Изобретение относится к ортопедии и травматологии и может быть использовано для изготовления иммобилизирующих изделий (корсетов, лонгет, ортезов, шин и т.д), применяемых для лечения и восстановления опорно-двигательного аппарата (ОДА).
Известны способы изготовления ортопедических изделий /1, 2/ из пластиков с низкой температурой размягчения (поливик, полиэтилен, полипропилен и т.д): предварительно выкроенный в соответствии с формой заданного сегмента тела лист полимерного материала нагревают до 45-65°С, накладывают на поверхность тела, моделируя его форму, а затем дают возможность остыть до температуры ниже 30°С, после чего осуществляют окончательную подгонку и сборку (уточнение срезов, присоединение застежек).
Недостатком данных способов является неточность воспроизведения одеваемой поверхности геометрически незакономерной формы, какой является торс фигуры человека. Поэтому он наиболее приемлем для изготовления изделий простой конфигурации (лонгеты, шины и т.д), где отсутствует сложная топография поверхности тела.
Известен способ изготовления иммобилизирующих изделий из полиуретановых опорных повязок, затвердевающих при увлажнении /3/. Данный материал представляет собой трикотажные бинты шириной от 8 до 25 см. Для сохранения действия связующего и исключения возможности сорбирования влаги, бинты герметично упакованы в пакет из фольги.
Перед непосредственным применением пакет вскрывают, бинты замачивают в воде и накладывают на поврежденный сегмент тела таким образом, чтобы каждый новый ход бинта перекрывал половину предыдущего. Затвердевание опорной повязки происходит через 5-10 минут после наложения. Окончательно повязка высыхает через 4-6 часов.
Недостатками данного способа являются наличие заминов, складок, перегибов повязки, которые возникают в процессе прибинтовывания и необходимость разрезания многослойной циркулярной оболочки непосредственно на теле пациента. Процесс трудоемкий и материалоемкий, требует высокой квалификации исполнителя, что делает его не универсальным.
Кроме этого, невозможно заранее выполнить заготовку изделия в соответствии с формой и размерами заданного участка поверхности тела и точно определить расход материала.
Наиболее близким техническим решением является способ изготовления иммобилизирующих изделий из жидкой полиуретановой композиции, содержащей смесь простых полиэфиров, катализатор, пеностабилизатор и полиизоционат /4/, заключающийся в смешивании компонентов, заливке в двухслойную заготовку, равномерном распределении внутри заготовки, вспенивании композиции, придании объемной формы детали путем прибинтовывания к заданному участку тела, отверждении композиции и окончательной сборке изделия. В этом способе двухслойную заготовку выкраивают и обрабатывают заранее в соответствии с формой тела из трикотажного полотна, покрытого с одной стороны (внутренней для оболочки) полимерной композицией, образующей непроницаемую для полиуретана пленку.
Положительным результатом данного способа является обеспечение идентичности сложной объемной формы корсета одеваемой поверхности за счет предварительного раскраивания из легкодеформируемых эластичных материалов оболочки и свойств композиции. При данном способе изготовления изделие можно проектировать состоящим из нескольких деталей и соединенных между собой с помощью швов, застежки-молнии, эластичной ленты, шнуровки. При этом с поверхностью тела пациента контактирует только трикотаж, что способствует улучшению тактильного восприятия и повышению гигиенических характеристик готовых изделий. Используемая химическая композиция и трикотажные полотна токсикологически безвредны.
Недостатками данного способа являются:
- необходимость взвешивания и смешивания компонентов композиции непосредственно в процессе изготовления в присутствии пациента, что увеличивает длительность изготовления;
- неравномерность распределения композиции внутри оболочки, что приводит к снижению эксплуатационных характеристик готовых изделий.
Техническим результатом данного изобретения является снижение материалоемкости и трудоемкости изготовления, повышение эргономических характеристик ортопедического изделия.
Указанный технический результат достигается тем, что в способе изготовления иммобилизирующих изделий, заключающемся в смешивании компонентов жидкой полиуретановой композиции, содержащей смесь простых полиэфиров, катализатор, пеностабилизатор и полизиционат, раскраивании деталей оболочки в сответствии с формой и размерами заданного участка тела потребителя, равномерном распределении композиции, придании объемной формы детали путем прибинтовывания к заданному участку тела, отверждении композиции и окончательной сборке изделия, отличающийся тем, что композицию наносят на подложку из пористого материала, после чего ее раскраивают по форме оболочки, увлажняют и располагают между двумя деталями оболочки, при этом обработку краев осуществляют после отверждения композиции.
В качестве подложки используют любой пористый материл с растяжимостью 10-25% и углом перекоса в деформированном состоянии 12-20° для возможности получения объемной формы, для обеспечения комфортных условий в пододежном слое материал должен иметь толщину 0,3-0,8 мм, воздухопроницаемость 50-250 дм3/м2c и гигроскопичность 7-35%. Этим требованиям соответствуют ткани, нетканые материалы, трикотажные полотна.
Для придания эстетического вида изделию и обеспечения комфортных условий во время эксплуатации материал для оболочки должен быть изготовлен из натуральных волокон и (или) нитей, обладать относительным удлинением, гигроскопичностью и воздухопроницаемостью не менее, чем у подложки.
Для внутренней стороны изделий, контактирующей с поверхностью тела, рекомендуется использовать трикотаж с рельефной поверхностью или с точечным полимерным покрытием для обеспечения массирующего действия на поврежденный участок торса.
Использование разработанной технологии изготовления иммобилизирующих изделий позволяет значительно сократить технологический процесс за счет исключения необходимости взвешивания, смешивания и распределения компонентов композиции непосредственно во время изготовления, улучшить качество готовых изделий благодаря применению листов с равномерным распределением композиции по подложке.
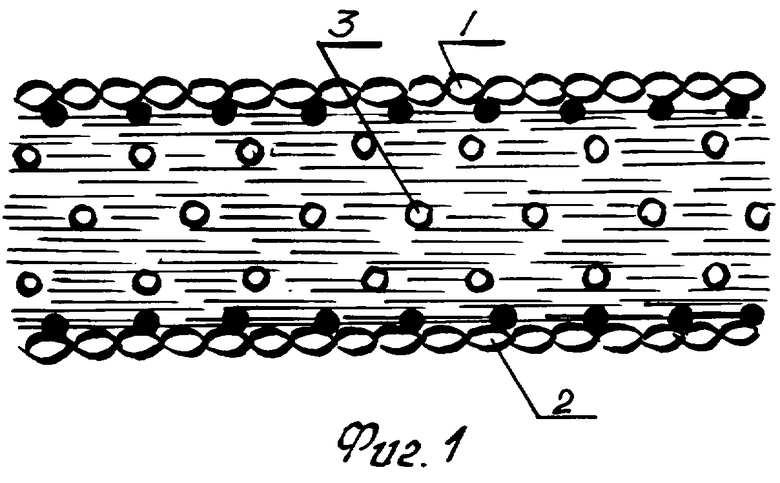
На фиг.1 изображено сечение заявляемого композиционного материала, на фиг.2 представлено фото вариантов подложек (слева направо): трикотажное полотно ажурного переплетения, поперечновязаное трикотажное полотно с уточной нитью, трикотажное полотно двухслойного переплетения, холстопрошивной ватин, открытопористый листовой полиуретан; на фиг.3 - фото подложки, пропитанной композицией и упакованной сначала в полиэтиленовую пленку, а потом в пакет из фольги, на фиг.4 - фото трикотажа с точечным полимерным покрытием, на фиг.5 - фото общего вида корсета, полученного заявляемым способом.
Примеры осуществления способа.
Для лабораторной апробации технологии изготовления иммобилизирующих корсетов были сформированы два варианта композиционных материалов.
Композиционный материал (пакет 1) состоит из оболочки в виде верхнего 1 и нижнего 2 слоев трикотажного полотна, которое имеет следующие характеристики: волокнистый состав - хлопчатобумажные (х/б) нити, 29 текс, вид переплетения - филейное, растяжимость вдоль столбиков и вдоль рядов - 15%, поверхностная плотность - 288 г/м2; и подложки 3 из открыто-пористого листового пенополиуретаиа толщиной 0.5 см, с относительным удлинением в сухом состоянии 37%, во влажном состоянии 44%, на которую нанесена жидкая полиуретановая композиция, состоящая из смеси простых полиэфиров, катализатора, пеностабилизатора и полизиционата, из расчета 2,0-2,5 кг/м2.
Второй вариант композиционного материала отличается тем, что в качестве подложки использовано поперечновязаное трикотажное полотно с уточной нитью (пакет 2), имеющее следующие характеристики: уток - льняные нити, 34 текс и полиамидная нить, 20 текс; основа - полиэфирная нить, 31 текс, растяжимость полотна в продольном направлении - 20% и в поперечном направлении - 27%, поверхностная плотность - 280 г/м2, которое затем пропитано жидкой полиуретановой композицией как в пакете 1, из расчета 900 г/м2. Для наружной стороны использовано трикотажное полотно как в пакете 1, для внутренней стороны, контактирующей с телом, использовано полотно с точечным поливинилхоридным (ПВХ) покрытием, имеющим следующие характеристики: волокнистый состав - х/б нити, 22,2 текс, вид переплетения - кулирная гладь, поверхностная плотность - 254 г/м2, растяжимость вдоль столбиков - 24% и вдоль рядов 14%, ПВХ-покрытие с добавлением порообразователя нанесено в виде точек с плотностью 225 шт/дм2.
Технология изготовления иммобилизирующих корсетов содержит следующие операции:
- смешивание компонентов композиции;
- распределение композиции по подложке;
- раскраивание деталей оболочки в соответствии с размерами и формой торса потребителя;
- раскраивание деталей подложки в соответствии с деталями оболочки;
- увлажнение деталей подложки;
- размещение подложки между деталями оболочки;
- придание объемной формы деталям корсета путем прибинтовывания к заданному участку тела;
- отверждение деталей корсета на теле человека;
- ниточное соединение деталей корсета.
Для возможности использования подложки в любой необходимый момент предварительно пропитанную подложку разрезают на листы различных типоразмеров и сначала упаковывают в полиэтиленовую пленку, а затем - герметично упаковывают в пакет из фольги (фиг.3).
Оценка физико-механических и гигиенических свойств исследуемых пакетов проводилась путем их сравнения со свойствами прототипа в лабораторных условиях (табл. 1).
Результаты исследований свойств материалов
Сравнительный анализ полученных результатов показал, что при использовании заявляемого способа сохранена точность воспроизведения сложной геометрической поверхности изделиями, изготовленными согласно прототипу, однако значительно улучшены гигиенические и механические свойства исследуемых пакетов по сравнению с прототипом:
- относительная растяжимость образца в вязкотекучем состоянии в продольном направлении пакета 1 увеличена на 8.66%, пакета 2 на 2.36%; в поперечном направлении пакета 1 на 7.35%, пакета 2 на 4.4%;
- паропроницаемость пакета 1 увеличилась на 45%, пакета 2 на 140%;
- воздухопроницаемость пакета 1 увеличилась на 249.3%, пакета 2 на 575.3%;
- достигнуто равномерное распределение композиции по подложке.
Способ апробирован в клинических условиях при изготовлении корсетов из исследуемых пакетов материалов для детей с заболеваниями ОДА в возрасте от 4 до 15 лет.
Для изготовления корсетов предварительно выкраивалась спинка по форме пациента из подготовленных в соответствии с заявляемым способом листов и две детали оболочки с припусками на швы. Раскроенный лист спинки увлажнялся в течение 1 минуты и располагался между двумя деталями оболочки. Затем спинку прибинтовывали к заданному участку спины пациента, который находился в положении, соответствующем требованиям врача, на 15 минут. Окончательную жесткость объемная деталь приобретала в течение 4 часов.
Заготовка полочек и соединение их со спинкой осуществлялись с помощью ниточных соединений, полочки соединялись между собой с помощью застежки-молнии, плечевые срезы полочек и спинки - с использованием эластичной тесьмы.
Полученные корсеты сохраняют все эксплуатационные достоинства прототипа, а именно:
- точно соответствуют поверхности тела пациента;
- соответствуют медицинским требованиям к внутренней поверхности изделий при контакте с телом пациента;
- удобны в эксплуатации.
Использование разработанной технологии изготовления иммобилизирующих корсетов позволяет получить изделия с наименьшей массой, а также уменьшить себестоимость изделия на 19.4% за счет:
- снижения материалоемкости на 22%;
- снижения трудоемкости на 3 часа 13 минут.
Список используемых источников:
1. Патент США №4852556, МПК А 61 F 5/04, 1989 г. Способ изготовления иммобилизирующих изделий.
2. Патент США №4951656, МПК А 61 F 5/04, 1990 г. Способ изготовления ортопедической конструкции из полимерных материалов.
3. Патент ЕПВ №0090289, МПК А 61 L 15/07, 1983 г. Полиуретановые опорные повязки, затвердевающие при увлажнении.
4. Патент РФ №2139733, МПК А 61 L 15/07, А 61 F 5/00, 1999 г. Способ изготовления иммобилизирующих изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИММОБИЛИЗИРУЮЩИХ ИЗДЕЛИЙ | 1998 |
|
RU2139733C1 |
| Способ изготовления гильз протезно-ортопедических изделий из композиционного материала | 2019 |
|
RU2725082C1 |
| КОСТЮМ ДЛЯ РАБОТЫ В НЕВЕСОМОСТИ | 2007 |
|
RU2350524C1 |
| КОСТЮМ ДЛЯ РАБОТЫ В НЕВЕСОМОСТИ | 2007 |
|
RU2338447C1 |
| КОСТЮМ ДЛЯ РАБОТЫ В НЕВЕСОМОСТИ | 2007 |
|
RU2337860C1 |
| КОСТЮМ ДЛЯ РАБОТЫ В НЕВЕСОМОСТИ | 1993 |
|
RU2060913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ДЛЯ ОРТОПЕДИЧЕСКИХ ПОВЯЗОК С НАНЕСЕННЫМ ПЕЧАТНЫМ РИСУНКОМ | 1998 |
|
RU2197392C2 |
| ЭЛАСТИЧНЫЙ БИНТ (ВАРИАНТЫ) | 2013 |
|
RU2656506C2 |
| БИНТ ЭЛАСТИЧНЫЙ КОМПРЕССИОННЫЙ АНТИБАКТЕРИАЛЬНЫЙ (ВАРИАНТЫ) | 2008 |
|
RU2385166C2 |
| СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2496931C1 |

Способ изготовления иммобилизирующих изделий относится к ортопедии и травматологии и может быть использовано для изготовления иммобилизирующих изделий (корсетов, лонгет, ортезов, шин и т.д.), применяемых для лечения и восстановления опорно-двигательного аппарата (ОДА). Полимерную композицию наносят на подложку из пористого материала, после чего ее раскраивают по форме оболочки, увлажняют и располагают между двумя деталями оболочки, при этом обработку краев осуществляют после отверждения композиции. Способ позволяет снизить материалоемкость и трудоемкость изготовления. 4 з.п. ф-лы, 5 ил., 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИММОБИЛИЗИРУЮЩИХ ИЗДЕЛИЙ | 1998 |
|
RU2139733C1 |
| Способ варки туалетной основы при мыловарении6 | 1950 |
|
SU90289A1 |
| US 4951656 А, 28.08.1990. | |||

