Изобретение относится к производству оснастки орудий лова рыбы, а именно к производству поплавков, которые могут быть использованы в промышленном рыболовстве при промысле на больших глубинах. Получаемый в результате осуществления способа поплавок может быть использован также при погружении различных глубоководных аппаратов и оборудования на глубину 1000 м и более.
Известен искусственный материал с равномерной замкнуто-пористой структурой, с очень малым удельным весом и большой плавучестью - пенопласт, применяемый для изготовления поплавков [Баранов Ф.И. Техника промышленного рыболовства. - М.: Пищепромиздат, 1960. - С.168-169] [1]. Для орудий лова на больших глубинах поплавки из пенопласта не применяют.
Известен способ изготовления поплавков из пенопласта путем вырезания их из листа определенной толщины с пробивкой центрального продольного отверстия [Рыбы и рыбное хозяйство в бассейне озера Байкал. - Иркутск: Иркутское книжное издательство, 1958. - С.451-454] [2].
Недостатком известного способа является низкое качество получаемых поплавков, невозможность использования их при лове рыбы на больших глубинах.
Известны поплавки для дрифтерных байкальских сетей из пенопласта в виде цилиндров и призм длиной от 30 до 70 мм и диаметром описанной окружности основания около 25 мм с центральным сквозным продольным отверстием, изготавливаемые из пенопласта, путем вырезания их необходимых размеров из листа пенопласта [Рыбы и рыбное хозяйство в бассейне озера Байкал. - Иркутск: Иркутское книжное издательство, 1958. - С.451-454] [2].
Недостатками известных конструкций поплавков является рыхлость, малая плотность исходного материала и вследствие этого низкое качество поплавков, их недолговечность. Поплавки, применяемые в настоящее время, подвержены сильному влиянию сил давления, возникающих на глубине и поэтому сильно деформируются и теряют плавучесть. Это делает промысел затратным и повышает себестоимость выловленной продукции.
Техническим результатом заявляемого способа является получение качественных поплавков многократного применения для эксплуатации их на больших глубинах, снижение материальных и эксплуатационных затрат при промысле рыбы, устранение деформации поплавков при их использовании.
Технический результат достигается тем, что способ изготовления поплавка для глубоководного погружения орудия лова предусматривает его производство из материала с равномерно-замкнутой газонаполненной пористой структурой с малым удельным весом, например пенопласта, пенополиуретана и др. Особенностью способа является изготовление поплавка из одного или нескольких элементов, получаемых из предварительно подготовленных заготовок. Способ включает в себя следующие операции. Вначале из материала делают заготовки в виде цилиндров или призм со сквозным внутренним продольным отверстием по центральной оси. Затем заготовки подвергают предварительному напряжению сжатием путем равномерного уплотнения их пористой структуры с уменьшением первоначальных размеров заготовок до прекращения усадки материала. При изготовлении поплавка из нескольких элементов, полученных в результате сжатия заготовок, элементы собирают и соединяют между собой. На следующей стадии проводят операцию выравнивания поверхности с приданием поплавку обтекаемой формы без острых граней и затем проводят обработку внутреннего отверстия поплавка с торцов с последующим проведением дополнительной операции уплотнения поплавка - закалки или без нее.
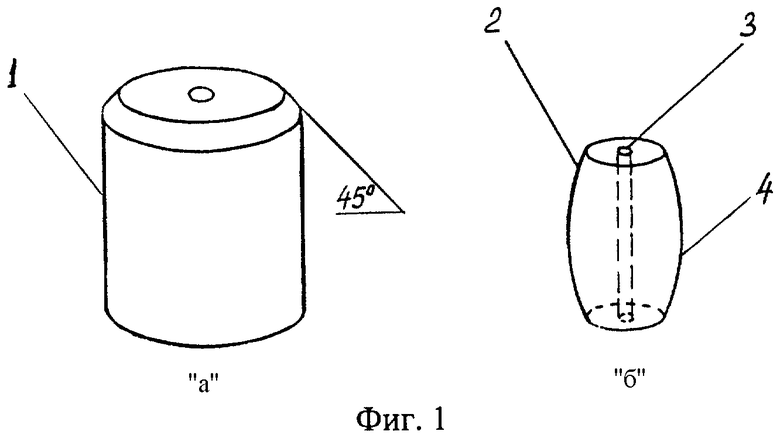
При изготовлении поплавка, состоящего из одного элемента, с торцевых сторон заготовки перед ее равномерным предварительным сжатием выполняют фаску под углом 45°.
При изготовлении поплавка, состоящего из нескольких заготовок, их соединение выполняют неразъемным. Неразъемное соединение может быть выполнено склеиванием.
Обработку внутреннего отверстия поплавка проводят кратковременным силовым воздействием в направлении к центру поплавка по центральной линии отверстия с обоих торцов.
Для увеличения долговечности поплавка возможна операция его дополнительного уплотнения - закалка, которую проводят через 20-30 дней после изготовления поплавка путем равномерного силового воздействия на него.
При необходимости эффект дополнительного уплотнения поплавка - закалки получают также путем использования поплавка, начиная с малых глубин (около 200 м) с постепенным наращиванием глубины его погружения.
Заявляемый способ позволяет получать поплавки, выполняемые из одной и более заготовок в зависимости от планируемых размеров поплавков и условий их использования на разных глубинах.
Способ изготовления позволяет с малыми трудозатратами, применяя несложное, в том числе стандартное, оборудование, получать качественные поплавки многократного применения, выдерживающие длительное пребывание на большой глубине.
Выбор материала для изготовления поплавка диктуется его способностью поддаваться уплотнению без разрушения структуры.
Вариантов осуществления заявляемого способа несколько в зависимости от применяемого оборудования, механизации и автоматизации процессов, объема изготавливаемой продукции, мощности предприятия.
Способ может быть осуществлен в условиях небольшой мастерской, а для больших объемов возможно их серийное изготовление в условиях автоматизированного производства.
Ниже приведены конкретные примеры осуществления способа в условиях небольшой механизированной мастерской.
Пример 1. При изготовлении поплавков для глубин погружения до 400 м из листа пенопласта Астраханского химкомбината фрезой нарезают заготовки цилиндрической формы диаметром 34-37 мм с отверстием в центре каждой заготовки. С торцевых сторон каждой заготовки с применением вращающихся наждачных дисков снимают фаску размером 4-5 мм × 45°. Одновременно заготовку освобождают от спекшейся заводской пленки. Затем равномерными ударами при плавном вращении заготовки и ее попеременном переворачивании с одного торца на другой проводят ее равномерное уплотнение до полной усадки. Направления удара при этом перпендикулярны плоскости, на которой равномерно вращается заготовка.
Заготовка при этом принимает бочкообразную форму. Затем проводят операцию выравнивания и шлифования наружной поверхности поплавка для придания ему обтекаемой формы без острых граней, которые могут вызвать опасные напряжения.
Заключительная стадия обработки включает обработку отверстия. Инструмент, например, в виде керна диаметром около 25 мм с острым концом вводят в отверстие и по нему наносят с усилием два-три удара по направлению к центру поплавка. Таким образом обрабатывают отверстие с обоих торцов. При этом отверстие под фал становится более прочным и поплавок окончательно принимает форму, исключающую возникновение разрушающих напряжений.
Для увеличения долговечности поплавка через 20-30 дней после его обработки, до начала использования, проводят дополнительную операцию его уплотнения. Эффект дополнительного уплотнения - закалки получают также при использовании поплавка, начиная с малых глубин (с глубины 200 м), с постепенным наращиванием глубины его погружения.
Поплавки, получаемые по приведенной выше технологии, могут успешно и длительно использоваться на глубинах 400 м.
Пример 2.
Специальной фрезой из листа пенопласта нарезают заготовки цилиндрической формы с центральным отверстием. С торцов заготовок снимают упаковочную пленку и каждую заготовку разрезают в горизонтальном направлении еще на несколько заготовок, получая при этом цилиндры сравнительно небольшой высоты с отверстием по центру.
Механическое равномерное уплотнение каждой из них осуществляют на вальцовом станке при неоднократном прогоне заготовок между вальцами с последовательным уменьшением зазора между вальцами.
Уплотненные до окончания усадки заготовки обезжиривают и соединяют между собой склеиванием. Количество соединяемых между собой предварительно уплотненных элементов заготовок определяют в зависимости от необходимого размера поплавка. После просушки поверхность поплавка выравнивают и придают ему обтекаемую бочкообразную форму без острых граней.
Заключительную операцию обработки отверстия поплавка с торцевых сторон проводят, как в предыдущем примере.
Поплавки, полученные описанным в примере 2 способом, составные, состоящие из нескольких соединенных между собой элементов, получаемых предварительным уплотнением заготовок, могут использоваться на глубинах 800-1000 м и более с достаточным запасом прочности.
Техническим результатом изобретения является устранение возможности концентрации разрушающих напряжений сил, действующих на поплавок в процессе эксплуатации его на больших глубинах, увеличение срока службы поплавка, расширение ареала промысла.
Технический результат достигается тем, что поплавок из материала в виде твердой пены с равномерно-замкнутой газонаполненной пористой структурой, с малым удельным весом и большой плавучестью, изготовленный описанным выше способом, имеет оптимальную, устойчивую для сжатия на больших глубинах форму, без острых граней, плотную напряженно сжатую структуру и состоит из одного и/или более предварительно напряженных сжатием элементов.
На Фиг.1a, б даны заготовка и конструкция поплавка, состоящая из одного элемента. Поплавок предназначен, как правило, для лова рыбы на глубинах до 400 м. Заготовка 1 имеет вид цилиндра со сквозным отверстием по центральной оси, с фаской, выполненной с торцов под углом 45°. Конструкция поплавка 4 состоит из одного элемента 2 со сквозным отверстием 3 под фал.
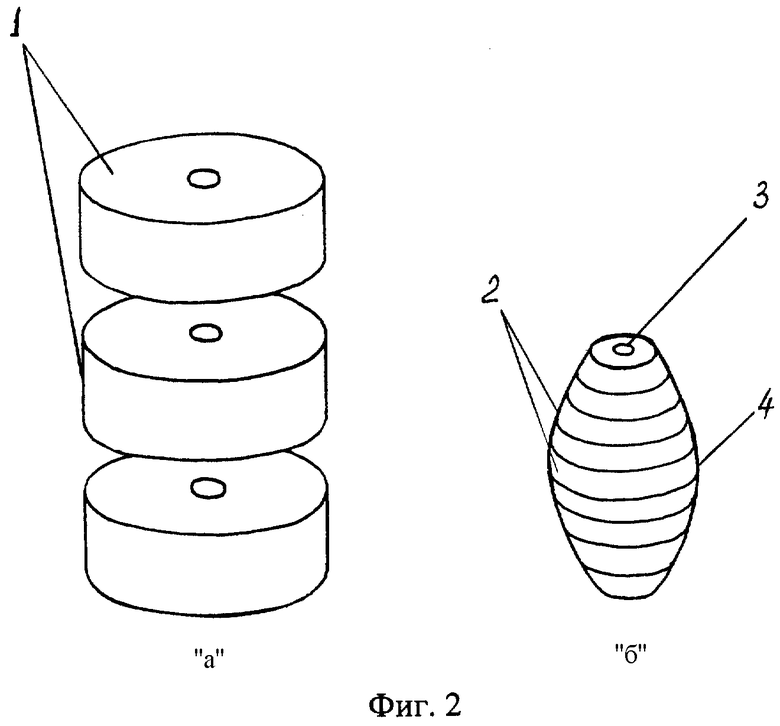
На Фиг.2а, б показаны заготовки для конструкции поплавка для глубин 800 м и более и получаемый поплавок.
Заготовки 1 представляют собой объемные цилиндрические фигуры с отверстиями по центральной оси. Поплавок 4 (Фиг.2) состоит из нескольких элементов 2, соединенных между собой. Элементы 2 получают предварительным сжатием заготовок 1. Поплавок имеет сквозное отверстие 3 под фал. Элементы 2 связаны между собой неразъемным соединением.
Предлагаемая конструкция поплавка имеет общепринятые стандартные размеры и отверстие под фал, это позволяет использовать его для существующих современных орудий лова. Внутренняя структура поплавка, получаемая благодаря его предварительному сжатию, обеспечивает ему работу на глубине как предварительно напряженной конструкции. Это препятствует проникновению воды внутрь поплавка, позволяет выдерживать длительные глубинные погружения без значительного изменения его плавучести.
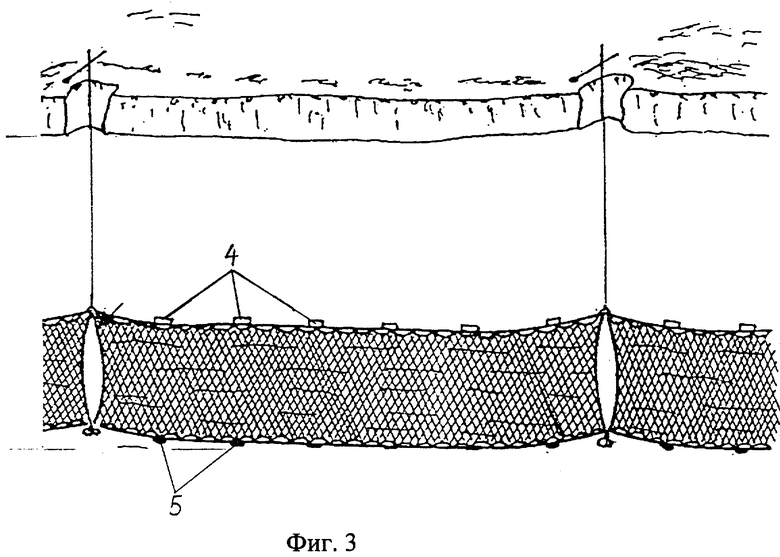
На Фиг.3 приведена схема установки сети для лова рыбы в зимний период со льда озера Байкал на глубину 400 м.
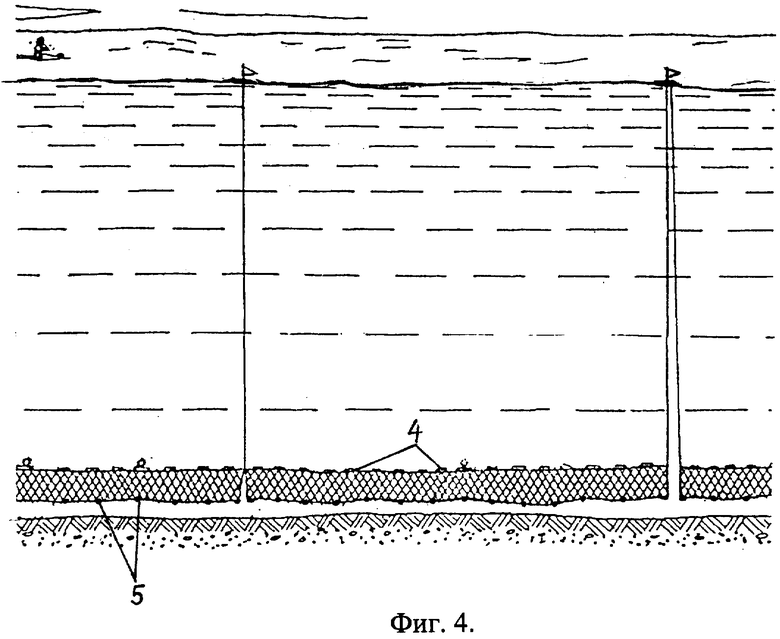
На Фиг.4 - установка сетных полотен у дна озера Байкал при глубине в месте установки, равной 1000 м.
Поплавки 4, состоящие из одного элемента 2 или нескольких элементов 2, в зависимости от глубины погружения сети устанавливают вдоль верхней кромки орудия лова (сетного полотна) при помощи веревки - фала, продеваемой в отверстия 3 поплавков. После крепления к нижней кромке сетного полотна грузил 5 сети опускают на необходимую глубину. Поплавки 4 при этом не только поддерживают вес сетного полотна, но и уравновешивают вертикальные усилия, возникающие под воздействием внешних сил [1, с.165].
На больших глубинах снасти подвергаются давлению. На глубинах 100-200 м давление составляет 10-20 атм. Через каждые 10 м погружения давление воды увеличивается на 1 атм [Там же, с.170]. Обычные поплавки при этом сминаются и теряют плавучесть.
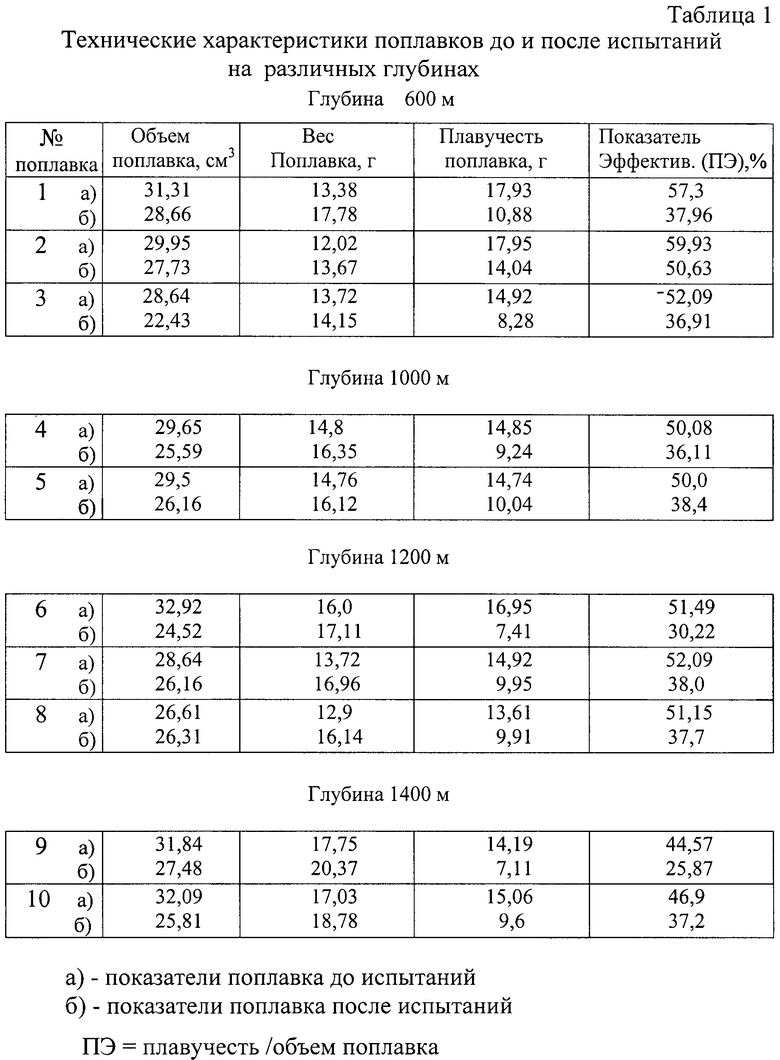
Предлагаемые поплавки при испытаниях выдерживают давление на глубинах 400 - 1400 м в течение 10-25 суток, при этом сохраняют высокие показатели плавучести при небольшом весе и объеме.
На основании испытаний поплавков на различных глубинах автором выведен показатель эффективности поплавка, характеризующий степень его совершенства.
В таблице 1 приведены технические характеристики поплавков при испытании их на различных глубинах. Даны значения показателя эффективности поплавка (ПЭ), равные отношению плавучести к объему поплавка в процентах.
Поплавки могут быть многократно использованы для глубоководных орудий лова промысловых видов рыб: сетей, тралов и других, а также при проведении подводных работ на больших глубинах для спуска и фиксации различных глубоководных аппаратов и оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛОВА РЫБЫ | 2004 |
|
RU2279217C2 |
| Способ установки жаберных сетей на произвольную глубину в озерах | 2023 |
|
RU2810000C1 |
| СПОСОБ ВЫЛОВА РЫБЫ | 2008 |
|
RU2376759C1 |
| ПОПЛАВОК ДЛЯ РЫБНОЙ ЛОВЛИ | 2000 |
|
RU2200387C2 |
| ПОПЛАВОК | 1992 |
|
RU2080787C1 |
| ПОПЛАВОК ДЛЯ РЫБОЛОВНЫХ УДОЧЕК И СНАСТЕЙ | 2001 |
|
RU2197817C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСТАНОВКИ СЕТИ ПОД ЛЁД ДЕВЯТКИНА В.Д. | 2016 |
|
RU2616805C1 |
| СПОСОБ КОМПОНОВКИ И РАЗВЕРТЫВАНИЯ МОРСКОГО ВИБРАТОРА | 2016 |
|
RU2718146C2 |
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| СПОСОБ СОЗДАНИЯ ПОЛОЖИТЕЛЬНОЙ ПЛАВУЧЕСТИ В ОКЕАНСКОЙ И МОРСКОЙ СРЕДЕ | 2002 |
|
RU2222458C2 |
Изобретение относится к области промышленного рыболовства. Способ изготовления поплавка для глубоководного погружения орудий лова предусматривает его производство из материала с равномерно-замкнутой пористой структурой с малым удельным весом, в виде одной или более предварительно подготовленных заготовок. Вначале из материала делают заготовки в виде цилиндров или призм со сквозным внутренним продольным отверстием по центральной оси, затем каждую заготовку подвергают предварительному напряжению сжатием с получением элемента поплавка. При изготовлении поплавка из нескольких элементов проводят сборку и соединение полученных элементов, затем проводят выравнивание поверхности с приданием поплавку обтекаемой формы без острых граней и обработку продольного отверстия, после чего через 20-30 дней после его обработки проводят дополнительное уплотнение - закалку путем погружения поплавка, начиная с глубины 200 м с постепенным наращиванием глубины его погружения. Предварительное сжатие заготовок могут производить путем равномерного уплотнения их пористой структуры с уменьшением первоначальных размеров заготовок до прекращения усадки материала. При изготовлении поплавка, состоящего из одного элемента, с торцевой поверхности заготовки с обеих сторон перед ее предварительным сжатием могут снимать фаску под углом 45°. Соединение полученных предварительно напряженных сжатием элементов могут выполнять неразъемным. Неразъемное соединение предварительно напряженных сжатием заготовок могут осуществлять склеиванием. Обработку продольного отверстия могут производить кратковременным силовым воздействием в направлении к центру поплавка по центральной линии отверстия с обоих торцов. Это позволяет получить качественные поплавки многократного применения для эксплуатации их на больших глубинах, снизить материальные и эксплуатационные затраты при промысле рыбы, устранить деформации поплавков при их использовании. 2 с. и 7 з.п. ф-лы, 4 ил., 1 табл.
| Рыба и рыбное хозяйство в бассейне озера Байкал | |||
| - Иркутск: Иркутское книжное издательство, 1958, с.451-454 | |||
| US 3161982 А, 22.12.1964 | |||
| БУЛАТОВ Г.А | |||
| Полиуретаны в современной технике | |||
| - М., Машиностроение, 1983 | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| US 3102359 А, 03.09.1963 | |||
| US 2931124 А, 05.04.1960 | |||
| БАРАНОВ Ф.И | |||
| Техника промышленного рыболовства | |||
| - М.: Пищепромиздат, 1960, с.168-169. | |||

