I. Изобретение относится к трубопроводному транспорту и может быть использовано при гидравлическом транспортировании пульпы от землесосных снарядов по акватории.
Известно устройство для транспортирования на плаву и укладки трубопровода, содержащее разъемную надеваемую на трубопровод эластичную трубу, выполненную за одно с эластичными понтонами и проходящую через их нижнюю часть (А.с. СССР №1724996, МПК F16L/20, 1992 г., Бюл.№13).
Недостатками являются сложность конструкции и технологии сборки устройства в связи с установкой на трубопровод эластичной трубы до совмещения разъемов, а также большая трудоемкость их крепления при помощи планок и болтов.
Известен гибкий трубопровод, включающий секции трубопровода, изолированные одна от другой поплавками, имеющими ниппели, каждая секция трубопровода снабжена навитым по наружной его стенке гибким шлангом, полость которого сообщена с ниппелями поплавков соответствующей секции (А.с. СССР №1550255, МПК F16L 11/00, Е21С 45/00, 1990 г., Бюл. №10).
Недостатками являются:
1. Сложность монтажных работ во время приведения гибкого трубопровода в рабочее положение, связанных: с заглушиванием концов длинномерного шланга для придания ему каркасности при подаче воздуха или жидкости; жестким закреплением через требуемые интервалы ранее надетых на шланг поплавков, образующих секции трубопровода; навивкой по внешней поверхности длинномерного шланга дополнительных водонепроницаемых гибких шлангов и соединением их концов с ниппелями поплавков; наклеиванием на дополнительные гибкие шланги с диаметрально противоположных сторон эластичных накладок для фиксации гибких шлангов в нужном положении и образования защитных чехлов.
2. Низкая надежность, так как случайное повреждение дополнительного шланга приводит к потере плавучести всей секции, а следовательно, невозможности транспортирования по трубопроводу гидросмесей.
Технической задачей предлагаемого изобретения является упрощение монтажных работ и повышение надежности трубопровода.
Технический результат по упрощению монтажных работ и повышению надежности трубопровода достигается тем, что в напорной плавающей трубе с пневматическими поплавками, включающей гибкий резинотканевый шланг с расположенными по его наружной стенке поплавками в форме тора, имеющими ниппели для пропуска сжатого воздуха, поплавки изготовлены как одно целое со шлангом и размещены по всей его длине рядом друг с другом, причем внутренний диаметр тора равен диаметру наружной стенки шланга, кроме того, соосно со шлангом и поплавками с их внешних сторон установлен ограничитель радиальных деформаций, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема.
На фиг.1 представлена напорная плавающая труба в рабочем состоянии, продольный разрез; на фиг.2 - раскрой тканевого полотнища ограничителя радиальной деформации.
Напорная плавающая труба с пневматическими поплавками включает гибкий резинотканевый шланг 1 с расположенными по его наружной стенке поплавками 2 в форме тора с внутренним диаметром, равным диаметру наружной стенки шланга, поплавки изготовлены как одно целое со шлангом и размещены по всей его длине рядом друг с другом, имеют ниппели 3 для пропуска сжатого воздуха, соосно со шлангом и поплавками с их внешних сторон установлен ограничитель радиальных деформаций 4, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема, на концах шланга 1 жестко фиксированы с ним фланцы 5, служащие для монтажа длинномерного трубопровода или для подсоединения к землесосу и концевому понтону.
Шланг 1 длиной L (фиг.1) собирают на металлическом дорне (не показан). По концам шланга устанавливают фланцы 5.
На собранном шланге 1 размещают рядом друг с другом плоскосложенные заготовки поплавков 2, выполненных в форме тора с внутренним диаметром, равным диаметру наружной стенки шланга 1. Число «n» и объем поплавков определяют из условия плавучести напорной трубы при транспортировании гидросмеси определенной концентрации. Внутри поплавков для пропуска сжатого воздуха монтируют ниппели 3, располагая их по образующей цилиндра шланга 1 на расстоянии а=l/2 от фланцев 5 и с шагом b=l, где  ширина плоскосложенных поплавков.
ширина плоскосложенных поплавков.
Соосно со шлангом 1 и поплавками 2 с их внешних сторон устанавливают ограничитель радиальных деформаций 4, выполненный из высокопрочного тканевого полотнища, которое формируют в чехол в виде разъемного цилиндра, с возможностью изменения его объема.
Длину L тканевого полотнища ограничителя радиальных деформаций 4 берут равной длине собранной напорной трубы (фиг.2). Ширину выбирают из расчета периметра собранной конструкции напорной плавающей трубы, состоящей из шланга 1 и пневматических поплавков 2 при их наибольшем объеме, с учетом припуска для соединения внахлест при формировании цилиндрического чехла.
На раскроенном материале с двух сторон по ширине тканевой заготовки ограничителя радиальных деформаций 4 выполняют группу параллельных рядов отверстий по длине тканевого материала, расположенных на расстояниях «а» от длинных краев и с шагом «b» (данные размеры совпадают с параметрами расположения ниппелей 3). Расстояния между рядами отверстий определяют объемы поплавков с закачанным в них воздухом при эксплуатации напорной трубы. В отверстия вставляют люверсы (не показаны), предназначенные для снижения концентрации напряжений и предохранения тканевого материала от разрушения. Внутренние диаметры люверсов должны быть больше диаметров ниппелей. Совмещают по длине напорной трубы отверстия с одной стороны тканевого материала с ниппелями, тканевую заготовку обматывают вокруг шланга 1 и поплавков 2, а отверстия необходимого ряда второй стороны полотнища размещают на ниппелях. Тканевое полотнище образует замкнутую цилиндрическую поверхность ограничителя радиальных колебаний 4 - тканевый защитный чехол плавающей напорной трубы. Концы чехла внахлест соединяют друг с другом, например, с помощью ремней или шнуровкой (не показаны). Располагая определенные ряды отверстий тканевой оболочки на ниппелях, возможно изменять объем цилиндра, образованного чехлом. Допустимо использование и сменных чехлов для регулирования объема поплавков. Вулканизация собранного изделия позволяет изготавливать поплавки 2 как одно целое со шлангом 1.
Работа напорной плавающей трубы с пневматическими поплавками происходит следующим образом.
Исходя из технических условий эксплуатации и концентрации транспортируемой пульпы определяют необходимые объемы поплавков 2, обеспечивающих плавучесть напорной трубы. Из тканевого полотнища формируют чехол ограничителя радиальных деформаций 4 с необходимым объемом цилиндра. В поплавки 2 через ниппели 3 подают сжатый воздух. Закачка воздуха в поплавки 2 происходит до тех пор, пока ограничитель радиальных деформаций не достигнет необходимых размеров. Так как чехол выполнен из высокопрочной ткани, то ограничитель радиальных деформаций не даст возможности поплавкам принимать размеры больше расчетных, обеспечивающих плавучесть напорной трубы. Закачивание воздуха можно производить во все поплавки сразу посредством системы последовательно соединенных шлангов (не показаны). Напорные плавающие трубы с пневматическими поплавками соединяют фланцами в длинномерные цепи сколь угодно большой длины. Одним фланцем собранный трубопровод присоединяют к грунтопроводу земснаряда, а другим к концевому понтону.
При прокачивании пульпы тканевый чехол 4 предохраняет поплавки 2 от внешних повреждений. Кроме того, так как каждый поплавок выполнен независимо от других, то повреждение какого-то одного или нескольких поплавков не приведет к потере плавучести грунтопровода.
После окончания работы напорные трубы отсоединяют от насоса и потребителя, а также друг от друга из длинномерного трубопровода, вытаскивают на берег, через ниппели 3 «стравливают» воздух из поплавков 2, и разобранные части трубопровода транспортируют для монтажа в новом месте эксплуатации или на хранение. Наличие тканевого чехла 4 предотвращает поплавки 2 от повреждений при перевозках.
Оригинальностью предложенной конструкции напорной плавающей трубы с пневматическими поплавками является то, что она реализована в виде гибкого резинотканевого шланга 1 с расположенными по его наружной стенке поплавками 2 в форме тора, имеющими ниппели 3 для пропуска сжатого воздуха, причем внутренний диаметр тора равен диаметру наружной стенки шланга, кроме того, поплавки 2 изготовлены как одно целое со шлангом 1 и размещены по всей его длине рядом друг с другом, а соосно со шлангом 1 и поплавками 2 с их внешних сторон установлен ограничитель радиальных деформаций 4, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема. Это позволяет:
1. Упростить монтажные работы во время приведения конструкции в рабочее положение, так как они состоят лишь из установки соосно со шлангом и поплавками с их внешних сторон ограничителя радиальных деформаций, выполненного из тканевого полотнища, сформированного в виде цилиндра определенного объема, ограничивающего внешний диаметр поплавков при подаче в них сжатого воздуха для обеспечения плавучести напорной трубы и монтировании отдельных напорных труб в длинномерный грунтопровод.
2. Повысить надежность, так как каждый поплавок выполнен независимо от других и повреждение какого-то одного или нескольких поплавков не вызовет потери плавучести напорного трубопровода при транспортировании гидросмеси. Тканевый чехол ограничителя радиальных деформаций создает дополнительную защиту поплавков при внешних воздействиях.
Таким образом, предложенная конструкция позволяет достичь технического результата по упрощению монтажных работ и повышению надежности трубопровода.
II. Известен способ изготовления напорных рукавов (труб), включающий сборку на цилиндрическом металлическом дорне многослойного шланга из резинотканевых материалов, запрессовку заготовки бинтованием перед вулканизацией, вулканизацию, разбинтовку и съемку напорного рукава (трубы) (Иванова В.Н., Алеушина Л.А. Технология резиновых технических изделий. - Л. «Химия», 1975. - С.94 101).
Недостатками указанного способа являются:
1. Большие трудозатраты на бинтовку и разбинтовку изделия и расход ткани бинтовочных материалов.
2. Запрессовка бинтами перед вулканизацией толстостенных (с большим количеством тканевых слоев) изделий не обеспечивает необходимых усилий обжатия, что приводит к изготовлению некачественных напорных труб (появлению пор).
Технической задачей предлагаемого способа является повышение производительности труда изготовления напорных плавающих труб, улучшение их качества и снижение материалоемкости.
Технический результат по повышению производительности труда изготовления напорных плавающих труб, улучшению их качества и снижению материалоемкости достигается тем, что в способе изготовления напорной плавающей трубы с пневматическими поплавками, включающем сборку на цилиндрическом металлическом дорне многослойного шланга из резинотканевых материалов, запрессовку заготовки перед вулканизацией, вулканизацию и съемку напорной трубы, на наружной стенке шланга по всей его длине рядом друг с другом размещают плоскосложенные резинотканевые заготовки поплавков, имеющие ниппели для пропуска сжатого воздуха и выполненные в форме тора с внутренним диаметром, равным диаметру наружной стенки шланга, во внутренних полостях поплавков и между соседними поплавками помещают прокладки, при этом соосно со шлангом и поплавками с их внешних сторон устанавливают ограничитель радиальных деформаций, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема, запрессовку шланга с поплавками перед вулканизацией осуществляют закачиванием воздуха через ниппели в поплавки, расположенные между шлангом и ограничителем радиальных деформаций.
На фиг.3 изображена запрессовка шланга с поплавками перед вулканизацией, продольный разрез напорной плавающей трубы.
На цилиндрическом металлическом дорне (не показан) собран многослойный шланг 1 из резинотканевых материалов. На наружной стенке шланга по всей его длине рядом друг с другом размещены плоскосложенные резинотканевые заготовки поплавков 2, имеющие ниппели 3 для пропуска сжатого воздуха и изготовленные в виде тора с внутренним диаметром, равным диаметру наружной стенки шланга. Соосно со шлангом 1 и поплавками 2 с их внешних сторон установлен ограничитель радиальных деформаций 4, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема. По концам шланга установлены фланцы 5. Во внутренних полостях поплавков 2 помещены прокладки 6, а между соседними поплавками, крайними поплавками и фланцами - соответственно прокладки 7 и 8.
Способ изготовления напорной плавающей трубы с пневматическими поплавками осуществляют следующим образом.
На цилиндрическом металлическом дорне совместно с фланцами 5 собирают толстостенный шланг 1 из материалов, включающих несколько слоев из высокопрочных синтетических тканей с внешним и внутренним покрытиями из резины. Расстояние L между фланцами определяет длину напорной плавающей трубы.
По всей длине шланга 1 рядом друг с другом размещают плоскосложенные заготовки поплавков 2, выполненных в форме тора, внутренний диаметр которого равен диаметру наружной стенки шланга 1. Материалом поплавков является тканевый каркас, обрезиненный с двух сторон сырыми резиновыми полотнами.
Зная число «n» поплавков, необходимых для обеспечения плавучести напорной трубы, определяют ширину плоскосложенных поплавков l=L/n и раскрой материала для их изготовления. Внутри плоскосложенных заготовок помещают прокладки (дорны) 6, например, из термостойкой пленки с металлизированной поверхностью. Прокладки 7 и 8 из такого же материала вставляют между соседними поплавками 2, а также крайними поплавками и фланцами 5. В поплавки для пропуска сжатого воздуха заделывают ниппели 3 и выставляют их в один ряд с равномерным шагом. Собранные совместно шланг 1 и поплавки 2 тщательно прокатывают роликами для обеспечения плотного прилегания составных частей заготовки. Совмещают отверстия одной стороны тканевого полотнища с ниппелями 3, полотнище обматывают вокруг шланга с поплавками, необходимый ряд отверстий второй стороны располагают на ниппелях, и, таким образом, формируют цилиндрический чехол ограничителя радиальных деформаций 4 с минимальным объемом цилиндра, в котором внутренний диаметр чехла равен внешнему диаметру собранной на металлическом дорне заготовки из шланга 1 и поплавков 2, после чего фиксируют концы полотнища, например, при помощи ремней или шнуровкой.
Через ниппели 3 в поплавки 2, расположенные между шлангом 1 и ограничителем радиальных деформаций 4, закачивают воздух и осуществляют запрессовку шланга с поплавками перед вулканизацией. Контролируя давление воздуха в поплавках, например, с помощью манометров (не показаны), можно создавать сколь угодно необходимые усилия обжатия запрессовки, при этом объемы поплавков не меняются, так как ограничитель радиальных деформаций выполнен из высокопрочной ткани и практически не растяжим. Тем самым происходит полная запрессовка заготовки.
Напорную плавающую трубу с пневматическими поплавками помещают в вулканизатор и производят горячую вулканизацию. В результате поплавки 2 оказываются изготовленными как одно целое со шлангом 1. Наличие прокладок 6 обеспечивает образование полостей торовых поплавков. Прокладки 7,8 не дают возможности поплавкам свулканизироваться между собой и фланцами 5.
После вулканизации изделие извлекают из вулканизатора. Через ниппели 3 «стравливают» воздух из поплавков 2. Производят съемку напорной трубы с дорна. Ограничитель радиальных деформаций 4 является защитным чехлом напорной трубы с поплавками и предотвращает ее от повреждений при транспортировании и хранении.
Оригинальностью предложенного способа изготовления напорной плавающей трубы с пневматическими поплавками является то, что на наружной стенке шланга 1 по всей его длине рядом друг с другом размещают плоскосложенные резинотканевые заготовки поплавков 2, имеющие ниппели 3 для пропуска сжатого воздуха и выполненные в форме тора с внутренним диаметром, равным диаметру наружной стенки шланга 1, во внутренних полостях поплавков 2 и между соседними поплавками помещают прокладки 6, 7, при этом соосно со шлангом и поплавками с их внешних сторон устанавливают ограничитель радиальных деформаций 4, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема, запрессовку шланга 1 с поплавками 2 перед вулканизацией осуществляют закачиванием через ниппели 3 воздуха в поплавки 2, расположенные между шлангом 1 и ограничителем радиальных деформаций 4, что позволяет:
1. Повысить производительность труда и снизить материалоемкость изготовления напорных плавающих труб, так как отсутствуют бинтовка и разбинтовка их при запрессовке перед вулканизацией.
2. Улучшить качество толстостенных напорных труб за счет обеспечения необходимых усилий обжатия запрессовки путем закачивания воздуха через ниппели в поплавки, расположенные между шлангом и ограничителем радиальных деформаций.
Таким образом, предложенный способ позволяет достичь технического результата по повышению производительности труда изготовления напорных плавающих труб, улучшению их качества и снижению материалоемкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| Плавающий трубопровод | 1978 |
|
SU751925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХ РУКАВНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2096178C1 |
| ГИБКИЙ ТРУБОПРОВОД | 2005 |
|
RU2289057C2 |
| ПЛАВАЮЩИЙ ТРУБОПРОВОД | 1999 |
|
RU2176048C2 |
| Гибкий трубопровод | 1987 |
|
SU1550255A1 |
| ЗАЩИТНАЯ ГИБКАЯ СЕКЦИОННАЯ ДАМБА | 2011 |
|
RU2478750C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| ПОДВИЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2153123C2 |
Изобретение относится к трубопроводному транспорту и может быть использовано при гидравлическом транспортировании пульпы от землесосных снарядов по акватории. Технический результат - упрощение монтажных работ и повышение надежности трубопровода. В напорной плавающей трубе поплавки изготовлены как одно целое со шлангом и размещены по всей его длине рядом друг с другом, причем внутренний диаметр тора равен диаметру наружной стенки шланга, кроме того, соосно со шлангом и поплавками с их внешних сторон установлен ограничитель радиальных деформаций, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема. В способе, включающем сборку на цилиндрическом металлическом дорне многослойного шланга из резинотканевых материалов, запрессовку заготовки перед вулканизацией, вулканизацию и съемку напорной трубы, на наружной стенке шланга по всей его длине рядом друг с другом размещают плоскосложенные резинотканевые заготовки поплавков, имеющие ниппели для пропуска сжатого воздуха и выполненные в форме тора с внутренним диаметром, равным диаметру наружной стенки шланга, во внутренних полостях поплавков и между соседними поплавками помещают прокладки, при этом соосно со шлангом и поплавками с их внешних сторон устанавливают ограничитель радиальных деформаций, запрессовку шланга с поплавками перед вулканизацией осуществляют закачиванием через ниппели воздуха в поплавки, расположенные между шлангом и ограничителем радиальных деформаций. 2 н.п. ф-лы, 3 ил.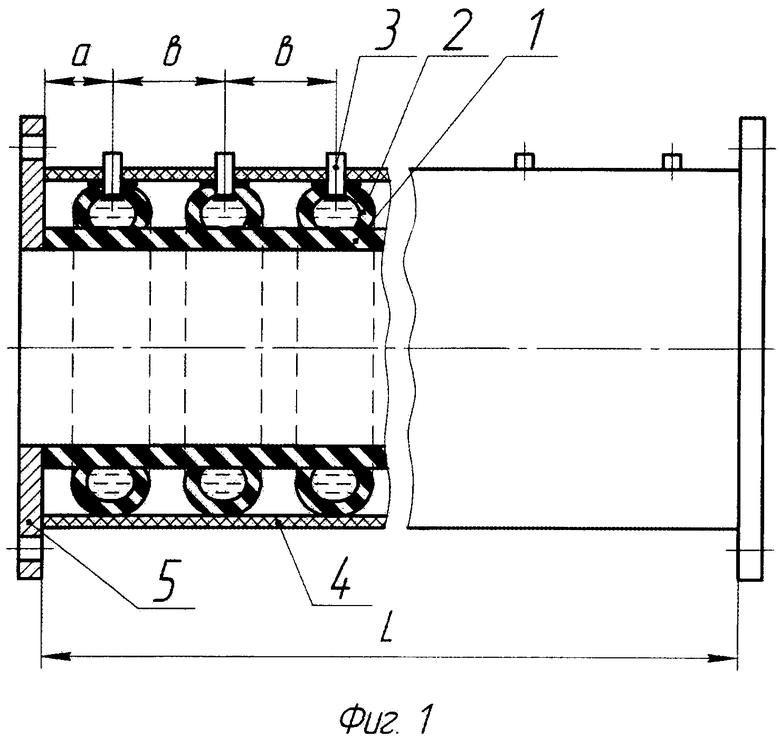
1. Напорная плавающая труба с пневматическими поплавками, включающая гибкий резинотканевый шланг с расположенными по его наружной стенке поплавками в форме тора, имеющими ниппели для пропуска сжатого воздуха, отличающаяся тем, что поплавки изготовлены как одно целое со шлангом и размещены по всей его длине рядом друг с другом, причем внутренний диаметр тора равен диаметру наружной стенки шланга, кроме того, соосно со шлангом и поплавками с их внешних сторон установлен ограничитель радиальных деформаций, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра с возможностью изменения его объема.
2. Способ изготовления трубы по п.1, включающий сборку на цилиндрическом металлическом дорне многослойного шланга из резинотканевых материалов, запрессовку заготовки перед вулканизацией, вулканизацию и съемку напорной трубы, отличающийся тем, что на наружной стенке шланга по всей его длине рядом друг с другом размещают плоскосложенные резинотканевые заготовки поплавков, имеющие ниппели для пропуска сжатого воздуха и выполненные в форме тора с внутренним диаметром, равным диаметру наружной стенки шланга, во внутренних полостях поплавков и между соседними поплавками помещают прокладки, при этом соосно со шлангом и поплавками с их внешних сторон устанавливают ограничитель радиальных деформаций, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема, запрессовку шланга с поплавками перед вулканизацией осуществляют закачиванием через ниппели воздуха в поплавки, расположенные между шлангом и ограничителем радиальных деформаций.
| Гибкий трубопровод | 1987 |
|
SU1550255A1 |
| ИВАНОВА В.Н., АЛЕУШИНА Л.А | |||
| Технология резиновых технических изделий | |||
| - Химия, 1975, с.94-101 | |||
| Устройство для транспортирования на плаву и укладки трубопровода | 1989 |
|
SU1724996A1 |
| ПЛАВАЮЩИЙ ТРУБОПРОВОД | 1999 |
|
RU2176048C2 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВ С ПЕРЕМЕННЫМИ ШАГОМ И ДИАМЕТРОМ | 1963 |
|
SU216418A1 |

