Изобретение относится к области машиностроения и может быть использовано для повышения долговечности и надежности работы узлов и агрегатов машины, в частности для повышения износостойкости сочленения пары трения колесо-рельс железнодорожного транспорта.
Известен способ нанесения противоизносного антифрикционного медьдисульфидмолибденового покрытия на рабочих поверхностях деталей типа втулок, осуществляемый хонингованием специальными брусками с подачей в качестве смазочно-охлаждающей жидкости технологической среды из отдельной емкости при помощи электронасоса по трубопроводам через муфту, каналы к жиклерам хонинговальной головки в зону обработки (Носихин П.И. “Финишная антифрикционная безабразивная обработка отремонтированных гильз цилиндров двигателей”. - Журнал “Эффект безызносности и триботехнологии”, 1997 г., №1, стр. 49-53). Однако такой способ предназначен для обработки цилиндрической внутренней поверхности детали специальным инструментом и станком, кроме этого, требуется подача большого количества технологических сред, что потребует решения экологического вопроса утилизации отработавшей среды, пригоден только для стационарных условий обработки.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ фрикционно-механического нанесения из пластичного медьсодержащего металла противоизносного покрытия на поверхности катания колесной пары на колесотокарном станке, где пруток из наносимого металла закрепляется в резцедержатель станка и с усилием прижимается к предварительно смоченной жидкой технологической средой поверхности катания колесной пары, вращаемой станком (см. патент РФ №2112663, 6 В 60 В 17/00, опубл. 10.06.98 г. Бюл. №16 “Способ повышения износостойкости поверхности катания колесной пары”). Недостатком известного способа является:
- отсутствие при эксплуатации сочленения колесо-рельс условия проявления эффекта безызносного трения и процесса восстановления покрытия из пластичных металлов поверхности катания колеса, вследствие чего по мере неизбежного износа происходит его истирание за сравнительно короткий промежуток времени и дальнейшая работа протекает в условиях стандартного трения базовых материалов колеса и рельса, что ограничивает до минимума достигаемые показатели противоизносной и антифрикционной стойкости поверхностей трения;
- отсутствие выбора оптимальных параметров по химическому составу, структуре и физико-механическим свойствам наносимого покрытия пластичных металлов;
- необходимость наличия дорогостоящего станочного оборудования и продолжительного простоя подвижного состава железнодорожного транспорта при выполнении разборочно-сборочных работ агрегатов и процесса нанесения покрытия;
- требования специальной защиты покрытия от атмосферной коррозии, ограничения использования по конструкции и жесткости обрабатываемой детали.
В целом способ имеет ограниченный диапазон использования и пониженные технические показатели при высокой трудоемкости и значительных финансовых издержках.
Техническим результатом предлагаемого изобретения являются:
- автоматическое нанесение и по мере износа постоянное восстановление покрытия пластичных металлов на поверхности катания колеса подвижного состава железнодорожного транспорта в процессе работы;
- возможность осуществлять нанесение на поверхности катания колеса подвижного состава железнодорожного транспорта широкого перечня покрытий пластичных металлов с оптимальными показателями химического состава, структуры и физико-механических свойств;
- повышение износостойкости поверхности катания колеса и рельсового пути;
- снижение затрат на приобретение запчастей, ремонт и простой подвижного состава железнодорожного транспорта;
- способность экологически безопасными и безотходными технологическими средствами обеспечивать стойкое проявление эффекта безызносного трения в сочленении колесо-рельс в процессе эксплуатации подвижного состава железнодорожного транспорта.
Указанный технический результат достигается тем, что производят нанесение покрытия путем избирательного переноса атомов (ионов) пластичных металлов из металлоплакирующего ионизационного раствора на поверхности катания колеса благодаря создания трения с контактной температурой свыше 70°С и давлении от 0,30 МПа в пределах локальной площади рабочей части стационарно установленного в конструкции подвижного состава железнодорожного транспорта маркера, выполненного из упругодеформируемого пористого материала, который капиллярным всасыванием подает металлоплакирующий ионизационный раствор из основного резервуара и смачивает им зону обработки, чем обеспечивается непрерывное автоматическое нанесение и по мере износа постоянное восстановление покрытия из пластичных металлов (медь, олово и др.) на всей поверхности катания колеса, при этом автоматическое нанесение и по мере износа постоянное восстановление покрытия из сплава пластичных металлов (латуни, бронзы и др.) на поверхности катания колеса обеспечивают путем избирательного переноса материала рабочей части латунной или бронзовой вставки, дополнительно установленной параллельно маркеру, при трении с контактной температурой свыше 100°С и давлении от 1,20 МПа в среде восстановительного раствора по отношению к пластичным металлам наносимого сплава, кроме того, нанесение композиционного покрытия из пластичных металлов (меди, олова и др.) и сплава на основе этих металлов (латуни, бронзы и др.) на поверхности катания колеса обеспечивают путем избирательного переноса атомов (ионов) пластичных металлов из металлоплакирующего ионизационного раствора и материала рабочей части латунной или бронзовой вставки, дополнительно установленной параллельно маркеру, при трении с контактной температурой свыше 85°С и давлении от 0,50 МПа в среде металлоплакирующего ионизационного раствора, размещенного в зоне локальной площади контакта поверхности катания колеса с рабочей частью латунной или бронзовой вставки и маркера.
ОПИСАНИЕ СПОСОБА
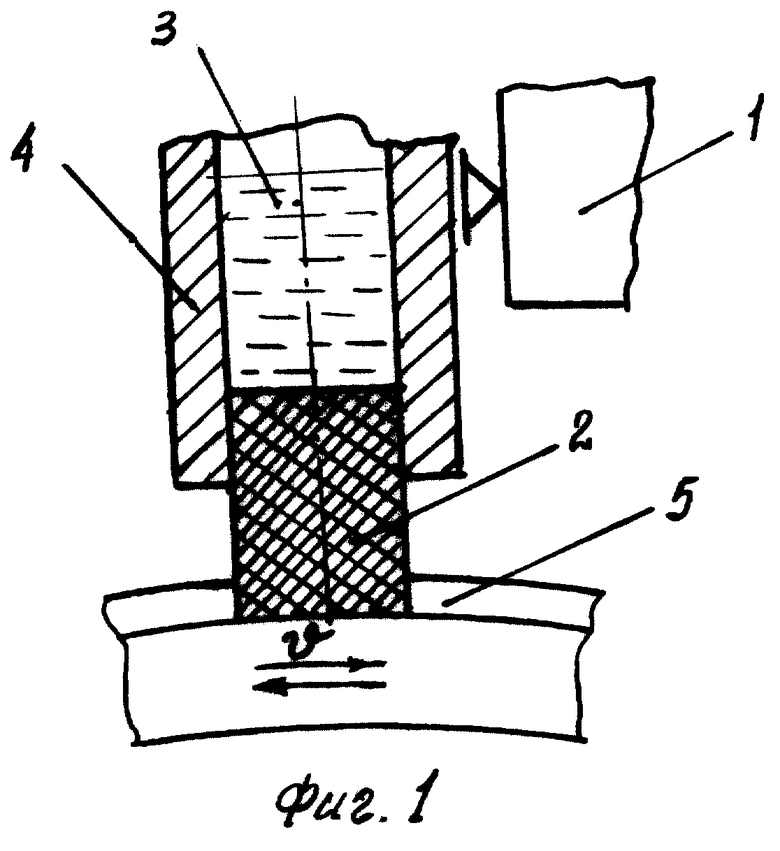
Сущность способа поясняется чертежом, где на фиг.1 показан общий вид схемы способа нанесения покрытия пластичных металлов (медь, олово и др.) на поверхности катания колеса, на фиг.2 показан общий вид схемы способа нанесения покрытия сплава пластичных металлов (латунь, бронза и др.) или композиционного покрытия на поверхности катания колеса.
Способ по схеме фиг.1 применительно к сочленению колесо-рельс железнодорожного транспорта осуществляют с помощью стационарно установленного в конструкции 1 подвижного состава железнодорожного транспорта маркера 2, выполненного из упругодеформируемого пористого материала, при этом верхним концом маркер 2 окунают в металлоплакирующий ионизационный раствор 3 основного резервуара 4, а нижним концом, представляющим собой рабочую часть, капиллярным всасыванием смачивают металлоплакирующим ионизационным раствором 3 и контактируют по заданной величине давления на локальной площади поверхности катания колеса 5 подвижного состава железнодорожного транспорта.
Способ по схеме фиг.2 осуществляют дополнительно установленной параллельно маркеру 2 латунной (бронзовой и др.) вставкой 6 и заправленным в основной резервуар 4 восстановительным раствором 7 или металлоплакирующим ионизационным раствором 3 в зависимости от типа наносимого покрытия на поверхности катания колеса 5 подвижного состава железнодорожного транспорта.
Способом по схеме фиг.1 с момента начала движения и до полной остановки подвижного состава железнодорожного транспорта в зоне контакта давлением от 0,30 МПа поверхности катания колеса 5 и локальной площади рабочей части маркера 2 в среде металлоплакирующего ионизационного раствора 3 создают трение с контактной температурой свыше 70°С, чем обеспечивают нанесение покрытия пластичных металлов на поверхности катания колеса 5 путем избирательного переноса атомов (ионов) пластичных металлов из размещенного в зоне локальной площади объема металлоплакирующего ионизационного раствора 3, а продолжением движения подвижного состава железнодорожного транспорта проводят непрерывное автоматическое нанесение и по мере износа от трения в сочленении колесо-рельс постоянное восстановление покрытия пластичных металлов на всей поверхности катания колеса 5.
Способ по схеме фиг.2 с момента начала движения и до полной остановки подвижного состава железнодорожного транспорта в зоне контакта давлением от 1,20 МПа поверхности катания колеса 5 и локальной площади рабочей части латунной или бронзовой вставки 6 в среде восстановительного раствора 7 создают трение с контактной температурой свыше 100°С, чем обеспечивают нанесение покрытия сплава пластичных металлов (латуни, бронзы и др.) на поверхности катания колеса 5 путем избирательного переноса материала рабочей части латунной или бронзовой вставки 6, вариантом способа по схеме фиг.2 с момента начала движения и до полной остановки подвижного состава железнодорожного транспорта в зоне контакта давлением от 0,50 МПа поверхности катания колеса 5 и локальной площади рабочей части латунной или бронзовой вставки 6 в среде металлоплакирующего ионизационного раствора 3 создают трение с контактной температурой свыше 85°С, чем обеспечивают нанесение композиционного покрытия из пластичных металлов и их сплава (латуни, бронзы) на поверхности катания колеса 5 путем избирательного переноса материала рабочей части латунной или бронзовой вставки 6 и атомов (ионов) пластичных металлов из металлоплакирующего ионизационного раствора 3, а продолжением движения подвижного состава железнодорожного транспорта проводят непрерывное автоматическое нанесение и по мере износа от трения в сочленении колесо-рельс постоянное восстановление покрытия из сплава пластичных металлов (латуни, бронзы) или композиционного покрытия на всей поверхности катания колеса 5.
Предлагаемое изобретение по сравнению с прототипом обеспечивает:
- автоматическое нанесение и по мере износа при трении в сочленении колесо-рельс постоянное восстановление покрытия пластичных металлов на поверхности катания колеса подвижного состава железнодорожного транспорта;
- возможность получения на поверхности катания колеса широкого перечня покрытий пластичных металлов с оптимальными показателями химического состава, структуры и физико-химических свойств, в том числе композиционных покрытий;
- способность экологически безопасными и безотходными технологическими средствами получать стойкое проявление эффекта безызносного трения в сочленении колесо-рельс в процессе эксплуатации подвижного состава железнодорожного транспорта.
Предлагаемый способ также способствует повышению износостойкости поверхности катания колеса более чем в 10 раз, рельсового пути 3-5 раз при снижении затрат на ремонт колесных пар в 15-20 раз и продолжительности простоя подвижного состава железнодорожного транспорта в ремонте в 2 раза и более.
Годовой экономический эффект от применения предлагаемого изобретения при эксплуатации колесных пар в условиях локомотивного депо с парком 50 машин составляет
Эг=(12*10000-60*1000)*50-0,15*600*10000=2,1 млн.руб.,
без учета повышения ресурса рельсового пути, сокращения времени простоя подвижного состава железнодорожного транспорта в ремонте, амортизации оборудования и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРИБОТЕХНИЧЕСКИЙ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПЛАСТИЧНЫХ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ТРЕНИЯ ДЕТАЛЕЙ СОЧЛЕНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283702C2 |
| СПОСОБ ЗАЩИТЫ КОЛЕСНЫХ ПАР И РЕЛЬСОВОГО ПОЛОТНА ОТ ИЗНОСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2719512C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО ПОКРЫТИЯ | 2005 |
|
RU2298502C1 |
| СПОСОБ ЗАЩИТЫ ОТ БОКОВОГО ИЗНОСА ГОЛОВКИ РЕЛЬСА И СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542857C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ БОКОВОЙ ГРАНИ РЕЛЬСА И ГРЕБНЯ КОЛЕСНОЙ ПАРЫ | 1997 |
|
RU2130399C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2499710C1 |
| СМАЗКА ДЛЯ ТЯЖЕЛОНАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ | 2007 |
|
RU2338777C1 |
| СПОСОБ ФРИКЦИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2008366C1 |
| СПОСОБ СНИЖЕНИЯ ИЗНОСА РЕЛЬСОВЫХ ПУТЕЙ И ГРЕБНЕЙ КОЛЕС ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2013 |
|
RU2547125C1 |
| СПОСОБ НАНЕСЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ ПЛАСТИЧНЫХ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2539748C1 |

Изобретение относится к области машиностроения и может быть использовано для повышения долговечности и надежности работы узлов и агрегатов машин, в частности для повышения износостойкости сочленения пары трения колесо-рельс железнодорожного транспорта. По первому варианту способ нанесения покрытия пластичных металлов на поверхности трения деталей сочленения заключается в том, что нанесение покрытия производят путем избирательного переноса атомов (ионов) пластичных металлов из металлоплакирующего ионизационного раствора при трении с контактной температурой свыше 70°С и давлении от 0,30 МПа в пределах локальной площади рабочей части стационарно установленного в конструкции подвижного состава железнодорожного транспорта маркера, выполненного из упругодеформируемого пористого материала, который капиллярным всасыванием подает из основного резервуара и смачивает металлоплакирующим ионизационным раствором зону обработки, чем обеспечивают непрерывное автоматическое нанесение и по мере износа постоянное восстановление покрытия из пластичных металлов (медь, олово и др.) на всей поверхности катания колеса. Способ по второму варианту обеспечивает автоматическое нанесение и по мере износа постоянное восстановление покрытия из сплава пластичных металлов на поверхности катания колеса путем избирательного переноса материала рабочей части латунной или бронзовой вставки, дополнительно установленной параллельно маркеру, благодаря созданию трения с контактной температурой свыше 100°С и давления от 1,20 МПа в среде восстановительного раствора по отношению к пластичным металлам наносимого сплава. Способ по третьему варианту обеспечивает автоматическое нанесение и по мере износа постоянное восстановление композиционного покрытия из пластичных металлов и сплава на основе этих металлов на поверхности катания колеса путем избирательного переноса атомов или ионов пластичных металлов из металлоплакирующего ионизационного раствора и материала рабочей части латунной или бронзовой вставки, дополнительно установленной параллельно маркеру, благодаря созданию трения с контактной температурой свыше 85°С и давления от 0,50 МПа в среде металлоплакирующего ионизационного раствора, размещенного в зоне локальной площади контакта поверхности катания колеса с рабочей частью латунной или бронзовой вставки и маркера. Технический результат - автоматическое нанесение и по мере износа постоянное восстановление покрытия пластичных металлов на поверхности катания колеса подвижного состава железнодорожного транспорта в процессе работы, нанесение на поверхности трения широкого перечня покрытий из пластичных металлов с оптимальными показателями химического состава, структуры и физико-механических свойств, повышение износостойкости поверхности катания колеса и рельсового пути, снижение затрат на ремонт подвижного состава железнодорожного транспорта. Способы экологически безопасными и безотходными технологическими средствами способствуют стойкому проявлению эффекта безызносного трения в сочленении колесо-рельс в процессе эксплуатации подвижного состава железнодорожного транспорта. 3 с.п. ф-лы, 2 ил.
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ | 1997 |
|
RU2112663C1 |
| Устройство для ограничения вращения вала | 1957 |
|
SU116359A1 |
| Предохранительное устройство холодильного компрессора | 1981 |
|
SU1002665A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| САМОНАСТРАИВАЮЩИЙСЯ ЭЛЕКТРОПРИВОД | 1994 |
|
RU2060530C1 |
| ИМПУЛЬСНЫЙ ВАРИАТОР | 2009 |
|
RU2410589C1 |

