Способ изготовления сваи.
Изобретение относится к области строительства и может быть использовано при устройстве свайных фундаментов на слабых грунтах.
Известен способ изготовления сваи в виде стальной трубы, погружаемой в грунт вдавливанием или ударным способом [1].
Недостатками способа устройства свайных фундаментов являются значительная толщина труб, что приводит к повышенной металлоемкости, а также низкая несущая способность сваи.
Наиболее близким по технической сущности является изготовление сваи [2] путем проведения следующих операций: бурение скважины, комплексное погружение в скважину наружной и внутренней труб, нагнетание в полость внутренней трубы бетона, извлечение меньшей трубы, сочетаемое с трамбованием бетона, уплотнением околосвайного пространства за счет просачивания бетона через наружную перфорированную трубу.
Недостатками являются большой расход бетона, выполнение сложных операций по изготовлению сваи, ее невысокая несущая способность.
Задача изобретения - снижение трудоемкости изготовления сваи и повышение несущей способности фундамента.
Задача достигается тем, что в способе изготовления сваи, включающем образование скважины, погружение двух тонкостенных труб, верхние торцы которых открыты, формирование ствола сваи, нижние торцы труб скрепляют сварочным швом, а верхние торцы соединяют кондуктором, формируют двухстенчатую коническую полую сваю путем подачи сжатого воздуха между стенками труб и затем в межтрубное пространство нагнетают бетон.
Кроме того, предлагаемый способ изготовления сваи позволяет повысить ее несущую способность тем, что перед формированием сваи в полость внутренней трубы нагнетают бетон.
Способ изготовления сваи в значительной степени уплотняет околосвайное грунт, увеличивает ширину активной зоны фундамента и повышает несущую способность фундамента.
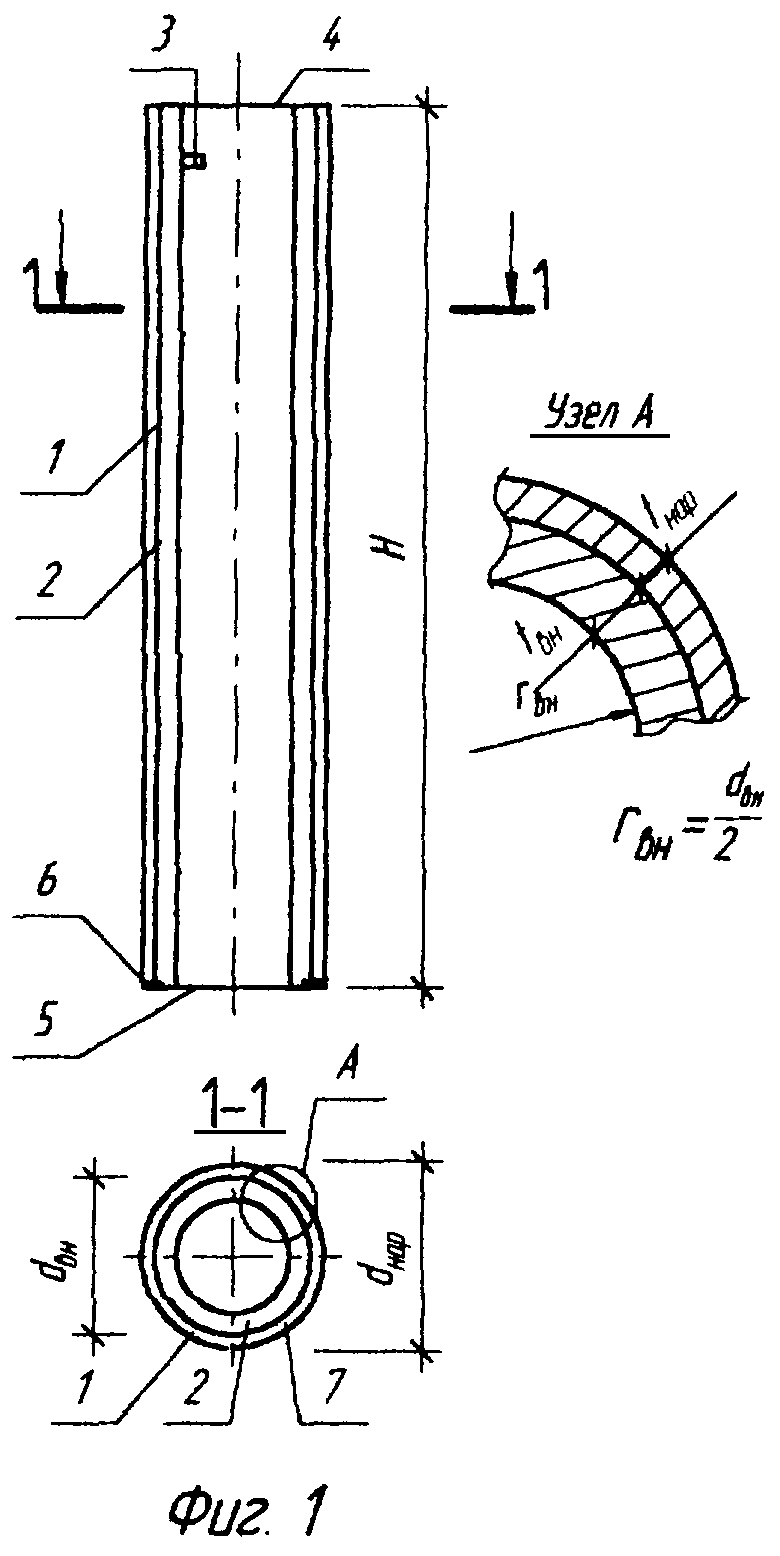
На фиг.1 - двухстенчатая труба с различной толщиной стенок и разрез 1-1; узел А на разрезе 1-1;
на фиг.2 - коническая полая свая и разрез 1-1;
на фиг.3 - коническая полая свая, заполненная бетоном в межтрубном пространстве, и разрез 1-1;
на фиг.4 - двухстенчатая труба с одинаковой толщиной стенок и разрез 1-1; узел А на разрезе 1-1;
на фиг.5 - двухстенчатая труба, наполненная бетоном, и разрез 1-1;
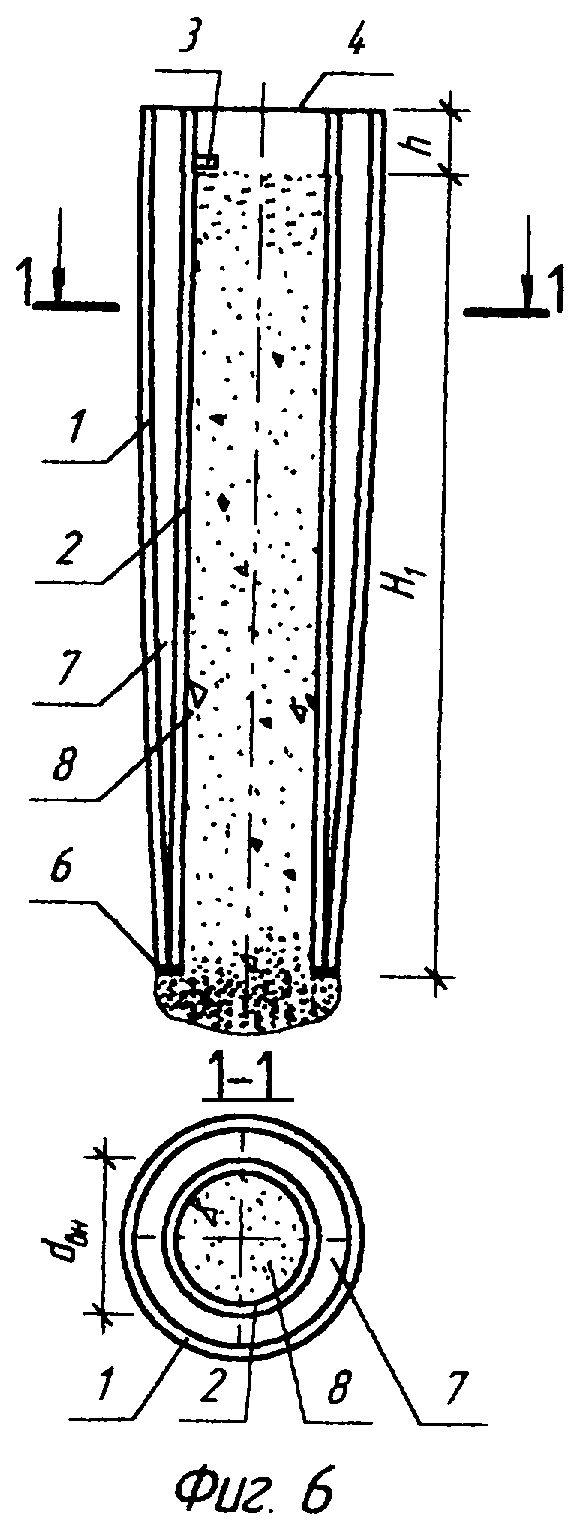
на фиг.6 - коническая полая свая, наполненная бетоном в полость внутренней трубы и разрез 1-1;
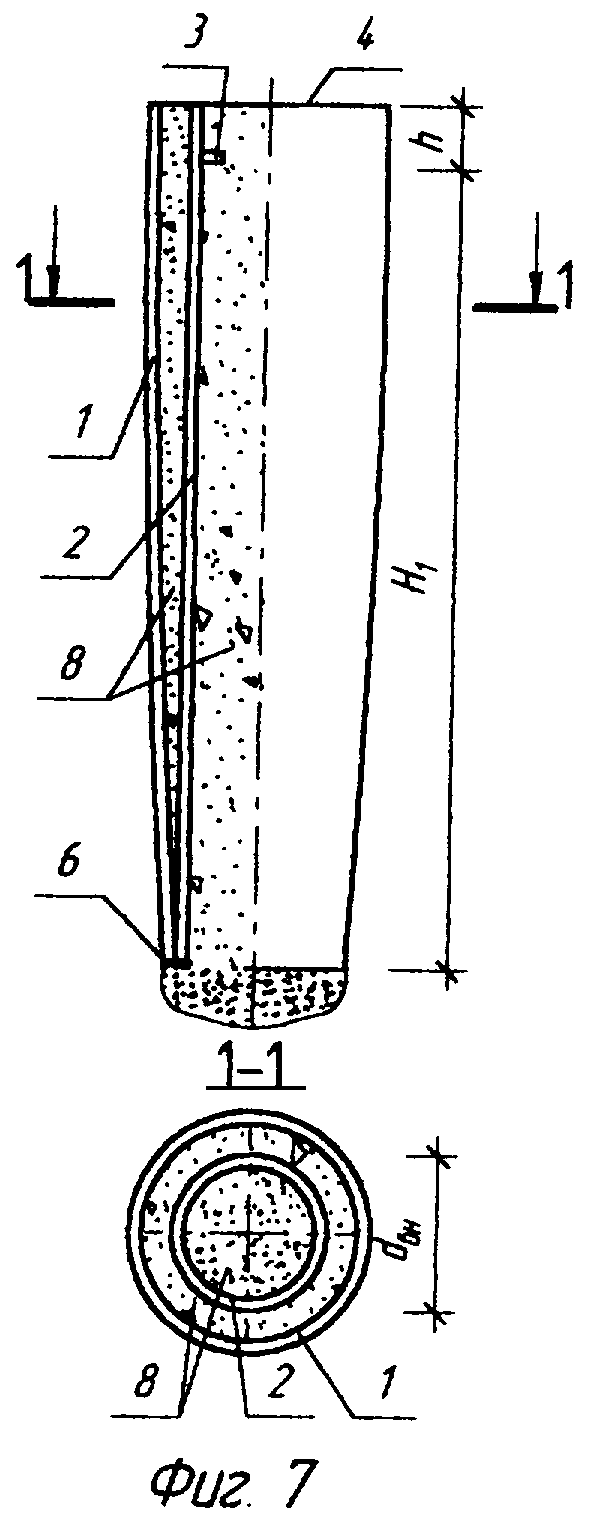
на фиг.7 - коническая свая, заполненная бетоном в межтрубном пространстве и в полости внутренней трубы, и разрез 1-1.
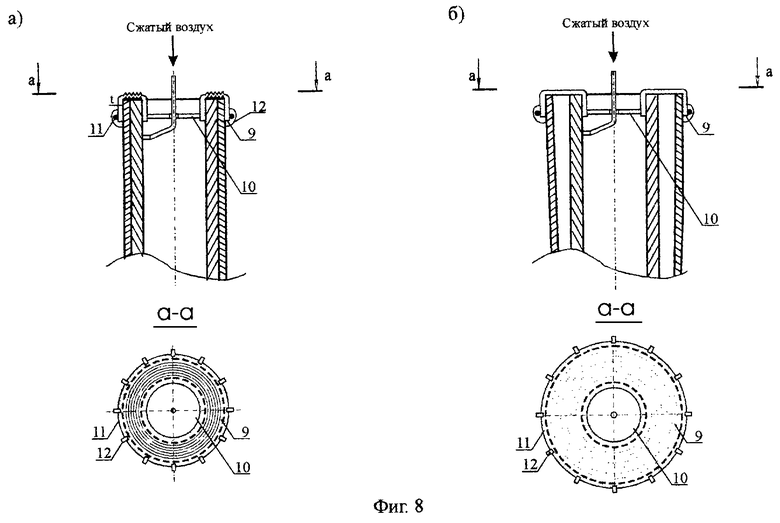
на фиг. 8, а – кондуктор до формирования сваи; 8, б – кондуктор после формирования сваи;
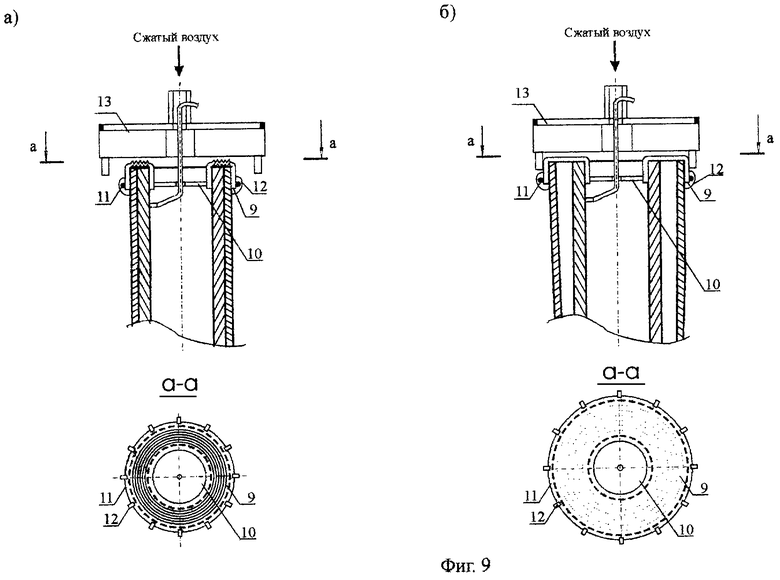
на фиг. 9, а – кондуктор со штампом-фиксатором до формирования сваи;
9, б – кондуктор со штампом-фиксатором после формирования сваи.
На фигурах обозначено: 1 - внешняя гнутосварная труба; 2 - внутренняя бесшовная труба; 3 - штуцер; 4 - верхние торцы труб; 5 - нижние торцы труб; 6 - сварочный шов; 7 - межтрубное пространство; 8 – бетон, 9 – эластичный материал; 10 – струбцина; 11 – эластичный жгут; 12 – фиксаторы; 13 – штамп-фиксатор.
1. Способ изготовления сваи включает образование скважины, погружение двух тонкостенных труб, торцы которых открыты, причем внешняя труба 1 из тонколистовой стали постоянной толщины tнар=0,5...1,5 мм, высотой Н=2000...4000 мм и диаметром dнар=dвн+tнар, а внутренняя труба 2 - бесшовной толщиной tвн=3...5 мм, высотой Н=2000...4000 мм и диаметром dвн=102...325 мм (dвн=102; 108; 114; 127; 133; 159; 219; 273; 325 мм); при этом нижние торцы 5 трубы 1 и трубы 2 скрепляют сварочным швом 6, а верхние торцы 4 труб соединяют кондуктором, формируют двухстенчатую коническую полую сваю путем подачи сжатого воздуха между стенками труб 1 и 2 через штуцер 3 с последующим заполнением образовавшегося межтрубного пространства 7 бетоном 8 (фиг.1,2,3).
2. Способ изготовления сваи включает образование скважины, погружение двух тонкостенных труб, торцы которых открыты, из тонколистовой стали постоянной толщины tнар=tвн=0,5...1,5 мм, высотой Н=2000...4000 мм и диаметром dвн=102...325 мм, при этом диаметр dнар=dвн+tнар; наполнение трубы 2 бетоном 8 до уровня H1; нагнетание воздуха между стенками труб 1 и 2 через штуцер 3 и заполнение образованного пространства 7 бетоном 8 (фиг.4,5,6,7).
Кондуктор (фиг.8) выполняют из эластичного материала 9, способного выдерживать значительное давление сжатого воздуха, струбцины 10, расположенной во внутренней трубе 2, герметично прикрепляющей эластичный материал 9 по периметру внутренней трубы 2, эластичного жгута 11, служащего для герметичного обжатия эластичного материала 9 по периметру внешней трубы 1, фиксаторов 12, расположенных по периметру внешней трубы 1 с наружной ее стороны с шагом 200 мм, через которые пропущен эластичный жгут 11.
Кроме того, кондуктор может дополняться штампом-фиксатором 13 (фиг.9), устраняющим возможный выпор эластичного материала 9, прикрепленного к внутренней 2 и внешней трубам, при формировании конической полой сваи.
Пример 1. Формирование двухстенчатой конической сваи происходит следующим образом (фиг.1,2,3, 8,9).
Из листовой стали изготавливают гнутосварную трубу 1 и насаживают ее на бесшовную трубу 2 с зазором 0,5 мм по диаметру. Для полной герметизации пространства 7 между внешней и внутренней трубами нижние торцы 5 соединяют сварочным швом 6, а верхние торцы 4 заглушивают кондуктором. В результате получают двухстенчатую трубу (фиг.1), которую погружают в грунтовую скважину на проектную глубину.
Затем создают избыточное давление подачей сжатого воздуха в межтрубное пространство 7 через штуцер 3. Происходит деформирование внешней, более тонкой трубы 1 за счет пластических свойств стали с образованием конического межтрубного пространства 7, не изменяющей своей формы после снятия давления сжатого воздуха. В результате выполненных операций формируется коническая полая свая (фиг.2). Затем в межтрубное пространство нагнетают бетон 8. Образуется коническая полая свая, заполненная бетоном в межтрубном пространстве (фиг.3).
Пример 2. Формирование конической сваи с бетоном в межтрубном пространстве и в полости внутренней трубы происходит следующим образом (фиг. 4, 5, 6, 7, 8, 9):
Способ изготовления сваи в этом случае аналогичен вышеописанному.
Различие состоит в следующем. До подачи сжатого воздуха между стенками труб внутреннюю трубу 2 заполняют бетоном 8 до высоты Hi (фиг.4, 5) и выдерживают определенное время для его твердения. Толщину внутренней трубы 2 принимают равной толщине внешней tвн=tнар. После образования межтрубного пространства 7 (фиг.6) сформированное коническое межтрубное пространство 7 заполняют бетоном 8 и завершают бетонирование внутренней трубы 2, причем обе трубы заполняют бетоном до их верхних торцов. Образуется коническая свая, заполненная бетоном в межтрубном пространстве и в полости внутренней трубы (фиг.7).
Предложенный способ изготовления сваи наиболее эффективно применять в районах со слабыми грунтами, так как он позволяет в значительной степени уплотнять грунт.
Источники информации
1. Основания и фундаменты /Н.М.Глотов, А.П.Рыженко, Г.С.Шпиро. - М.: Стройиздат, 1987, с.153-154.
2. Патент № 2186905 С2. Свая. Альбицкий С.А., 2002.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СООРУЖЕНИЯ БУРОНАБИВНОЙ СВАИ | 2016 |
|
RU2634759C1 |
| Инъекционная свая и способ ее устройства | 2021 |
|
RU2771363C1 |
| Способ изготовления набивной сваи и устройство для его осуществления | 2017 |
|
RU2679172C1 |
| Устройство для изготовления буронабивных свай с грунтовым ядром | 1979 |
|
SU863766A1 |
| СВАЯ И СПОСОБ ЕЕ ВОЗВЕДЕНИЯ | 2013 |
|
RU2535556C1 |
| ВИНТООБРАЗНАЯ СВАЯ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2003 |
|
RU2278211C2 |
| СПОСОБ УСТРОЙСТВА СВАИ В ПРОБИТОЙ СКВАЖИНЕ (ВАРИАНТЫ) | 2017 |
|
RU2663420C1 |
| СПОСОБ ПОГРУЖЕНИЯ ПОЛОЙ СВАИ (ВАРИАНТЫ) | 2009 |
|
RU2386751C1 |
| ВОЛНОВОД ДЛЯ ОСВЕТЛЕНИЯ СТЕКЛОМАССЫ | 2011 |
|
RU2476387C2 |
| ТРУБОБЕТОННАЯ СВАЯ С УСИЛЕННЫМ ОСНОВАНИЕМ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2011 |
|
RU2492294C1 |
Изобретение относится к области строительства и может быть использовано при устройстве свайных фундаментов на слабых грунтах. Способ изготовления сваи включает образование скважины, погружение двух тонкостенных труб, верхние торцы которых открыты, формирование ствола сваи. Нижние торцы труб скрепляют сварочным швом, а верхние торцы соединяют кондуктором, формируют двухстенчатую коническую полую сваю путем подачи сжатого воздуха между стенками труб и затем в межтрубное пространство нагнетают бетон. Технический результат состоит в снижении трудоемкости изготовления сваи и повышении несущей способности фундамента. 1 з.п. ф-лы, 9 ил.
| СВАЯ | 2000 |
|
RU2186905C2 |
| Устройство для изготовления набивных конических свай | 1978 |
|
SU737566A1 |
| Обсадная труба | 1977 |
|
SU661068A1 |
| Обсадная разрезная по длине труба | 1974 |
|
SU555203A1 |
| ГЛОТОВ Н.М | |||
| Основания и фундаменты, Москва, Стройиздат, 1987, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |

