Изобретение относится к способу изготовления лент для ортопедических повязок с нанесенным печатным рисунком. В частности, изобретение относится к процессу изготовления плотно прилегающих лент для ортопедических повязок, снабженных отпечатанными указателями с повышенной оптической плотностью и характеристиками печати.
Синтетические ленты для ортопедических повязок широко применяются в промышленности здравоохранения. Материалы для ортопедических повязок изготавливают из пропитанной жидкой смолой узкой ткани или ленты для повязок, выполненной из стекловолокна и/или синтетических волокон, таких как сложные полиэфиры, нейлон, полиолефины и т.п. Ортопедические повязки из синтетического материала имеют ряд преимуществ по сравнению с обычными повязками, поскольку они легче, прочнее и более воздухопроницаемы благодаря структуре применяемого материала.
Отверждающиеся в воде полиуретановые преполимеры, раскрытые в патенте США 4433680 (Yoon), представляют собой особенно предпочтительную отверждающуюся жидкую смолу для использования в синтетических материалах для ортопедических повязок. Эти полиуретановые преполимеры, в которых используют диморфолинодиэтилэфирный катализатор, имеют длительный срок хранения, в течение которого полиуретановый полимер сохраняется в жидком состоянии. При использовании ленты для повязки ее извлекают из герметичной упаковки и помещают на несколько секунд в воду. Затем ее вынимают из воды и накладывают пациенту, обычно на кругловязаное трикотажное полотно и мягкую прокладку. Бандаж быстро переходит в твердое состояние, в котором он способен удерживать перелом в неподвижном состоянии.
Сетчатое трикотажное полотно широко используют в качестве лент для гипсовых повязок благодаря присущей им способности растягиваться и благодаря их способности сохранять устойчивую сеточную структуру при растяжении вдоль длины и/или ширины ткани. Растяжимость является важным фактором, поскольку очень желательно, чтобы отвердевшая повязка равномерно прилегала к неравномерным поверхностям тела пациента без создания точек надавливания. Растягиваемые узкие полотна, т.е. ленты можно накладывать на тело пациента без мелких складок и/или сгибов для компенсации неровностей тела. Высокая пористость, сетчатая трикотажная структура ткани позволяют нанесенной на ленту смоле отвердевать с относительно высокой скоростью и обеспечивает циркуляцию воздуха через отвердевающую повязку, что повышает комфортное состояние пациента.
В патенте США 4668563 (Buese и др.) раскрыты высокомодульные ленты для повязок с повышенной прилегаемостью, в которых материал ленты для повязок изготовлен из комбинации высокомодульных нитей и эластичных нитей. Эластичные нити включены в ткань в продольном направлении для придания ткани растяжимости между 40 и 200% в продольном направлении. Эти ткани являются предпочтительно рашелевым трикотажным полотном, в котором эластичные нити образуют петельные столбики или распределены между ними. Эластичные нити включают в полотно во время процесса производства трикотажа при заданной величине натяжения, так что готовое полотно собирается в умеренной степени в сборки или складки при выходе из вязальной машины. Полученное полотно пропитывают отверждающимся преполимером для получения ленты для повязок с существенно повышенной прилегаемостью, которая имеет широкий коммерческий успех.
В последнее время значительный коммерческий успех имеют также ленты с нанесенным печатным рисунком для ортопедических повязок, раскрытые в патенте США 5088484. В этих лентах для повязок используют сетчатое трикотажное полотно, несущее красящие вещества, которые нанесены на ленту видимым рисунком с помощью различных обычных процессов, включая окрашивание, сублимационную цветную печать и краскоструйную печать. Видимый рисунок, образованный красящим веществом, является устойчивым в присутствии необработанной, отверждающейся смолы для повязок, а также в присутствии обработанной, отвердевшей смолы.
Ленты с нанесенным печатным рисунком для повязок снабжают предпочтительно цветными рисунками со значительной оптической плотностью и равномерностью, так что цветные рисунки хорошо заметны на готовой повязке. Однако хорошо прилегающие ленты для повязок на основе высокоэластичных полотен обычно растягиваются при наложении пациенту, что приводит к нарушению рисунка на ленте, а также к нарушению оптической плотности рисунка. Искажение формы видимого рисунка на сетчатом, высокоэластичном трикотажном полотне является неравномерным вследствие эффекта "образования сужения", при котором эластичное полотно сужается в направлении ширины при его растяжении в направлении длины. Этот эффект образования сужения особенно заметен для сетчатого, высокоэластичного трикотажного полотна вследствие переплетенного характера структуры трикотажного полотна, а также вследствие относительно низкого основного веса, т.е. относительно низкой плотности сетчатого трикотажного полотна. Воздействие на нанесенный печатный рисунок вследствие растяжения хорошо прилегающей ленты для повязок увеличивается за счет сетчатой структуры полотна ленты и характера самого полотна. В расслабленном состоянии сетчатое трикотажное полотно, основанное на эластичных нитях, обычно собирается в складки или утолщается. В соответствии с этим при растяжении полотна оптическая плотность полотна уменьшается как за счет увеличения пористости полотна, так и уменьшения толщины полотна.
Искажение видимых рисунков, напечатанных на эластичном полотне, вследствие последующего растяжения полотна известно, например, из патента США 3613679 (Vijou). В этом патенте предлагается наносить видимый рисунок на эластичный бинт, применяемый для поддержки растянутого сустава или т.п. посредством обертывания с натяжением бинта вокруг поврежденного сустава. Неискаженный рисунок наносят на эластичный бинт печатным способом в растянутом состоянии. При последующем ослаблении бинта рисунок искажается. При наложении бинта на пациента к бинту прикладывают заданное усилие путем растяжения бинта в достаточной степени для возвращения рисунка в неискаженное состояние. Хотя теоретически изменения в искажении рисунка должны однозначно указывать на желаемую величину растяжения эластичного бинта, однако в патенте США 4437408 (Arkans) указывается, что поскольку эластичное полотно имеет различные характеристики растяжения для различных партий или типов полотна, то изменения геометрической формы являются необязательно равномерными. Согласно этому патенту, равномерность искажения рисунка на эластичных бинтах можно достичь путем печатания геометрической формы на эластичный бинт при поддержании в бинте заданной величины натяжения вместо заданной величины растяжения.
Несмотря на ожидаемое, согласно уровню техники, сохранение геометрического рисунка, напечатанного на растянутой эластичной ленте, при приложении к эластичной ленте контролируемого натяжения, если в последующем растянуть ленту на ту же величину, что и при печатании, было установлено, что сетчатое трикотажное полотно для ортопедических повязок, основанное на эластичных комплексных нитях, не проявляет равномерного ожидаемого поведения. Таким образом, при печатании при натяжении с использованием обычных процессов печати и последующем покрытии жидкой смолой с использованием обычного оборудования для покрытия, эти ленты не показывают неискаженный рисунок при их последующем растяжении примерно на ту же величину, что и при печатании. Имеются существенные различия между сетчатыми трикотажными лентами для ортопедических повязок и эластичными бинтами, включая существенные различия в силе ленты. Меньшая сила лент для повязок делает эти ленты более чувствительными к изменениям натяжения. Кроме того, в лентах для повязок при растяжении более сильно проявляются изменения по толщине и образование сужения.
Данное изобретение обеспечивает создание хорошо прилегающих лент для ортопедических повязок, содержащих эластичные элементарные нити и несущих нанесенные печатные указатели с улучшенной оптической плотностью и характеристиками печати. Ленты для ортопедических повязок, согласно изобретению, можно изготавливать с использованием доступного оборудования офсетной печати, которое обеспечивает значительную гибкость при изготовлении небольших партий различных рисунков. Ленты для повязок являются высокоэластичными лентами с относительно небольшой силой стягивания, однако обеспечивают очень равномерное искажение напечатанного рисунка при растяжении ленты для повязок, даже после покрытия отверждающейся жидкой смолой, однако перед ее отвердеванием.
Согласно изобретению, способ изготовления ленты с нанесенным печатным рисунком для ортопедических повязок содержит стадии: а) растяжения ленты из трикотажного сетчатого эластичного полотна, имеющей эластичные комплексные нити, проходящие в направлении длины в количестве более чем около 20%; в) печатания видимого рисунка на указанную ленту из полотна, причем этот печатный рисунок выполняют с помощью высыхающей при низкой температуре печатной краски по меньшей мере одного цвета; с) пропускания отпечатанной ленты из полотна через зону нагревания, в которой поддерживают температуру менее чем около 100oС при поддержании отпечатанной ленты из полотна в растянутом состоянии, и удаления из указанной зоны нагревания отпечатанной ленты, на которой печатная краска находится по существу в сухом состоянии; и д) покрытия после этого отпечатанной ленты из полотна жидкой смолой, способной отвердевать с образованием затвердевшей пластмассы.
Целесообразно в зоне нагревания поддерживать температуру менее чем около 80oС.
Желательно использовать ленту из трикотажного эластичного полотна, которая имеет растяжимость по меньшей мере около 30%.
При этом предпочтительно, чтобы лента из трикотажного эластичного полотна имела растяжимость менее чем около 100%, а эластичные комплексные нити содержали термопластичный эластомер.
Желательно, чтобы лента из трикотажного эластичного полотна была выполнена по существу полностью из необъемных, непрерывных полимерных нитей и эластичных нитей.
Целесообразно ленту из трикотажного эластичного полотна растягивать на стадии растяжения на величину по меньшей мере около 25%.
В предпочтительном варианте лента из трикотажного эластичного полотна содержит по меньшей мере около 42 отверстий на квадратный сантиметр и при этом имеет в ослабленном состоянии по меньшей мере около 6 петельных рядов на сантиметр.
Возможно ленту растягивать на стадии растяжения посредством приложения к ней усилия натяжения меньшего, чем 32 г/см ширины ленты.
Желательно, чтобы эластичные комплексные нити содержали нити из полиэтилентерефталата.
В предпочтительном варианте осуществления способа высыхающая при низких температурах печатная краска содержит по меньшей мере один пигмент, отверждающуюся смолу, содержащую отверждающуюся на воздухе растительную маслянистую смолу, и по меньшей мере одно активируемое теплом сшивающее вещество.
Возможно, чтобы способ дополнительно содержал стадии ослабления отпечатанной ленты перед стадией нанесения покрытия и обеспечения отвердевания высохшей печатной краски в течение по меньшей мере трех суток перед стадией нанесения покрытия.
Кроме того, возможно, чтобы способ дополнительно включал стадию, следующую за стадией отвердевания, пропускания отпечатанной ленты через нагреваемую зону сушки, в которой поддерживают температуру менее чем 100oС при поддерживании ленты в по существу свободном от натяжения состоянии.
Особенно предпочтительно, чтобы способ дополнительно содержал стадию отвода сухой отпечатанной ленты из зоны нагревания, в которой поддерживают температуру менее, чем около 100oС охлаждения ленты при поддержании ее в свободном от натяжения состоянии, приложения усилия натяжения к охлажденной ленте и поддержания ленты в состоянии натяжения во время стадии нанесения покрытия.
При этом желательно ленту из трикотажного полона поддерживать впитывающей печатную краску подложкой по меньшей мере в течение стадии печатания.
Без связи с какой-либо теорией можно предположить, что применение высыхающих при низкой температуре печатных красок и минимизация воздействия на сильноэластичную ленту высоких температур в растянутом состоянии, улучшает равномерность растяжения ленты во время процесса печати, а также снижает вероятность изменения свойств растяжения ленты во время процесса печати. Высокие температуры являются предположительно особенно нежелательными, поскольку трикотажная лента для повязок имеет относительно небольшую силу (усилие, необходимое для растяжения полотна на определенный процент для предотвращения сдавливания конечности пациента после наложения ленты и перед отвердеванием смолы). Необходимость небольшой силы полотна для лент для ортопедических повязок подробно обсуждается в патенте США 4668563 (Buese и др. ), содержание которого включается в данное описание. Хотя известно, что многие эластичные комплексные нити изменяют их свойства растяжения временно или постоянно после теплового воздействия, однако можно предположить, что желаемая низкая сила ленты для ортопедических повязок вместе с открытой структурой полотна делают ленту более чувствительной к изменениям растяжения, вызываемых воздействием тепла.
Кроме того, можно полагать, что нанесение печатного рисунка на ленту при поддержании в ней растяжения ниже уровня ожидаемого растяжения при наложении ленты на пациента, минимизирует возможное постоянное уменьшение характеристик растяжения ленты, которое может возникнуть во время процесса печати. В этом случае поглощение печатной краски меньше, чем достигалось бы в процессе печати с использованием более растянутой ленты. Кроме того, степень натяжения эластичных нитей во время нагрева ленты для сушки также уменьшается. Хотя на ленту наносят неискаженный печатный рисунок во время ее растяжения с меньшей степенью, чем при наложении на тело пациента, было установлено, что геометрический рисунок, видимый на готовой повязке в ее отвердевшем состоянии, соответствует в существенных соотношениях первоначальному печатному рисунку, нанесенному на ленту.
На чертежах, которые представляют часть раскрытия изобретения, изображено:
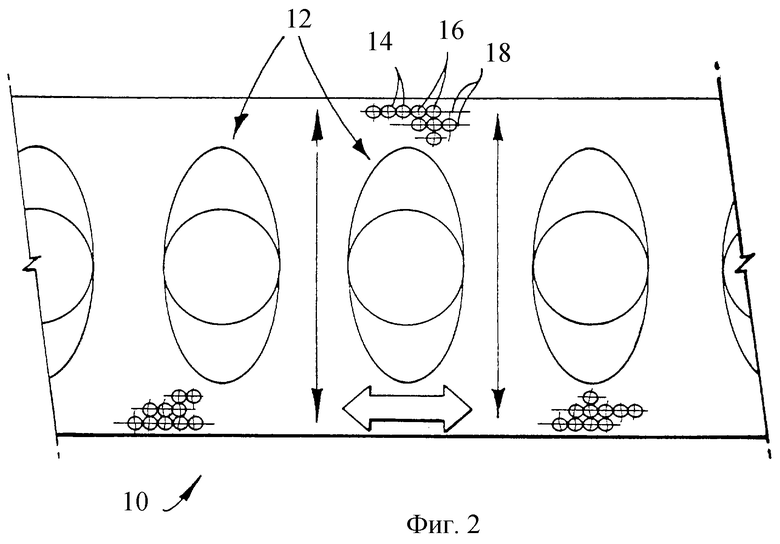
фиг. 1 - вид сверху ленты с видимым рисунком для повязки, согласно изобретению, в растянутом состоянии, несущей печатный рисунок в неискаженном виде, нанесенный на ленту в процессе печати;
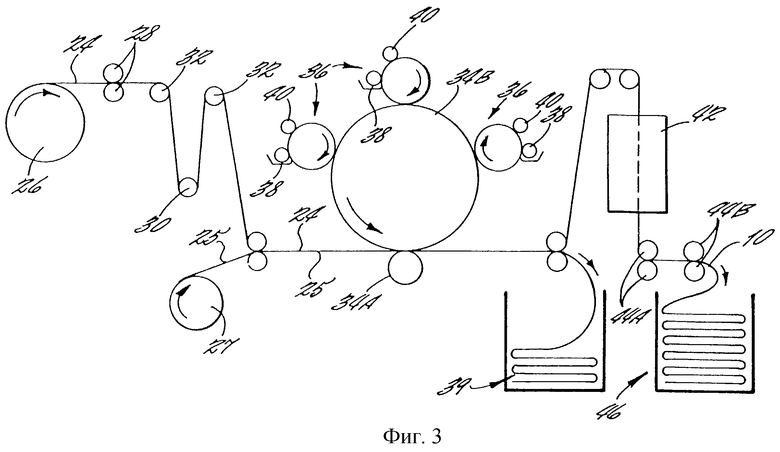
фиг.2 - вид сверху ленты с видимым рисунком для повязки согласно изобретению на фиг.1 в ослабленном состоянии после сушки печатного рисунка; лента сжалась в направлении длины и расширилась в направлении ширины или в направлении, поперечном направлению обработки, при этом печатный рисунок искажен аналогичным образом;
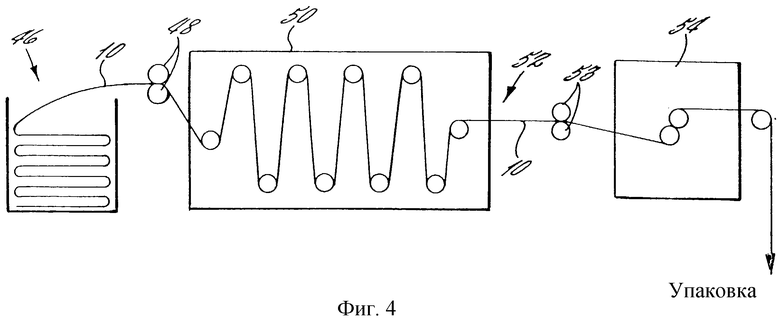
фиг. 3 - схематичный вид устройства для изготовления ленты с нанесенным печатным рисунком для ортопедических повязок согласно предпочтительному варианту выполнения изобретения; и
фиг. 4 - схематичный вид предпочтительного варианта устройства для сушки трикотажного сетчатого полотна с нанесенным печатным рисунком, согласно фиг. 1 и 2 в состоянии без существенного натяжения, а также для последующего охлаждения и растяжения полотна и последующего покрытия полотна жидкой смолой при поддержании полотна в растянутом состоянии.
Ниже приведено подробное описание предпочтительных вариантов выполнения изобретения для подтверждения возможности реализации изобретения. Из описания следует, что хотя используются специфические понятия для описания предпочтительных вариантов выполнения, они используются только в описательном смысле, а не с целью ограничения изобретения. Из описания также следует, что возможны различные изменения изобретения и оно может быть выполнено в различных видах, отличных от описанных, а также представленных на чертежах предпочтительных вариантов выполнения изобретения. На чертежах одинаковыми позициями обозначены одинаковые элементы.
На фиг. 1 схематично показана трикотажная сетчатая лента 10 для ортопедических повязок в растянутом состоянии, несущая видимый печатный рисунок 12 в не искаженном виде, нанесенный на ленту в процессе печати. Трикотажная сетчатая лента 10 для ортопедических повязок представляет собой высокоэластичное полотно, образованное множеством петельных столбиков и петельных рядов, показанных в целом как нити 14 и 16 соответственно. Петельные столбики 14 проходят продольно вдоль ленты для повязок, а петельные ряды 16 проходят в целом поперек петельных столбиков 14, т.е. петельные ряды 16 проходят в направлении ширины ленты 10. Петельные ряды 16 и петельные столбики 14 выполнены предпочтительно из любых различных натуральных и/или синтетических нитей, включая нити, выполненные из сложного эфира, такого как полиэтилентерефталат; полиолефинов, таких как полипропилен; полиамидов, таких как нейлон 6 и нейлон 6,6; стекла, углерода, хлопка, вискозного волокна и т.п. Часть или все петельные столбики 14 включают эластичную растягивающуюся нить, обозначенную в целом как нить 18. Используемое здесь понятие "нить" включает любые из различных хорошо известных структур нитей, включая нити, выполненные из моноволоконного или мультиволоконного непрерывного материала, пряжу, выполненную из штапельного волокна и т.п.
На фиг. 2 схематично показана трикотажная сетчатая лента 10 для ортопедических повязок с видимым рисунком, показанная на фиг.1, в расслабленном состоянии после сушки печатного рисунка 12. Как следует из сравнения фиг.1 и 2, ослабленная лента на фиг.2 сжалась в направлении длины. Однако ослабленная эластичная лента на фиг. 2 увеличилась в направлении ширины или в поперечном обработке в направлении длины. Это происходит в результате эффекта образования сужения, при котором эластичное полотно сужается в направлении ширины при его растяжении в направлении длины. Эффект сужения особенно заметен в сетчатом, высокоэластичном трикотажном полотне вследствие переплетенного характера структуры трикотажного полотна, а также вследствие относительно низкого основного веса, т.е. относительно низкой плотности сетчатого трикотажного полотна.
Из сравнения фиг. 1 и 2 также следует, что печатный рисунок 12 искажен после растяжения и ослабления высокоэластичной трикотажной ленты 10. Таким образом, после натяжения ослабленного полотна ленты, показанного на фиг.2, рисунок 12 изменяется в более длинную и более узкую форму, показанную на фиг. 1. Дополнительно к изменению формы рисунка изменяется также оптическая плотность рисунка 12 при растяжении или ослаблении трикотажной ленты 10. Вследствие относительно низкой плотности полотна сетчатой трикотажной ленты 10 петельные ряды 16, образующие поперечные нити ленты 10, отодвигаются друг от друга при растяжении полотна, в то время как петельные столбики 14, образующие продольные нити ленты 10, придвигаются ближе друг к другу. Таким образом, при растяжении волокна оптическая плотность видимого рисунка 12 уменьшается вдоль длины рисунка 12 и увеличивается вдоль ширины рисунка 12.
Поскольку высокоэластичные ленты для повязок предназначены для существенного растяжения при наложении на тело пациента перед отвердеванием жидкой смолы, видимый рисунок на ленте искажается как по форме, так и по характеристикам оптической плотности в соответствии с приведенными выше причинами. Эти нежелательные искажения предотвращаются согласно данному изобретению за счет нанесения печатного рисунка на сетчатую трикотажную ленту 10 при нахождении ленты 10 в растянутом состоянии. Это обеспечивает возможность управления как формой, так и характеристиками оптической плотности рисунка 12 на сетчатой трикотажной ленте 10 при ее наложении в растянутом состоянии на тело пациента и последующем отвердевании на пациенте в растянутом состоянии. Сетчатую трикотажную ленту 10 для ортопедических повязок можно изготавливать из различных нитей и с различными трикотажными структурами. Хотя петельные столбики 14 и петельные ряды 16 могут быть выполнены из стеклянных или других неорганических или синтетических высокомодульных полимерных нитей, например нитей из полиэтилентерефталата, изготовленных из полимера с низкой характеристической вязкостью (IV), обычно применяемых для изготовления готовых промышленных изделий, таких как автомобильные покрышки или клиновые ремни, или из различного натурального волокна, такого как хлопок или шерсть, петельные ряды 16 и петельные столбики 14 предпочтительно изготавливают из синтетических мультиволоконных непрерывных нитей, имеющих низкую способность к влагопоглощению, включая нити, выполненные из сложных полиэфиров, предпочтительно полиэтилентерефталата, или полиолефинов, предпочтительно полипропилена. Поглощающие влагу нити могут осложнять процесс нанесения покрытий на полимер, если применяются предпочтительные активируемые водой полимеры, а также отрицательно влиять на срок хранения предпочтительно упакованных изделий, и поэтому они не являются предпочтительными. В настоящее время для выполнения петельных столбиков 14 и петельных рядов 16 предпочтительными являются непрерывные нити из полиэтилентерефталата.
Синтетические непрерывные мультиволоконные нити предпочтительно являются необъемными или "плоскими" нитями, т.е. нитями, которые по существу не подвергались текстурированию или другой обработке, увеличивающей объем, и имеют характеристическую вязкость и прочность на разрыв текстильных сортов, т.е. нити имеют прочность на разрыв менее чем около 8 г на денье, более предпочтительно менее чем 7 г на денье, что повышает прилегаемость и гладкость готовой ленты для повязок. Ранее уже было установлено, что такие текстильные сорта непрерывных мультиволоконных плоских нитей, имеющих общий титр около 150 денье, можно использовать для выполнения как петельных рядов, так и петельных столбиков в комбинации с эластичными комплексными нитями, включенными в петельные столбики для обеспечения прочностных параметров готовых отвердевших повязок, сравнимых или превышающих прочностные параметры обычных отвердевших повязок из стекловолокна, имеющих сравнимый вес.
Ленты 10 для ортопедических повязок являются высокоэластичными лентами, имеющими растяжимость в направлении длины полотна по меньшей мере около 25%, предпочтительно по меньшей мере около 30%, более предпочтительно по меньшей мере около 40%. Растяжимость измеряют при приложении веса 0,68 кг на 25,4 мм ширины образца непокрытой ленты, например трикотажного полотна, имеющего длину 254 мм, в течение времени, достаточного для того, чтобы удлинение по существу не менялось. Растяжимость вычисляют посредством выражения увеличения длины в процентах от первоначальной длины, причем понятие растяжимости, как оно используется здесь, применяется к удлинению, составляющему по меньшей мере около 60%, предпочтительно по меньшей мере около 70%, которое восстанавливается при удалении веса вскоре после стабилизации удлинения. Предпочтительно, чтобы растяжимость ленты составляла менее чем около 100%. В очень предпочтительном варианте выполнения изобретения лента имеет растяжимость перед нанесением покрытия в диапазоне от около 40 до около 85%, и даже более предпочтительной является растяжимость в диапазоне от около 60 до около 70%. Как указано в патенте США 4668563 (Buese и др.), сила бинта для ортопедических повязок должна быть низкой для предотвращения сжатия конечностей пациента после наложения на тело пациента и должна находиться в диапазоне между около 40 и 170 грамм на один дюйм ширины ленты при растяжении полотна 30%.
Для получения высокоэластичной ленты для повязок все или часть петельных столбиков 14 включают в себя эластичную растяжимую нить 18. Эластичная нить предпочтительно выполнена из эластомерного материала, т.е. образующего полотно материала, имеющего присущую ему растяжимость и восстанавливаемость. Эластичную растяжимую нить можно изготавливать из обработанного кислотой природного каучука или синтетического термопластичного эластомера, такого как полиизопрен, полибутадиен, сополимеры стирена и диена, включая двух- и трехблочные сополимеры стирена с бутадиеном, изопреном, или насыщенные или ненасыщенные блокполимеры этилена и пропилена, такие как сополимеры KRATONTM сополимеры акрилонитрила и диена, полихлоропрена, сополимеры полихлоропрена и других мономеров, этиленпропиленовые термопластичные эластомеры, включая сополимеры этилена и пропилена и этилен-пропилен-диеновые терполимерные эластомеры и блоксополимеры этилена и бутена, гексена, октена, децена или 4-метилпентена, предлагаемые в торговле как смолы ExactTM, эластомеры из сложных полиэфиров-полиэфиров, предлагаемые в торговле как смолы HytrelTM, полиуретаны, эластомеры, основанные на полиуретанах и сложных полиэфирах, включая материалы, предлагаемые как PellathaneTM, силиконовые эластомеры, включая имеющие высокий молекулярный вес линейные дивинилполидиметилсилоксаны и их сшитые гидридом кремния полимеры, полиэфир-полиамидные эластомеры, предлагаемые в торговле как PebaxTm, и т.п.
Нити, изготовленные из динамически вулканизованной смеси из олефинового каучука и термопластичной олефиновой смолы, раскрытых в патенте США 4130535, и предпочтительно динамически вулканизованной смеси из полипропилена и каучука EDPM, предлагаемого в торговле как Santoprene®, являются предпочтительными в настоящее время, поскольку было установлено, что эти нити являются по существу инертными по отношению к активируемым водой полиуретановым смолам, так что обеспечивается получение ленты для повязок со сроком хранения между двумя и четырьмя годами при сохранении восстанавливаемого удлинения около 70%.
Эластичные нити 18 предпочтительно включены в по меньшей мере одну четверть, предпочтительно по меньшей мере в одну треть петельных столбиков и предпочтительно по существу равномерно распределены по ширине полотна, например включены в каждый четвертый или в каждый третий, каждый второй или в каждый петельные столбики и т.д. Наиболее предпочтительно эластичные нити 18 включены во все петельные столбики и таким образом равномерно распределены по ширине полотна. Структуры полотна, содержащие эластичные нити в петельных столбиках полотна, раскрыты в упомянутом выше патенте US, A, 4668563.
Ленту 10 для ортопедических повязок можно изготавливать на различных и многочисленных трикотажных машинах, предпочтительно на рашелевых трикотажных машинах. Трикотажная машина должна иметь более 10-12 игл на один дюйм в зависимости от титра нити и числа петельных рядов на 2,54 см, и более предпочтительно должны иметь от около 14 до около 28 игл на 2,54 см, например около 18 игл на 2,54 см. На практике трикотажное полотно будет обычно существенно сжиматься как вдоль своей длины (направление обработки), так и поперек ширины (направление, поперечное направлению обработки) вследствие включения эластичных нитей в некоторые или во все петельные столбики. В готовом состоянии ленты для повязок обычно имеют ширину в диапазоне от около 5 до около 13 см; однако во время процесса вязания трикотажная лента имеет обычно большую ширину и увеличенную длину.
Процесс вязания выполняют предпочтительно с образованием равномерно и близко расположенных друг от друга непрерывных петельных рядов нити в количестве по меньшей мере около 15 петельных рядов на линейный дюйм ленты, измеренный в ослабленном состоянии. Число петельных рядов предпочтительно составляет около 16 на один линейный дюйм ленты, более предпочтительно между около 17 и около 22 на один дюйм ленты. Число петельных столбиков в полотне ленты выбирают в зависимости от числа петельных рядов в количестве, достаточном для обеспечения по меньшей мере около 275 отверстий на квадратный дюйм в предпочтительном варианте выполнения. Количество петельных рядов и петельных столбиков может изменяться в зависимости от таких факторов, как титр и прочность нити, а также в зависимости от желаемых веса полотна, гладкости, прочности и количества сеточных отверстий в готовой ленте для ортопедических повязок.
Как показано на фиг.3, в предпочтительном процессе печатания, согласно изобретению, используют изображенную многоцветную ротационную офсетную печатную машину. Ротационные офсетные печатные машины для печатания на ленточном полотне хорошо известны и предлагаются в торговле различными фирмами, включая, например, фирму CDS Italia S.R.I.
Высокоэластичную трикотажную ленту 24 непрерывно подают с подающего ролика или в свободном виде из устройства подачи 26 в пару сухих прижимных роликов 28. С подающего ролика 27 также непрерывно подают впитывающую печатную краску подложку 25. Впитывающая печатную краску подложка предпочтительно абсорбирует влагу и печатную краску. Было установлено, что эффективной подложкой является, например, тонкая папиросная бумага. Впитывающая печатную краску подложка 25 имеет ширину, соответствующую по меньшей мере ширине трикотажной ленты 24, и расположена под трикотажной лентой в контакте с ней. Эластичная лента растянута на заданную величину за счет разницы скоростей прижимных роликов 28 и зажима между печатным цилиндром 34В и роликом 34А. Скорость прижимных роликов 28 можно регулировать независимо от скорости печатного цилиндра с помощью реостата, управляющего электродвигателем постоянного тока, приводящего в действие прижимные ролики 28. Впитывающая печатную краску подложка 25 транспортируется вместе с эластичной трикотажной лентой 24. Как показано на фигуре, впитывающую печатную краску подложку 25 подают смежно с роликом, подающим трикотажную ленту. Однако, в объем изобретения входит также другое расположение подачи впитывающей печатную краску подложки перед печатным цилиндром 34В и роликом 34А. Постоянное натяжение контролируется натяжным плавающим роликом 30, который регулирует скорость роликов 28. Плавающий ролик 30 взаимодействует с парой опорных роликов 32 для обеспечения натяжения неотпечатанной ленты. Использование плавающих роликов для регулирования натяжения различных текстильных материалов хорошо известно специалистам и обычно включает использование заданного веса на натяжном ролике 30, который установлен с возможностью перемещения в вертикальном направлении, а также средства подачи вертикального перемещения на кодирующий или аналогичный механизм, который передает электронный сигнал на электродвигатель постоянного тока для привода роликов 28.
Натяжной ролик 30 предпочтительно прикладывает к неотпечатанной ленте усилие между около 30 и около 80 г/дюйм (12-32 г/см) ширины ленты, наиболее предпочтительно между около 50 и около 60 г/дюйм (20-24 г/см) ширины ленты. Поскольку сила ленты относительно низкая, предпочтительно между 40 и 175 г/дюйм (16-70 г/см) ширины для растяжения полотна на 30%, то степень растяжения полотна предпочтительно составляет между около 20 и около 40%, более предпочтительно между около 25 и около 30%.
После этого растянутое полотно контактирует с печатным барабаном 34В и прижимным роликом 34А обычной ротационной офсетной печатной машины. Ротационная офсетная печатная машина включает по меньшей мере один и предпочтительно несколько участков 36 нанесения печатной краски, каждый из которых включает в себя увлажнительный валик 38 и один или более валиков 40 нанесения печатной краски. Каждый из участков нанесения печатной краски наносит одноцветный или многоцветный рисунок на поверхность печатного валика 34В, который в свою очередь наносит многоцветный печатный рисунок на поверхность растянутой неотпечатанной ленты 24. Согласно предпочтительному аспекту данного изобретения, впитывающая печатную краску подложка 25 обеспечивает абсорбирующий печатную краску материал для приема печатной краски, которая проходит через увеличенные отверстия сетки растянутого полотна и поэтому не прилипает к сетчатой ленте 24. В соответствии с этим, на прижимной ролик 34А по существу не попадает остаточная печатная краска или влага, которые проходят через сеточную ленту 24. Нижняя сторона ленты также не приходит в контакт с нежелательной влагой или остаточной печатной краской, что могло бы искажать нанесенный на ленту печатный рисунок. После этого впитывающую печатную краску подложку 25 можно вывести из процесса. Например, может быть предусмотрен контейнер 39 для сбора подложки 25. В качестве альтернативного решения подложка 25 может оставаться с лентой во время процесса сушки и может даже оставаться с лентой в готовом изделии.
Печатная краска, наносимая валиками 40 на каждом печатном участке 36, является быстро сохнущей при низкой температуре печатной краской, обычно основанной на смеси отверждающейся смолы, пигмента и активируемого теплом отвердителя или сшивающего вещества. Печатные краски предпочтительно основаны на отверждающихся на воздухе смолах, таких как растительные масла, например льняные масла и модифицированные соевые масла, вместе с активируемым теплом сшивающим веществом, таким как кобальт и таллат марганца. Очевидно, что печатная краска после отвердевания должна быть устойчивой в присутствии отверждающейся жидкой смолы, которую позже наносят на отпечатанную ленту, и дополнительно к этому не должна приводить к преждевременному отвердеванию отверждающейся жидкой смолы. Специалистам в данной области известны различные высыхающие при низкой температуре печатные краски. Предпочтительные печатные краски предлагаются фирмой VanSon Holland Ink Corporation of America под торговой маркой Dura-Tuf.
Печатные краски, нанесенные на ленту 24 печатным валиком 34В, являются в первый момент влажными и могут быть размазаны из-за релаксации полотна перед высыханием печатной краски. Поэтому отпечатанное растянутое полотно пропускают через низкотемпературную тепловую зону 42, в которой печатную краску сушат с помощью низкотемпературного нагревания. Согласно данному изобретению, было установлено, что обычные зоны нагревания, которые нагревают печатную краску до температуры намного выше 150oС для сушки печатной краски, отрицательно воздействуют на характеристики растяжения ленты 24 во время процесса печати и/или могут уничтожить часть эластичности ленты, что в свою очередь изменяет характеристики искажения рисунка на ленте. Согласно данному изобретению, в зоне нагрева предпочтительно поддерживают температуру менее примерно 100oС, предпочтительно менее примерно 80oС, более предпочтительно около 65-70oС, которая достаточна для сушки высыхающих при низких температурах печатных красок, приведенных выше. Трикотажную эластичную ленту с нанесенным печатным рисунком удаляют из сушильной зоны 42 с помощью пары ведущих роликов 44А и затем проводят ленту вертикально к паре ведущих роликов 44В и затем позволяют ленте расслабиться и наматывают на ролик по существу без натяжения или предпочтительно складывают гирляндой в контейнер по существу без натяжения, как в целом обозначено позицией 46 на фиг.3.
Отпечатанную ленту 10 предпочтительно хранят в течение по меньшей мере 72 ч перед последующей обработкой. Это позволяет печатной краске достичь полного отвердевания, что стабилизирует печатный рисунок на эластичной ленте и предотвращает химическое взаимодействие печатной краски с отверждающейся жидкой смолой, которую в последующем наносят на ленту.
После отвердевания печатной краски отпечатанную ленту покрывают отверждающейся жидкой смолой, предпочтительно полиуретановым преполимером. Преполимер наносят на отпечатанную ленту в сухой атмосфере с помощью одного из многочисленных процессов, предпочтительно с помощью технологии покрытия с помощью реверсивной прокатки, известной из технологии изготовления бинтов для гипсовых повязок. Масса преполимера на полотне может изменяться в диапазоне от около 60 г до около 400 г/м2, предпочтительно от около 80 до около 300 г/м2, для обеспечения доли массы преполимера между около 30 и около 70% от массы ленты с нанесенным покрытием. Для специалиста в данной области очевидно, что количество преполимера зависит частично от характера и состава ленты из полотна и от конкретной конструкции ленты. Непосредственно после нанесения преполимера на полотно ленту упаковывают в инертной атмосфере для предотвращения контакта с атмосферной влагой.
Как указывалось выше, известны многочисленные полиуретановые преполимеры, которые можно успешно применять в изобретении. Предпочтительные полиуретановые преполимеры раскрыты в патенте США 4433680 (Yoon), содержание которого включается в данное описание.
Перед нанесением на отпечатанную ленту покрытия из отверждающейся жидкой смолы ее предпочтительно сушат согласно другому предпочтительному аспекту изобретения, показанному на фиг. 4. Было установлено, что обычно офсетные печатные краски чувствительны к воздействию влаги. Кроме того, в процессе офсетной печати обычно на эластичную ленту наносят воду и поэтому желательно просушить ленту с нанесенным печатным рисунком непосредственно перед нанесением покрытия из отверждающейся жидкой смолы. Согласно этому аспекту изобретения, было установлено, что для сохранения предпочтительных характеристик искажения рисунка отпечатанной эластичной ленты необходимо проводить сушку при отсутствии по существу натяжения, т.е. по существу без растяжения отпечатанной эластичной ленты.
Как показано на фиг.4, отпечатанную ленту 10 извлекают из контейнера 46 по существу без натяжения и подают через пару подающих роликов 48 в печь 50 непрерывной сушки. В печи 50 ленту предпочтительно нагревают до около 100oС, предпочтительно до температуры ниже, чем около 80oС. Ленту выводят из нагревательной печи 50 и охлаждают в зоне 52, где лента все еще находится без натяжения. Охлаждающая зона 52 может быть зоной, в которой лента находится под воздействием окружающей температуры, предпочтительно при низкой влажности, в течение времени, необходимого для охлаждения. После этого ленту пропускают через пару валков 53, натягивают и покрывают отверждающейся жидкой смолой с помощью устройства 54 реверсивного покрытия.
Было установлено, что высокоэластичная лента для повязок, изготовленная согласно предпочтительным вариантам выполнения изобретения, позволяет получить рисунки высокой оптической плотности в растянутом состоянии после наложения на тело пациента и отвердевания. В предпочтительных вариантах выполнения изобретения рекомендуемое растяжение ленты для ортопедических повязок после нанесения покрытия из жидкой смолы составляет около 40%. Рекомендуемое растяжение конкретной ленты для ортопедических повязок можно почерпнуть из описания фирмы-производителя, прилагаемому к ленте, посредством сравнения указанной длины ленты и длины ленты в ослабленном состоянии. Так, например, лента для ортопедических повязок с указанной длиной 1,4 м, которая в ослабленном состоянии имеет длину 1 м, имеет, очевидно, рекомендованное растяжение около 40%.
Изобретение подробно описано применительно к его предпочтительным вариантам выполнения. Однако возможны многочисленные модификации и вариации без отступления от идеи и объема изобретения, описанного выше и определяемого в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИНА, АРМИРОВАННАЯ ТРИКОТАЖНЫМ ПОЛОТНОМ В ЗОНЕ БОКОВИН | 2012 |
|
RU2557632C1 |
| СЛОИСТЫЙ МАТЕРИАЛ ДЛЯ ЗАТВЕРДЕВАЮЩИХ ОРТОПЕДИЧЕСКИХ ПОВЯЗОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2007979C1 |
| СПОСОБ ПЕЧАТИ НА ПОДЛОЖКЕ | 1995 |
|
RU2136507C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТИЗИРОВАННОЙ ОСНОВЫ С НАНЕСЕННЫМ ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ | 1995 |
|
RU2135365C1 |
| РАСТЯЖИМОЕ ТРИКОТАЖНОЕ ПОЛОТНО И ОДЕЖДА | 2012 |
|
RU2582466C2 |
| СЕТЧАТЫЙ ВЫСОКОЭЛАСТИЧНЫЙ ТРИКОТАЖ | 2006 |
|
RU2327826C1 |
| Способ получения текстильного полотна | 1988 |
|
SU1600623A3 |
| ГИБКОЕ ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ СО СГЛАЖЕННОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2617184C2 |
| ВЯЗАНАЯ ХИРУРГИЧЕСКАЯ ИМПЛАНТИРУЕМАЯ СЕТКА | 2009 |
|
RU2568095C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ СТРУКТУРНЫХ ПОВЕРХНОСТЕЙ, В ЧАСТНОСТИ НА ДРЕВЕСНЫХ ПЛИТАХ | 2015 |
|
RU2684741C2 |
Способ изготовления ленты для ортопедических повязок с нанесенным печатным рисунком предназначен для изготовления плотно прилегающих лент для ортопедических повязок. Ленту из трикотажного сетчатого полотна, имеющую эластичные комплексные нити, проходящие в направлении длины в количестве более чем около 20%, растягивают и печатают видимый рисунок на растянутую ленту из полотна с использованием высыхающей при низкой температуре печатной краски по меньшей мере одного цвета. После этого отпечатанную ленту пропускают через зону нагревания, в которой поддерживают температуру менее чем около 100oС при поддержании отпечатанной ленты из полотна в растянутом состоянии, ослабляют отпечатанную ленту и покрывают отверждающейся жидкой смолой. Данный способ обеспечивает изготовление хорошо прилегающих лент для ортопедических повязок с рисунками высокой оптической плотности в растянутом состоянии после наложения на тело пациента и отвердевания. 15 з.п.ф-лы, 4 ил.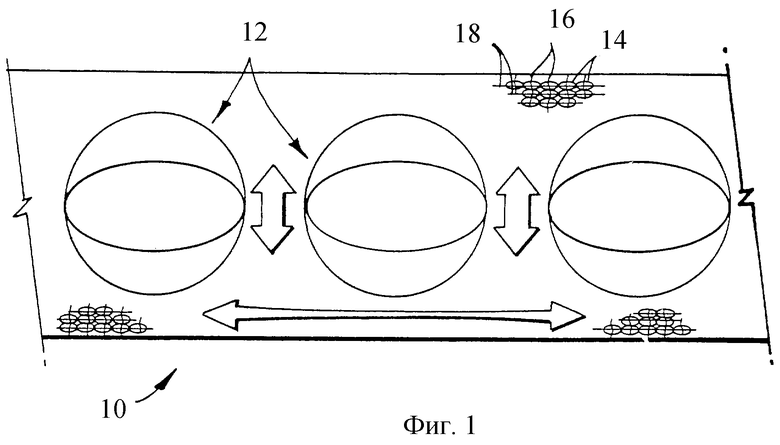
| US 4437408 А, 20.03.1984 | |||
| US 4668563 А, 26.05.1987 | |||
| RU 95113500 А1, 31.05.1995. |

