Настоящее изобретение касается термоструктурной монолитной композитной волокнисто-матричной детали, содержащей два поверхностных слоя из композитного материала, отстоящих друг от друга и связанных между собой множеством нитевидных перемычек из композитного материала, причем указанная деталь отличается прочностью по отношению к повышенному внутреннему и/или внешнему давлению.
Такая монолитная композитная деталь, предназначенная, например, для изготовления плит для канализации текучей среды, пуленепробиваемых бронеконструкций, теплозащитных конструкций, панелей для космических оптических устройств или жаростойких обтекателей для РЛС высокого разрешения и т.д., описана в документе FR-A-2749327. В этом документе волокнистую структуру монолитной композитной детали получают при помощи трикотажного переплетения, при этом части указанной волокнистой структуры, соответствующие указанным поверхностным слоям, образованы рядами трикотажных петель, тогда как часть указанной волокнистой структуры, соответствующая указанным перемычкам, образована наклонными трикотажными нитями, связывающими петли одного из указанных поверхностных слоев с петлями другого поверхностного слоя.
Таким образом, данная волокнистая структура представляет собой две панели, отстоящие друг от друга и соединенные между собой множеством наклонных связующих нитей. Следует отметить, что такое расположение способствует пропитке смолой с целью получения матрицы композитной детали, так как указанные связующие нити между двумя панелями находятся в свободном состоянии и доступны напрямую для пропитки смолой. Тем не менее, в такой структуре две панели могут перемещаться относительно друг друга из-за гибкости указанных связующих нитей, что создает проблемы при укладке указанной структуры в пропиточную форму и затрудняет соблюдение требуемых размеров монолитной композитной детали.
Кроме того, необходимо отметить, что данная известная монолитная композитная деталь обладает невысокими механическими свойствами, поскольку в указанных поверхностных слоях составляющие структуру нити высокой механической прочности закручены в петли и поэтому не могут работать ни на растяжение, ни на сжатие, ни даже на изгиб, то есть по тем показателям, ради которых их предпочитают использовать в композитных материалах. Точно также наклонные связующие нити не могут обеспечить оптимального сопротивления сжатию и разбуханию этой известной композитной детали.
Кроме того, монолитная композитная деталь с двойной стенкой и нитевидными перемычками побочно упоминается в документе FR-A-2718670, в котором в основном раскрывается композитная деталь, получаемая следующим образом:
- на каждую из противолежащих сторон мягкого сердечника, выполненного из материала, легко прокалываемого иглой, накладывают мягкую волокнистую арматуру для каждого из указанных поверхностных слоев;
- указанные арматуры и указанный сердечник соединяют между собой прошиванием при помощи нити, образующей наклонные прошивочные стежки, содержащие отрезки нити, проходящие через указанные волокнистые структуры и указанный сердечник;
указанную структуру-сэндвич пропитывают смолой, предназначенной для образования матрицы и которая для этой цели находится в вязком состоянии; и
указанную смолу, пропитывающую указанные волокнистые арматуры, подвергают отверждению.
В этом документе также указано, что указанный сердечник, с одной стороны, может быть выполнен из материала, проницаемого в отношении указанной смолы, и, с другой стороны, может быть удален после отверждения смолы, в результате чего получают указанную монолитную композитную деталь.
Вместе с тем в этом документе FR-A-2718670 не содержится никакого указания о трансформации указанных сквозных отрезков нити в нитевидные композитные перемычки. Однако пропитка указанных сквозных отрезков нити не может быть осуществлена во время пропитки указанных волокнистых арматур, так как в этом случае указанные сквозные отрезки нити оказываются изолированными от пропиточной смолы указанным мягким сердечником, через который они проходят. Для того, чтобы пропитать смолой указанные сквозные отрезки нити для придания им свойств жестких композитных перемычек, следует предположить, что:
- либо после удаления указанного сердечника осуществляют новую пропитку смолой и новое отверждение этой смолы;
- либо прошивочную нить предварительно пропитывают смолой.
В первом случае дополнительные пропитка и отверждение должны происходить, когда сквозные отрезки нити еще остаются гибкими, что, как было указано в связи с упомянутым документом FR-A-2749327, вызовет проблемы позиционирования поверхностных слоев и приведет к дефектам монолитной детали.
Во втором случае смола, пропитывающая уже предварительно пропитанную прошивочную нить, быстро загрязняет прошивочную машину, что может привести к остановке этой машины.
Кроме того, поскольку согласно этому последнему документу в структуре указанные прошивочные стежки выполнены наклонными по отношению к волокнистым арматурам, то такая структура не может обладать оптимальным сопротивлением сжатию и разбуханию, как и структура из документа FR-A-2749327.
Задачей настоящего изобретения является устранение этих недостатков. Оно обеспечивает получение термоструктурной монолитной детали, не прибегая к дополнительным операциям пропитки и отверждения и к предварительной пропитке прошивочной нити, при соблюдении точного позиционирования волокнистой структуры в пропиточной форме, а также оптимальное использование механических свойств волокон, образующих указанные поверхностные слои.
В этой связи в соответствии с настоящим изобретением предложен способ изготовления термоструктурной монолитной композитной волокнисто-матричной детали, содержащей два поверхностных слоя из композитного материала, отстоящих друг от друга и связанных друг с другом множеством нитевидных перемычек из композитного материала, при этом согласно этому способу:
а) формируют мягкую структуру-сэндвич, содержащую мягкий промежуточный сердечник, выполненный из материала, легко прокалываемого иглой и проницаемого для смолы, предназначенной для образования матрицы, и две наружные мягкие волокнистые арматуры, соответственно расположенные на двух противоположных сторонах указанного мягкого сердечника;
б) указанные волокнистые арматуры и указанный сердечник данной структуры-сэндвича соединяют прошиванием при помощи нити, образующей прошивочные стежки, содержащие отрезки нити, проходящие через указанные волокнистые арматуры и указанный сердечник;
в) указанную структуру-сэндвич пропитывают указанной смолой, находящейся в вязком состоянии;
г) осуществляют отверждение указанной смолы, пропитывающей указанную структуру-сэндвич; и
д) удаляют указанный сердечник,
который отличается тем, что:
- указанная прошивочная нить образована прядью, содержащей множество не связанных друг с другом волокон;
после операции прошивания, указанной в пункте б), указанные отрезки нитей, проходящие через указанные волокнистые арматуры и указанный сердечник, содержат внутри последнего продольные каналы, образовавшиеся между указанными волокнами и проходящие от одной из указанных волокнистых арматур к другой;
- операцию пропитки, указанную в пункте в), осуществляют таким образом, чтобы указанная отверждающаяся смола могла проникать в указанные продольные каналы указанных сквозных отрезков нити для образования в этих каналах мостиков из смолы, соприкасающихся своими противоположными концами со смолой, пропитывающей указанные мягкие волокнистые арматуры.
Таким образом, в соответствии с настоящим изобретением указанные сквозные отрезки нити оказываются пропитанными смолой во время пропитки волокнистых арматур указанных поверхностных слоев и точно так же они отверждаются во время отверждения указанных волокнистых арматур до удаления указанного сердечника, образуя нитевидные перемычки из композитного материала между указанными композитными поверхностными слоями.
Для достижения такого результата можно воздействовать на различные параметры, предпочтительно в их сочетании, например, такие как:
диаметр прошивочной иглы, продевающей указанную нить через указанные волокнистые арматуры и указанный сердечник;
- природа материала указанного сердечника;
- вязкость пропиточной смолы;
- условия пропитки и т.д.
Отличные результаты были получены путем выбора иглы, соответствующей количеству волокон в прошивочной нити, и при выполнении указанного сердечника из вспененного синтетического материала, предпочтительно полистирола плотностью от 0,04 до 0,1, предпочтительно от 0,05 до 0,07. После пропитки и отверждения указанной структуры-сэндвича получают нитевидные перемычки с содержанием волокон от 30% до 90% и предпочтительно от 30% до 50%.
Указанную операцию пропитки предпочтительно осуществляют при разрежении или, в случае необходимости, в вакууме, и в зависимости от значения этого разрежения, от сечения указанных продольных каналов и от длины указанных сквозных отрезков нити необходимое значение вязкости указанной пропиточной смолы определяют экспериментальным путем, например, при помощи разжижения, чтобы обеспечить ее проникновение по всей длине указанных сквозных отрезков нити.
Указанную сборку структуры-сэндвича можно осуществлять при помощи прошивания с перевязыванием или без перевязывания. В первом случае (прошивание с перевязыванием) концы указанных сквозных отрезков нити прочно закрепляют на указанных волокнистых арматурах при помощи мостиков, связывающих два таких последовательных отрезка. Во втором случае (прошивание без перевязывания) с одной стороны указанной структуры-сэндвича формируют выступающие петли, при этом с данной стороны крепление концов сквозных отрезков нити на соответствующей арматуре происходит в результате сминания указанных петель, тогда как с другой стороны указанной структуры-сэндвича концы сквозных отрезков нити закрепляют на соответствующей волокнистой арматуре при помощи мостиков, связывающих два последовательных отрезка.
Прошивочная нить и волокнистые арматуры могут быть выполнены из углерода или аналогичного материала, при этом указанная смола является углеродообразующей. В этом случае, в частности, после указанной операции отверждения смолы предпочтительно повысить температуру указанной структуры-сэндвича для осуществления пиролиза указанной смолы, образующей в этом случае углеродную матрицу указанной композитной детали, при этом удаление указанного сердечника происходит в результате такого повышения температуры. Эта смола может быть фенольной.
Необходимо отметить, что в результате выполнения указанной структуры-сэндвича прошиванием для каждой из указанных арматур можно предусмотреть любое расположение волокон, оптимально соответствующее назначению монолитной композитной детали, и обеспечить точное позиционирование волокнистой структуры в виде единого блока в форме для пропитки смолой. Кроме того, указанные сквозные отрезки нити предпочтительно располагают ортогонально по отношению к указанным волокнистым арматурам с тем, чтобы перемычки оказались ортогональными относительно указанных поверхностных слоев и придавали композитной детали максимальную прочность на сжатие и на разбухание.
Целесообразно, чтобы при формировании мягкой структуры-сэндвича между мягким промежуточным сердечником и, по меньшей мере, одной из волокнистых арматур вставляли, по меньшей мере, одну тонкую пластину и указанную тонкую пластину жестко соединяли с волокнистыми арматурами и с сердечником (1) во время сборки этих последних элементов при помощи прошивания.
Целесообразно, чтобы мягкий промежуточный сердечник состоял, по меньшей мере, из двух расположенных друг над другом слоев и тонкую пластину жестко соединяли с волокнистыми арматурами и указанными находящимися друг над другом слоями сердечника во время сборки этих последних элементов при помощи прошивания.
Для решения поставленной задачи также предложена волокнисто-матричная монолитная композитная деталь, содержащая два поверхностных слоя из композитного материала, отстоящих друг от друга и связанных друг с другом множеством нитевидных перемычек из композитного материала.
Целесообразно, чтобы поверхностные слои монолитной композитной детали были, по меньшей мере, практически параллельны друг другу, и перемычки были, по меньшей мере, практически ортогональны по отношению к поверхностным слоям.
Полезно, чтобы с наружной стороны, по меньшей мере, одного из указанных поверхностных слоев было нанесено покрытие.
Предпочтительно, чтобы монолитная деталь содержала, по меньшей мере, одну тонкую пластину, прижимаемую внутри, по меньшей мере, к одному из поверхностных слоев и пересекаемую перемычками.
Целесообразно, чтобы монолитная деталь содержала, по меньшей мере, одну тонкую пластину, устанавливаемую между поверхностными слоями и пересекаемую перемычками.
Сущность настоящего изобретения будет более понятна из прилагаемых чертежей. На этих чертежах сходные элементы обозначены одинаковыми позициями. На чертежах представляют:
Фиг.1А-1Е - схематическую иллюстрацию пяти этапов способа согласно настоящему изобретению.
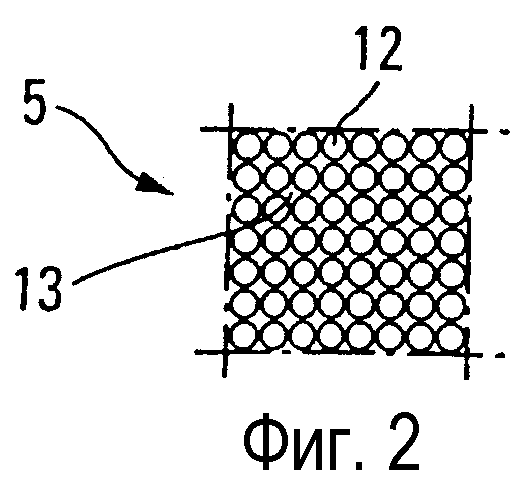
Фиг.2 - схематическое увеличенное изображение в частичном поперечном разрезе прошивочной нити, применяемой при осуществлении способа согласно настоящему изобретению.
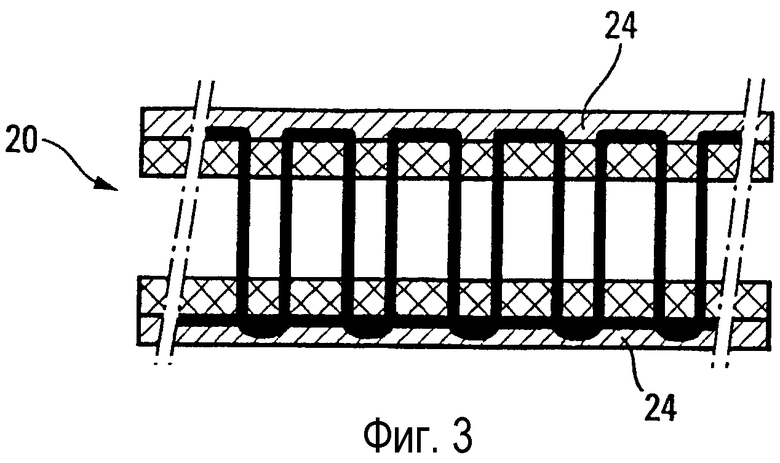
Фиг.3 - схематическое изображение в разрезе варианта выполнения монолитной детали согласно настоящему изобретению.
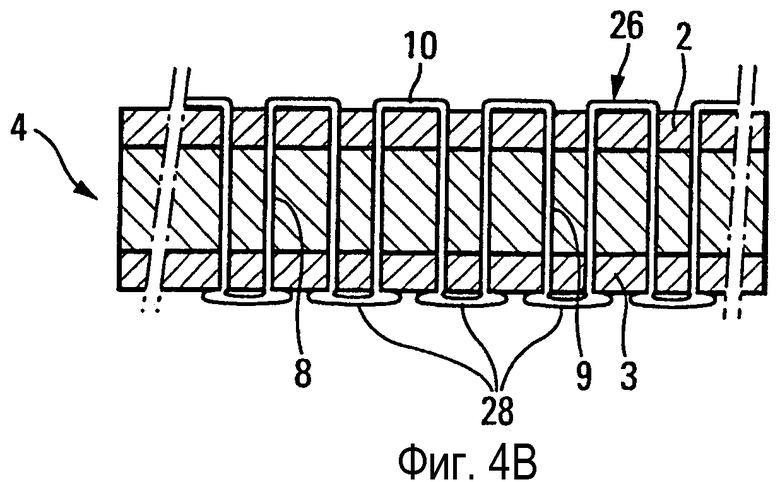
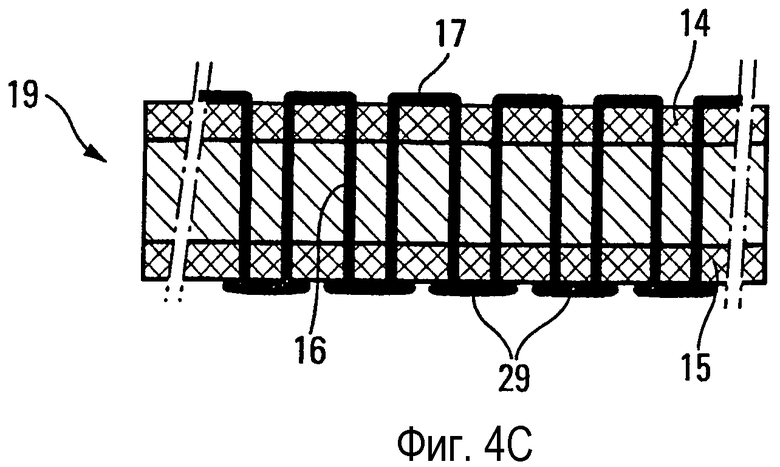
Фиг.4А-4С - схематическое изображение трех этапов варианта осуществления способа согласно настоящему изобретению.
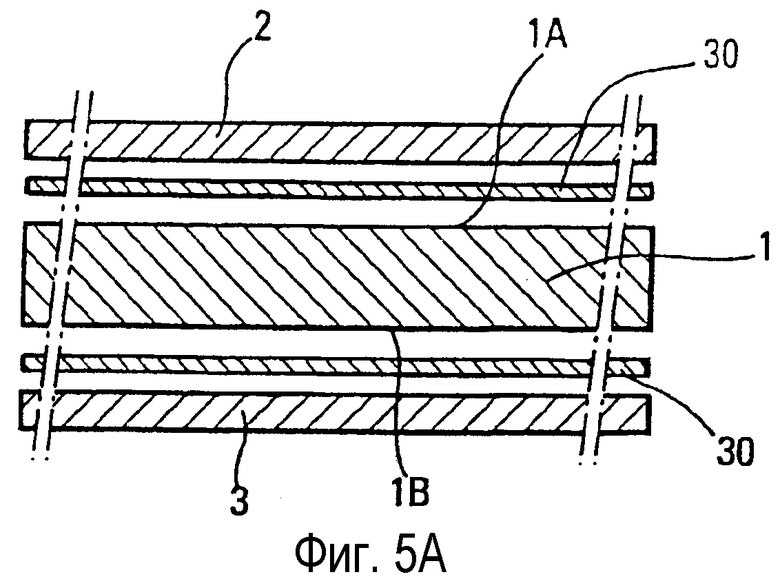
Фиг.5А и 5В - схематическое изображение другого варианта выполнения настоящего изобретения.
Фиг.6А и 6В - схематическое изображение еще одного варианта выполнения настоящего изобретения.
Для большей наглядности на фиг.1С-1Е, 3, 4А-4С, 5В и 6В оба отрезка нити каждого прошивочного стежка изображены на значительном расстоянии друг от друга, однако, само собой разумеется, что в действительности они находятся очень близко друг к другу.
На фиг.1А в разрезе схематически показан мягкий сердечник 1 и две мягкие волокнистые арматуры 2 и 3.
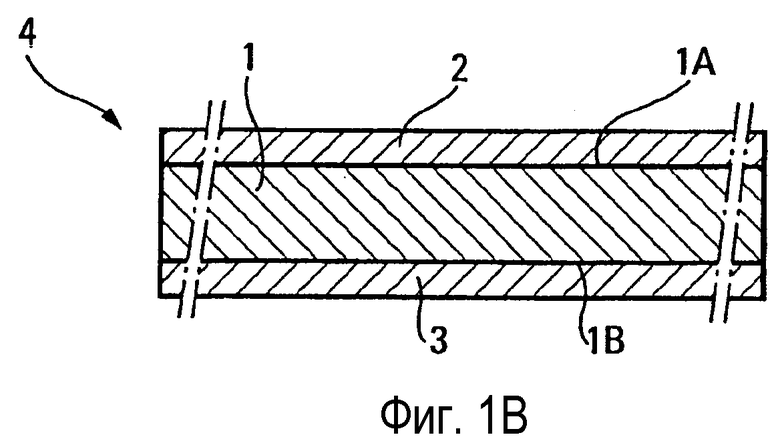
Мягкий сердечник 1 в данном случае изображен в виде пластины, но в действительности может иметь любую форму, содержащую две противоположные стороны 1А и 1В, например цилиндрическую, коническую или призматическую форму. Его выполняют из материала, который можно проколоть иглой, такого, например, как пенополиуретан, пенополипропилен или предпочтительно пенополистирол с плотностью от 0,04 до 0,1, предпочтительно от 0,05 до 0,07. Кроме того, этот материал является проницаемым для смолы, которая далее будет использована для пропитки мягких волокнистых арматур 2 и 3.
Каждая из мягких волокнистых арматур 2 и 3 имеет волокнистую структуру, которая может быть выполнена из любого известного материала, но предпочтительно применять материалы, описанные в документах US-A-5390707, US-A-5759321 или FR-A-2753993. Каждая из арматур 2 и 3 выглядит в виде слоя, выполненного на основе волокон углерода или Sic или любого другого материала, способного образовывать высокопрочные волокна. Эти арматуры могут иметь разную толщину.
Как показано на фиг.1В, мягкие арматуры 2 и 3 соответственно располагают на противоположных наружных сторонах 1А и 1В мягкого сердечника с возможностью получения мягкой структуры-сэндвича 4. Как видно из фиг.1А, мягкие волокнистые арматуры 2 и 3 могут выполняться отдельно от мягкого сердечника 1, а затем накладываются на стороны 1А и 1В последнего. Тем не менее указанные арматуры 2 и 3 могут быть также сформированы непосредственно на указанных сторонах 1А и 1В сердечника 1.
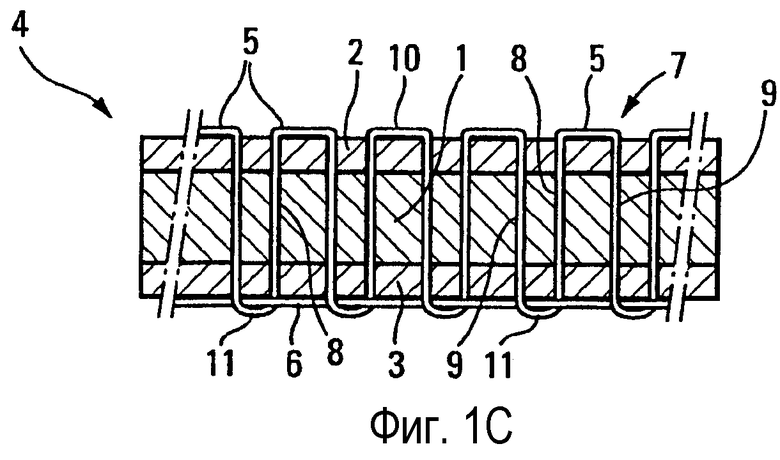
Элементы 1, 2 и 3 структуры-сэндвича 4 соединяются друг с другом путем прошивания при помощи игольной нити 5 и челночной нити 6 (см. фиг.1С). Игольная нить 5 образует множество не показанных на фигурах рядов прошивочных стежков, параллельных и/или пересекающихся. Каждый прошивочный стежок 7 содержит два отрезка нити 8 и 9, проходящих через арматуры 2 и 3 и сердечник 1, и мостик 10, связывающий указанные отрезки нити 8 и 9 и связанный с предыдущим стежком 7 и со следующим стежком 7 мостиками 11, через которые проходит челночная нить 6.
Как показано на фигурах, предпочтительно, чтобы арматуры 2 и 3 были параллельными между собой и чтобы сквозные отрезки нити 8 и 9 были ортогональными по отношению к указанным арматурам.
По меньшей мере игольная нить 5, но предпочтительно также и челночная нить 6 состоит из пряди, содержащей множество не связанных между собой волокон 12, которые даже при поперечном сжатии сохраняют между собой продольные пустоты таким образом, что каждый сквозной отрезок нити 8, 9 содержит множество каналов 13 небольшого сечения между образующими их волокнами 12 (см. фиг.2). Само собой разумеется, что, когда указанная игольная нить 5 не испытывает поперечного сжатия, каналы 13 могут иметь сечение, большее чем на фиг.2. Каждое волокно 12 может быть выполнено из углерода, из SIC или любого другого материала, обеспечивающего волокнам высокую прочность.
После прокладывания игольной нити 5 указанные арматуры 2 и 3 оказываются соединенными друг с другом каналами 13.
В предпочтительном примере осуществления для выполнения прошивания, показанного на фиг.1С, используют иглу (на фигуре не показана) диаметром порядка 2 мм и игольную нить 5, состоящую по меньшей мере из 6000, предпочтительно из 12000 углеродных волокон 12, каждое из которых имеет диаметр порядка 5 микрометров.
Следует отметить, что на этой стадии способа структура-сэндвич 4, собранная при помощи нитей 5 и 6, является мягкой и, в случае необходимости, может претерпевать изменения формы.
После прошивания структуру-сэндвич 4 пропитывают отверждающейся смолой, имеющей относительно низкую вязкость и, в случае необходимости, разжиженную, например, спиртом. Такая смола может быть фенольной, эпоксидной, на основе эфира циановой кислоты и т.д. Предпочтительно пропитку осуществляют при разрежении, чтобы смола проникала не только в волокнистые арматуры 2 и 3, но также в продольные каналы 13 нитей 5 и 6.
В примере осуществления способа в соответствии с настоящим изобретением используют фенольную смолу, такую как смолы, выпускаемые под названиями RA 101 (производство компании РОН ПУЛЕНК) или FRD J2027 (производство компании БОРДЕН). Эту смолу разжижают этиловым спиртом, например, в пропорции 25% смолы и 75% этилового спирта для корректировки ее вязкости. В случае необходимости корректируют также поверхностное натяжение разжиженной смолы путем добавления поверхностно-активных веществ (несколько весовых процентов) для того, чтобы она нормально смачивала волокна волокнистых арматур 2 и 3 и прошивочные нити 5 и 6. Такая корректировка поверхностного натяжения необходима, в частности, когда указанные волокна и нити выполнены, например, из кремнезема. Однако, если эти волокна и нити выполняют на основе углерода, как в случае вышеупомянутых примеров, в добавлении таких поверхностно-активных веществ практически нет необходимости, так как углерод имеет очень низкое поверхностное натяжение.
Эту разжиженную смолу помещают в сосуд, выполненный с возможностью герметичного закрытия, и структуру-сэндвич 4 погружают в разжиженную смолу. После закрытия сосуда в нем создают вакуум порядка нескольких сот абсолютных миллибар (например, 300 мбар) примерно на 1 час, чтобы обеспечить достаточную пропитку волокон и нитей разжиженной смолой.
Во время этой операции пропитки сердечник 1 не пропитывается, так как выполнен из непроницаемого для смолы материала. Пропиточную смолу после этого отверждают, например, путем повышения температуры, например, до 120°С в течение 4 часов, и, в случае необходимости, под давлением (несколько бар).
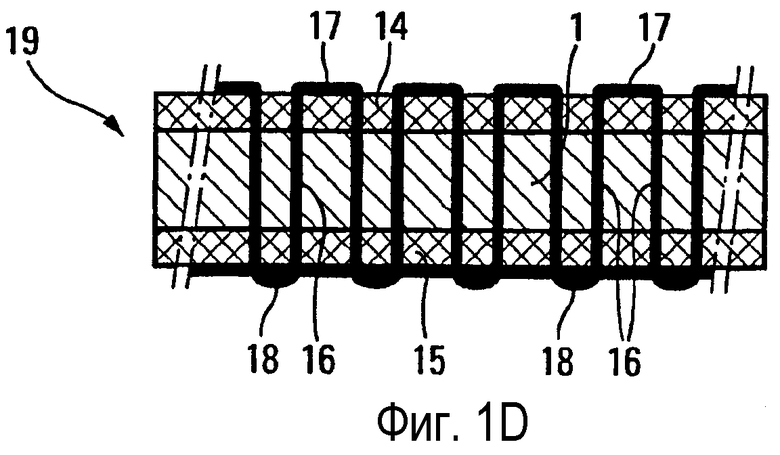
Мягкие арматуры 2 и 3 становятся таким образом соответственно жесткими поверхностными слоями 14 и 15, а сквозные отрезки нити 8 и 9 становятся жесткими нитевидными перемычками 16 (см. фиг. 1D). Эти перемычки 16 оказываются прочно закрепленными своими концами в жестких поверхностных слоях 14 и 15 благодаря жестким связям 17 и 18, образованным отвержденными мостиками 10 и 11. Таким образом, в конце отверждения пропиточной смолы мягкая структура-сэндвич 4 становится жесткой структурой-сэндвичем 19, в которой жесткие нитевидные перемычки 16 располагаются ортогонально по отношению к указанным жестким поверхностным слоям 14 и 15. В данном случае эти перемычки 16 имеют степень волокнистости от 30% до 90%, предпочтительно от 30% до 50%.
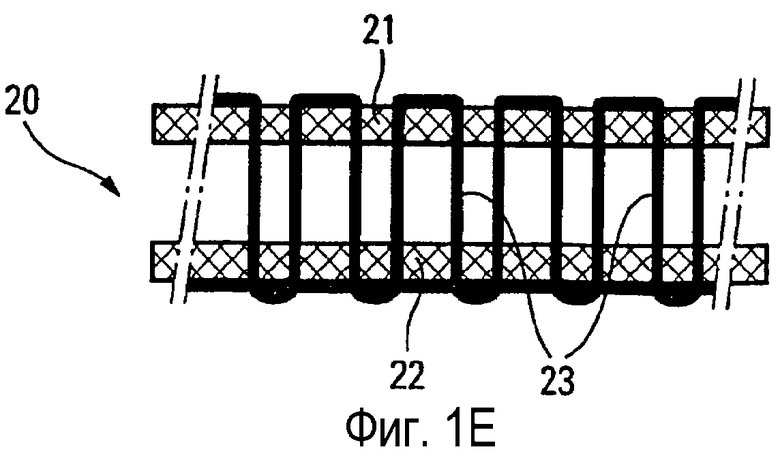
Для создания углеродной матрицы жесткой структуры-сэндвича 19 последнюю подвергают пиролизу при повышенной температуре, например 900°С, что способствует стабилизации геометрической формы этой структуры-сэндвича и удалению сердечника 1. В случае необходимости эту структуру 19 уплотняют и обрабатывают известным способом для того, чтобы ее матрица стала керамической. В результате получают монолитную композитную деталь 20, показанную на фиг.1E, содержащую два поверхностных слоя 21 и 22 из композитного материала (полученные из поверхностных слоев 14 и 15), отстоящие друг от друга и связанные между собой при помощи множества нитевидных перемычек 23 из композитного материала (полученных из перемычек 16), расположенных ортогонально по отношению к указанным поверхностным слоям 21 и 22.
Даже после уплотнения поверхностных слоев 14 и 15 с применением известных технологий поверхностные слои 21 и 22 сохраняют некоторую пористость, которая может являться недостатком в ряде случаев применения детали 20. В этом случае на наружную сторону по меньшей мере одного из поверхностных слоев 21 или 22 можно нанести покрытие 24, например, из герметизирующего вещества типа “гелевого покрытия” (см. фиг.3).
В варианте осуществления способа в соответствии с настоящим изобретением, показанным на фиг.4А, 4В и 4С, мягкую структуру-сэндвич 4 укладывают на подложку 25 из вспененного материала и соединяют с ней прошиванием без перевязывания только при помощи одной игольной нити 26, подобной нити 5, без применения челночной нити. Игольная нить 26, образующая, как и в предыдущем случае, сквозные отрезки 8 и 9 и мостики 10, образует также петли 27 в подложке 25 (фиг.4А) на месте мостиков 11.
После удаления подложки 25 (фиг.4В) петли 27 загибаются и прижимаются к мягкой структуре-сэндвичу 4, образуя утолщения 28. После пропитки и отверждения смолы (фиг.4С) эти утолщения 28 становятся жесткими головками 29, заменяющими жесткие связи 18, изображенные на фиг.1D.
В варианте выполнения, изображенном на фиг.5А и 5В, пластины 30, выбираемые по физическим и/или механическим свойствам (герметичность, теплоотражение и т.д.), во время формирования структуры-сэндвича 4 вставляют между сердечником 1 и указанными волокнистыми арматурами соответственно 2, 3. После этого пластины 30 жестко соединяют со структурой-сэндвичем 4 во время сборки элементов 1, 2 и 3 (фиг.5А) при помощи прошивания. После пропитки, отверждения, пиролиза и уплотнения получают композитную деталь 20, показанную на фиг.5В, в которой тонкие пластины 30 оказываются прижатыми внутри к поверхностным слоям 21 и 22 и пересекаемыми указанными перемычками 23.
Вариант выполнения детали 20, показанный на фиг.6А и 6В, содержит тонкую пластину 31, также выбираемую по физическим и/или механическим свойствам, которую устанавливают между поверхностными слоями 21 и 22, при этом ее пересекают и укрепляют перемычки 23. Для получения такой структуры (см. фиг.6А) сердечник 1 формируют из двух наложенных друг на друга слоев 1.1 и 1.2, между которыми вставляют указанную тонкую пластину 31. После этого указанную тонкую пластину 31 жестко соединяют со всем комплексом во время сборки структуры-сэндвича 1.1, 1.2, 2 и 3 путем прошивания, а затем, как и в предыдущем случае, осуществляют пропитку, отверждение, пиролиз и уплотнение этой структуры-сэндвича.
На фиг.1С-1Е, 3, 5В и 6В показаны достаточно простые прошивочные стежки 7 с перевязыванием, но, само собой разумеется, что такие стежки могут быть более сложными, например, такими, как прошивочные стежки в виде цепочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАКЕТНЫЙ ДВИГАТЕЛЬ | 2003 |
|
RU2266423C2 |
| КАМЕРА СГОРАНИЯ ДЛЯ ПРЯМОТОЧНОГО ВОЗДУШНО-РЕАКТИВНОГО ДВИГАТЕЛЯ И ПРЯМОТОЧНЫЙ ВОЗДУШНО-РЕАКТИВНЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКУЮ КАМЕРУ СГОРАНИЯ | 2003 |
|
RU2258150C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУХСЛОЙНОЙ ТЕРМОСТРУКТУРНОЙ МОНОЛИТНОЙ КОМПОЗИЦИОННОЙ ДЕТАЛИ И ПРОИЗВОДИМАЯ ДЕТАЛЬ | 2015 |
|
RU2681708C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2458215C2 |
| Способ нашивки объемных преформ | 2019 |
|
RU2722494C1 |
| НЕТКАНЫЙ СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2000 |
|
RU2248884C2 |
| Способ изготовления многослойной волокнистой заготовки плоской формы | 2019 |
|
RU2736367C1 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| Способ изготовления волокнистых заготовок плоской формы | 2019 |
|
RU2718789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ТИПА "СЭНДВИЧ" ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2119872C1 |




Способ изготовления термоструктурной монолитной композитной волокнисто-матричной детали включает два поверхностных слоя из композитного материала, отстоящих один от другого и связанных один с другим множеством нитевидных перемычек из композитного материала. Сначала формируют мягкую структуру-сэндвич, содержащую мягкий промежуточный сердечник, выполненный из материала, легко проницаемого иглой и проницаемого для смолы, и две наружные мягкие волокнистые арматуры. Арматуры расположены на двух противоположных сторонах мягкого сердечника. Волокнистые арматуры и сердечник данной структуры-сэндвича соединяют прошиванием при помощи нити, образующей прошивочные стежки. Стежки содержат отрезки нити, проходящие через волокнистые арматуры и сердечник. Структуру-сэндвич пропитывают смолой, находящейся в вязком состоянии. Осуществляют отверждение смолы, пропитывающей структуру-сэндвич, и удаляют сердечник. Прошивочную нить выполняют из пряди, содержащей множество не связанных друг с другом волокон. После операции прошивания отрезки нитей, проходящие через волокнистые арматуры и сердечник, содержат внутри последнего продольные каналы, образовавшиеся между волокнами и проходящие от одной из волокнистых арматур к другой. Операцию пропитки осуществляют таким образом, чтобы отвержденная смола могла проникать в продольные каналы сквозных отрезков нити для образования в месте нахождения каждого из этих каналов мостика из смолы, соприкасающегося своими противоположными концами со смолой, пропитывающей мягкие волокнистые арматуры. Технический результат способа - получение волокнисто-матричной монолитной композитной детали, не прибегая к дополнительным операциям пропитки и отверждения и к предварительной пропитке прошивочной нити. Также необходимо соблюдать точное позиционирование волокнистой структуры в пропиточной форме и оптимальное использование механических свойств волокон, образующих поверхностные слои. 2 н. и 14 з.п. ф-лы, 6 ил.

а) формируют мягкую структуру-сэндвич (4), содержащую мягкий промежуточный сердечник (1), выполненный из материала, легко прокалываемого иглой и проницаемого для смолы, предназначенной для образования матрицы, и две наружные мягкие волокнистые арматуры (2, 3), соответственно расположенные на двух противоположных сторонах (1А, 1В) мягкого сердечника (1);
б) волокнистые арматуры (2, 3) и сердечник (1) данной структуры-сэндвича (4) соединяют прошиванием при помощи нити (5, 26), образующей прошивочные стежки, содержащие отрезки нити (8, 9), проходящие через волокнистые арматуры (2, 3) и сердечник (1);
в) структуру-сэндвич (4) пропитывают смолой, находящейся в вязком состоянии;
г) осуществляют отверждение смолы, пропитывающей структуру-сэндвич (4), и
д) удаляют сердечник,
отличающийся тем, что прошивочную нить (5, 26) выполняют из пряди, содержащей множество не связанных друг с другом волокон (12); после операции прошивания по п. б) отрезки нитей (8, 9), проходящие через волокнистые арматуры (2, 3) и сердечник (1), содержат внутри последнего продольные каналы (13), образовавшиеся между волокнами (12) и проходящие от одной из волокнистых арматур к другой; операцию пропитки по п. в) осуществляют таким образом, чтобы отверждающаяся смола могла проникать в продольные каналы (13) сквозных отрезков нити (8, 9) для образования в месте нахождения каждого из этих каналов мостика из смолы, соприкасающегося своими противоположными концами со смолой, пропитывающей мягкие волокнистые арматуры (2, 3).
| C. NOVYI ДЛЯ ЛЕЧЕНИЯ СОЛИДНЫХ ОПУХОЛЕЙ ЧЕЛОВЕКА | 2014 |
|
RU2718670C2 |
| DE 9110061 U, 16.04.1992 | |||
| DE 10018035 A, 18.10.2001 | |||
| US 4196251 A, 01.04.1980 | |||
| RU 93047416 A, 27.01 | |||
| Предохранительное устройство для паровых котлов, работающих на нефти | 1922 |
|
SU1996A1 |

