Изобретение относится к медицинской технике и предназначен для ортезирования детей, подростков, взрослых при различных патологиях нижних, верхних конечностей и туловища, с преимущественным повышением мышечного тонуса, в том числе возникающих при детском церебральном параличе (ДЦП), последствиях черепно-мозговых травм (ЧМТ), энцефалитов, раннего органического поражения центральной нервной системы (ЦНС), при врожденных аномалиях развития головного мозга, экстрапирамидных нарушениях различного генеза, а также для протезирования детей, подростков и взрослых при ампутациях например, по Шопару, Лисфранку на уровне голени при изготовлении протеза с разрезной гильзой бедра, при экзартикуляции бедра, короткой культе бедра, межподвздошнобрюшной ампутации, когда при изготовлении протеза требуется корсет (полукорсет) и т.д.
Известны способы изготовления гильзы протезно-ортопедических изделий, заключающиеся в получении последовательно гипсовых негатива, позитива с сегмента(ов) тела больного, укладки арматуры в виде трикотажной трубы, пропитка ее синтетической смолой. Полученные гильзы подобны форме сегмента конечности и позволяют использовать их в составе протезно-ортопедических изделий [1, 2]. Однако они невоздухопроницаемы, чрезмерно жесткие, часто вызывают намины, мацерации тканей сегментов тела, болезненность при эксплуатации. Кроме того не обеспечивается корректировка их формы. Такие гильзы быстро деформируются, изменяются в объеме, геометрических размерах и часто расслаиваются, обладают высокой хрупкостью и требуют увеличения толщины стенок, что ведет к увеличению массы и тем самым к повышению энерготрат больного при ходьбе.
Известен способ получения гильзы для протезно-ортопедического изделия (ортеза или протеза) [3]. Известный способ заключается в получении последовательно с сегмента тела больного гипсового негатива, а по нему гипсового позитива, имеющего металлический выступ, установке на позитив разделительного слоя, надевании на позитив двух слоев трикотажной трубы «Белан», изготовлении из углеткани лент и проклейки их краев, укладке первого слоя лент из углеткани и закреплении их марлевым бинтом, надевании на позитив трикотажной трубы с нитью СВМ, изготовлении из углеткани заготовки по форме стопы, укладке ее на позитив и закреплении ее марлевым бинтом, надевании третьего слоя трикотажной трубы с нитью СВМ, а затем надевании четвертого слоя трикотажной трубы, приготовлении связующего на основе ортокриловой смолы иностранного производства, пропитки всех слоев трикотажных труб, лент и заготовки из углеткани, марлевых бинтов, разрезки полученной заготовки, обрезки в соответствии с необходимой формой гильзы.
Однако данный известный способ имеет ряд недостатков. Получаемая гильза чрезмерно жесткая, вызывает намины, болезненность при эксплуатации, а в совокупности с отсутствием воздухопроницаемости - чрезмерную потливость, мацерации кожных покровов сегментов тела. Кроме того повышенная жесткость не позволяет использовать гильзу в изделиях, предназначенных больным со спастическими параличами, когда излишняя жесткая фиксация провоцирует резкое повышение мышечного тонуса, что весьма вредно и особенно проявляется у детей. Известный способ исключает получение гильз для детей младшего возраста из-за чрезмерных габаритов, толщины стенок.
Также из-за очень высокой жесткости гильзы для осуществления ее примерки на пациенте необходимо удалить практически половину гильзы, чтобы пациент мог вложить в изделие пораженную конечность, сегмент тела, так как при большем, чем на 50-60% охвате гильзой сегмента конечности или туловища возникают неудобства пользования изделием - сегмент тела невозможно уложить в гильзе.
При последующем прикреплении гильзы к телу больного с помощью креплений передние отделы сегментов тела (находящиеся там, где гильза вырезана) пережимаются, наступает нарушение кровотока и осуществляется излишнее давление на мягкие ткани и костные образования. При такой обрезке излишне увеличиваются отходы сырья (связующего и арматуры) в процессе производства.
Используемое в известном способе связующее позволяет получать только реактопластичные изделия, в то время как в процессе примерки гильз протезно-ортопедических изделий, а также в процессе носки появляется необходимость подформовки гильз в соответствии с медицинскими показаниями, антропометрическими изменениями. При этом связующее в известном изобретении - иностранного производства и с удельным весом более, чем 1,1 г/см3, что при многослойности известной гильзы создает большой ее вес, в то время как снижение массы протезно-ортопедических изделий, особенно предназначенных для детей, является весьма необходимой задачей.
Известный способ не предусматривает получение в гильзе на нижнюю конечность упругого переднего отдела в области стопы, что препятствует рекуперации энергии в фазу заднего толчка и тем самым снижение энерготрат больного при ходьбе. Кроме того, жесткий передний отдел гильзы препятствует осуществлению движения в плюснефаланговых суставах при ходьбе, что приводит к атрофии переднего отдела стопы.
Полученная гильза по известному способу не обладает воздухопроницаемостью и для увеличения комфортности гильзы перфорируют, при этом резко снижаются прочностные характеристики, а также увеличиваются отходы материала. Кроме того, эти гильзы не имеют антибактериального покрытия и не предохраняют кожные покровы от возможных заболеваний в процессе их использования, а также не имеют вкладного воздухопроницаемого элемента, смягчающего контакт сегментов тела с частью гильзы из композиционного материала.
В известном изобретении применяется углеродная лента, которая в процессе осуществления способа выкраивается из углеродной ткани. Углеродная ткань является сыпучим материалом и поэтому необходимо закреплять края лент клеем, что снижает производительность труда, усложняет технологию производства гильзы, увеличивает трудозатраты на ее изготовление.
Технической задачей данного изобретения является получение легкой гильзы с удельным весом материала гильзы не более 0,85 г/см3, обладающей воздухопроницаемостью, термопластичностью, как с жесткими, так и упругими и эластичными участками в соответствии с медицинскими показаниями, с антибактериальным покрытием внутри и мембранным смягчающим вкладышем, что повысит функциональность ортезов при использовании в них гильз, изготовленных по предлагаемому способу расширить показания к назначению, что позволит учитывать специфику спастических проявлений, детский возраст у больных, улучшит комфортность, удобство пользования, снизит энерготраты больного при ходьбе и тем самым улучшит самочувствие больного, повысит его активность в повседневной жизни, снизит инвалидизацию, а также даст снижение отходов в производстве.
Поставленная задача достигалась тем, что вначале на позитив формуют методом вакуумной формовки вкладыш из вспененного полимерного листового термопластичного материала, трикотажные трубы выполнены поперечно-вязаными с петлями определенных геометрических размеров растяжимостью 50-70%, углеродные ленты выполнены с линейной заполняемостью в пределах 65-75%, приготавливают полиуретановую композицию I, например полиуретановый компаунд АДВ в сочетании компонентов А и Б как 1:1, затем надевают трикотажную трубу на вкладыш позитива, наносят на одну из сторон углеродной ленты эластомерный клей в виде спрея и приклеивают ленты на заднюю поверхность трикотажной трубы, пропитывают полиуретановой композицией I трикотажную трубу и углеродную ленту по задней и боковым поверхностям с охватом 65±5%, надевают второй слой трикотажной трубы и приготавливают полиуретановую композицию II, например полиуретановый компаунд в сочетании компонентов А и Б как 1:0,5÷0,4, затем наносят полиуретановую композицию II на первый и второй слой трикотажных труб спереди, охватывая 35±5% поверхности внахлест на область нанесенный полиуретановой композиции I, после полимеризации разрезают полученную заготовку гильзы спереди по вертикали, снимают с вкладыша и снимают вкладыш с позитива, наносят на внутреннюю поверхность антибактериальный слой катионного поверхностно-активного вещества, изготавливают по позитиву воздухопроницаемый вкладной элемент из мембранного прокладочного материала, устанавливают вкладной элемент внутрь заготовки гильзы, образуя гильз
Сущность предлагаемого изобретения заключается в том, что в зависимости от медицинского назначения, которое определяется врачом-ортопедом, с сегмента(ов) пациента снимается гипсовый негатив, а затем изготавливается гипсовый позитив с загипсованным в торце металлическим профилем. На позитив формуют методом вакуумной формовки вкладыш из вспененного полимерного листового термопластичного материала, например, из вспененного полиэтилена толщиной 2-3 мм и на него наносится место разреза будущей гильзы. Металлический профиль зажимается в тиски и на позитив с вкладышем, предварительно наматывается одним слоем пищевая пленка из полиэтилена, а затем надевается сначала первый слой трикотажной трубы. Для получения композиционного материала с порами использовали трикотажную трубу с определенными геометрическими размерами, то есть применяли трикотажную трубу, выполненную из поперечно-вязанного трикотажа с растяжимостью в пределе от 50% до 70%. При растяжимости менее 50%, трикотажная труба плотная и связующее закрывает ее поры, не создавая необходимой воздухопроницаемости. При растяжимости более 70% структура трикотажной трубы рыхлая и связующее, проходя через трикотаж, как через сетку, заполняя в большей степени структуру трикотажа, не создавая необходимой воздухопроницаемости.
Затем приготавливали полиуретановую композицию I, например полиуретановый компаунд (АДВ) в сочетании компонентов А и Б как 1:1, затем наносили на одну из сторон углеродной ленты эластомерный клей в виде спрея и приклеивали ленты на заднюю поверхность трикотажной трубы, пропитывали полиуретановой композицией I трикотажную трубу и углеродную ленту по задней и боковым поверхностям с охватом 65±5%.Углеродная лента выбрана равноплотной (плотность нитей по основе равна плотности нитей по утку), а линейная заполняемость составляет 65-75%
При линейной заполняемости (3 л.т.) менее 65% (структура ткани более рыхлая) в процессе нанесения полимерного полиуретанового компаунда на позитив, он проникает сквозь поры и, при последующем отверждении композиционный материал получается с малым количеством пор, т.е. обладает низкой воздухопроницаемостью. При линейной заполняемости 3 л.т.больше 75% (ткань плотная) полиуретановый компаунд в процессе нанесения растекается по поверхности ткани, не проникая вовнутрь структуры ткани, и поэтому композиционный материал получается с внутренними дефектами, которые в процессе носки готового изделия провоцируют образование трещин и возможно его расслоение, а также он не содержит достаточного количества пор, что не отвечает заявленным свойствам композиционного материала, т.е. не обладает заявленной воздухопроницаемостью. При изготовлении, например, гильзы для ортеза голеностопного сустава, углеродная лента наносится на заднюю часть вдоль позитива с полиэтиленовым вкладышем с переходом на пяточную область позитива с вкладышем, а затем на подошвенную часть до участка, где располагается плюснефаланговые суставы. В местах, где необходима по медицинским показаниям еще большая жесткость, дополнительно укладывают ленты из углеткани или ленты из высокопрочных синтетических материалов (типа «Русар») (поверх углеродных лент). Ленты приклеивают к пропитанной трикотажной трубе. Ширина и количество лент выбирается исходя из медицинских показаний к жесткости гильзы. Затем на позитив с вкладышем надевают второй слой трикотажной трубы и приготавливают полиуретановую композицию II, например, полиуретановый компаунд в сочетании компонентов А и Б как 1:0,5÷0,4, затем наносят полиуретановую композицию II на первый и второй слой трикотажных труб спереди, охватывая 35±5% поверхности внахлест на область нанесенной полиуретановой композиции I. После этого позитив с полиэтиленовым вкладышем и нанесенными компонентами выдерживают в течение 24 часов при комнатной температуре. В этот период происходила полимеризация композиционного материала.
После полимеризации и отверждения компаунда спереди получается эластичный участок гильзы. При соотношении больше, чем 0,5 компонента Б получаемый участок излишне жесткий, что не дает в должной мере удобно раскрыть передний отдел, а при соотношении меньше, чем 0,4 компонента Б полимеризация осуществляется излишне долго и не в полной мере, оставляя непрочные, неоднородные участки. Полученную заготовку гильзы разрезают по вертикали в отмеченном месте и она легко снимается с вкладыша позитива, так как в этом месте материал гильзы гибкий и края гильзы раскрываются, а за счет применения пищевой пленки из полиэтилена, композиционный материал не прилипает к полиэтиленовому вкладышу, установленному на позитиве. Затем с наружной поверхности заготовки гильзы механическим путем, например, на шарошечно-полировальном станке, снимаются излишки вспенившегося материала до получения ровной поверхности и толщины гильзы не более 2-3 мм, обрабатываются кромки гильзы до получения гладкой поверхности и производится легкая механическая обработка внутренней поверхности до частичного открытия пор композиционного материала.
После этого снимают вкладыш с позитива, а на внутреннюю поверхность гильзы наносят антибактериальный слой катионного поверхностно-активного вещества. Используя позитив в качестве колодки, сшивают из мембранного прокладочного материала, например, типа 3-D сетки типа Space-Tex, Goretex и подобных, воздухопроницаемый вкладной элемент по толщине равный толщине полиэтиленового вкладыша с допуском ±1 мм и устанавливают его внутри гильзы.
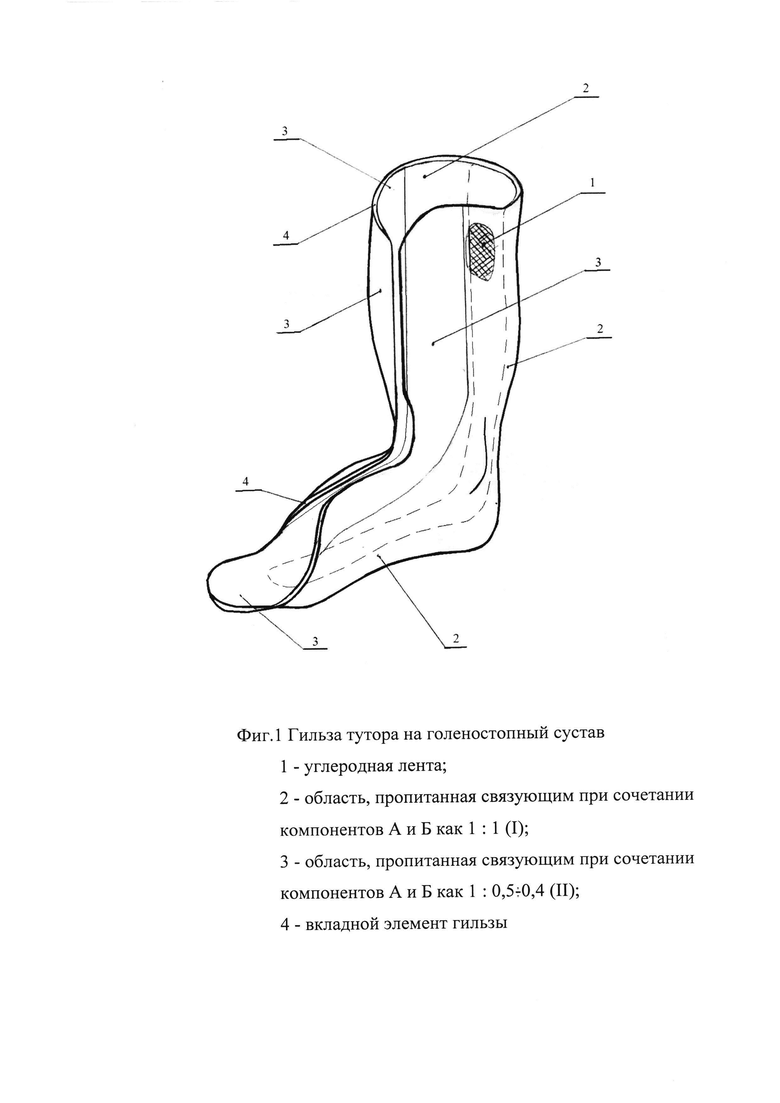
На фиг 1 представлена гильза тутора на голеностопный сустав, где отмечены область 2, пропитанная связующим при сочетании компонентов А и Б как 1:1 (I); область 3, пропитанная связующим при сочетании компонентов А и Б как 1:0,5÷0,4 (II) и вкладной элемент 4 из мембранного прокладочного материала. Для упрочнения задней стенки гильзы, между трикотажными трубами проложена углеродная лента 1.
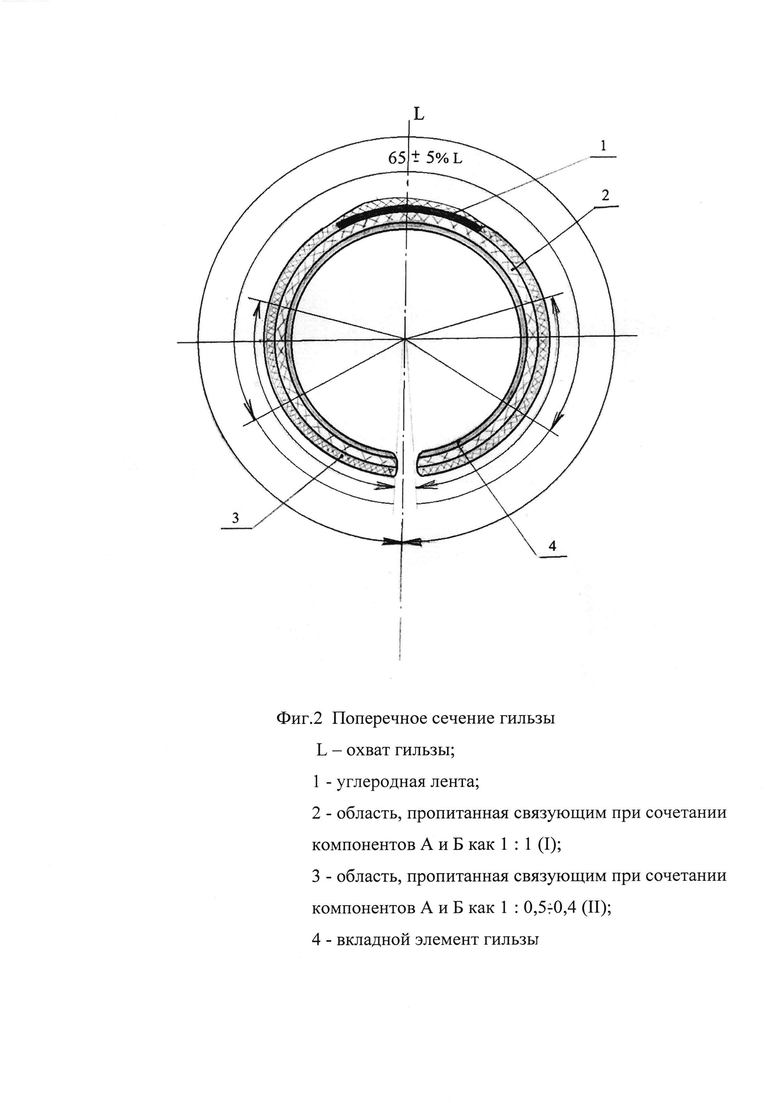
На фиг. 2 представлено поперечное сечение изготовленной гильзы. Как показано на фиг.2 гильза состоит из внутреннего вкладного элемента 4, первой трикотажной трубы 2, пропитанной компонентом (I). Область пропитки составляет 65±5% от всей длины окружности позитива(L) и расположена в задней части гильзы. Задняя часть гильзы упрочнена углеродной лентой 1. Вторая трикотажная труба 3 пропитана компонентом (II) в передней области гильзы и область пропитки ее составляет всю переднюю часть, с захватом 35±5% поверхности внахлест области нанесенной компонентом (I).
Полученная гильза функционирует следующим образом: задние поверхности гильзы создают жесткую базу для фиксации ее на сегменте (ах) конечности или (и) туловища. Менее жесткие, отличающиеся упругостью боковые поверхности гильзы создают упругость, обеспечивающую податливость конструкции, например, при скачках повышения мышечного тонуса и возврат формы гильзы в исходное положение, действуя подобно пространственной пружине. Эластичные передние участки гильзы позволяют их легкое отведение для установки и вынимания сегментов конечностей или (и) туловища, а вкладной элемент смягчает воздействие на кожные покровы и способствует воздухообмену и нормализации потоотделения. В гильзах ортезов на голеностопный сустав передний упругий участок подошвенной области стопы создает рекуперацию энергии, усиливая задний толчок и снижая энерготраты больного при ходьбе.
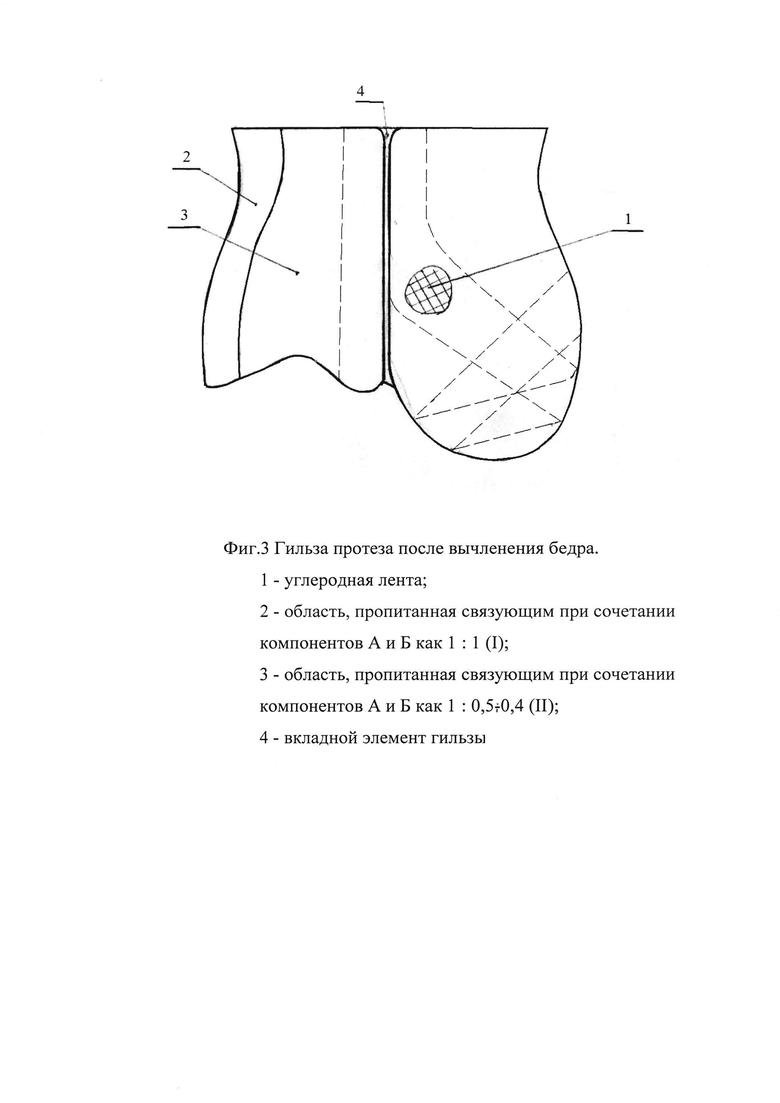
Подобным образом могут быть изготовлены гильзы протезов стопы, имеющими разрез гильзы для крепления протезов голени на бедре гильзы протезов при врожденном недоразвитии, гильзы корсетов для протезов после экзартикуляции в тазобедренном суставе, протезов при короткой культе бедра, выполненные по типу протеза после вычленения бедра, корсеты протезов при межподвздошнобрюшной ампутации. Гильза протеза после вычленения бедра представлена на фиг. 3.
Таким образом, используя в качестве арматуры трикотажную трубу с растяжимостью 50-70%, равноплотную углеродную ленту с линейной заполняемостью 65-75%, дополняемую при необходимости высокопрочным синтетическим материалом (типа «Русар»), а в качестве связующего используя полиуретановый компаунд АДВ в соотношении компонентов А и Б как 1:1 и компаунд, получаемый при соотношении компонентов А и Б как 1:0,5÷0,4,наносимые на определенные области армирующих материалов, надетых на вкладыш позитива, получается термопластичный композиционный материал с воздухопроницаемостью более 170 дм3/м2 с., с жесткими, упругими и эластичными участками и удельным весом 0,75÷0,85 г/см3, который в совокупности с вкладным элементом создает гильзу протезно-ортопедического изделия.
Примеры использования предложенного изобретения:
1. Изготовление туторов на голеностопный сустав.
Проведено ортезирование группы детей (8 человек) в возрасте от 5 до 10 лет. Диагноз: ДЦП.
Врач-ортопед осмотрел каждого пациента и назначил ортопедическое изделие. В данном случае был назначен тутор на голеностопный сустав.
Мастер провел измерение нижней конечности и записал показания в бланк-заказа.
Изготовленный по гипсовому негативу гипсовый позитив, зажатый в тисках обматали полиэтиленовой пищевой пленкой, а затем блоковали из вспененного полиэтилена толщиной 2-3 мм вкладыш. На вкладыш нанесли полиэтиленовую пленку и отметили место разреза будущей гильзы. Затем отрезали трикотажный рукав определенной дины (длина определялась в соответствии с замерами, указанными в бланке-заказа) и натянули на позитив, после этого составили композиция из полиуретанового компаунда АДВ с компонентами А и Б - 1:1(I). На заднюю и боковые поверхности позитива на трикотажный рукав нанесли слой из полимерного компонента (I). Поверхность полимерного связующего составила 65±5% поверхности всего позитива. Затем отрезали углеродную ленту необходимой длины. Углеродную ленту приклеили специальным клеем к трикотажной трубе, располагая ее от верха задней части позитива с захватом пяточной области до середины стопы. На позитив натянули второй слой трикотажной трубы и нанесли полимерное связующее, которое приготовили предварительно из полиуретанового компаунда АДВ с компонентами А и Б - 1:0,5 (II). Причем данное связующее наносили на переднюю и боковые поверхности позитива охватывая 35±5% поверхности внахлест на область нанесенной полиуретановой композиции I. После этого позитив поместили в вытяжной шкаф и оставили на 24 часа. Затем заготовку гильзы сняли с позитива. Верхний слой заготовки гильзы обработали на шарошечно-полировальном станке. Внутреннюю часть заготовки гильзы обработали антибактериальным слоем катионного поверхностно-активного вещества. С позитива сняли вкладыш и, использую позитив как колодку, сшили вкладыш из мембранного прокладочного дышащего материала типа 3-D сетки Space-Tex и вложили его внутрь гильзы.
К полученной представленным способом гильзе с помощью заклепок присоединили элементы крепления: металлические рамки. Крепление изделия (тутора) к нижней конечности пациента осуществлялось с помощью ротационной ленты и ленты «Контакт» в соответствии с рекомендациями, указанными в бланке-заказа.
Примерку тутора осуществлял мастер в присутствии врача-ортопеда. При необходимости, мастер проводит подформовку гильзы при помощи ручного электрофена. В данном случае подформовка гильзам не потребовалась. 2. Изготовление гильз для туторов лучезапястного сустава Проведено ортезирование пятерых детей (возраст от 6 до 9 лет) с поражениями верхней конечности. У четырех детей диагноз ДЦП, у одного ребенка ЧМТ.
Врач-ортопед осмотрел каждого пациента и назначил ортопедическое изделие. В данном случае был назначен тутор на лучезапястный сустав. Мастер ПОИ производит замеры верхней конечности и данные записываются в бланк -заказ. После этого изготавливается гипсовый негатив, а по нему гипсовый позитив.
Гильзы для получения тутора на лучезапястный сустав изготавливались аналогичным способом. Крепление тутора на верхнюю конечность пациентов осуществлялось так же с помощью ротационной ленты и ленты «Контакт». 3.Изготовление корсетов жесткой фиксации.
Проведено ортезирование четырех детей в возрасте от 6 до 12 лет. Диагноз у трех детей - сколиоз II-III степени, у одного - кифоз.
Корсет выполнялся в виде фигурной гильзы соответствующей по форме и конфигурации охватываемой области туловища и элементов крепления.
Был проведен осмотр больных, анализ рентгеновских снимков и в положении «стоя» были проведены необходимые замеры тела пациентов. Данные измерений были записаны в бланк-заказа.
Пациентов устанавливали в раму, надевали петлю Глиссона и, под наблюдением врача осуществляли легкое вертикальное вытяжение, придав позвоночнику положение необходимой достигаемой коррекции. В таком положении мастер изготавливал гипсовый негатив. Изготовление гипсового позитива производилось по принятой на предприятие технологии. На гипсовый позитив с помощью чернильного карандаша наносились расположения шин и областей, требующих усиления углеродной лентой, а также разрез гильзы. Гильза корсета изготавливалась по предложенному способу: из композиционного материала с применением углеродных лент, аналогично изготовлению гильз для голеностопного сустава.
Гильзу, изготовленную предлагаемым способом, раскрыли руками и надели на пациента в положении «стоя» на хлопчатобумажное белье. В положении «лежа», при легком самовытяжении и вытяжении позвоночника, мастер в присутствии врача-ортопеда проверил прилегание корсета к телу пациента, отсутствие или наличие избыточного давления на костные выступы. В случае необходимости, с помощью ручного электрофена, гильза подформовывалась. В процессе примерки проводили дополнительную обрезку и обработку контуров на станке шарошечно-полировальном. Затем проверили комфортность нахождения пациента в корсете при стоянии, сидении, ходьбе. Крепление корсета осуществили с помощью ротационной ленты и ленты застежки «Контакт» по принятой на предприятии технологии. Крепления приклепали к гильзе корсета в соответствии с медицинскими требованиями и данными бланка-заказа.
4. Изготовление протеза стопы по Шопару.
Проведено протезирование инвалида 1969 г.р., диагноз: ампутация стопы по Шопару вследствие травмы.
Протез изготавливался с высокой гильзой, имеющий разрез по задней поверхности голени, а затем гильза соединялась с искусственной стопой. Масса протеза составила 420 г, что не встречалось на практике и в источниках информации. При ходьбе отмечалось улучшение биомеханических характеристик ходьбы по сравнению с ходьбой в ранее использовавшемся протезе. Больной отмечал комфортность гильзы, отсутствие излишнего потоотделения. Больной смог использовать протез с гильзой, изготовленной в соответствии с предложенным способом, но с выполнением жесткого участка спереди, а эластичного сзади для катания на горных лыжах.
Через месяц проведен осмотр детей врачом-ортопедом. Все туторы обеспечили опороспособность пораженных конечностей, улучшили их функциональность, корректировали и удерживали голеностопный сустав, сегменты стопы, голени, а также лучезапястный сустав, кисть, предплечье в заданных положениях. Осмотр кожного покрова у детей показал, что никаких опрелостей, покраснений не обнаружено. Туторы легко надевались и снимались с пораженных конечностей, обеспечивали комфортность носки протезно-ортопедических изделий за счет воздухопроницаемости. Дети и их родители отмечали легкость изделий, а при использовании туторов на голеностопный сустав отмечали возможность упругого отталкивания, облегчающего ходьбу и вовлечение в движения плюснефаланговых суставов, предотвращая их атрофию.
В процессе носки протезно-ортопедических изделий трещин, поломок гильз, как в туторах, так и в корсетах и протезе не обнаружено.
Представленное изобретение - способ изготовления гильз для протезно-ортопедических изделий из композиционного материала отличается от прототипа следующим:
- предложенный способ позволяет получить гильзы, обладающие воздухопроницаемостью более 170 дм3/м2 с (от 6 до 2, пор/дм2), что увеличивает комфортность носки изделия;
- предложенный способ позволяет получить гильзы, имеющие эластичные участки, что позволяет раскрывать гильзу в процессе надевания на пораженную конечность или туловище и снятия изделия с пациента;
- предложенный способ позволяет получить легкие гильзы с удельным весом материала 0,75÷0,85 г/см3, что более чем на 30% меньше, чем у гильз, получаемых по известному способу;
- предложенный способ позволяет получить гильзы, учитывающие специфику спастических параличей, создавая упругость, обеспечивающую податливость конструкции при скачках повышения мышечного тонуса при спастических параличах и возврат формы гильз в исходное положение, действуя подобно пространственной пружине;
- предложенный способ позволяет получать упругость переднего отдела подошвенного участка области стопы гильзы голеностопного сустава, обеспечивая рекуперацию энергии и усиливая задний толчок, тем самым снижать энерготраты больного в процессе локомоции;
- предложенный способ позволяет получать конструкцию гильзы на голеностопный сустав, обеспечивающую возможность осуществления ходьбы в изделиях с вовлечением в движения плюснефаланговых суставов, а за счет выполнения переднего отдела участка стопы гильзы упругим, позволяет осуществлять рекуперацию энергии при ходьбе и увеличивать задний толчок, тем самым снижать энерготраты при осуществлении локомоций;
- предложенный способ позволяет получить конструкцию гильзы, обладающую термопластичностью, что позволяет проводить ее подформовку в процессе примерки, а также по мере изменения медицинских показаний в процессе эксплуатации;
- предложенный способ позволяет получать гильзы с антибактериальными свойствами, что снижает вероятность появления различных кожных заболеваний у больного;
- предложенный способ позволяет получать гильзы, обладающие новыми специфичными функциями, использование которых расширяет медицинские показания к назначению;
- изготовление гильзы предложенным способом сокращает время на изготовление гильзы, поскольку не нужно раскраивать углеродный материал и перфорировать гильзу, что приводит к уменьшению трудозатрат и повышению производительности труда;
- применение предлагаемого способа приводит к экономии сырья: связующего и материала для арматуры, так как применяется рациональная выкладка арматуры и соответственно меньше наносится связующего;
- широкий спектр применения, так как предложенный способ возможно применять для изготовления гильз различных ортопедических изделий (туторы, аппараты, корсеты, стельки, жесткие головодержатели, а также отдельные элементы протезно-ортопедических изделий);
- возможность применения данного способа для получения изделий в других областях промышленности протезов нижних и верхних конечностей гильз экзоскелетонов.
1. «Приемная гильза для протезов нижних конечностей», А.с. СССР №1473124, 1988 г.
2. «Способ получения слоистого пластика для протезно-ортопедических изделий» А.с. СССР №1712190, 1991 г.
3. «Способ получения заготовки гильз для протезно-ортопедического изделия (ортеза или протеза) Патент РФ №2122381, 1997 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА ДЛЯ ПРИЕМНЫХ ГИЛЬЗ ПРОТЕЗОВ И ОРТЕЗОВ | 2006 |
|
RU2320297C1 |
| Аппарат ортопедический на нижнюю конечность с микропроцессорным управлением | 2021 |
|
RU2793532C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ГИЛЬЗЫ ДЛЯ ПРОТЕЗНО-ОРТОПЕДИЧЕСКОГО ИЗДЕЛИЯ (ДЛЯ ОРТЕЗА ИЛИ ПРОТЕЗА) | 1997 |
|
RU2122381C1 |
| ОРТЕЗ (АППАРАТ) НА ВСЮ НОГУ С ГИЛЬЗАМИ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО СБОРКИ (ИЗГОТОВЛЕНИЯ) | 1997 |
|
RU2127569C1 |
| Способ изготовления протезно-ортопедических изделий | 1988 |
|
SU1623645A1 |
| Аппарат ортопедический на всю ногу | 2018 |
|
RU2708841C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА ДЛЯ ОРТЕЗОВ НА ГОЛЕНОСТОПНЫЙ СУСТАВ | 2006 |
|
RU2328314C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРТОПЕДИЧЕСКОГО ИЗДЕЛИЯ | 2024 |
|
RU2838529C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИММОБИЛИЗИРУЮЩИХ ИЗДЕЛИЙ | 1998 |
|
RU2139733C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАТНОСИММЕТРИЧНОЙ ГЕОМЕТРИЧЕСКОЙ КОПИИ ЛЮБОЙ ЧАСТИ ТЕЛА ПАЦИЕНТА, НАПРИМЕР КОНЕЧНОСТИ | 1997 |
|
RU2125422C1 |
Изобретение относится к медицинской технике, а именно к ортезированию и ортезостроению, и раскрывает способ изготовления гильз протезно-ортопедических изделий из композиционного материала. Способ позволяет получить гильзы с удельным весом не более 0,85 г/см3, при этом гильза обладает воздухопроницаемостью, термопластичностью, имеет области как с жесткими, так и упругими и пластичными участками в соответствии с медицинскими показаниями, с антибактериальным покрытием внутри и мембранным, смягчающим вкладышем. Процесс изготовления гильз для ортезов предложенным способом приводит к снижению отходов и трудозатрат на изготовление одного изделия (гильзы), повышению производительности труда, а это в свою очередь увеличивает выпуск протезно-ортопедических изделий. Изобретение может быть использовано для ортезирования детей, подростков и взрослых при различных патологиях нижних, верхних конечностей и туловища, с преимущественным повышением мышечного тонуса, в том числе возникающих при детском церебральном параличе (ДЦП), последствиях черепно-мозговых травм (ЧМТ), энцефалитов, раннего органического поражения центральной нервной системы (ЦНС), при врожденных аномалиях развития головного мозга, экстрапирамидных нарушениях различного генеза и др. 3 ил., 1 пр.
Способ изготовления гильз протезно-ортопедических изделий из композиционного материла, заключающийся в изготовлении гипсового негатива и по нему гипсового позитива, имеющего металлический выступ, установке на позитив разделительного слоя, надевании на позитив двух слоев трикотажной трубы «Белан», изготовлении из углеткани лент и проклейки их краев, укладке первого слоя лент из углеткани и закреплении их марлевым бинтов, надевании на позитив трикотажной трубы с нитью СВМ, изготовлении из углеткани заготовки по форме стопы, укладке ее на позитив и закреплении ее марлевым бинтом, надевании третьего слоя трикотажной трубы с нитью СВМ, а затем надевании четвертого слоя трикотажной трубы, приготовлении связующего на основе ортокриловой смолы иностранного производства, пропитке всех слоев трикотажных труб, лент и заготовки из углеткани, марлевых бинтов, разрезке полученной заготовки, обрезке, отличающийся тем, что вначале на позитив формуют методом вакуумной формовки вкладыш из вспененного полимерного листового термопластичного материала, трикотажные трубы выполнены поперечно-вязаными с петлями определенных геометрических размеров растяжимостью 50-70%, углеродные ленты выполнены с линейной заполняемостью в пределах 65-75%, приготавливают полиуретановую композицию I, например полиуретановый компаунд АДВ в сочетании компонентов А и Б как 1:1, затем надевают трикотажную трубу на вкладыш позитива, наносят на одну из сторон углеродной ленты эластомерный клей в виде спрея и приклеивают ленты на заднюю поверхность трикотажной трубы, пропитывают полиуретановой композицией I трикотажную трубу и углеродную ленту по задней и боковым поверхностям с охватом 65±5%, надевают второй слой трикотажной трубы и приготавливают полиуретановую композицию II, например полиуретановый компаунд в сочетании компонентов А и Б как 1:0,5÷0,4, затем наносят полиуретановую композицию II на первый и второй слой трикотажных труб спереди, охватывая 35±5% поверхности внахлест на область, нанесенной полиуретановой композиции I, после полимеризации разрезают полученную заготовку гильзы спереди по вертикали, снимают с вкладыша и снимают вкладыш с позитива, наносят на внутреннюю поверхность антибактериальный слой катионного поверхностно-активного вещества, изготавливают по позитиву воздухопроницаемый вкладной элемент из мембранного прокладочного материала, устанавливают вкладной элемент внутрь заготовки гильзы, образуя гильзу.
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ГИЛЬЗЫ ДЛЯ ПРОТЕЗНО-ОРТОПЕДИЧЕСКОГО ИЗДЕЛИЯ (ДЛЯ ОРТЕЗА ИЛИ ПРОТЕЗА) | 1997 |
|
RU2122381C1 |
| Способ изготовления приемных гильз протезов конечностей | 1981 |
|
SU1005784A1 |
| DE 3446580 A1, 04.07.1985 | |||
| УСТРОЙСТВО БЛОКИРОВКИ БЫКАТНОГО ВЫКЛЮЧАТЕЛЯ КРУ | 0 |
|
SU266892A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

