Изобретение относится к обработке металлов давлением, в частности к конструкции инструмента для высадочных автоматов. Известен инструмент для изготовле ния прорезных гаек, содержащий сборную матрицу, выполненную в виде установленной в корпусе вставки с шестигранным отверстием и соосно расположенной с ней опорной вставки, а также элемент формообразования и выталкиватель Гп. Недостатком этой.конструкции инст румента является то, что стойкость .его недостаточна. Цель изобретения - повышение стой кости инструмента для высадки прорезных гаек. Поставленная цель достигается за счет того, что в инструменте для изготовления прорезных гаек, содержащем сборную матрицу, выполненную в виде установленной в корпусе вставки с шестигранным отверстием и соосно расположенной с ней опорной вставки а также элемент формообразования и выталкиватель. Элемент формообразования шлицев выполнен в .виде набора пластин, запрессованных в пазы, выполненные на торцовой поверхности вставки с шестигранным отверстием со стороны опорной вставки, этом опорная вставка снабжена выступом, расположенным по ее оси и взаимодействующим с пластинами элемента формообразования шлицев и в ней выполнены сквозные осевые отверстия, а выталкиватель выполнен в виде набора шпилек, размещенных в осевых отверстиях вставки. Пазы на торцовой поверхности вставки с шестигранным отверстием выполнены глубиной, равной высоте формообразующих пластин и расположены перпендикулярно граням шестигранника. Выступ опорной вставки выполнен цилиндрическим высотой-, равной высоте формообразующих пластин.
Выступ опирной , выполнен многогранным.
СквОчЭные осевые отверсти в опорной вставке расположены по углам шестигранника вставки с шестигранным отверстием.
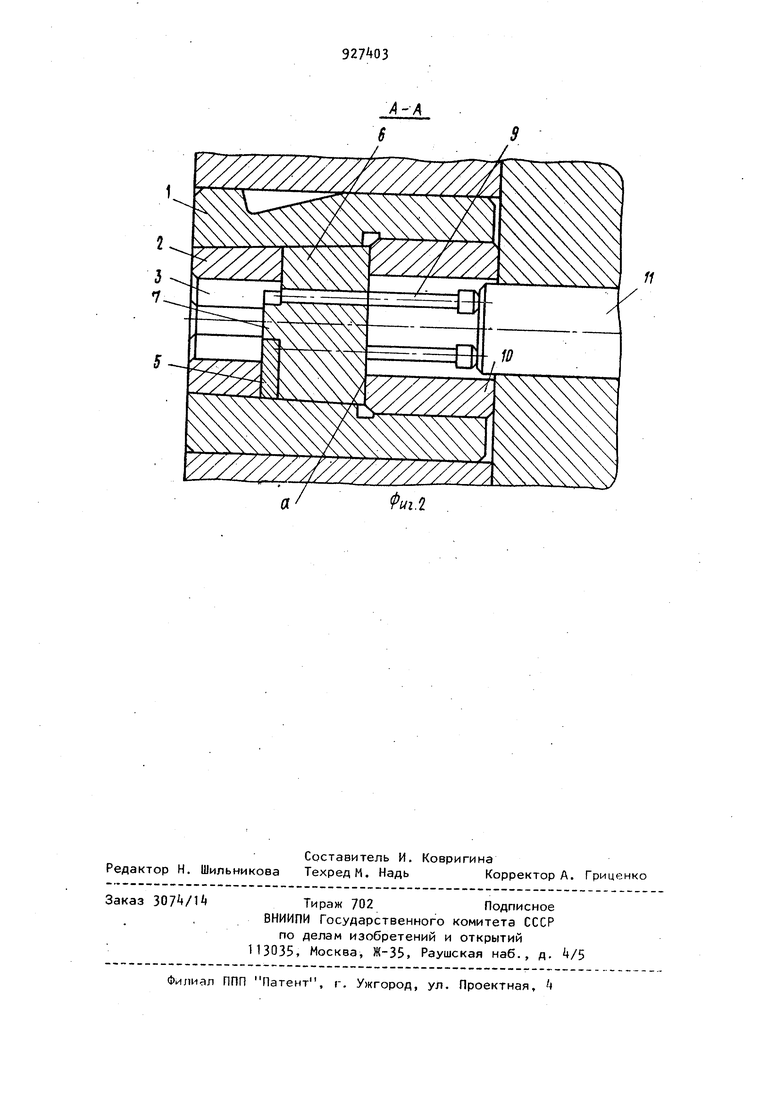
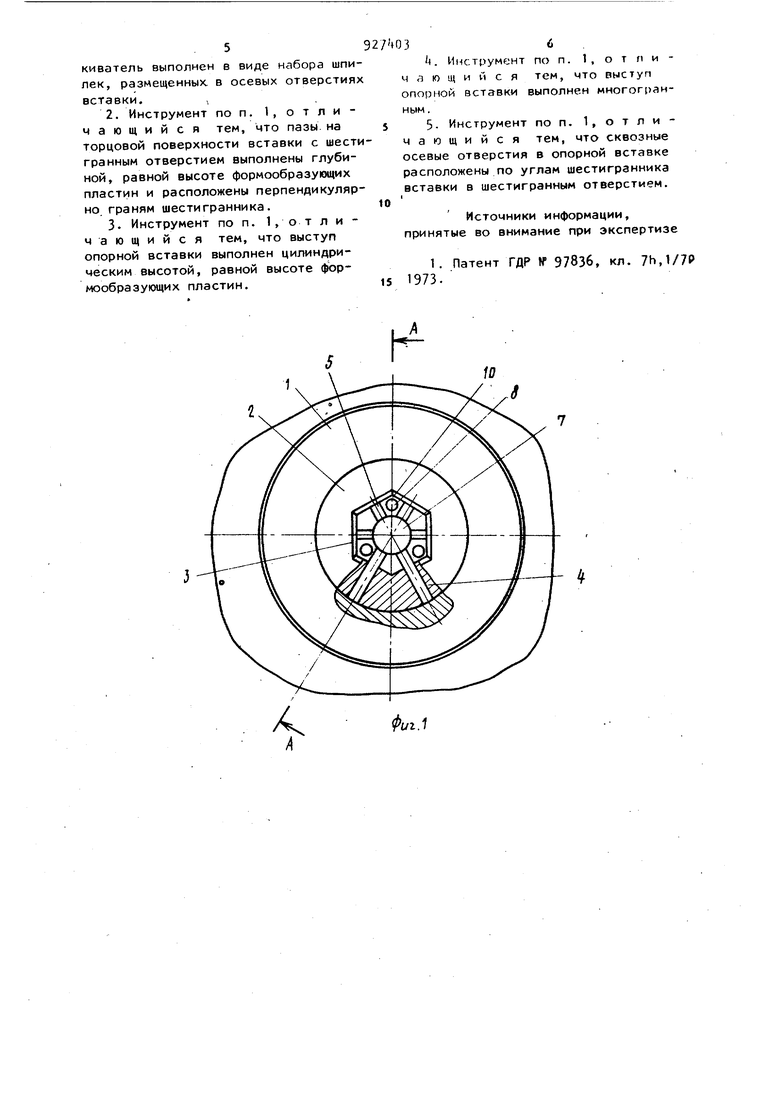
На фиг. 1 изображен инструмент, . вид в плане; на фиг. 2 - то же, разрез А-А на фиг. 1 (продольный).
Инструмент для высадки прорезных гаеК, состоит из корпуса 1, вставки 2 с центральным шестигранным отверстием 3 и пазами it, в которые запрессованы твердосплавные пластины 5
Вставка 2 базируется на опорной вставке 6, имеющей центральный цилиндрический (или многогранный) вы- ступ 7 и сквозные отверстия 8, расположенные в пределах шестигранного отверстия 3 вставки 2 и являющиеся направляющими для сборного выталкивателя, состоящего из набора шпилек 9Пазы в торце выставки 2 выполнены со стороны опорной вставки 6 и расположены перпендикулярно граням шестигранного отверстия 3 на глубину, равную высоте формообразующих пластин 5, торцы которых упираются в выступ 7 опорной вставки 6. Высота выступа 7 равна высоте формообразующих пластин 5.
Отверстия 8 под выталкиватель 9 расположены по углам шестигранного отверстия 3 вставки 2. Опорная вставка 6 взаимодействует своей торцовой поверхностью ct с базовым элементом 10, выполненным в форме втулки.
Сборку матрицы осуществляют следующим образом.
В пазы вставки 2 с шестигранным отверстием 3 предварительно запрессовывают пластины 5. После этого вставку 2 устанавливают на вставку 6, при этом выступ 7 входит в отверстие 3- В отверстия 8 вставки 6 вставляют технологические болты для соединения вставок 2 и 6. Затягиванием болтов осуществляют плотное соединение обеих вставок, затем пластины 5 окончательно запрессовывают в упор до выступа 7 опорной вставки 6. Собранный комплект вставок 2 и 6 с пластинами 5 аапрессовы.вают в корпус 1.матрицы при помощи гидравлимеского устройства.
После этого технг)лргимеские болты, выполняющие поомелут1)-1ную роль в борке. удаляются, о ri,- i.x. MfjcTn
вставляется толкатель 9, сосгонщий из трех шпилек и запрессовывается базовый элемент 10. Таким образом, собранная матрица представляет собой напряженный узел. Процесс высадки прорезей гайки при помощи описанного инструмента осуществляется следующим образом (не показан); в шестигранное отверстие 3 вставки 2 помещается заготовка гайки с предварительно пробитым сквозным отверстием и осаживается.
В результате осадки при помощи твердосплавных пластин 5 происходит формообразование прорезей в торце гайки на полную глубину. Готовая гайка выталкивается из матрицы шпильками 9 по которым, ударяется шток 11. Применение твердосплавных пластин в качестве формообразующего элемента значительно повышает стойкость инструмента. Выполнение формообразующего элемента в виде набора плоских пластин технологически упрощает изготовление инструмента, позволяет улучшать условие их механической обработки и повысить качество рабочих поверхностей.
Выполнение выталкивателя сборным, состоящим из трех шпилек, позволяет осуществить выполнение опорной вставч и цельной, не ослабленной центральным отверстием, что повышает стойкость и надежность этой детали.
Фо 5мула изобретения
1. Инструмент для изготовления прорезных гаек, содержащий сборную матрицу, выполненную в виде установленной в корпусе вставки с шестигранным отверстием и соосно расположенной с ней опорной вставки, а также
элемент формообразования шлицев и выталкиватель, отличающийс я тем, что, с целью увеличения стойкости инструмента, элемент формообразования выполнен в виде набора
пластин, запрессованных в пазы, вы.полненные на торцовой поверхности вставки с шестигранным отверстием со стороны опорной вставки, при этом опорная вставка снабжена выступом,
расположенным по ее оси и, взаимодействующим с пластинами элемента Формообразования, и в ней г ыполм(;ны сквозные осевые отверстия, а пыталкиватель выполнен в виде набора шпилек, размещенных, в осевых отверстиях вставки. ,
2.Инструмент по п. 1, о т л и чающийся тем, что пазы на торцовой поверхности вставки с шестигранным отверстием выполнены глубиной, равной высоте формообразующих пластин и расположены перпендикулярно граням шестигранника.
3.Инструмент по п. 1,отличающийся тем, что выступ опорной вставки выполнен цилиндрическим высотой, равной высоте (формообразующих пластин.
(. Инструмент по п. 1 , о т rt и ч л ю щ и и с я тем, что выступ опорной вставки выполнен многогранным .
5. Инструмент по п. 1, о т л и чающийся тем, что сквозные осевые отверстия в опорной вставке расположены по углам шестигранника
вставки в шестигранным отверстием.
I
Источники информации, принятые во внимание при экспертизе
1. Патент ГДР № 97836, кл. 7h,1/7P
1973. 
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2414984C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2493930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| Способ изготовления многогранных гаек | 1989 |
|
SU1690942A1 |
| Штамп для высадки головок наСТЕРжНяХ | 1979 |
|
SU837533A1 |
| Устройство для радиальной штамповки головок болтов | 1989 |
|
SU1764758A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Матрица для высадки многогранных деталей | 2019 |
|
RU2718029C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |