 32′. С другой стороны, пленочный шов 134 может быть образован таким образом, что обрезанные кромки пленок 32, 32′ совмещаются друг с другом вокруг ядра 10, но располагаются на небольшом расстоянии, которое приблизительно равно толщине пленок 32, 32′.
Если с эстетической точки зрения требуется формовать изделия 122 с «шахматной комбинацией цветов», то есть с четырьмя секторами попеременно красного и желтого цвета (или с другими визуальными отличиями), пленки 32, 32′ можно совмещать таким образом, чтобы полученные изделия 122 имели пленочный шов 134, при котором полоса одного цвета (например, красная полоса 84) (или полоса с визуальным отличием) одной пленки 32 граничила бы с полосой другого цвета или перекрывала бы полосу другого цвета (например, желтую полосу 90′) (или полосу с визуальным отличием) другой пленки 32′.
На фигурах 17-19 заявки 10/146471, поданной 15 мая 2002 г., показано альтернативное устройство для формования пленок отливкой 136, применяемое в способах глазирования. Альтернативное устройство для формования пленок отливкой 136 включает в себя приемное устройство для пленки, такое как традиционная металлическая лента для отливки пленки 140, которая установлена на двух вращающихся барабанах 142, 144 для приема отлитой на них пленки 138. Вращающиеся барабаны 142, 144 вращаются, тем самым заставляя ленту для отливки пленки 140 перемещаться в направлениях, указанных стрелками J и К. Рядом с лентой для отливки пленки 140 можно расположить нагревательную плиту 148, чтобы нагревать ленту для отливки пленки 140 перед отливкой на ней пленки. Рядом с лентой для отливки пленки 140 расположена охлаждающая плита 150, чтобы охлаждать ленту для отливки пленки 140 после того, как на ней будет отлита пленка.
Альтернативное устройство для формования пленки отливкой 136 дополнительно включает в себя устройство для осаждения пленки, такое как возвратно-поступательный, многокамерный экструдер с щелевой головкой 146 для осаждения пленки 138 полунепрерывным способом на ленте для отливки пленки 138. Как и в случае обсуждаемого выше экструдера с щелевой головкой 38, возвратно-поступательный экструдер с щелевой головкой 146 включает в себя внутренние перегородки 152, 154, 156, которые образуют внутренние камеры 158, 160, 162, 164 для хранения в них визуально отличающегося покрывающего материала 166, 168. Также имеется щель 170, через которую покрывающие материалы 166, 168 вытекают из камер 158, 160, 162, 164 на ленту для отливки пленки 140, тем самым, создавая пленку с полосами 138.
Возвратно-поступательный экструдер с щелевой головкой 146 также включает в себя блок питания, такой как питатель с подводящими трубками 182, 184 для подачи покрывающих материалов 166, 168 в каждую из камер 158, 160, 162, 164, и устройство для регулирования потока, такое как плоский затвор скользящего трения 180 для управления потоком покрывающих материалов 166, 168 из камер 158, 160, 162, 164. Каждая из внутренних перегородок 152, 154, 156 возвратно-поступательного экструдера с щелевой головкой 146 оснащена устройством для регулирования полос, таким как лопатка переменного сечения с режущей кромкой для регулирования потока покрывающих материалов 166, 168, выходящих из камер 158, 160, 162, 164. Одно из значительных отличий между описанным выше экструдером с щелевой головкой 38 и настоящим возвратно-поступательным экструдером с щелевой головкой 146 заключается в том, что возвратно-поступательный экструдер с щелевой головкой 146 подключен к традиционному мотору так, чтобы он совершал возвратно-поступательные движения в направлениях, указанных стрелкой M на фигуре 18 заявки 10/146471, поданной 15 мая 2002 г.
Сначала из питателя с подводящими трубками 182, 184 в соответственным образом чередующиеся камеры 158, 160, 162, 164 возвратно-поступательного экструдера с щелевой головкой 146 подаются покрывающие материалы 166, 168 двух цветов, таких как красный и желтый, соответственно. Внутри камер 158, 160, 162, 164 покрывающие материалы 166, 168 превращаются или поддерживаются в жидком и текучем состоянии. При физическом соприкосновении с поверхностью ленты для отливки пленки 140 на охлаждающей плите 150 покрывающий материал 166, 168, по меньшей мере, частично отвердевает с образованием пленки с поперечными полосами 138.
После контакта с покрывающими материалами 166, 168 нагревательная плита 148 и охлаждающая плита 150 достигают своих требуемых температур, с помощью нагревательной плиты 148 участок 198 ленты для отливки пленки 140 нагревается и затем продвигается с помощью вращающих барабанов 142, 144, чтобы занять место под возвратно-поступательным экструдером с щелевой головкой 146. Затем плоский затвор скользящего трения 180 перемещается в положение, при котором щель 170 открывается до ширины, необходимой для получения пленки с полосами 138. В то время как вращающиеся барабаны 142, 144 и лента для отливки пленки 140 остаются неподвижными, покрывающие материалы 166, 168 вдоль лопаток переменного сечения с режущими кромками (не показаны) и через щель 170 вытекают из камер 158, 160, 162, 164 на нагретый участок 198 ленты для отливки пленки 140, на котором покрывающий материал 166, 168 в течение короткого периода поддерживается в значительной степени в жидком, текучем состоянии.
Одновременно с вытеканием покрывающих материалов 166, 168 на ленту для отливки пленки 140 возвратно-поступательный экструдер с щелевой головкой 146 перемещается из первого положения 194 во второе положение 196, где он на время останавливается. Как только возвратно-поступательный экструдер с щелевой головкой 146 достигает своего второго положения 196, плоский затвор скользящего трения 180 перемещается в закрытое положение, тем самым блокируя щель 170 и на время останавливая поток покрывающих материалов 166, 168, что приводит к формованию сегмента пленки 200. Сегмент пленки 200 имеет попеременно расположенные, поперечно ориентированные красные 172, 176 и желтые полосы 174, 178 с прямыми и постоянными цветовыми переходами 186, 188, 190 между ними.
Затем вращающие барабаны 142, 144 перемещают ленту для отливки пленки 140 таким образом, что сегмент пленки 200 перемещается, и вновь нагретый участок ленты для отливки пленки 140 занимает место под возвратно-поступательным экструдером с щелевой головкой 146. Первый сегмент пленки 200 охлаждается, в то время как второй сегмент пленки отливается на ленту для отливки пленки 140.
Если необходимо, для отливки следующего сегмента пленки возвратно-поступательный экструдер с щелевой головкой 146, теперь в своем втором положении 196, и лента для отливки пленки 140 останавливаются неподвижно, плоский затвор скользящего трения 180 снова перемещается в положение, которое открывает щель 170 на ширину, равную толщине, требуемой для получения пленки с полосами 138. Как только покрывающие материалы 166, 168 вытекают на ленту для отливки пленки 140, возвратно-поступательный экструдер с щелевой головкой 146 перемещается из своего второго положения 196 обратно в свое первое положение 194, где он снова на время останавливается. Как только покрывающие материалы 166, 168 отольются на ленту для отливки пленки 140, первая кромка нового сегмента пленки встретится и соединится со второй кромкой 204 первого сегмента пленки 200. После того как возвратно-поступательный экструдер с щелевой головкой 146 вернется в свое первое положение 194, плоский затвор скользящего трения 180 снова переместится в свое закрытое положение, тем самым блокируя щель 170 и на время останавливая поток покрывающих материалов 166, 168, что приводит к созданию нового сегмента пленки, который присоединяется к первому сегменту пленки 200.
Упомянутые выше стадии способа непрерывно повторяются, приводя в результате к способу формования пленки отливкой, который является полунепрерывным, и при котором получают непрерывную ленту пленки с поперечными полосами 138. Пленку с поперечными полосами 138 непрерывно удаляют с ленты для отливки пленки 140 с помощью скребка или другого устройства и затем вводят в ротационную матрицу глазировочного устройства 102 для глазирования ядра 10, как описано выше. Однако, поскольку в альтернативном устройстве для формования пленки отливкой 136 получают пленку 138 с полосами, ориентированными в поперечном направлении, ротационные матрицы 208, 208′ имеют углубления 210, 210′, которые ориентированы таким образом, что их длины находятся перпендикулярно осям вращения соответствующих им ротационных матриц. Кроме того, применяемое здесь устройство для распределения ядер ориентирует и распределяет каждое ядро 10 в зазор между матрицами 208, 208′ концом вперед, то есть таким образом, что один из концов 12, 14 каждой таблетки в форме капсулы 10 одновременно вступает в соприкосновение со сближающимися пленками 138, 138′, как только ядро 10 поступает в зазор.
На фигурах 22-30 заявки 10/146471, поданной 15 мая 2002 г., представлено альтернативное глазировочное устройство для изготовления пленок с визуально отличающимися участками, которое включает в себя альтернативное устройство для формования пленок отливкой 136, описанное выше. Пленку с поперечными полосами вводят вдоль ядер в альтернативное глазировочное устройство для получения двухцветных изделий, каждое из которых имеет пленочный шов, который только частично очерчивает ядро и который расположен в сопряженной плоскости, отличающейся от сопряженной плоскости, в которой находится цветовой переход изделия.
Альтернативное глазировочное устройство включает в себя конвейерную систему 220, которая содержит ряды горизонтально ориентированных валков 222 и пар валков 224, 226, 228 для поддержания и перемещения пленки с поперечными полосами 138. Устройство для распределения ядер 230 расположено выше конвейерной системы 220 и пленки 138 с целью распределения ядер 10 на пленке 138 с необходимой ориентацией по отношению к цветовым переходам 186, 188, 190. Устройство для распределения ядер 230 включает в себя пластинчатые питатели 234, 236, которые ориентируют ядра в необходимое положение для точной расстановки на пленке 138. Устройство для распределения ядер 230 дополнительно включает в себя пластину, направляющую ядро 238, и плунжер для ядер 240, расположенный выше направляющей пластины 238.
Ядра 10 подаются из бункера 232 через пластинчатые питатели 234, 236 на направляющую пластину 238. Ядра 10′, 10′′, 10′′′ выстраиваются в линию, конец 12 к концу 14, и таким образом каждое ядро перемещается вдоль направляющей пластины 238 с помощью ядра, идущего за ним, в значительной степени непрерывным способом. Когда ядро 10′ выталкивается за пределы поддерживающих направляющих 248, 250 и таким образом больше не поддерживается, и когда положение цветового перехода 186 на пленке 138 находится в сопряженной плоскости симметрии 18′ ядра 10′, регистрирующее устройство 242 посылает сигнал мотору, который перемещает плунжер 240 вверх и вниз, пока ядро 10′ не соприкоснется и не упрется в пленку 138. Когда плунжер 240 достигает своего самого верхнего положения, он на какое-то время останавливается, пока следующее ядро 10'' не переместится за пределы поддерживающих направляющих 248, 250, принадлежащих направляющей пластине 238. Упомянутые выше действия повторяются непрерывно до тех пор, пока ядра 10 подаются и перемещаются по направляющей пластине 238.
На начальном участке конвейерной системы 220, то есть на участке, который расположен между альтернативным устройством для формования пленки отливкой 136 и коротким участком на противоположной стороне пластины, направляющей ядра 238, находятся горизонтально-ориентированные валки 222. С помощью горизонтально-ориентированных валков 222 пленка 138 перемещается вдоль указанного начального участка. На оставшемся участке конвейерной системы 220, который находится между коротким участком после направляющей пластины 238 и ротационными матрицами 260, 262, находятся пары валков 224, 226, 228. Как схематически показано на фигуре 26 заявки 10/146471, поданной 15 мая 2002 г., отдельные валки последовательных пар валков 224, 226, 228 постепенно и последовательно поднимаются вверх от горизонтальной плоскости с шагом приблизительно 10 градусов для каждой из следующих одна за другой пар валков 224, 226, 228, начиная вблизи направляющей пластины 238. Таким образом, когда пленка 138 приблизится к ротационным матрицам 260, 262, вокруг ядра 10 пленка 138 завальцовывается продольно.
Ротационные матрицы 260, 262 вращаются и взаимодействуют друг с другом с образованием зазора между ними, в который подаются ядра 10 и пленка 138. Аналогично этому каждая из матриц 260, 262 имеет углубления 282, 284, расположенные в ряд по периферии на поверхности каждой матрицы 260, 262. Каждое из углублений 282, 284 имеет выступающие кромки для запайки и обрезки соединенной вокруг ядер 10 пленки 138, с помощью чего происходит глазирование ядер 10. Однако ротационные матрицы 260, 262 ориентированы таким образом, что они вращаются в горизонтальной плоскости быстрее, чем в вертикальной плоскости, как делают ранее уже обсуждаемые ротационные матрицы 112, 112′, 208, 208′. Кроме того, когда ядра 10 вводятся в зазор, пленка 138 завальцовывается и частично соединяется вокруг них. Кроме того, частично глазированные ядра 10 последовательно, то есть одно за другим, вводятся в зазор между матрицами 260, 262.
Оболочку можно также наносить на ядро с помощью устройства для вакуум-формования. В общем случае такие устройства описаны в переуступленных, совместно рассматриваемых заявках на патент США №10/146471, поданной 15 мая 2002 г., и №10/146722, поданной 15 мая 2002 г.
Со ссылкой на фигуры 31-44 заявки 10/146471, поданной 15 мая 2002 г., устройство для вакуум-формования 292 включает в себя первое множество отдельных пористых плит 294, первую конвейерную систему 296 и вторую конвейерную систему 298. Первая и вторая конвейерные системы 296, 298 расположены друг с другом в ряд, создавая тем самым одну линию, вдоль которой пористые плиты 294 перемещаются полунепрерывным образом. Первая и вторая конвейерные системы 296, 298 оснащены традиционными источниками пониженного давления, с помощью которых вакуумируется каждая из пористых плит 294, в то время как они перемещаются вдоль устройства.
Устройство для вакуум-формования 292 дополнительно включает в себя второе множество отдельных пористых плит 304 и третью по счету конвейерную систему 306, которая перемещает пористые плиты 304 вдоль второй линии, показанной стрелкой GG на фигуре 31. Третья конвейерная система 306 расположена между первой и второй конвейерными системами 296, 298.
Между первой и второй конвейерными системами 296, 298 также расположен поворотный механизм 308. Поворотный механизм 308 одновременно захватывает вместе две плиты, то есть одну плиту 294 и соответствующую плиту 304, и поворачивает их вместе таким образом, что плита 304, находящаяся сначала сверху, переворачивается и оказывается внизу.
Каждая пористая плита 294, 304 имеет, по меньшей мере, одно углубление, соответственно, 310, 312, временно откалиброванное по размеру и форме, но плотно принимающее в себя ядро 10, подвергаемое глазированию.
Применяя различные сочетания плит с пленками, имеющими поперечные и продольные полосы, можно достичь многоцветных глазированных изделий с по-разному ориентированными цветовыми переходами. Однако в конкретном устройстве для вакуум-формования ориентация углублений 310, 312 на всех плитах 294, 304 должна быть продольной, или альтернативно, ориентация углублений 310, 312 на всех плитах 294, 304 должна быть поперечной (или иным образом совпадать с ориентацией полос на пленке).
Устройство для вакуум-формования 292 дополнительно включает в себя первую пару валков 338, 340 с нанесенной на них пленкой 342. Первая пара валков 338, 340 расположена вблизи первой конвейерной системы 296 так, чтобы первая пленка 342 в состоянии суспензии находилась над первым множеством пористых плит 294. Вторая пара валков 344, 346 со второй нанесенной на них пленкой 348 расположена вблизи второй конвейерной системы 298 так, чтобы вторая пленка 348 в состоянии суспензии также находилась над первым множеством пористых плит 294.
Устройство для вакуум-формования 292 также включает в себя первое регистрирующее устройство 350, расположенное вблизи первой конвейерной системы 296, для точного позиционирования первой пленки 342 относительно ядра 10, которое находится внутри углубления 310 пористой плиты 294. Второе регистрирующее устройство 352 расположено вблизи второй конвейерной системы 298 для точного позиционирования второй пленки 348 относительно частично глазированного ядра 10, которое находится внутри углубления 310 еще одной из пористых плит 294.
Устройство для вакуум-формования 292 также включает в себя первый кольцевой пресс 354 и первое устройство для обрезки пленки 356, которые расположены вблизи первой конвейерной системы 296 и перемещаются возвратно-поступательным образом. Дополнительно вблизи второй конвейерной системы 298 расположены второй кольцевой пресс 358 и второе устройство для обрезки пленки 360. Каждый из первого и второго кольцевых прессов 354, 358 имеют, если смотреть сверху, открытую конфигурацию, такую как O-форма или овальная форма, чтобы благодаря этому образовывалось проходное отверстие 362, 364, соответственно. У каждого из кольцевых прессов 354, 358 также имеется контактная кромка 366, 368, соответственно, предназначенная для соприкосновения первой и второй пленок 342, 348, соответственно, без их повреждения. Каждый из кольцевых прессов 354, 358 откалиброван по размеру и форме таким образом, что контактные кромки 366, 368 очерчивают находящееся в нем ядро 10.
В каждом из первого и второго устройств для обрезки пленки 356, 360 имеется углубление 370, 372, соответственно, откалиброванное по размеру и форме так, чтобы в него принималась часть частично глазированного ядра 10 с уже нанесенным пленочным покрытием. Первое устройство для обрезки пленки 356 ориентировано относительно поверхности пористой плиты 294, расположенной под ним, в то время как второе устройство для обрезки пленки 360 ориентировано относительно поверхности пористой плиты 304, расположенной под ним. Первое и второе устройства для обрезки пленок 356, 360 также перемещаются возвратно-поступательным образом.
Первая пленка 342 устанавливается на первой паре валков 338, 340 и натягивается между ними таким образом, что первая пленка 342 располагается между первой конвейерной системой 296 и первым множеством пористых плит 294 с одной стороны, и первым кольцевым прессом 354 и первым устройством для обрезки пленки 356 с другой стороны. Аналогично, вторая пленка 348 устанавливается на второй паре валков 344, 346 и натягивается между ними таким образом, что вторая пленка 348 располагается между второй конвейерной системой 298 и первым множеством пористых плит 294 с одной стороны, и вторым кольцевым прессом 360 и вторым устройством для обрезки пленки 362 с другой стороны.
Вначале первая, вторая и третья конвейерные системы 296, 298, 306 приводятся в движение, перемещая тем самым пористые плиты 294, 304 в направлениях, указанных на фигуре 31 заявки 10/146471, поданной 15 мая 2002 г., соответственно стрелками ЕЕ, FF, GG. Первая конвейерная система 296 перемещает одну из пористых плит 294 в положение, которое находится непосредственно перед местом первой остановки 378. Ядро 10 помещается в углубление 310 указанной пористой плиты 294 и прочно удерживается в углублении 310 с помощью ранее упомянутого пониженного давления, которое непрерывно создается у плиты 294 и у всех других плит на конвейере 298 с помощью первого источника пониженного давления 300.
Далее плита 294 с помощью первой конвейерной системы 296 перемещается до первой остановки 378. Перемещение плиты 294 на время приостанавливается, пока первое регистрирующее устройство 350 подтвердит, что ядро 10 расположено точно. В то время как плита 294 на какое-то время становится неподвижной, через первый кольцевой пресс 354 вдувается горячий воздух для размягчения первой пленки 342 до формуемого состояния. Затем первый кольцевой пресс 354 перемещается таким образом, что контактная кромка 366 первого кольцевого пресса 354 прижимает первую пленку 342 к рабочей поверхности 314 плиты 294 и приводит ее в соприкосновение с верхней половиной ядра 10.
Одновременно нагретая первая пленка 342 натягивается на ядро 10 и благодаря этому под действием ранее упомянутого пониженного давления принимает форму, соответствующую форме верхней половины ядра 10. После этого первый кольцевой пресс 354 отводится и плита 294 перемещается до второй остановки 380, где она на время останавливается. В то время как плита 294 и ядро 10 остаются временно неподвижными, первая пленка 342 и ядро 10 обдуваются охлажденным воздухом для охлаждения и формования первой пленки 342 в соответствии с формой верхней половины ядра 10.
Со ссылкой на фигуры 36-44 заявки 10/146471, поданной 15 мая 2002 г., после того, как пройдет достаточное время для охлаждения и формования на ядре 10 первой пленки 342, плита 294 и частично глазированное ядро 10 с помощью первой конвейерной системы 296 перемещаются на заранее заданное расстояние до третьей по счету остановки 382 устройства для вакуум-формования 292 и на время останавливаются там так, что частично глазированное ядро 10 совмещается с углублением 370 и режущей кромкой 374 первого устройства для обрезки пленки 356. Первое устройство для обрезки пленки 356 перемещается, пока частично глазированное ядро 10 не будет плотно находиться в углублении 370, заостренная режущая кромка 374 вступает в соприкосновение и обрезает первую пленку 342 по периметру вплотную к частично глазированному ядру 10. Затем первое устройство для обрезки пленки 356 удаляется от плиты 294.
Плита 294 и частично глазированное ядро 10 далее перемещаются к четвертой, или поворотной, остановке 384 устройства для вакуум-формования 292 и снова на время останавливаются, после чего частично глазированное ядро 10 переносится на одну из плит 304, как указано далее. Третья конвейерная система 306 перемещает одну из плит 304 в положение при поворотной остановке 384 так, что она переворачивается по отношению к плите 294, перенося на нее частично глазированное ядро 10. Затем плита 294 перемещается на заранее заданное расстояние так, что частично глазированное ядро 10 совмещается с углублением 312 на перевернутой плите 304, первая конвейерная система 296 удерживает плиту 294 и частично глазированное ядро 10 временно в неподвижном состоянии у поворотной остановки 384. Затем плита 304 перемещается по отношению к частично глазированному ядру 10, пока частично глазированное ядро 10 удерживается в углублениях 310, 312 обеих плит 294, 304 (как показано на фигурах 31 и 40 заявки 10/146471, поданной 15 мая 2002 г.). Вакуумирование пористых плит 294 прекращается, и плиты 294, 304 вращаются вместе с частично глазированным ядром 10, расположенным между ними, после чего плита 294, удерживающая ядро 10, переворачивается, и плита 304 перемещается в положение «лицом кверху». Теперь перевернутая плита 294 сразу удаляется от плиты 304, повернутой лицом кверху, и становится одной из плит 304, перемещающихся по траектории, указанной стрелкой GG на фигуре 31 заявки 10/146471, поданной 15 мая 2002 г. Повернутая лицом кверху плита 304 далее перемещается на вторую конвейерную систему 298 и превращается в одну из плит 294, перемещающихся по траектории, указанной стрелками ЕЕ и FF на фигуре 31 заявки 10/146471, поданной 15 мая 2002 г. Далее к частично глазированному ядру 10 прикладывается пониженное давление, благодаря которому частично глазированное ядро 10 удерживается внутри углубления 310 плиты 294, которая теперь перемещается на вторую конвейерную систему 298, так что непокрытая часть частично глазированного ядра 10 остается незащищенной.
Плита 294 и частично глазированное ядро 10 перемещаются второй конвейерной системой 298 до пятой по счету остановки 386 устройства для вакуум-формования 292. Перемещение плиты 294 на время приостанавливается, пока второе регистрирующее устройство 352 подтвердит, что частично глазированное ядро 10 точно расположено относительно второй пленки 248. В то время как плита 294 на какое-то время становится неподвижной, через второй кольцевой пресс 358 вдувается горячий воздух для размягчения второй пленки 348 до формуемого состояния. Затем второй кольцевой пресс 358 перемещается таким образом, что контактная кромка 368 второго кольцевого пресса 358 соприкасается со второй пленкой 348, прижимает ее к рабочей поверхности 314 плиты 294 и приводит ее в соприкосновение с непокрытой частью частично глазированного ядра 10.
Затем нагретая вторая пленка 248 натягивается на ядро 10 благодаря пониженному давлению, создаваемому вторым источником пониженного давления 302, тем самым приводя в соответствие вторую пленку 248 с формой непокрытой части ядра 10. После этого второй кольцевой пресс 358 отводится и плита 294 с глазированным ядром 10, удерживаемым в ее углублении 310 с помощью пониженного давления, теперь перемещается до шестой по счету остановки 388 и останавливается там на время. Следует отметить, что как показано на фигуре 42 заявки 10/146471, поданной 15 мая 2002 г., вторая пленка 348 частично перекрывает обрезную кромку первой пленки 342, которая уже нанесена на ядро 10. Как только плита 294 и ядро 10 остаются временно неподвижными, тут же на вторую пленку 248 и ядро 10 вдувается охлажденный воздух, благодаря которому вторая пленка 348 охлаждается и формуется в соответствии с ядром 10.
Спустя достаточное время после охлаждения и формования на ядре 10 второй пленки 348, плита 294 и глазированное ядро 10 перемещаются второй конвейерной системой 298 на заранее заданное расстояние до седьмой по счету остановки 390 устройства для вакуум-формования 292 и на время останавливаются там, так чтобы глазированное ядро 10 совпало с углублением 372 и режущей кромкой 376 второго устройства для обрезки пленки 360. Второе устройство для обрезки пленки 360 перемещается до тех пор, пока глазированное ядро 10 не встанет плотно внутри углубления 372, режущая кромка 376 вступает в соприкосновение и отрезает вторую пленку 248 по периметру вплотную к глазированному ядру 10. Затем второе устройство для обрезки пленки 360 удаляется от плиты 294.
Плита 294 и полностью глазированное ядро 10 удаляются второй конвейерной системой 298 от седьмой по счету остановки 390. После того как плита 294 и глазированное ядро 10 покинут седьмую остановку 390, вакуумирование плиты 294 прекращается, благодаря чему глазированное изделие 404 высвобождается из углубления 310.
С другой стороны, можно использовать плиты с углублениями, каждое из которых очерчено выступающей режущей кромкой, способной аккуратно обрезать первую и вторую пленки 342, 348. С другой стороны, вместо того чтобы сначала размещать в углубление 310 первой плиты 294 твердую таблетку в форме капсулы 10, поперек первой плиты можно было бы положить первую пленку 342 и затем на первую пленку 342 можно вдувать нагретый воздух для ее размягчения до формуемого состояния. Затем можно вакуумировать плиту, чтобы втянуть первую пленку 342 в углубление и придать ей форму, соответствующую отверстию. После этого в углубление 310 можно поместить ядро 10 и вдувать на плиту 294, первую пленку 342 и ядро холодный воздух, для формования первой пленки 342 в соответствии с формой ядра 10. Затем на плиту и на верхнюю часть ядра 10 можно было бы поместить вторую пленку 348 и вдувать на вторую пленку 348 нагретый воздух для ее размягчения до формуемого состояния. Затем в соприкосновение со второй пленкой 348 можно было бы привести еще одну плиту, прижимая вторую пленку 348 вплотную к ядру 10 и первой плите 294, тем самым придавая второй пленке 348 форму, соответствующую контуру ядра 10. Затем на вторую пленку 348 можно было бы вдувать охлажденный воздух, благодаря чему на твердой таблетке в форме капсулы 10 будет формоваться вторая пленка 348. В заключение выступающие режущие кромки углублений могут прорезать как первую, так и вторую пленки 342, 348, тем самым высвобождая глазированные продукты.
Следует отметить, что диапазоны температур горячего и охлажденного воздуха, а также диапазоны вакуумметрического давления известны специалисту в данной области.
В тех вариантах осуществления изобретения, в которых оболочку наносят на ядро путем напыления, погружения, глазирования или формования, оболочку предпочтительно наносят на ядро в виде текучего материала. Текучий материал может содержать растворенный, диспергированный или расплавленный компонент и необязательно растворитель или жидкий носитель, который необязательно можно удалять во время обработки, например, при сушке. Независимо от способа, с помощью которого ее наносят, готовая оболочка и соответственно текучий материал для изготовления оболочки предпочтительно содержат пленкообразователь. Необязательно оболочка или легко растворимая часть оболочки согласно настоящему изобретению может дополнительно содержать один или более загустителей и различных вспомогательных веществ и/или инертных наполнителей, известных в данной области.
Для использования в текучем материале подходит любой, известный в данной области пленкообразователь. Примеры подходящих пленкообразователей включают в себя, но ими не ограничиваются, пленкообразующие водорастворимые полимеры, пленкообразующие белки, пленкообразующие водонерастворимые полимеры и пленкообразующие pH-зависимые полимеры. В одном из вариантов осуществления изобретения пленкообразователь можно выбрать из ацетата целлюлозы, сополимера метакрилата аммония типа B, шеллака, гидроксипропилметилцеллюлозы и полиэтиленоксида и их сочетаний.
Подходящие пленкообразующие водорастворимые полимеры включают в себя водорастворимые виниловые полимеры, такие как поливиниловый спирт (PVA); водорастворимые полиуглеводы, такие как гидроксипропилкрахмал, гидроксиэтилкрахмал, поллулан, метилэтилкрахмал, карбоксиметилкрахмал, предварительно желатинизированные крахмалы и пленкообразующие модифицированные крахмалы; производные целлюлозы, способные к набуханию в воде, такие как гидроксипропилцеллюлоза (HPC), гидроксипропилметилцеллюлоза (HPMC), метилцеллюлоза (MC), гидроксиэтилметилцеллюлоза (HEMC), гидроксибутилметилцеллюлоза (HBMC), гидроксиэтилэтилцеллюлоза (HEEC) и гидроксиэтилгидроксипропилметилцеллюлоза (HEMPMC); водорастворимые сополимеры, такие как сополимеры метакриловой кислоты и эфиров метакриловой кислоты, coполимеры поливинилового спирта и полиэтиленгликоля, coполимеры полиэтиленоксида и поливинилпирролидона; их производные и их сочетания.
Подходящие пленкообразующие белки могут быть природными или химически модифицированными и включают в себя желатин, белок молочной сыворотки, миофибриллярные белки, коагулирующие белки, такие как альбумин, казеин, казеинаты и казеиновые изоляты, соевый белок и изоляты соевого белка, зеин; и их полимеры, производные и смеси.
Подходящие пленкообразующие водонерастворимые полимеры включают в себя, например, этилцеллюлозу, поливиниловые спирты, поливинилацетат, поликапролактоны, ацетат целлюлозы и его производные, акрилаты, метакрилаты, сополимеры акриловой кислоты и т.п. и их производные, сополимеры и сочетания.
Подходящие пленкообразующие pH-зависимые полимеры включают в себя энтеральные производные целлюлозы, такие как например, фталат гидроксипропилметилцеллюлозы, ацетатсукцинат гидроксипропилметилцеллюлозы, ацетатфталат целлюлозы; природные смолы, такие как шеллак и зеин; энтеральные ацетатные производные, такие как, например, поливинилацетатфталат, ацетатфталат целлюлозы, ацетат ацетальдегиддиметилцеллюлозы; и энтеральные производные акрилатов, такие как, например, полимеры на основе полиметакрилата, такие как поли(метакриловая кислота, метилметакрилат) 1:2, которые доступны для приобретения под торговой маркой EUDRAGIT S у фирмы Rohm Pharma GmbH, и поли(метакриловая кислота, метилметакрилат) 1:1, которые доступны для приобретения под торговой маркой EUDRAGIT L у фирмы Rohm Pharma GmbH, и т.п., их производные, соли, coполимеры и их сочетания.
Для использования в качестве термопластичного пленкообразующего водорастворимого полимера одним из подходящих соединений гидроксипропилметилцеллюлозы является «HPMC 2910», которое представляет собой простой эфир целлюлозы со степенью замещения приблизительно 1,9 и молярным замещением гидроксипропильными группами 0,23, и содержит в себе (в расчете на общую массу соединения) приблизительно от 29% до приблизительно 30% метоксильных групп и приблизительно от 7% до приблизительно 12% гидроксипропильных групп. HPMC 2910 доступна для приобретения у фирмы Dow Chemical Company под торговой маркой METHOCEL E. METHOCEL E5, который представляет собой один из сортов HPMC-2910, подходящий для использования в настоящем изобретении, и при 20°C в 2% водном растворе имеет вязкость приблизительно от 4 до 6 сПз (от 4 до 6 миллипаскаль-секунда), как определено на вискозиметре Уббелоде. Аналогично METHOCEL E6, который представляет собой еще один сорт HPMC-2910, подходящий для использования в настоящем изобретении, при 20°C в 2% водном растворе имеет вязкость приблизительно от 5 до 7 сПз (от 5 до 7 миллипаскаль-секунда), как определено на вискозиметре Уббелоде. METHOCEL E15, который представляет собой еще один сорт HPMC-2910, подходящий для использования в настоящем изобретении, при 20°C в 2% водном растворе имеет вязкость приблизительно 15000 сПз (15 миллипаскаль-секунда), как определено на вискозиметре Уббелоде. Применяемый здесь термин «степень замещения» означает среднее число замещающих групп, присоединенных к ангидроглюкозному остатку, и «молярное замещение гидроксипропильными группами» означает число моль гидроксипропильных групп, приходящихся на моль ангидроглюкозных остатков.
Одним из подходящих сополимеров поливинилового спирта и полиэтиленгликоля является сополимер, доступный для приобретения у фирмы BASF Corporation под торговой маркой KOLLICOAT IR.
Применяемый здесь термин «модифицированные крахмалы» включает в себя крахмалы, которые модифицированы путем сшивания, химически модифицированы для улучшения стабильности или оптимизации эксплуатационных характеристик, или физически модифицированы для улучшения характеристик растворимости или оптимизации эксплуатационных характеристик. Примеры химически модифицированных крахмалов хорошо известны в данной области и обычно включают в себя те крахмалы, которые обрабатывают химически, чтобы вызвать замену некоторых гидроксильных групп либо на сложноэфирные, либо на простые эфирные группы. Применяемое здесь сшивание может происходить в модифицированных крахмалах, когда две гидроксильные группы близлежащих молекул крахмала соединяются химически. Применяемый здесь термин «предварительно желатинизированные крахмалы» или «инстантизированные крахмалы» относится к модифицированным крахмалам, которые предварительно увлажняют, затем высушивают для усиления их растворимости в холодной воде. Подходящие модифицированные крахмалы доступны для приобретения у нескольких поставщиков, таких как, например, фирмы A.E. Staley Manufacturing Company и National Starch & Chemical Company. Один из подходящих пленкообразующих модифицированных крахмалов включает в себя предварительно желатинизированные крахмалы, полученные из восковидной кукурузы, которые доступны для приобретения у фирмы National Starch & Chemical Company под торговой маркой PURITY GUM и FILMSET, и их производные, сополимеры и их смеси. Такие крахмалы из восковидной кукурузы обычно содержат, в расчете на общую массу крахмала, приблизительно от 0% до приблизительно 18% амилозы и приблизительно от 100% до приблизительно 88% амилопектина.
Другие подходящие пленкообразующие модифицированные крахмалы включают в себя гидроксипропилированные крахмалы, в которых некоторые из гидроксильных групп крахмала этерифицированы гидроксипропильными группами, обычно путем обработки пропиленоксидом. Одним из примеров подходящего гидроксипропилированного крахмала, который обладает пленкообразующими характеристиками, является крахмал, доступный для приобретения у фирмы Grain Processing Company под торговой маркой PURE-COTE B790.
Подходящие для использования в качестве пленкообразователей тапиоковые декстрины включают в себя декстрины, доступные для приобретения у фирмы National Starch & Chemical Company под торговыми марками CRYSTAL GUM или K-4484, и их производные, такие как модифицированный пищевой крахмал, полученный из тапиоки, который доступен для приобретения у фирмы National Starch и Chemical под торговой маркой PURITY GUM 40, и их coполимеры и смеси.
Для использования в текучем материале согласно настоящему изобретению подходит любой загуститель, известный в данной области. Примеры таких загустителей включают в себя, однако ими не ограничиваются, гидроколлоиды (также упоминаемые здесь как гелеобразующие полимеры), глины, гелеобразующие крахмалы и кристаллизующиеся углеводы и их производные, coполимеры и их смеси.
Примерами подходящих гидроколлоидов (также упоминаемых здесь как гелеобразующие полимеры) являются гидроколлоиды, такие как альгинаты, агар, гуаровая камедь, смола плодоворожкового дерева, каррагинан, таро, аравийская камедь, трагакантовая камедь, пектин, ксантан, желлан, мальтодекстрин, галактоманнан, пусстулан, ламинарин, склероглюкан, аравийская камедь, инулин, пектин, велан, рамзан, зооглан, метилан, хитин, циклодекстрин, хитозан. Примеры подходящих глин включают в себя смектиты, такие как бентонит, каолин и лапонит; трисиликат магния, алюмосиликат магния и т.п., и их производные и смеси. Примеры подходящих гелеобразующих крахмалов включают в себя кислотно-гидролизованные крахмалы и их производные и смеси. Дополнительные подходящие гидроколлоиды-загустители включают в себя растворы полимеров с низким содержанием влаги, такие как смеси желатина и других гидроколлоидов с содержанием воды приблизительно до 30%, такие как, например, гидроколлоиды, применяемые для изготовления «гуммированных» форм дозированных препаратов.
Дополнительные подходящие загустители включают в себя кристаллизующиеся углеводы и т.п. и их производные и сочетания. Подходящие кристаллизующиеся углеводы включают в себя моносахариды и олигосахариды. Из числа моносахаридов предпочтительными являются альдогексозы, например, D и L изомеры аллозы, альтрозы, глюкозы, маннозы, гулозы, идозы, галактозы, талозы и кетогексозы, например, D и L изомеры фруктозы и сорбозы наряду с их гидрогенизированными аналогами: например, глюцит (сорбит) и маннит. Из числа олигосахаридов предпочтительными являются 1,2-дисахариды сукроза и трегалоза, 1,4-дисахариды мальтоза, лактоза и целлобиоза и 1,6-дисахариды гентиобиоза и мелибиоза, а также трисахарид раффиноза, наряду с изомеризованной формой сукрозы, известной как изомальтулоза, и ее гидрогенизированным аналогом изомальтом. Также предпочтительными являются другие гидрогенизированные формы восстановленных дисахаридов (таких как мальтоза и лактоза), например, мальтит и лактит. Дополнительно предпочтительными являются гидрогенизированные формы альдопентоз: например, D и L рибоза, арабиноза, ксилоза и ликсоза, и гидрогенизированные формы альдотетроз: например, D и L эритроза и треоза, примерами которых являются ксилит и эритрит, соответственно.
В одном из вариантов осуществления изобретения текучий материал в качестве гелеобразующего полимера содержит желатин. Желатин является природным, термогелеобразующим полимером. Он представляет собой безвкусную и бесцветную смесь производных белков альбуминового класса, которые, как правило, растворимы в теплой воде. Обычно применяют два типа желатина - тип A и тип В. Желатин типа A получают из сырых материалов при обработке кислотой. Желатин типа В получают из сырых материалов при обработке щелочью. Влагосодержание желатина, а также его градус прочности геля по Блуму, состав и условия обработки исходного желатина определяют его температуру перехода между жидким и твердым состоянием. Проба Блума является стандартным измерением прочности желатинового геля и ориентировочно находится в кореляции с молекулярной массой. Градус Блума определяется как вес в граммах, необходимый для перемещения пластмассового поршня диаметром полдюйма на 4 мм в 6,67% желатиновом геле, который хранился при 10°C в течение 17 часов. В предпочтительном варианте осуществления изобретения текучий материал представляет собой водный раствор, содержащий 20% желатина из свиных шкур с градусом Блума 275, 20% костного желатина с градусом Блума 250 и приблизительно 60% воды.
Подходящие ксантановые смолы включают в себя смолы, доступные для приобретения у фирмы C.P. Kelco Company под торговыми марками KELTROL 1000, XANTROL 180 или K9B310.
Подходящие глины включают в себя смектиты, такие как бентонит, каолин и лапонит; трисиликат магния, алюмосиликат магния и т.п., их производные и их смеси.
Применяемый здесь термин «кислотно-гидролизованный крахмал» относится к одному из типов модифицированного крахмала, который образуется при обработке крахмальной суспензии разбавленной кислотой при температуре ниже точки гелеобразования крахмала. Во время кислотного гидролиза в крахмальной суспензии сохраняется гранулированная форма крахмала, и как только достигается требуемая степень гидролиза, реакция гидролиза завершается нейтрализацией, фильтрованием и сушкой. В результате средний размер полимерных молекул крахмала уменьшается. Кислотно-гидролизованные крахмалы (также известные как «крахмалы жидкой варки») проявляют тенденцию к тому, чтобы иметь в горячем состоянии намного более низкую вязкость, чем такие же необработанные крахмалы, а также тенденцию к увеличению гелеобразования при охлаждении.
Применяемый здесь термин «гелеобразующие крахмалы» включает в себя те крахмалы, которые при объединении с водой и нагревании до температуры, достаточной для образования раствора, затем после охлаждения до температуры ниже точки гелеобразования крахмала образуют гель. Примеры гелеобразующих крахмалов включают в себя, но ими не ограничиваются, кислотно-гидролизованные крахмалы, такие как крахмалы, доступные для приобретения у фирмы Grain Processing Corporation под торговой маркой PURE-SET B950; гидроксипропилдикрахмалфосфат, такой как доступный для приобретения у фирмы Grain Processing Corporation под торговой маркой PURE-GEL B990, и их смеси.
Подходящие низкоплавкие гидрофобные материалы включают в себя жиры, сложные эфиры жирных кислот, фосфолипиды и воски. Примеры подходящих жиров включают в себя гидрогенизированные растительные масла, такие как, например, масло какао, гидрогенизированное пальмоядровое масло, гидрогенизированное хлопковое масло, гидрогенизированное подсолнечное масло и гидрогенизированное соевое масло; и свободные жирные кислоты и их соли. Примеры подходящих сложных эфиров жирных кислот включают в себя сложные эфиры сукрозы и жирных кислот, моно, ди- и триглицериды, глицерилбехенат, глицерилпальмитостеарат, глицерилмоностеарат, глицерилтристеарат, глицерилтрилаурилат, глицерилмиристат, GlycoWax-932, лауроилмакрогол-32-глицериды и стеароилмакрогол-32-глицериды. Примеры подходящих фосфолипидов включают в себя фосфолипидилхолин, фосфолипидилсерин, фосфолипидилинозитол и фосфатидалевую кислоту. Примеры подходящих восков включают в себя карнаубский воск, спермацетовый воск, пчелиный воск, канделильский воск, шеллачный воск, микрокристаллический воск и парафиновый воск; жиросодержащие смеси, такие как шоколад; и т.п.
Подходящие некристаллизующиеся углеводы включают в себя некристаллизующиеся сахара, такие как полидекстроза и гидролизаты крахмала, например, глюкозный сироп, кукурузный сироп и высокофруктозный кукурузный сироп; и некристаллизующиеся спирты, производные сахаров, такие как сироп мальтита.
Подходящие растворители, необязательно применяемые в качестве компонентов текучего материала, включают в себя воду; полярные органические растворители, такие как метанол, этанол, изопропанол, ацетон и т.п.; и неполярные органические растворители, такие как метиленхлорид и т.п.; и их смеси.
Текучий материал для изготовления оболочки путем напыления, погружения, глазирования или формования может необязательно содержать вспомогательные вещества или инертные наполнители, которые могут содержать приблизительно до 30 мас.% текучего материала. Примеры подходящих вспомогательных веществ или инертных наполнителей включают в себя пластификаторы, вещества для уменьшения клейкости, увлажнители, поверхностно-активные вещества, пеногасители, красители, корригенты, подсластители, замутнители и т.п. Подходящие пластификаторы для изготовления ядра, оболочки или ее части формованием включают в себя, однако этим не ограничиваются, полиэтиленгликоль; пропиленгликоль; глицерин; сорбит; триэтилцитрат; трибутилцитрат; дибутилсебацат; растительные масла, такие как касторовое масло, рапсовое масло, оливковое масло и кунжутное масло; поверхностно-активные вещества, такие как полисорбаты, лаурилсульфаты натрия и сульфосукцинаты диоктилнатрия; моноацетат глицерина; диацетат глицерина; триацетат глицерина; природные камеди; триацетин; ацетилтрибутилцитрат; диэтилоксалат; диэтилмалат; диэтилфумарат; диэтилмалонат; диоктилфталат; дибутилсукцинат; глицеролтрибутират; гидрогенизированное касторовое масло; жирные кислоты; замещенные триглицериды и глицериды и т.п., и/или их смеси. В одном из вариантов осуществления изобретения пластификатор представляет собой триэтилцитрат. В некоторых вариантах осуществления изобретения оболочка в значительной степени не содержит пластификаторов, то есть содержит приблизительно менее 1%, например, приблизительно менее 0,01% пластификаторов.
Отверстия в оболочке можно изготовить любым способом. В фармацевтической и других областях известны разнообразные способы создания отверстий или дырок в покрытиях, и любой из них можно использовать. Как будет понятно специалисту в данной области, различные способы изготовления отверстий могут допускать сочетания с разными способами производства дозированной формы и/или нанесения на нее оболочки. Способ изготовления отверстий также зависит от природы и состава оболочки и внешнего покрытия, если оно присутствует. Отверстия в оболочке согласно настоящему изобретению можно образовывать на любой из нескольких различных стадий способа, отчасти в зависимости от способа, применяемого для нанесения оболочки на ядро. Для тех вариантов осуществления изобретения, в которых оболочку наносят на ядро глазированием, отверстия можно образовывать во время формования пленки методом отливки, после формования пленки методом отливки, однако до нанесения пленки на ядро, во время нанесения пленки на ядро или после нанесения пленки на ядро. Для тех вариантов осуществления изобретения, в которых оболочку наносят на ядро путем окунания, трансферного формования, напыления или формования, отверстия в материале оболочки можно образовывать во время нанесения оболочки на ядро или после нанесения оболочки на ядро.
Например, для изготовления отверстий можно применять абляционные способы, в которых используется вымывание, плавление или испарение оболочки путем вымывания струей воды, пескоструйной обработкой, шлифовкой, испарением в электрической дуге, пробоем диэлектрика, ионно-лучевым распылением, ультразвуковой абразивной обработкой, кавитационным воздействием струей жидкости или лазерным испарением. Для изготовления отверстий можно применять механические способы, такие как продавливание, перфорация, прорезание, прокалывание, просверливание, экранирование с последующим окунанием или вакуумным отсосом. Для изготовления отверстий можно применять химические способы, такие как взаимодействия с кислотами, взаимодействия с основаниями, размыв растворителем, кислотное травление с экранированием, фототравление с экранированием, анизотропное травление в химическом растворе, изотропное травление в химическом растворе, гидрофобизация с помощью точек не смачиваемого материала, нанесенных, например, на валик, или использование экранирования при прожигании. Для изготовления отверстий можно применять способы, включающие в себя применение нагрева, такие как плавление горячим железом, лазерная обработка, испарение в электрической дуге, ультразвуковое плавление или кавитация, нагревание микроволнами, высокоэнергетические способы, такие как плазменные способы, выборочное отверждение полимера инфракрасным излучением или индукционный нагрев с добавками железа. Наконец, для создания отверстий также можно применять дополнительные способы, такие как печатание, погружение, размыв растворителем, глазирование ядра с тканым материалом, нитями или полосами, нанесение покрытия напылением с экранирующим материалом и удаление экранирующего материала с помощью растворителя или с учетом гидрофобной несовместимости, напыление через экран с применением материала в виде полос, или встраивание в оболочку нитей или лент, или рогожки.
В одном из вариантов осуществления изобретения оболочку наносят на ядро путем термоциклического формования или формования с нулевым циклом, как описано выше, а отверстия образуют с помощью одного или более выступов на внутренней поверхности, по меньшей мере, одного из блоков литьевых форм. Каждый выступ, который откорректирован в соответствии с требуемой формой и размером, экранирует небольшой участок на расположенном под ним ядре, оставляя затем на месте выступа отверстие в оболочке. Блоки литьевых форм могут содержать множество выступов для образования в оболочке множества соответствующих отверстий. Выступы можно разместить на внутренней поверхности только одного блока литьевых форм, например, верхнего блока литьевых форм, или разместить только на части, то есть на четверти внутренней поверхности одного из блоков литьевых форм, если необходимо. Или выступы можно расположить для образования комбинаций, символов, слов и т.п. на оболочке. См. фигуры 17A и 17B.
В еще одном варианте осуществления изобретения оболочку наносят на ядро глазированием, применяя либо визуально однородные пленки, как описано патентах США №№5146730 и 5459983, либо пленки с визуально отличающимися участками, как в общем случае описано в переуступленных, совместно рассматриваемых заявках №10/146471, поданной 15 мая 2002 г., и №10/146722, поданной 15 мая 2002 г. В любом случае пленки, полученные отливкой и применяемые на стадии глазирования, перфорируют либо до, во время, либо после способа глазирования.
В одном из вариантов осуществления изобретения, в котором оболочку наносят на ядро глазированием, отверстия можно образовывать во время формования пленки отливкой с помощью механического способа отливки отверстий в пленке, применяя подходящую по форме или текстуре литьевую поверхность, например, фасонный валок для формования пленки с насечками (наружная поверхность 36 барабана для отливки пленки 34 в заявке 10/146471, поданной 15 мая 2002 г.). Подходящие текстуры включают в себя поверхности с достаточно высокими выступами, чтобы влитая пленка не покрывала выступы, оставляя, таким образом, отверстия в охлажденной пленке. На фигуре 7 показан такой фасонный валок 1010 с поверхностью 1020, имеющей подходящую текстуру, который создает поры, прорезы или открытые области на пленке. Пленки достигают красильных валков 1040 (валков с матрицами), уже имея в себе отверстия.
Во втором варианте осуществления изобретения, в котором оболочку наносят на ядро глазированием, в пленке, получаемой отливкой, отверстия можно механически прокалывать или продавливать после ее формования и до ее нанесения на ядро. Например, на фигурах 8 и 9 показаны устройства для перфорации 1030, находящиеся между фасонными валками 1010 и красильными валками 1040 (валками с матрицами). Устройство для перфорации прокалывает или продавливает отверстия в формованной пленке. В еще одном таком варианте осуществления изобретения, в котором для нанесения оболочки на ядро глазированием используется способ вакуум-формования, пленку получают с помощью вакуум-формования на вакуум-формующей плите (то есть на множестве пористых плит 294, описанных в заявке от 15 мая 2002 г.) в форме полостей для депонирования ядер в углубление, затем до введения ядер образуют отверстия. В одном из таких конкретных вариантов осуществления изобретения пленка, имеющая форму с углублениями, удаляется с формующей плиты (то есть с множества пористых плит 294) и перемещается к устройству для перфорации. В еще одном конкретном варианте осуществления изобретения пленка, имеющая форму с углублениями, остается в соприкосновении с формующей плитой (то есть множеством пористых плит 294), и в ней до внесения ядер с помощью подходящих абляционных способов образуют отверстия. В частности, в одном из подходящих для указанной заявки абляционных способов используется лазер для «прожигания» в формованной пленке отверстий требуемой формы, размера и комбинации (рисунка).
Еще один конкретный вариант осуществления изобретения, в котором отверстия образуются в оболочке до ее нанесения на ядро глазированием, показан на фигуре 10. В указанном способе для глазирования ядра дозированной формы используется оболочка в виде капсулы (содержащая желатин, крахмал, простые эфиры целлюлозы или другие подходящие материалы, известные в данной области и описанные здесь). Оболочка капсулы образуется из двух частей 1210 путем погружения стальных штырей в раствор материала оболочки, находящийся в жидкой форме, как известно в данной области. Затем материал оболочки отвердевает на стальных штырях. Перед удалением отвердевших оболочек капсул с формующих штырей для прожигания в оболочке капсулы отверстий требуемого размера, формы и комбинаций применяется подходящее устройство, такое как, например, лазер. Затем для производства дозированной формы 1230 согласно настоящему изобретению ядра 1220 глазируются оболочками капсул 1210, как известно в данной области, например, путем горячей запрессовки половин оболочек капсул на прессованных таблетках, как описано в патентах США №№5415868, 6126767, 5464631, 5460824, 5317849, 5511361, 5609010, 5795588 и 6080426 и заявке PCT № WO 97/37629.
В третьем варианте осуществления изобретения отверстия в оболочке можно образовывать во время нанесения оболочки на ядро. При таких вариантах осуществления изобретения оболочку можно наносить на ядро любым подходящим способом, например, глазированием, погружением, трансферным формованием, напылением или формованием.
Например, в одном из вариантов осуществления изобретения, в котором оболочку наносят глазированием, поверхность ротационных матриц 1040 имеет подходящую текстуру, которая создает поры, разрезы или открытые области в оболочке путем перфорации, прокалывания или продавливания, в то время как ядро глазируется пленкой, полученной отливкой.
Один из примеров способа образования отверстий в оболочке во время нанесения оболочки на ядро способом погружения показан на фигуре 11. При указанном способе ядро удерживается во время окунания держателем 1310, оборудованным одним или более, предпочтительно множеством экранирующих штырей 1320, которые удерживают ядро и экранируют области, остающиеся без покрытия оболочкой. Форма, размер и расположение экранирующих штырей 1320 определяют форму, размер и комбинацию отверстий в оболочке.
Еще один пример способа образования отверстий в оболочке во время нанесения оболочки на ядро с помощью способа погружения показан на фигуре 12. Здесь ядро погружают во вспененный материал оболочки 1420. Пузырьки воздуха в пене будут превращаться в отверстия 1430 в готовой отвердевшей оболочке. В аналогичном варианте осуществления изобретения отверстия создают во время нанесения оболочки путем окунания ядра в суспензию твердого воска «non-pareils» в пленкообразующем материале оболочки. Воск «non-pareils» оседает на ядре вместе с материалом оболочки. Материал оболочки затем отвердевает. Далее применяют нагревание, чтобы расплавить воск «non-pareils», оставляющий отверстия в оболочке по размеру и форме капель воска «non-pareils». В еще одном варианте осуществления изобретения ядро погружают в жидкий материал, например, полимер, который реагирует и отвердевает под воздействием ультрафиолетового излучения, света или нагревания. В указанном способе для выборочного отвердевания части оболочки, которая должна остаться на таблетке, применяют высокоспецифичный или наводимый на цель источник энергии, такой как лазер. После такой обработки остающуюся жидкость либо сливают, либо смывают. При аналогичном варианте осуществления изобретения поверхность ядер можно покрыть порошком, после чего для выборочного плавления части порошка можно применить лазер, оставляя нерасплавленный порошок в тех местах, где требуются отверстия. Остающийся материал остается в виде порошка и стряхивается.
На фигуре 13 показан один из примеров предпочтительного способа образования отверстий в оболочке во время нанесения оболочки на ядро с помощью способа трансферного формования, аналогичного процессу печати. На поверхности печатной формы 1510 имеется выгравированное изображение с выступающими участками и впадинами. Материал оболочки в жидкой форме наносят на поверхность печатной формы 1510 и выборочно заливают впадины, не покрывая, однако, выступающие участки. Аппликатор типа «штампельной подушки» 1520 забирает из печатной формы 1510 материал оболочки с отпечатком изображения и наносит или переносит материал оболочки с требуемым отпечатком на поверхность ядра. Печатные формы дают преимущество, допускающее непрямое нанесение комбинации отверстий (рисунка) на дозированную форму. Еще один подходящий способ выборочного печатания материала оболочки на ядре осуществляется с помощью порошкового покрытия, например, электростатического осаждения, как описано в заявке PCT № WO 01/57144. Еще один подходящий способ выборочного печатания материала оболочки на ядре основан на струйной печати, как описано.
В четвертом варианте осуществления изобретения отверстия в оболочке можно образовывать после нанесения оболочки на ядро. Один такой вариант осуществления изобретения показан на фигуре 14. Здесь ядро 1610 имеет выступы 1620, оболочку 1630 наносят вокруг всего ядра, затем выступы сошлифовывают, например, с помощью пары вращающихся шлифовальных кругов 1640, чтобы оставить ядро незащищенным в местах, где нет покрытия (то есть создать отверстия 1650). В еще одном примере оболочку наносят на ядро в виде многослойной пленки, например, глазированием. Затем области пленки выборочно прожигают лазером для создания отверстий на поверхности оболочки с требуемой комбинацией и имеющих любую требуемую глубину. В еще одном таком варианте осуществления изобретения для осаждения оболочки применяют способ спекания. Порошковый материал оболочки наносят на поверхность ядра, затем нагревают местами, но не полностью, частицы порошка плавятся, создавая поры на поверхности оболочки.
В других предпочтительных способах образования отверстий в оболочке после нанесения ее на ядро используют механические способы, такие как перфорация, прокалывание, просверливание, горячее прокалывание и плавление. Один такой механический способ показан на фигуре 15. На фигуре 15A показано применение горячих штырей или ножей для плавления и/или прокалывания отверстий в оболочке. На фигуре 15B показано просверливание отверстий в оболочке. Кончики для плавления или прокалывания, показанные на фигуре 15, могут образовывать поверхность (или «рабочую часть») либо на пуансоне, либо на валковом устройстве.
Еще один подходящий механический способ включает в себя продавливание отверстий на формованной оболочке, как показано на фигуре 16. В таком конкретном варианте осуществления изобретения продавленный материал оболочки остается в полости, созданной при продавливании, однако часть поверхности ядра, находящаяся внутри полости, становится незащищенной. Альтернативные способы образования отверстий в оболочке после ее нанесения на ядро включают в себя абляционные способы, такие как пескоструйная/металлоструйная обработка, шлифовка, испарение в электрической дуге, пробой диэлектрика, ионно-лучевое распыление, ультразвуковая абразивная обработка, кавитационное воздействие струей жидкости, лазерное испарение; химические способы, такие как применение выборочного взаимодействия с кислотой или основанием, химическое фототравление; термические способы, такие как плавление с применением горячих штырей, лазерная обработка, испарение в электрической дуге, ультразвуковое плавление или кавитация, нагревание микроволнами и т.п. Указанные способы можно необязательно использовать, чтобы выборочно удалять материал оболочки после первого экранирования области оболочки, которую намеревались оставить нетронутой.
Понятно, что для образования отверстий в оболочке согласно настоящему изобретению подходят многие дополнительные способы, включая, но ими не ограничиваясь, широкие классы абляционных, механических, химических, термических или аддитивных способов, пусть даже конкретно здесь не проиллюстрированных.
Например, после выхода из устройства для формования пленки отливкой, но перед загрузкой в глазировочное устройство, для образования в листах пленки одного или более отверстий листы пленки можно подвергнуть обработке механическим способом, таким как продавливание, перфорация, прорезание, прокалывание или просверливание. Например, с помощью абляционных, механических, химических, термических или аддитивных способов в пленке, полученной отливкой или экструзией, можно образовывать надрезы.
Следующий не ограничивающий пример дополнительно иллюстрирует изобретение.
Пример
Часть A: Получение ядра в виде прессованной таблетки:
Ядро в виде прессованной таблетки, содержащее в качестве активного ингредиента 500 мг ацетаминофена, получают из следующих компонентов:
Ингредиент мг/ядро
I. - Активный компонент и инертные наполнители
II. - Гранулирующий агент
III - Сухие добавки
Активный компонент и инертные наполнители согласно части I взвешивают в указанных пропорциях и добавляют в барабан гранулятора с кипящим слоем, такой как гранулятор марки AEROMATIC. Гранулирующий агент (часть II) получают при добавлении очищенной воды в бак с обрабатывающим раствором из расчета приблизительно 15 г воды на каждый грамм крахмала NF. Крахмал медленно перемешивают и нагревают смесь до тех пор, пока температура не достигнет приблизительно 82-84°C. Гранулирующий агент распыляют на порошки с компонентами части I в нагретом псевдоожиженном состоянии и при температуре поступающего воздуха 75-85°C. После того как весь гранулирующий агент будет распылен, гранулированные порошки сушат до содержания влаги приблизительно 1,4-1,9%, что устанавливают по потере при высушивании с помощью, например, анализатора марки COMPUTRAC. Высушенный гранулят затем просеивают, применяя например, просеиватель марки GLATT QUICK со статором №3, ситом №1,5 мм при 1000 об/мин. Затем просеянный и высушенный гранулят смешивают с порошками части III, применяя подходящий смеситель, такой как смеситель с двойным корпусом, смеситель с ленточным рабочим органом или планетарную мешалку. Затем готовую смесь загружают в бункер ротационной таблеточной машины и прессуют в таблетки, применяя круглую технологическую оснастку с сильной вогнутостью, имеющую диаметр 7/16 дюйма. Средняя толщина полученных ядер в виде таблетки составляет приблизительно 0,3 дюйма. Средняя твердость полученных ядер в виде таблетки составляет приблизительно 10 килопондов. Средняя масса ядра в виде таблетки составляет приблизительно 603,2 мг.
Часть B: Получение материала оболочки для глазирования в виде пленки, полученной отливкой:
Первую пленку на основе желатина, полученную отливкой, для глазирования ядра, полученного согласно части A, с толщиной приблизительно 0,02 дюйма, получают из следующих компонентов:
Красители перемешивают с водой до образования гомогенного раствора. Сухие гранулы желатина добавляют к раствору красителей и перемешивают приблизительно в течение 1 минуты до полного увлажнения гранул желатина. Взвесь желатина помещают на водяную баню и нагревают до 55°C, чтобы расплавить и растворить желатин. Затем примешивают глицерин и сорбит. Для удаления воздуха полученный раствор хранят при 55°C приблизительно в течение 10 часов. Затем раствор перемешивают с низкой скоростью до однородности (приблизительно от 5 до 15 минут) и переносят в питающий бак, оборудованный электрической мешалкой пропеллерного типа. Для изготовления первой части оболочки согласно настоящему изобретению раствор желатина поддерживают при 55°C при непрерывном перемешивании во время его использования для формования пленки отливкой. Затем раствор желатина выливают на барабан для отливки пленки (фасонный валок 1010), поверхность которого охлаждается до температуры приблизительно 25°C для формования пленки отливкой.
С помощью описанного выше способа отливают вторую пленку на основе желатина аналогичной толщины, но второго цвета.
Затем охлажденную первую пленку, полученную отливкой, подают между двух валков, содержащих устройство для перфорации (1030), которое продавливает отверстия в формованной пленке. Отверстия круглые с диаметром 750 микрон и расположены в группах по 7, с одним центральным отверстием, окруженным 6 отверстиями по периферии. Группы из 7 отверстий расположены в пленке на расстоянии друг от друга с интервалами, соответствующими полостям на красильных валках 1040 (валках с матрицами). Охлажденную, полученную отливкой вторую пленку подают между двумя валками с гладкими поверхностями, следовательно она остается непрерывной без образования в ней отверстий.
Далее перфорированную первую пленку и неперфорированную вторую пленку подают между красильными валками 1040 (валков с матрицами) глазировочного устройства вместе с ядрами в форме таблеток согласно части A. Первую и вторую пленку запрессовывают при соприкосновении с ядром в форме таблетки и друг с другом на границе соприкосновения, образуя вокруг прессованного ядра в форме таблетки что-то похожее на хомут. Полученная дозированная форма имеет первую часть оболочки первого цвета с отверстиями в ней и вторую часть оболочки второго цвета без значительных отверстий в ней.
Пример пористости
В качестве образцов для сравнения готовили прессованные таблетки согласно способам изобретения, описанным здесь, и вкладыши в капсулы, не относящиеся к изобретению, которые можно применять в желатиновых оболочках. Для определения их пористости образцы тестировали на ртутном порозиметре описанным выше способом. Результаты сравнения 10 образцов показаны ниже.
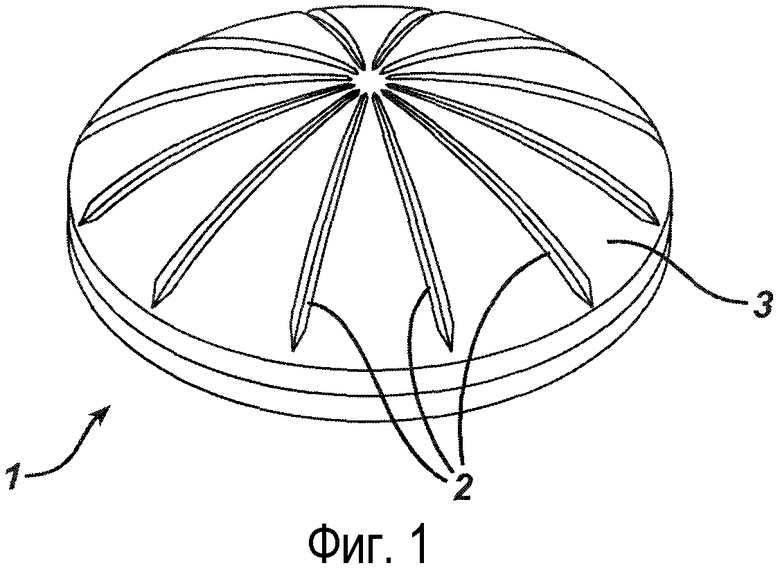
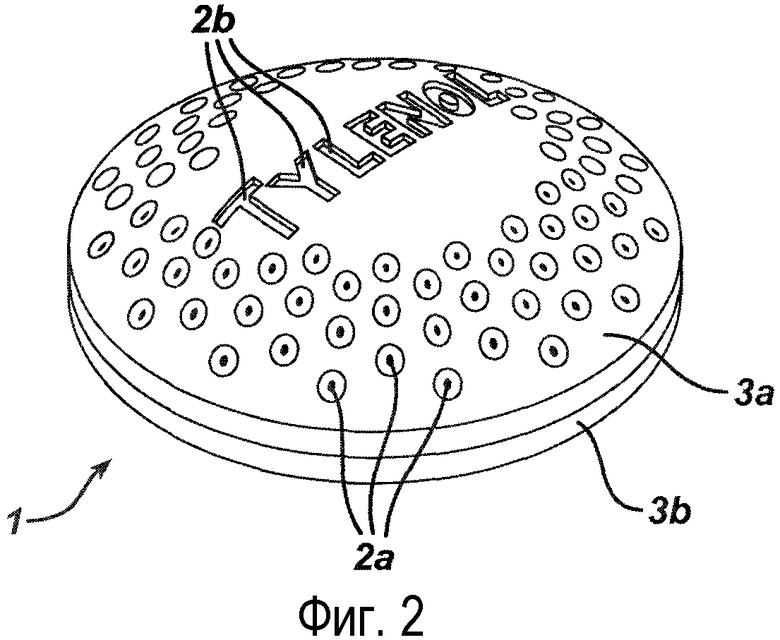

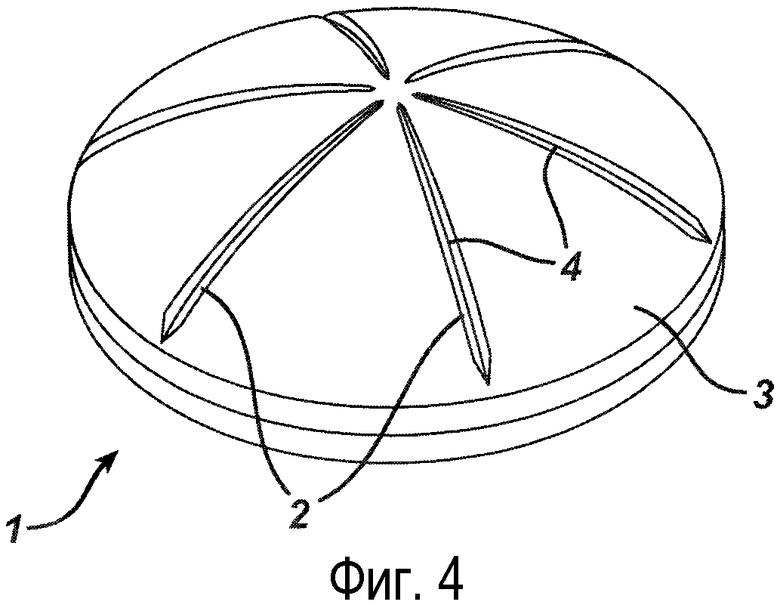
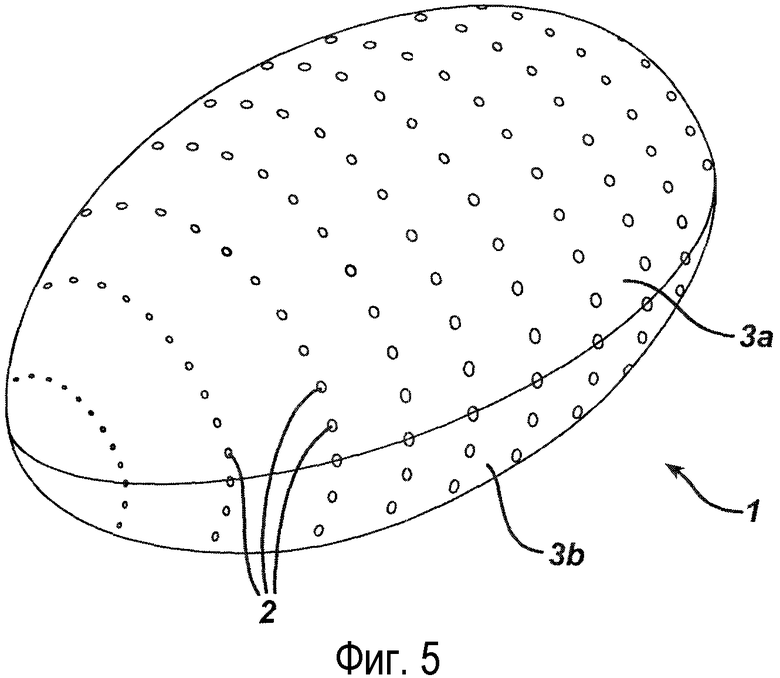
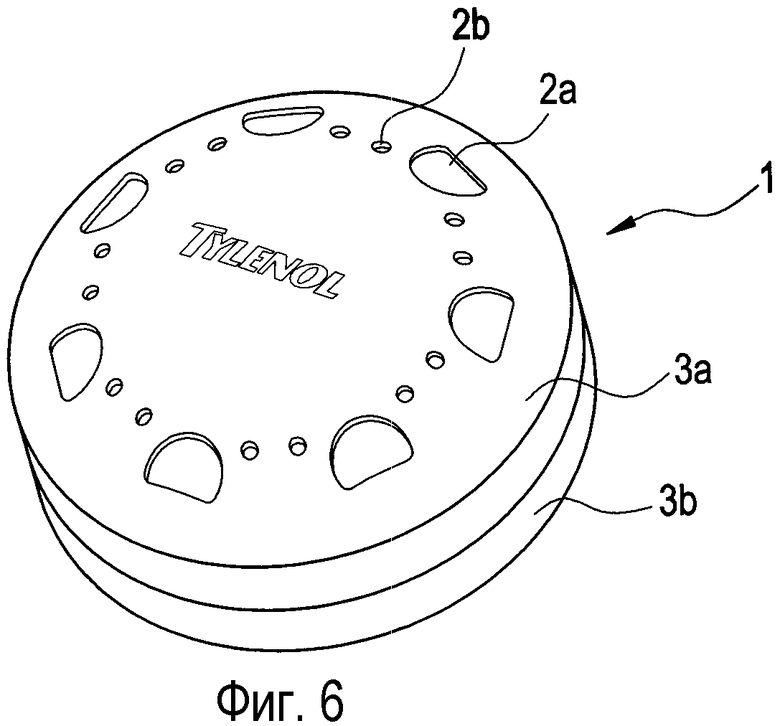
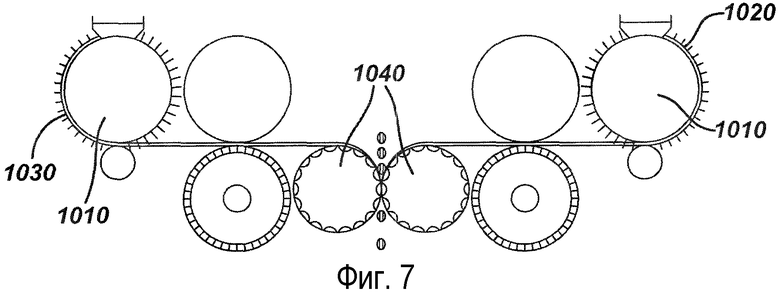
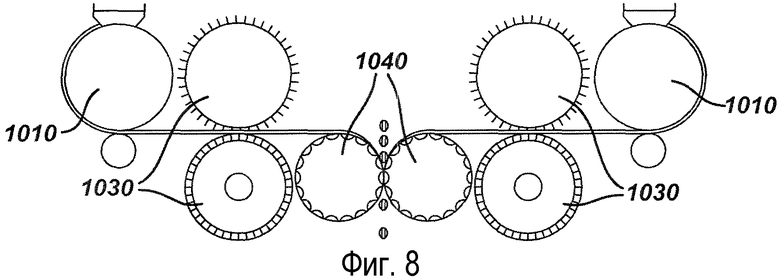
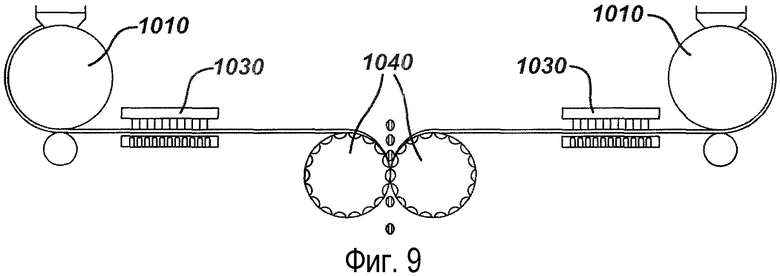
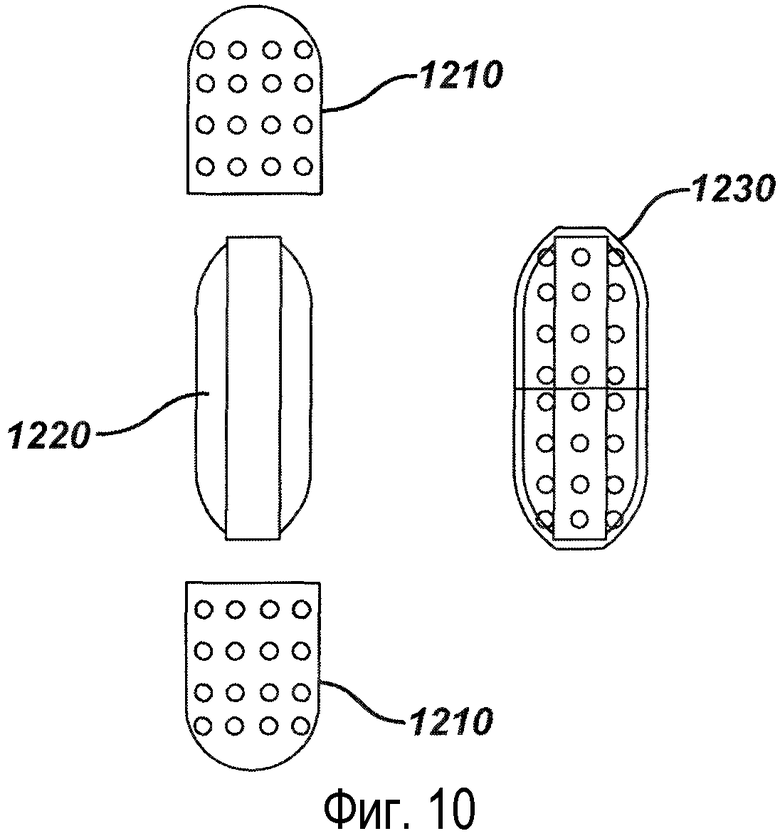
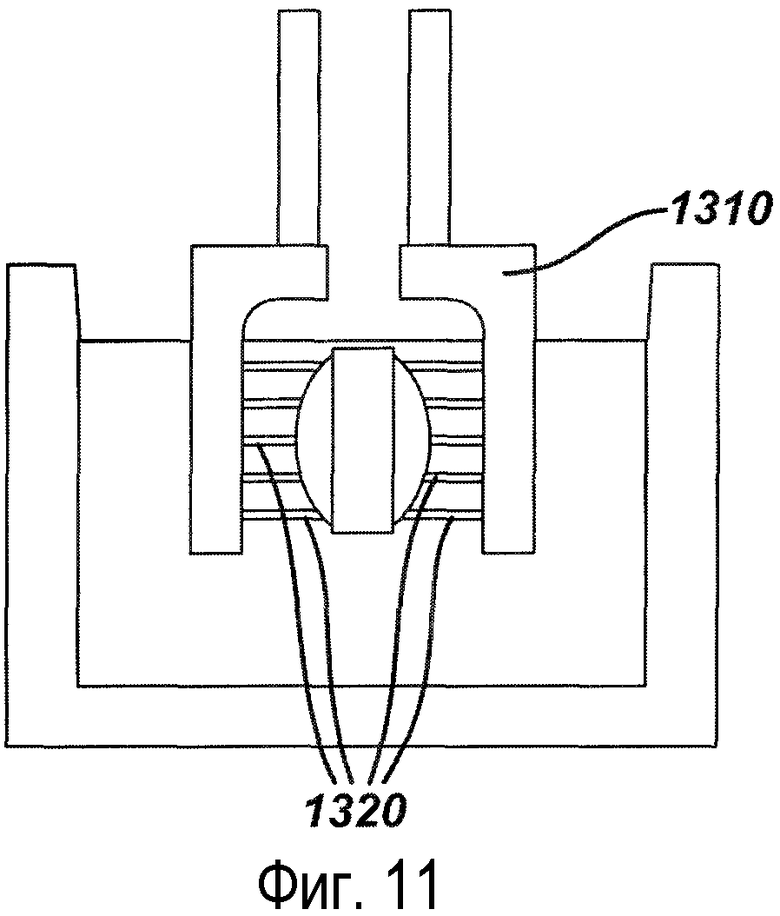
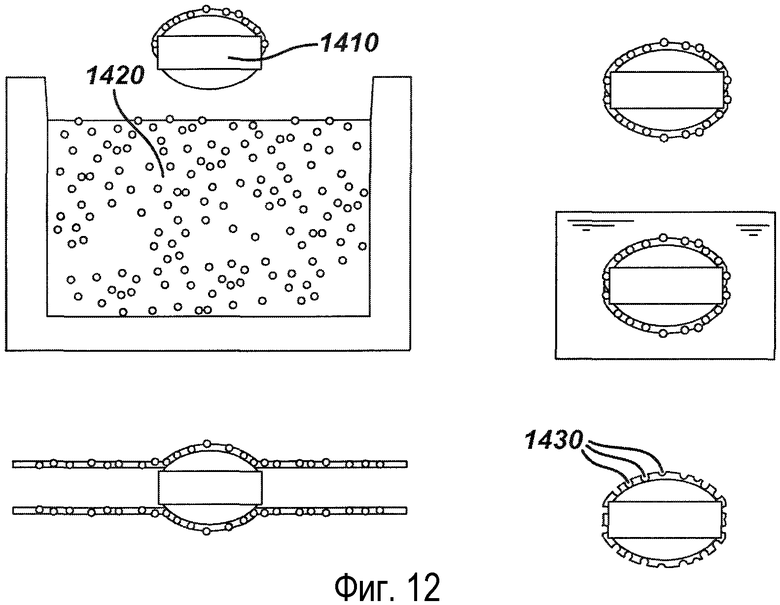
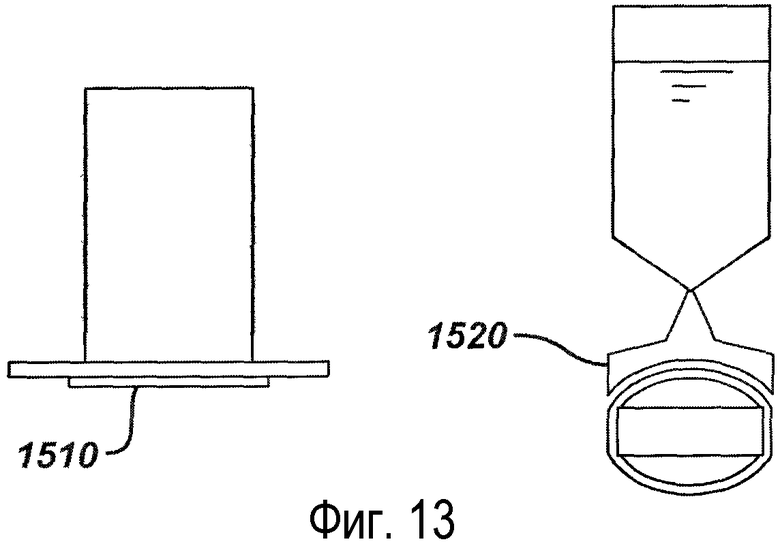
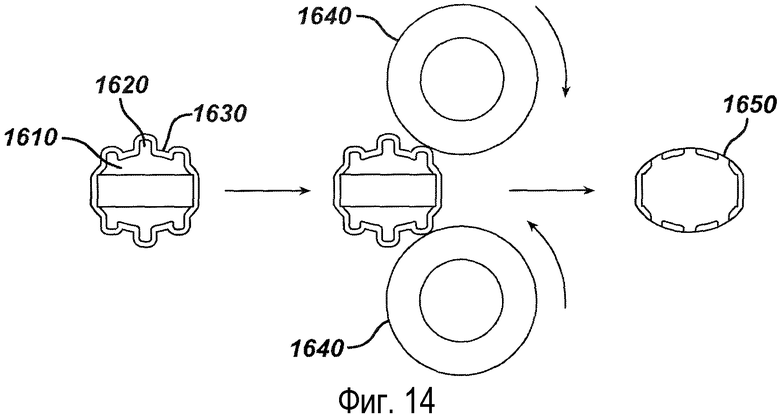
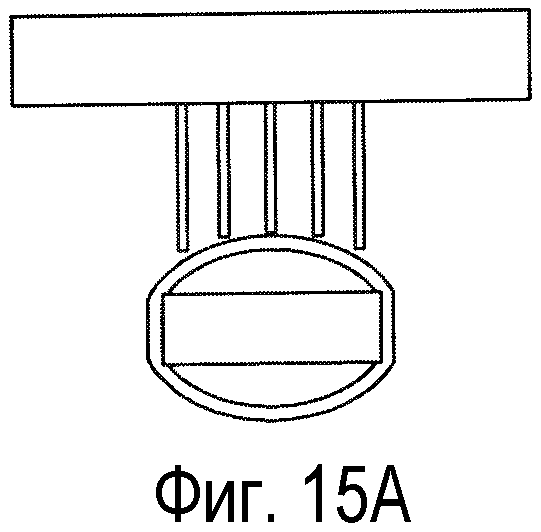
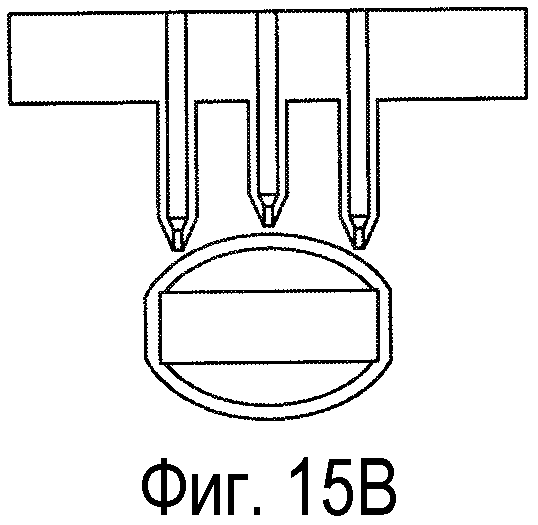
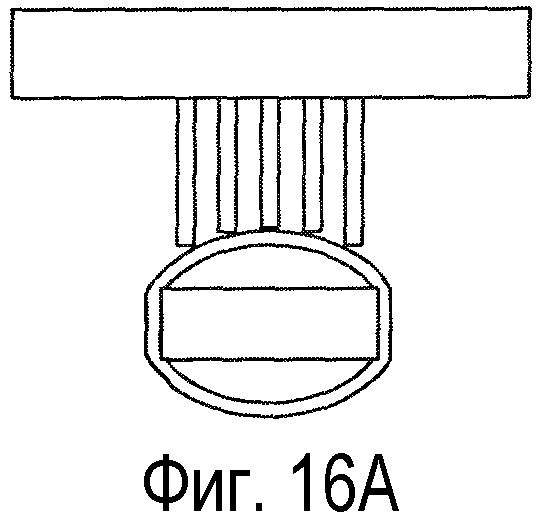
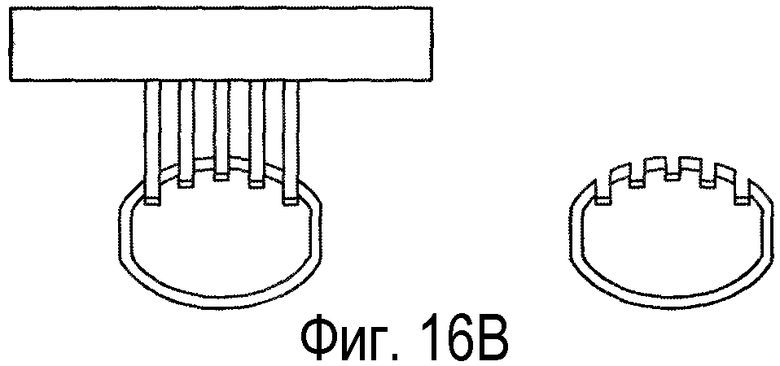
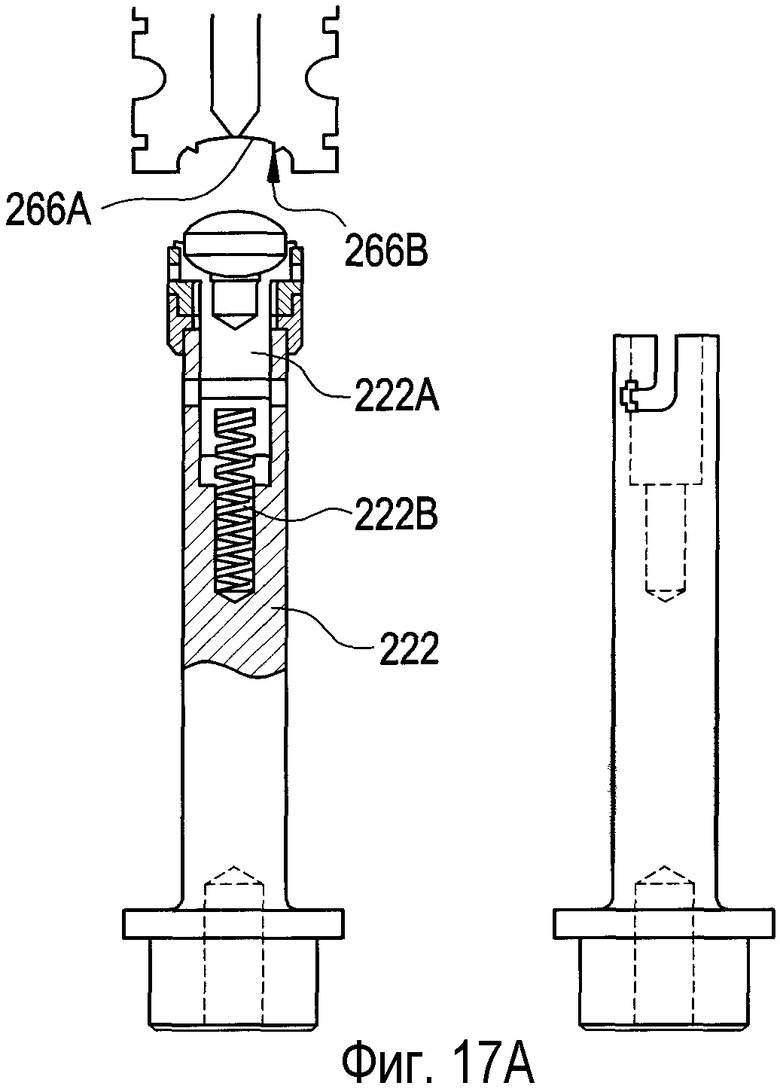
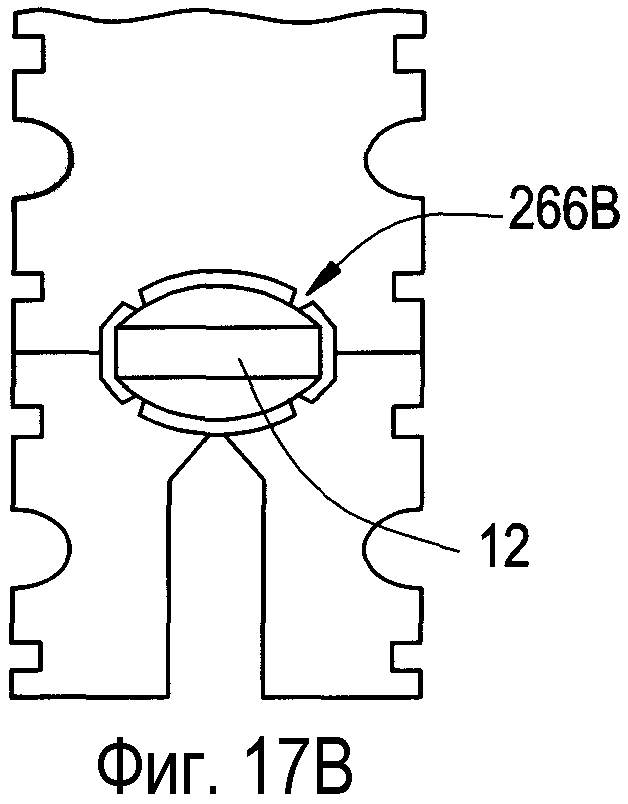
Дозированная (лекарственная) форма немедленного высвобождения содержит, по меньшей мере, один активный ингредиент, имеет твердое ядро и оболочку. Оболочка окружает, по меньшей мере, часть ядра. Ядро имеет плотность около 0,9 г/см3 и пористость менее 40%. Оболочка дозированной формы содержит одно или более отверстий и легко растворима в гастроинтестинальных жидкостях. Дозированная форма по изобретению обеспечивает немедленное высвобождение активного ингредиента после соприкосновения с жидкой средой желудочно-кишечного тракта, сводит к минимуму воздействие на ядро окружающей среды в ротовой полости и увеличивает воздействие растворяющей среды на ядро. 16 з.п. ф-лы, 20 ил.
1. Дозированная форма, содержащая, по меньшей мере, один активный ингредиент, которая включает ядро и оболочку, окружающую, по меньшей мере, часть ядра, где ядро имеет плотность, по меньшей мере, приблизительно 0,9 г/см3 и процент пористости менее 40%, оболочка содержит одно или более отверстий и легко растворима в гастроинтестинальных жидкостях, при этом дозированная форма обеспечивает немедленное высвобождение, по меньшей мере, одного активного ингредиента после соприкосновения дозированной формы с жидкой средой.
2. Дозированная форма по п.1, в которой оболочка содержит множество отверстий.
3. Дозированная форма по п.1, в которой одно или более отверстий соприкасаются с ядром.
4. Дозированная форма по п.1, в которой ядро содержит прессованную таблетку.
5. Дозированная форма по п.4, в которой прессованная таблетка имеет твердость приблизительно от 2 до приблизительно 30 килопонд/см2.
6. Дозированная форма по п.1, в которой оболочку наносят на ядро погружением.
7. Дозированная форма по п.1, в которой оболочку наносят на ядро формованием.
8. Дозированная форма по п.1, в которой оболочку наносят на ядро глазированием.
9. Дозированная форма по п.1, где дозированная форма обеспечивает немедленное высвобождение, по меньшей мере, одного активного ингредиента, содержащегося в ядре, после соприкосновения дозированной формы с жидкой средой.
10. Дозированная форма по п.1, в которой оболочка содержит желатин.
11. Дозированная форма по п.1, в которой средняя толщина оболочки находится в диапазоне приблизительно от 100 до приблизительно 400 мкм.
12. Дозированная форма по п.1, в которой оболочка содержит приблизительно менее 50% кристаллизующегося углевода.
13. Дозированная форма по п.1, где дозированная форма в основном не содержит средств, регулирующих заряд.
14. Дозированная форма по п.1, в которой ядро в основном окружено подслоем.
15. Дозированная форма по п.14, в которой оболочка состоит из первой и второй частей, находящихся в непосредственном соприкосновении с упомянутым подслоем.
16. Дозированная форма по п.1, в которой диаметр или ширина одного или более отверстий составляет приблизительно от 200 до приблизительно 2000 мкм.
17. Дозированная форма по п.2, в которой множество отверстий представляет собой комбинацию отверстий округленной формы с отверстиями, имеющими более чем один размер и/или более чем одну форму.
| US 4576604 A, 18.03.1986 | |||
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ НИФЕДИПИН, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1993 |
|
RU2106139C1 |
| ПЕРОРАЛЬНАЯ ФАРМАЦЕВТИЧЕСКАЯ ЛЕКАРСТВЕННАЯ ФОРМА С ДИСКРЕТНЫМ ВЫСВОБОЖДЕНИЕМ | 1998 |
|
RU2205028C2 |

