Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении многогранных деталей, например гаек.
Известна твердосплавная матрица для высадки граненых изделий, выполненная в виде обоймы с запрессованной в нее твердосплавной вставкой, состоящей из отдельных секций, число которых равно числу граней высаживаемого изделия (Объемная штамповка крепежных деталей. Конструктивные и технологические расчеты. Руководящий технический материал РТМ 37.002.0208-81. КТИавтометиз. Горький: 1983, с.197, черт. 110).
Недостатком известной матрицы является то, что процесс сборки ее сложен, а на изготовление секций вставки расходуется много твердого сплава.
Известна твердосплавная матрица для высадки граненых изделий, выполненная в виде обоймы, охватывающей втулку с запрессованной в нее твердосплавной вставкой, состоящей из отдельных секций, число которых соответствует числу граней высаживаемого изделия, причем секции вставки выполнены в виде призм трапецеидального сечения со срезанными углами на нерабочих торцах (а.с.СССР №489576, кл. В 21 J 13/02, 1975).
Недостатком известной матрицы является невысокая ее стойкость, потому что при длительной работе данной матрицы происходит износ центральной части рабочих граней секций, в результате чего матрица выходит из строя. Кроме того, из-за присутствия концентраторов напряжений в углах многогранного отверстия во втулке она разрушается под воздействием переменных динамических нагрузок, передаваемых ей от секций при штамповке. Для увеличения стойкости данной втулки, а следовательно, и матрицы необходимо уравновесить растягивающие напряжения, для чего нужно увеличивать габаритные размеры втулки и корпуса, что в некоторых случаях неприемлемо.
Наиболее близкой по технической сущности к предлагаемой является твердосплавная матрица для высадки многогранных изделий, содержащая обойму, охватывающую втулку с многогранным отверстием и с запрессованной в нее твердосплавной вставкой, состоящей из отдельных, выполненных в виде призм трапецеидального сечения со срезанными углами на нерабочих торцах секций, число которых соответствует числу граней высаживаемого изделия, а срезы углов выполнены симметрично граням рабочего торца (а.с.СССР №564071, кл. В 21 j 13/02, 1977).
Данная матрица имеет следующие недостатки:
- большие габариты секций вставки;
- низкую стойкость втулки из-за присутствия концентраторов напряжения в углах многогранного отверстия, приводящих к разрушению втулки под воздействием переменных динамических нагрузок при штамповке. Для того чтобы избежать разрушения втулки, необходимо увеличение габаритных размеров втулки и корпуса.
Изобретение решает задачу повышения стойкости матрицы и экономии твердого сплава секции вставки.
Данная задача решена тем, что в предлагаемой матрице, содержащей обойму, охватывающую втулку с многогранным отверстием с запрессованной в нее твердосплавной вставкой, состоящей из отдельных, выполненных в виде призм трапецеидального сечения со срезанными углами на нерабочих торцах секций, число которых соответствует числу граней высаживаемого изделия, а срезы углов выполнены симметрично граням рабочего торца, согласно изобретению во втулке с многогранным отверстием грани сопряжены между собой по радиусу, равному толщине b секции, при этом толщина b секции выбрана из диапазона
1/2S≤b≤2/3S,
где S - размер под ключ высаживаемого изделия.
Благодаря исполнению секций вставок данным образом достигается минимизация габаритных размеров секций матрицы и, следовательно, экономия твердого сплава. Выполнение толщины секций менее 1/2S приведет к их разрушению, а выполнение толщины секций более 2/3S приведет к необоснованному увеличению габаритов секций.
Увеличение долговечности матрицы по сравнению с прототипом при равных с ним габаритных размерах, но уменьшенной толщине секций вставки достигается, во-первых, за счет возможности наведения больших напряжений сжатия во внутренних слоях секций и во втулке, которые уравновесят растягивающие напряжения, возникающие при высадке, и понизят величину максимальных переменных напряжений, во-вторых, за счет исключения очагов концентрации напряжений в многогранном отверстии втулки.
Кроме того, при данной конструкции секций возможно использование двух граней в качестве рабочих, для чего после износа из матрицы выпрессовывают секции вставки, затем разворачивают их на 180° и применяют повторно.
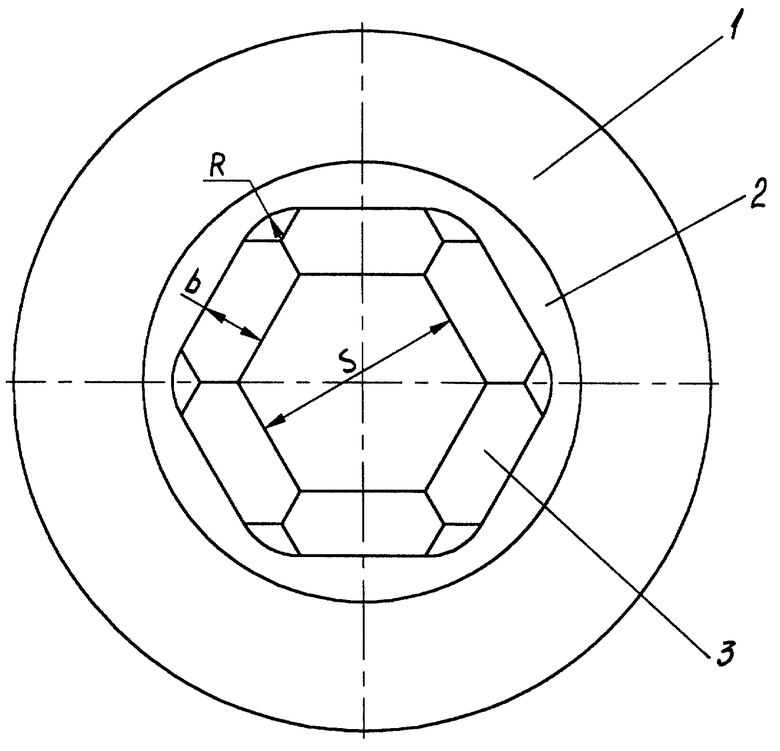
На чертеже представлена предлагаемая матрица.
Твердосплавная матрица для высадки многогранных изделий состоит из обоймы 1, втулки 2 с многогранным отверстием и с запрессованной в нее твердосплавной вставкой, состоящей из отдельных секций 3. Число секций соответствует числу граней высаживаемого изделия, а каждая секция выполнена в виде призмы трапецеидального сечения со срезанными углами на нерабочих торцах, причем срезы углов выполнены симметрично граням рабочего торца. Во втулке 2 с многогранным отверстием грани соединены между собой по радиусу R, то есть на пересечении граней нанесены радиусы, равные толщине b секции 3. Толщина b каждой отдельной секции 3 должна быть не менее 1/2S и не более 2/3S, где S - размер под ключ высаживаемого изделия.
Применение данной матрицы в производстве позволит получить существенную экономию за счет увеличения стойкости матрицы и снижения расхода твердого сплава секций вставки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2392085C1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245209C1 |
| Твердосплавная матрица для высадки граненых изделий | 1974 |
|
SU489576A1 |
| Твердосплавная матрица для высадки граненых изделий | 1976 |
|
SU564071A2 |
| Составная матрица | 1982 |
|
SU1063510A1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ ГРАНЕНЫХИЗДЕЛИЙ | 1962 |
|
SU150344A1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2496596C1 |
| Инструмент для изготовления прорезных гаек | 1980 |
|
SU927403A1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2414984C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2493930C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении многогранных деталей, например гаек. Твердосплавная матрица содержит обойму, которая охватывает втулку с многогранным отверстием. В указанное отверстие запрессована твердосплавная вставка, состоящая из отдельных секций, выполненных в виде призм трапецеидального сечения со срезанными углами на нерабочих торцах. Число секций соответствует числу граней высаживаемого изделия. Срезы углов расположены симметрично граням рабочего торца. Грани втулки сопряжены между собой по радиусу, равному толщине секции. Толщину секции выбирают из указанного диапазона. В результате обеспечивается повышение стойкости матрицы и экономия твердого сплава, из которого изготовлены секции вставки. 1 ил.
Твердосплавная матрица для высадки многогранных изделий, содержащая обойму, охватывающую втулку с многогранным отверстием с запрессованной в нее твердосплавной вставкой, состоящей из отдельных, выполненных в виде призм трапецеидального сечения со срезанными углами на нерабочих торцах секций, число которых соответствует числу граней высаживаемого изделия, а срезы углов выполнены симметрично граням рабочего торца, отличающаяся тем, что во втулке с многогранным отверстием грани сопряжены между собой по радиусу, равному толщине b секции, при этом толщина b секции выбрана из диапазона
1/2S≤b≤2/3S,
где S - размер под ключ высаживаемого изделия.
| Твердосплавная матрица для высадки граненых изделий | 1976 |
|
SU564071A2 |
| Твердосплавная матрица для высадки граненых изделий | 1974 |
|
SU489576A1 |
| US 4417464 А, 29.11.1983 | |||
| US 5956993 А, 28.09.1999. | |||

