Настоящее изобретение касается оборудования для производства стеклянных емкостей, такого как машина с отдельными секциями.
Машина с отдельными секциями имеет ряд идентичных секций (каркас секции, в котором и на котором установлено несколько механизмов секций), каждая из которых имеет участок для заготовок, который принимает одну или более порций расплавленного стекла и формует их в заготовочных формах в заготовки, имеющие резьбовое отверстие в дне отделки и дутьевой участок, который принимает заготовки и в котором их формуют в заготовочных формах в бутылки, направленные вертикально, с отделкой в верхней части. Кольцевой механизм для удерживания перевернутых бутылок за горловину, включающий противоположную пару рычагов, установленных с возможностью вращения вокруг переворачивающей оси, перемещает заготовки от участка для заготовок к дутьевому участку, переворачивая заготовки от ориентации отделкой вниз к ориентации отделкой вверх в процессе. Бутылка, сформированная на дутьевом участке, удаляется из секции посредством извлекающего механизма, имеющего пару зажимов, которые будут захватывать отделку сформированной бутылки перед ее высвобождением из дутьевой формы.
Перед тем как машина с отдельными секциями сможет производить хорошие бутылки, формовочное оборудование должно быть предварительно нагрето. Первоначально это выполняется посредством загрузки последующих порций расплавленного стекла в заготовочные формы, которые до нагревания заготовочных форм будут формовать бракованные заготовки, которые должны быть удалены оператором из участка для заготовок. Когда заготовочные формы нагреваются и производят хорошие заготовки, переворачивающий механизм будет подавать заготовки к дутьевому участку, но дутьевые формы будут формовать бракованные бутылки, пока участок для заготовок должным образом не прогреется. Например, когда заготовка не раздувается в полностью сформированную бутылку, она будет выпадать, когда дутьевая форма открыта, так что извлекающий механизм не может захватить отделку и переместить ее к конвейерному приемному столу. Оператор затем должен достать посредством пары зажимов и быстро удалить стекло перед тем, как следующая заготовка переместится к дутьевой форме. В то же время оператор должен следить за тем, чтобы его не ударило рычагами для захвата вокруг горловины и извлекающего механизма, которые продолжают работать обычным образом.
Задачей изобретения является автоматическое удаление бракованной бутылки из дутьевого участка.
Другие задачи и преимущества настоящего изобретения станут понятны из следующего далее описания и сопровождающих чертежей, на которых показан предпочтительный в настоящее время вариант выполнения изобретения согласно изобретению.
На чертежах изображено:
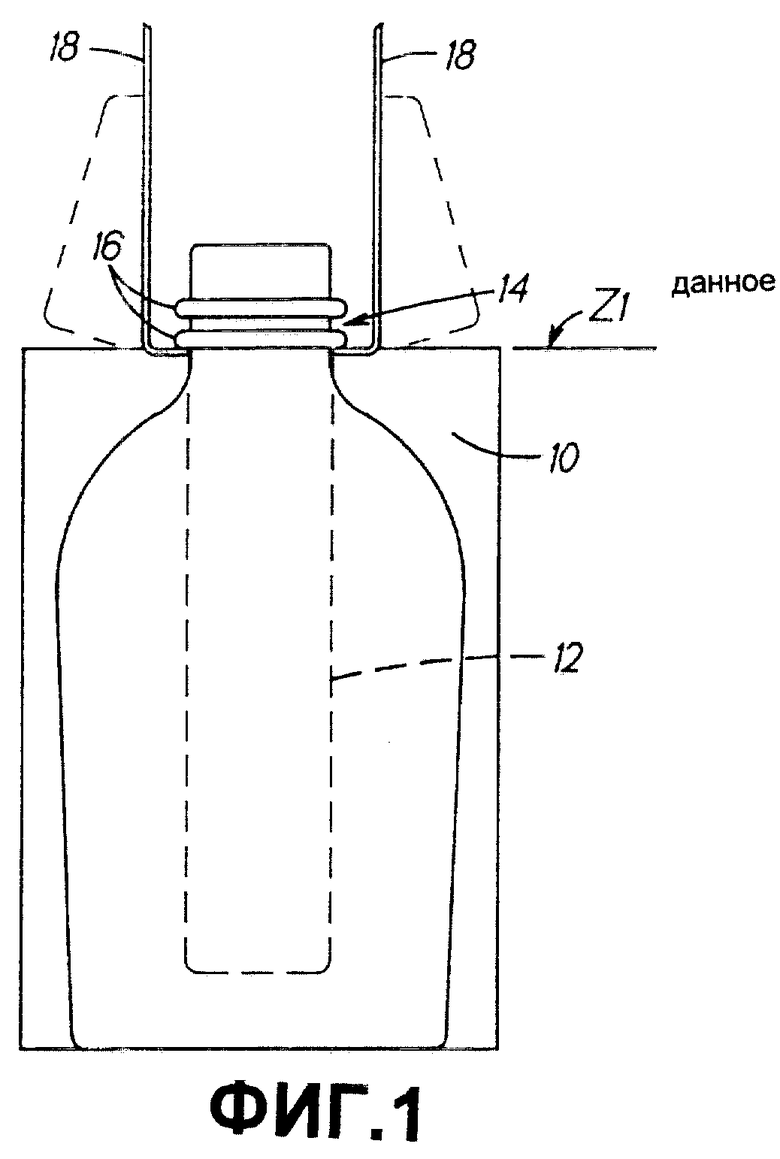
Фиг.1 - схематичный вид по направлению от одной дутьевой формы из открытой пары дутьевых форм, через раздутую бутылку на другую дутьевую форму с зажимами извлекающего механизма, захватывающими бутылку ниже отделки;
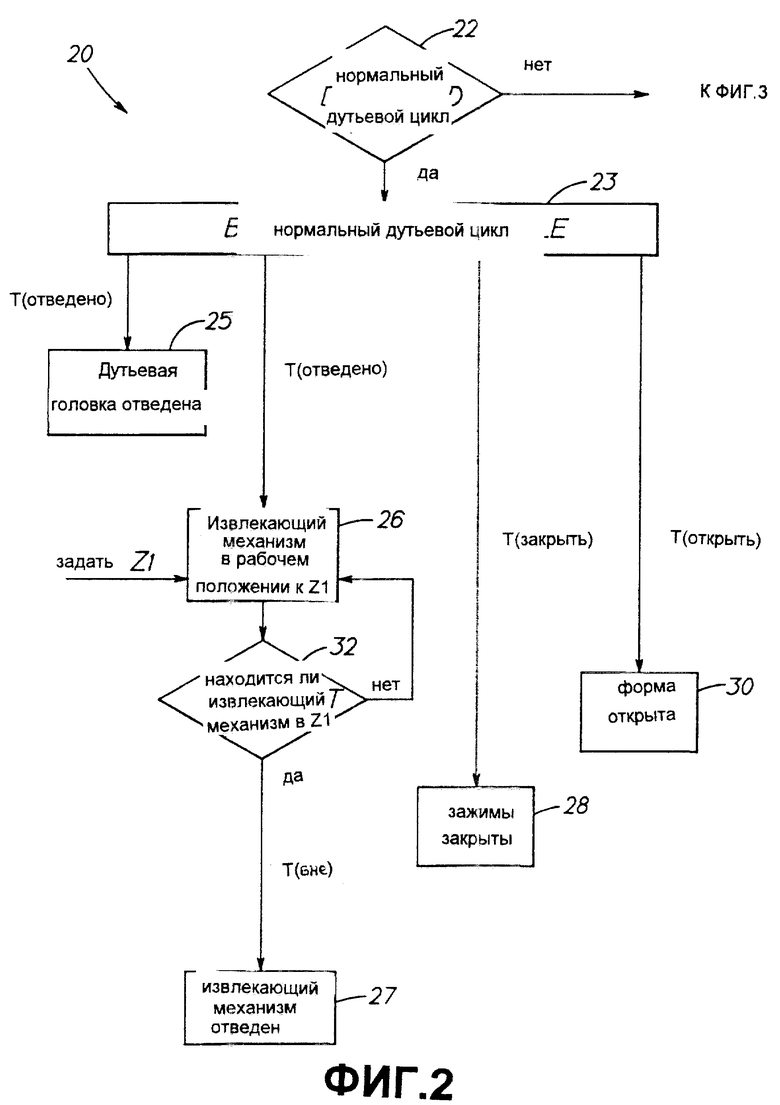
Фиг.2 - блок-схема, показывающая алгоритм управления последовательностью операций для нормального цикла дутьевой формы; и
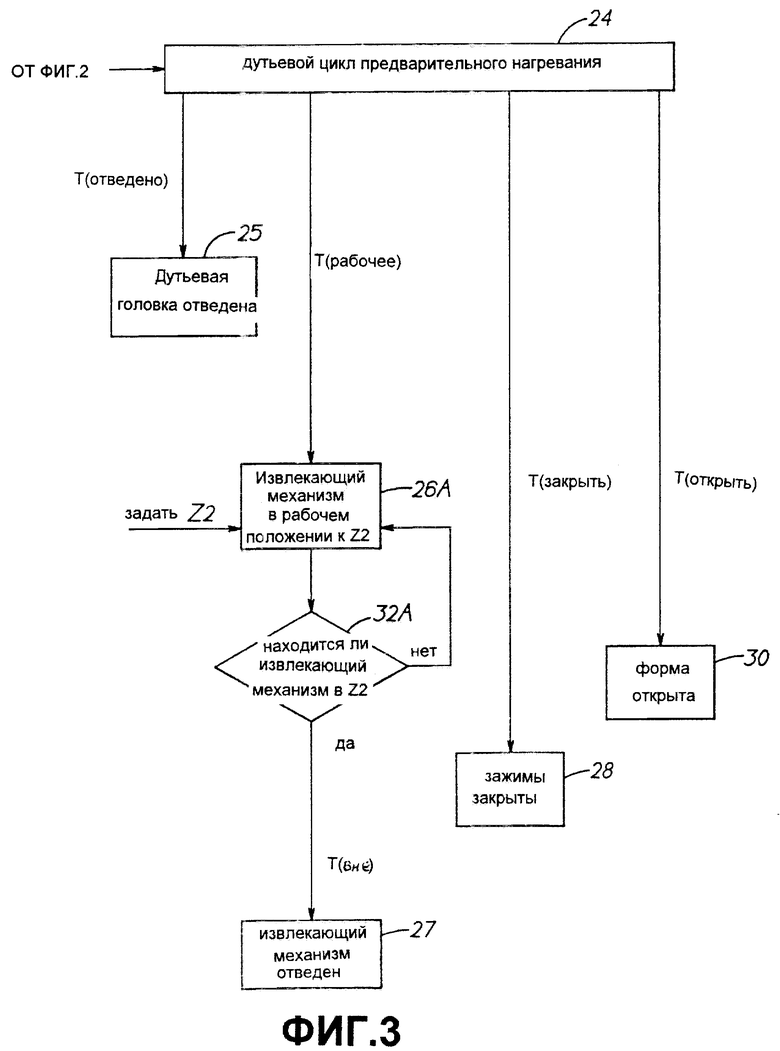
Фиг.3 - блок-схема, показывающая алгоритм управления циклом предварительного нагревания дутьевой формы; и
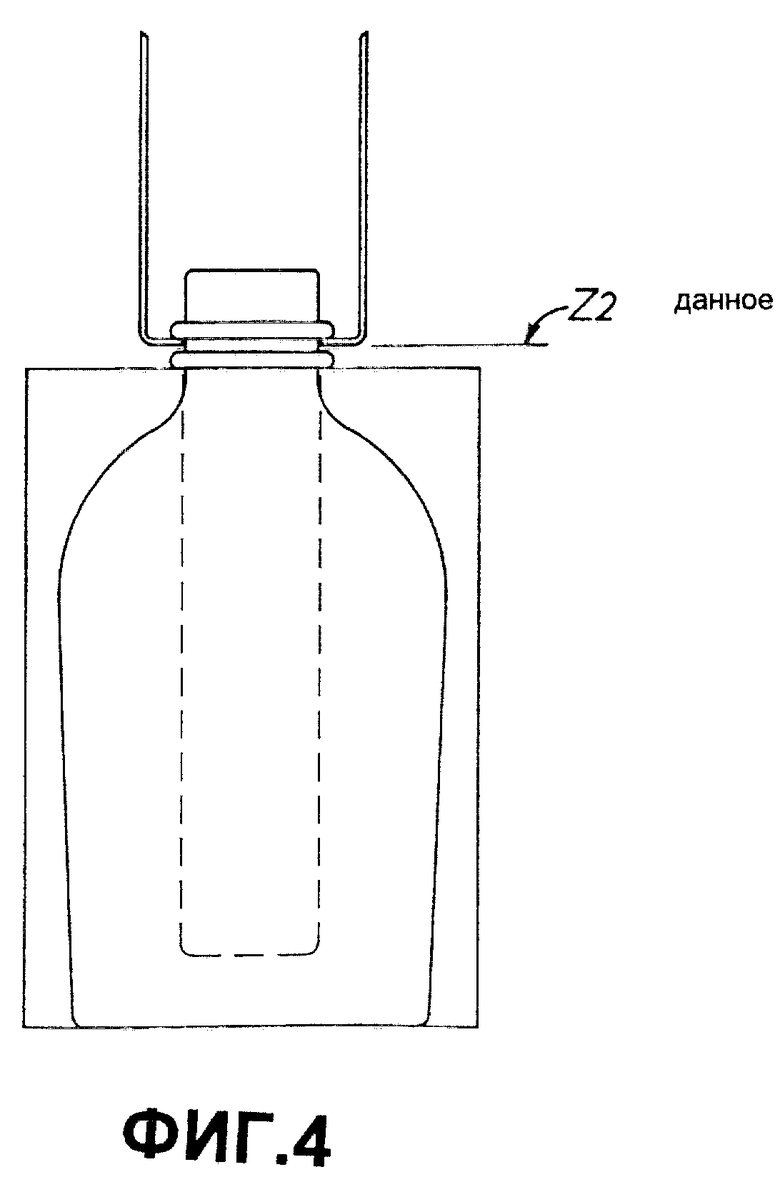
Фиг.4 - вид, аналогичный Фиг.1 с зажимами, захватывающими отделку над ее нижней частью.
Дутьевой участок секции машины с отдельными секциями состоит из одной или более противоположной пары дутьевых форм 10, показана одна, которые могут перемещаться между открытым и закрытым положениями. Заготовку 12 (показана пунктирными линиями на Фиг.1) подают к каждой дутьевой форме, когда пара дутьевых форм открыта и дутьевые формы закрываются вокруг заготовки, ниже отделки 14 для образования формы. На Фиг.1 отделка схематично показана в качестве пары вертикально разнесенных колец 16, которые могут быть отделенной резьбой, на которую должен навинчиваться колпачок. Для раздувания заготовки в бутылку, заглушка (не показана) расположена сверху закрытых дутьевых форм вокруг отделки, и воздух под давлением подают через заглушку в заготовку для раздувания ее в бутылку. Заглушку затем отводят от верха пары дутьевых форм (дутьевая головка отведена). Дутьевые формы не открываются, пока сформированная бутылка достаточно не охладится, чтобы она могла стоять, и перед тем, как откроется пара дутьевых форм, извлекающий механизм, поддерживающий пару зажимов 18 в их нижней части, расположен в положении готовности (положение, обозначенное пунктирной линией, извлекающий механизм - в рабочем положении) так чтобы, когда пара дутьевых форм открывается (форма открыта), пара зажимов могла быть закрыта для захвата бутылки непосредственно ниже отделки (зажимы закрыты). Извлекающий механизм с бутылкой, захваченной зажимами, будет перемещаться к приемному столу (извлекающий механизм отведен), где бутылка будет удерживаться над приемным столом и охлаждаться дальше. После дальнейшего охлаждения зажимы будут открываться для высвобождения бутылки на приемный стол, где она зацепляется толкателем, который сдвигает бутылку на конвейер.
Управляющее устройство 20 (Фиг.2) имеет селектор 22, определяющий, какой из циклов - нормальный дутьевой цикл 23, или дутьевой цикл 24 предварительного нагревания (Фиг.3) должен быть задействован. Алгоритм, изображенный на Фиг.2, показывает работу нормального дутьевого цикла в секции машины с отдельными секциями с момента времени, когда дутьевая головка завершила раздувание бутылки, пока бутылка не удалена из дутьевых форм. Дутьевая головка отведена 25, извлекающий механизм в рабочем положении к Z1 26, и извлекающий механизм отведен 27, зажимы закрыты 28, и форма открыта 30, являются отдельными временными событиями (которые происходят в определенные моменты времени, от начала секционного цикла), которые вводятся в цикл формования в качестве входных данных. Первым временным событием является “дутьевая головка отведена 25” в момент Т (отведено). Последующее удаление дутьевой головки с извлекающим механизмом в рабочем положении к Z1 (26) момент Т (рабочее) приведет к смещению извлекающего механизма, с его открытыми зажимами до полностью опущенного положения над дутьевыми формами. Операция “форму открыть” 30, которая возникает в момент Т (открыть), будет открывать формы. При открытых формах операция “зажим закрыть” 28 Т (закрыть) приводит к захватыванию зажимами бутылки, под нижним кольцом отделки 14 в положение Z1 (данное). Как показано на Фиг.2, управляющее устройство, следуя команде “переместить извлекающий механизм в рабочее положение”, будет проверять, установлен ли извлекающий механизм в действительности в положение Z1 (находится ли извлекающий механизм в положении Z1 (32). Если это подтверждается, то в момент Т (вне), который позже момента Т (закрыть), операция “отвести извлекающий механизм 27” будет поднимать зажимы и перемещать захваченную бутылку в положение над приемным столом секции (не показан).
Когда управляющее устройство установлено на цикл 24 предварительного нагревания дутьевой формы, блок-схема операций будет такой, как показано на Фиг.3. Первым временным событием будет “дутьевая головка отведена” в момент Т (отведено). После удаления дутьевой головки операция “извлекающий механизм в рабочее положение к Z2” (26А) в момент Т (рабочее) приведет к перемещению извлекающего механизма с открытыми зажимами в полностью опущенное положение над дутьевыми формами. При закрытых формах операция “зажимы закрыть” 28 в момент Т (закрыть), который позже момента Т (рабочее), приведет к тому, что зажимы захватят бутылку ниже верхнего кольца отделки 14 в положение Z2 (данное). Операция “форму открыть” 30, которая происходит в момент Т (открыть), позднее момента Т (закрыть), затем откроет формы. Как показано на Фиг.2, управляющий механизм, следуя команде переместить извлекающий механизм в рабочее положение к Z2, будет проверять, находится ли в действительности извлекающий механизм в положении Z2 (находится ли извлекающий механизм в Z2 (32А). Если это подтверждается, то в момент Т (вне), который позже момента Т (открыть), операция “извлекающий механизм отвести” 27 поднимет зажимы и переместит захваченную бутылку в положение над приемным столом секции.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА С ОТДЕЛЬНЫМИ СЕКЦИЯМИ | 2000 |
|
RU2229448C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2291119C2 |
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2200713C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2294900C2 |
| ПЕРЕДАЮЩИЙ УЗЕЛ СЕКЦИОННОЙ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2291843C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2291842C2 |
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2205803C2 |
| СЕКЦИОННАЯ МАШИНА | 2001 |
|
RU2245306C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ (ВАРИАНТЫ), СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2187468C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2205159C2 |
Изобретение относится к оборудованию для производства стеклянных емкостей. Техническим результатом является автоматическое удаление бракованной бутылки из дутьевого участка. Для этого секция имеет извлекающий механизм, установленный с возможностью перемещения между выдвинутым и отведенным положениями, зажимы, перемещаемые извлекающим механизмом, которые могут быть закрыты, и противоположную пару дутьевых форм, которые могут перемещаться из закрытого положения к открытому положению. Средство управления извлекающим механизмом управляет выдвижением извлекающего механизма либо в первое “рабочее” положение для захвата одного из захватываемых участков отделки, либо во второе вертикальное нижнее “рабочее” положение для захвата другого захватываемого участка отделки и для отведения извлекающего механизма либо из первого, либо из второго “рабочего” положения к выбранному “отведенному” положению. Средство управления зажимами управляет закрыванием зажимов, и средство управления дутьевой формой управляет перемещением пары дутьевых форм в открытое положение. Средство управления может действовать в дутьевом цикле предварительного нагрева для первого задействования средства управления извлекающим механизмом для выдвижения извлекающего механизма к первому “рабочему” положению, второго задействования средства управления зажимами для закрывания зажимов и третьего задействования указанного средства управления дутьевой формой для перемещения пары дутьевых форм к открытому положению, и четвертого задействования указанного средства управления извлекающим механизмом для отведения извлекающего механизма к “отведенному” положению. 3 з.п.ф-лы, 4 ил.
| US 4351663 А, 28.09.1982 | |||
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| US 3767374 A, 23.10.1973 | |||
| US 4349368 A, 14.09.1982 | |||
| US 4431436 A, 14.02.1984 | |||
| US 4531961 A, 30.07.1985. | |||

