Изобретение относится к области изготовления преформ изделий из полимерных композиционных материалов (ПКМ) - заготовок на основе армирующих волокон. Изобретение может быть использовано в базовых отраслях промышленности, таких как авиастроение, космическая отрасль, энергетика, судо- и автомобилестроение для производства деталей и их компонентов из ПКМ, которые могут выдерживать экстремальные механические нагрузки.
Усиленные изделия из ПКМ изготавливаются на основе заготовки-преформы путем укладки необходимого количества слоев армирующих волокон, помещения заготовки в оснастку, пропитки связующим материалом на основе полимеров и/или смол и последующего отверждения. При этом фиксированная направленность армирующих волокон имеет решающее влияние на жесткость и прочность целевого изделия.
Одним из возможных путей обеспечения предъявляемым требованиям к ориентации волокон в соответствии с силовой нагрузкой на изделия в целом и их конструктивные элементы является TFP-технология (Tailored Fiber Placement - направленная укладка волокна). TFP-технология включает в себя укладку волокнистых слоев-прядей («пучки» или «жгуты» волокон), которые, в свою очередь, формируются из множества отдельных армирующих волокон, проходящих параллельно друг другу по требуемой, как правило криволинейной, траектории, и их крепление с помощью фиксирующей нити на несущем слое основания заготовки. Обычно TFP-технология реализуется с помощью универсальных швейных или вышивальных машин с числовым программным управлением (ЧПУ). Следствием обозначенного механического армирования является направленная ориентация отдельных волокнистых прядей, которая оптимальным образом соответствует направлению нагрузки, действующей на изделие в рабочем состоянии.
В патенте RU 2401740 описан способ изготовления одно- или многослойной волокнистой заготовки согласно TFP-технологии. Способ формирования волокнистой заготовки-преформы включает в себя следующие операции: укладку и закрепление волокнистых прядей на гибком и эластичном основании посредством фиксирующей нити, пропущенной через швейную головку швейной или вышивальной машины с ЧПУ; введение фиксирующей нити в основание посредством иглы, установленной на швейной головке, причем в результате введения фиксирующей нити в основание образуемые петли фиксирующих нитей плотно удерживаются в основании; снятие сформированной волокнистой заготовки с основания. Для того чтобы сформировать законченный композитный компонент, после отделения от основания волокнистая заготовка отверждается посредством известной RTM-технологии ("Resin Transfer Molding" - "Трансферного Формования Пластмасс"). С этой целью волокнистая заготовка насыщается или пропитывается отверждаемым полимерным материалом, например полиэфирной смолой, эпоксидной смолой или им подобной.
В патенте RU 2388599 описано устройство, посредством которого по TFP-технологии можно изготавливать волокнистую заготовку, которая имеет по существу любую заданную геометрию поверхности, в частности, отличающуюся от плоской формы. При этом в заготовке армирующие волокна по существу ориентированы в соответствии с действием нагрузки благодаря тому, что швейная головка и/или направляющие средства могут быть позиционированы в пространственном направлении z.
В патенте US 7942993 предложен способ, с помощью которого можно по TFP-технологии изготавливать заготовки из многослойного адаптированного волокна любой толщины. Для этого армирующие волокна пришивают к опоре фиксирующими нитями, в результате чего образуется заданная структура преформы из армирующего волокна. Затем фиксирующие нити в волокнистой заготовке химически растворяют или термически расплавляют и тем самым происходит отделение преформы от несущей тканой основы.
В заявках US 2010/0126652 А1 и US 2009/0229761 А1 описывается способ и соответственно устройство для изготовления волокнистых заготовок, посредством которых можно выполнять требование ориентации волокон в изготавливаемом конструктивном элементе в соответствии с нагрузкой. При этом применяется TFP-технология, по которой нити или жгуты волокон выкладываются в направлении вдоль произвольного, воздействующего на готовый конструктивный элемент, силового потока, и посредством фиксирующих ниток предварительно фиксируются. Для этого применяются швейно-вязальные автоматы с ЧПУ, которые используются в текстильной промышленности.
Необходимо отметить, что известные способы изготовления волокнистых заготовок-преформ с комплексными трехмерными структурами, являются всегда технически трудоемкими и дорогостоящими.
В патенте RU 2583017 описан один из возможных путей изготовления волокнистых заготовок, который связан с применением так называемых нетканых материалов с многоосным расположением волокон. Под указанными материалами понимаются конструкции из нескольких расположенных друг на друге нитяных пластов, причем эти пласты состоят из множества расположенных параллельно друг другу армирующих ниток. Расположенные друг на друге пласты ниток могут соединяться друг с другом и фиксироваться друг относительно друга посредством множества расположенных рядом и проходящих параллельно друг другу и образующих петли швейных или трикотажных ниток, так что нетканый материал с многоосным расположением волокон таким образом стабилизируется. В многослойном нетканом полотне по данному изобретению можно применять в качестве армирующих волокон обычно используемые для получения усиленных композиционных материалов армирующие волокна или нити. Предпочтительно в случае комплексной армирующей нити речь идет о нити из углеродного волокна, а также стекловолокна или арамидной нити, или о вытянутой UHMW-полиэтиленовой нити.
В патенте РФ №2386534 указано на то, что технические армирующие текстильные материалы, такие как арамидные волокна, стеклянные волокна или углеродные волокна, могут использоваться в качестве фиксирующих волокон. Отмечается также, что в целях обеспечения определенных технологических характеристик могут использоваться нити, не имеющие армирующих свойств, например полиэфирные нити или им подобные, то есть нити, обладающие эластичностью, но способные в последующем композитном элементе выдерживать лишь небольшие механические нагрузки, поскольку в области фиксирующих нитей могут появиться волны и/или разрывы, а в области матрицы могут возникнуть микротрещины. Для улучшения механических свойств композитных компонентов известен также прием использования фиксирующих нитей, которые могут растворяться, в частности, при применении TFP-технологии. Один из эффектов, получаемых от использования фиксирующих нитей, растворяющихся по окончании операции сшивания, заключается в уменьшении волн армирующих волокон, которые создаются фиксирующими нитями. Однако, по мнению авторов, растворимые фиксирующие нити лишь условно пригодны для TFP-технологии или других способов сшивания, поскольку они не имеют требуемых механических свойств обычных фиксирующих нитей, а следовательно, могут появляться разрывы нитей, отслаивания нитей, разделяющиеся концы и т.д.
В патенте РФ №2562490 отмечается, что недостатком структур заготовок, подобным описанных выше, является относительно высокая доля материала, который не состоит из армирующих волокон и тем самым не способствует прочности получаемого в итоге конструктивного элемента. Матричный материал относится к общему количеству армирующих волокон и материала основы, так что относительно объема конструктивного элемента получается меньшее содержание армирующих волокон в конструктивном элементе и соответственно меньшая прочность конечного изделия.
В патенте РФ №2370368, выбранном в качестве прототипа, описан способ изготовления волокнистой заготовки, на первом этапе которого пряди сначала укладываются на опорном слое по TFP-технологии посредством известных автоматических швейных и вышивальных машин с ЧПУ, предпочтительно таким образом, чтобы они имели ориентацию, соответствующую направлению действия нагрузки, и крепятся верхней и нижней фиксирующими нитями. Верхняя фиксирующая нить образует под опорным слоем петли, через которые проходит нижняя фиксирующая нить с целью надежного закрепления волокнистых заготовок на опорном слое или подложке для препятствия их перемещениям.
Направление подлежащих укладке волокнистых прядей и их закрепление на опорном слое осуществляются посредством швейной иглы, работа которой управляется с помощью компьютера, по меньшей мере, в двух пространственных направлениях.
При этом отмечено, что с фиксирующей нитью и опорным слоем TFP-технология вводит в волокнистую заготовку два элемента, которые в последующем композитном компоненте уже больше не выполняют никакой функции, в частности опорной функции. По мнению авторов, как опорный слой, так и фиксирующие нити вызывают проблемы в плане реализации идеальной последовательности слоев, а, кроме того, представляют собой достаточно заметную часть в общем весе. В качестве альтернативы волокнистая заготовка может также укладываться и прошиваться посредством так называемой технологии "простегивания". В этом случае используется только верхняя фиксирующая нить, которая непосредственно фиксируется в надлежащим образом выбранном опорном слое посредством зажима в нем. Нижняя фиксирующая нить для фиксирования верхней фиксирующей нити под опорным слоем путем связывания или образования петли с верхней фиксирующей становится лишней. В качестве опорного слоя предлагается использовать, например, гибкий и эластичный резиновый лист, пенопласт и т.п., в который, по меньшей мере, в поверхность которого вводится игла. Петли верхней фиксирующей нити, которые образуются в резиновом листе после удаления иглы, крепко удерживаются внутри резинового листа и в результате фиксируются. Эта процедура имеет, в частности, то преимущество, что опорный слой можно отделять от волокнистой заготовки в фиксирующем устройстве перед растворением и вымыванием фиксирующих нитей без сколько-нибудь заметного повреждения армирующих волокон.
В соответствии с полезным усовершенствованием способа по указанному изобретению, фиксирующая нить или фиксирующие нити и/или опорный слой или опорные слои выполнены из материала, который может быть удален химическим или физическим путем, в частности из материала, который может быть растворен, например, из водорастворимого полимера (однако конкретно полимер из которого сделана подложка не указан).
В качестве возможного растворителя предлагается использовать дистиллированную воду. В качестве водорастворимых фиксирующих нитей могут использоваться, например, нити, реализуемые под товарными знаками SOLVRON® Sewing Thread SX 100Т/1×3 и SOLVRON® SF62dtex компании NITIVY Co. LTD. Токио, Япония.
Технической задачей предлагаемого изобретения является минимизация влияния фиксирующих нитей на армирующие волокна в процессе нашивки объемных преформ по TFP-технологии.
Технический результат заявленного решения заключается в устранении деформации и повреждений основной армирующей нити, а также подложки, за счет по-возможности полного отказа от использования прошивочной фиксирующей нити, по предлагаемой схеме послойной нашивки объемных преформ и подбора материала подложки, что приводит в итоге к расширению технологических возможностей процесса изготовления волокнистых заготовок, а также избирательно влияет на прочностные свойства целевых изделий и их компонентов из ПКМ.
Сущность изобретения поясняется следующими иллюстративными материалами.
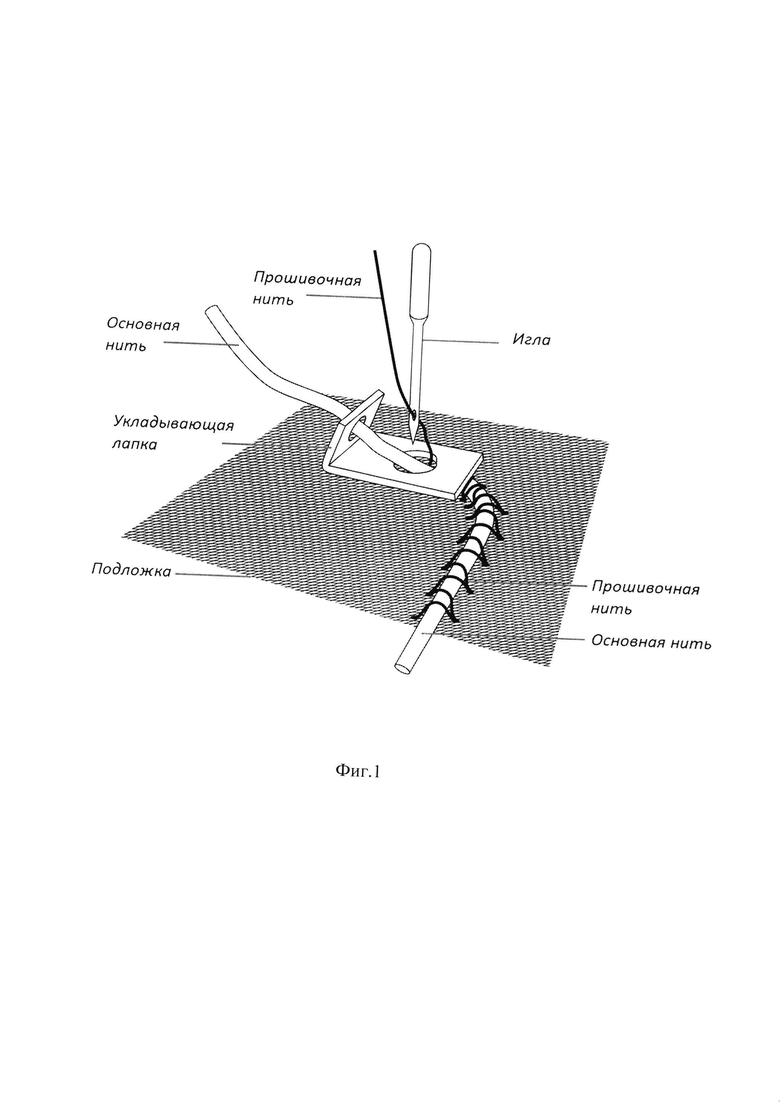
На фигуре 1 изображен фрагмент узла швейной головки с укладывающей лапкой и иглой для прошивочной - фиксирующей нити (волокна), реализующий традиционный способ формования преформ вышивальной установкой с ЧПУ.
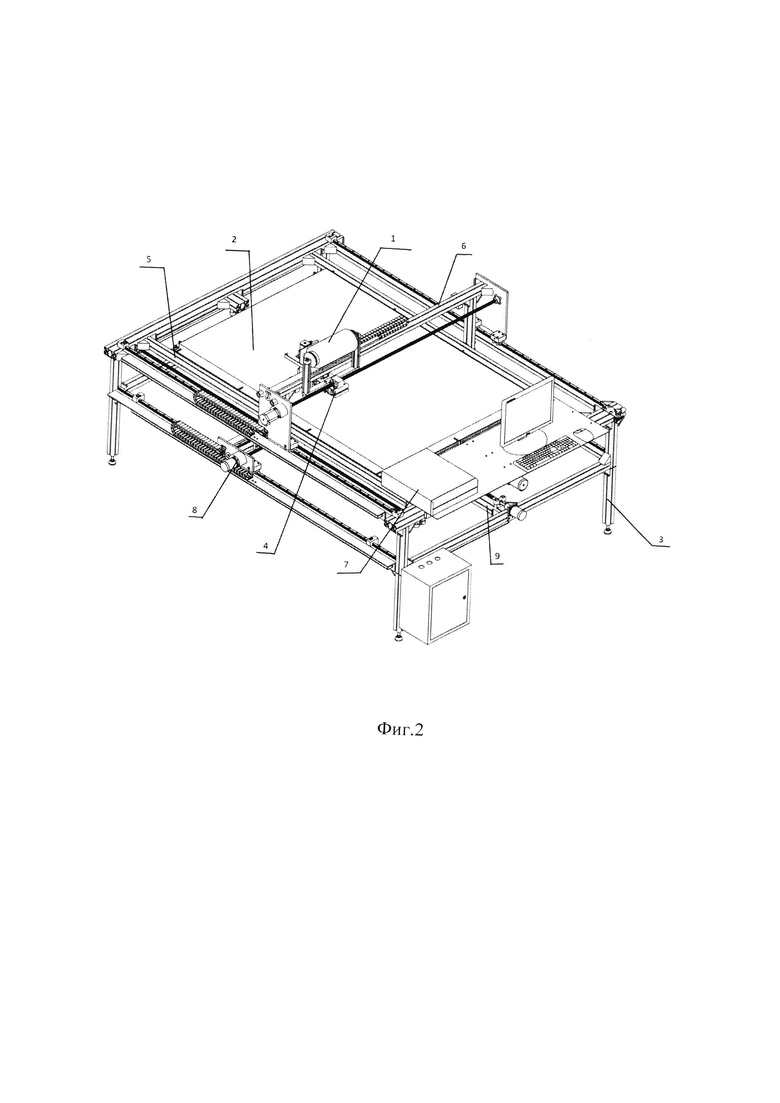
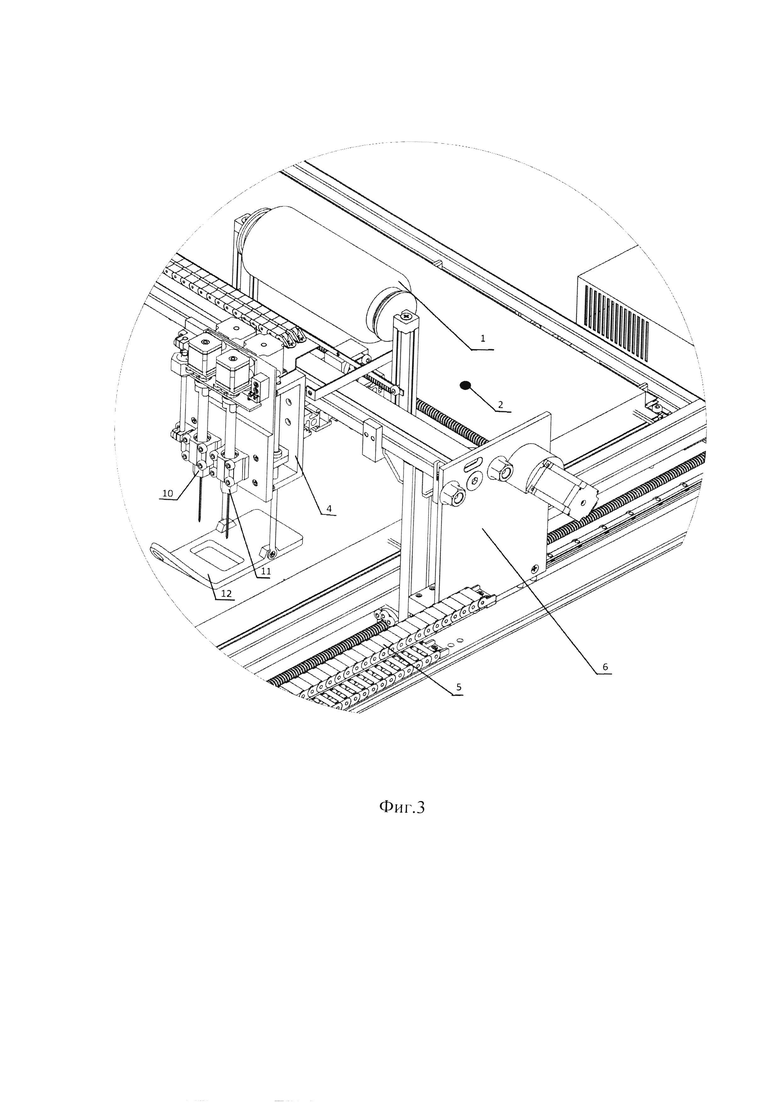
На фигуре 2 изображен общий вид вышивальной установки с ЧПУ, на которой реализован заявленный способ формования преформ, на фигуре 3 показана часть ее узлов, где обозначены позиции:
1 - бобина с мотком основной углеродной нити; 2 - подложка, водовымываемая; 3 - несущая рама; 4 - укладочная головка;
5, 6 - блоки автоматизированной системы движения в направлениях относительно оператора 0° (5) и 90° (6);
7 - блок управления;
8, 9 - блоки автоматизированной системы движения челнока в перпендикулярных направлениях (0° и 90°) для фиксации дополнительной нити;
10 - игла с основной нитью;
11 - игла с дополнительной фиксирующей нитью;
12 - укладочная лапка.
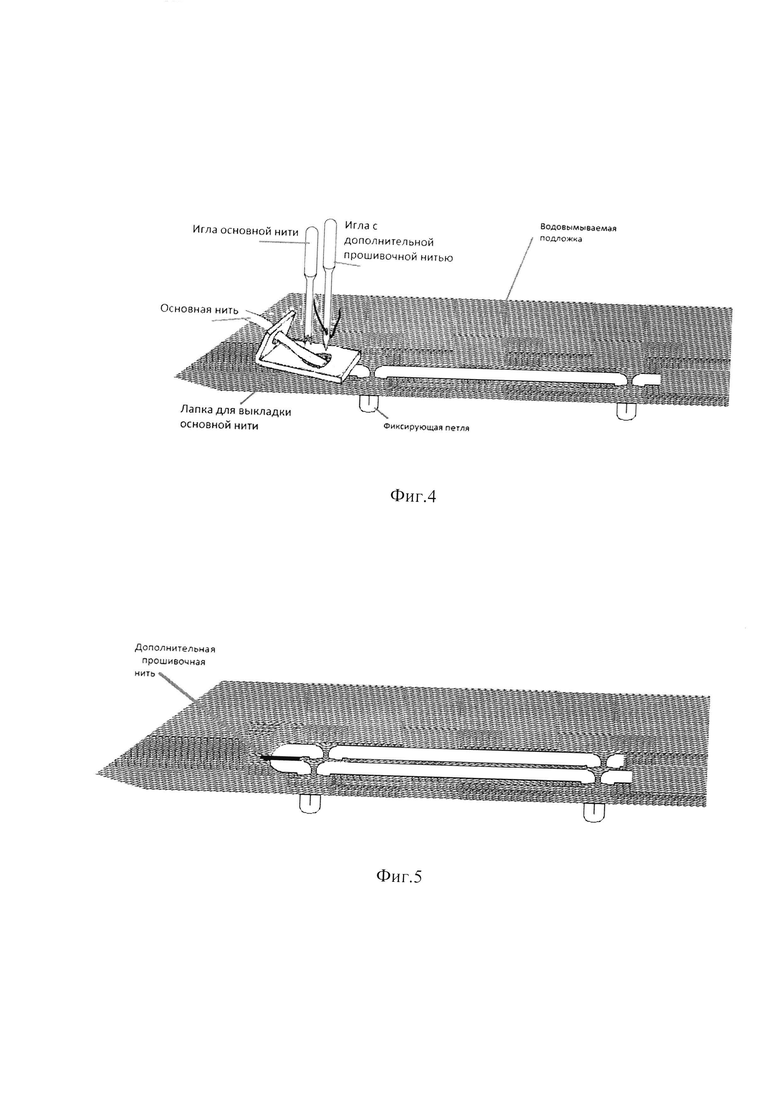
На фигуре 4 изображен фрагмент узла швейной головки с укладывающей лапкой и двумя иглами, одной - для основной нити, второй для прошивочной - фиксирующей нити.
На фигуре 5 изображена фиксация основной нити прошивочной нитью в заданной программой точке изменения направления основной нити.
На фигуре 6 изображена схема укладки слоев при наращивании заданной толщины преформы.
Процесс фиксирования основной нити прошивочной (фиг. 1) по традиционной технологии протекает следующим образом. Игла с дополнительной нитью проходит через подложку и как на обычной швейной машинке цепляется крюком нижнего челнока (не показан, находится под крепежной рамой), игла начинает подъем и натягивает нить, в это время челнок совершает оборот и образует петлю из дополнительной прошивочной нити, петля затягивается за счет натяжения нити иглой. Фиксация прошивочной нити петлей при помощи нижнего челнока полностью автоматизирована и синхронизирована между движением иглы и вращением челнока, получаемые петли имеют определенный шаг и плотность укладки.
Общим недостатком известных способов с дополнительной прошивочной нитью является факт деформации и повреждения основной нити, а также повреждения подложки, что может привести даже к отрыву подложки и остановке процесса нашивки преформы.
Для решения поставленной технической задачи предложен способ для нашивки преформ, который реализован следующим образом: из бобины с основной - углеродной нитью (ровингом) (1), на водовымываемую подложку (2), закрепленную на несущей раме (3), осуществляется проход «туда-обратно» иглы с основной нитью (10) через водовымываемое основание-подложку из флизелина, как правило на глубину 3-5 мм - достаточной для создания петли, и с последующим перемещением укладочной головки (4) с иглой в следующую заданную программой точку, при этом основная нить прижимается укладочной лапкой (12), регулируется при помощи автоматизированной системы движения в направлениях 0° относительно оператора (5) и 90° (6) по сигналу блока управления (7), где она снова фиксируется петлей (фиг. 4). Из этой точки основная нить протягивается и укладывается лапкой, после чего в следующей выбранной точке образует очередную петлю.
В случае необходимости: значительное изменение направления укладки или локальной концентрации напряжения, что может привести к сильной натяжке и опасности выхода петли из подложки, основная нить фиксируется дополнительной прошивочной, которая при помощи своей иглы (11) проходит через подложку-основание, и фиксируется по традиционной технологии челноком (как на обычной швейной машинке), который расположен под закрепленной подложкой и перемещается в различных направлениях при помощи аналогичного блокам (5,6) механизму автоматизированного синхронного действия блоков (8,9), в заранее определенных и заложенных в программу точках (фиг. 5).
В качестве дополнительной - фиксирующей использовали арамидную нить Русар-С. Можно также использовать другие высокомодульные нити, такие как СВМ, Армос, Artec и АРУС.
Необходимо отметить, что основная - углеродная нить когда протыкает подложку и поднимается назад, образуя петлю под подложкой, специальными известными приспособлениями, типа прижимных «губок», не фиксируется, а держится за счет силы трения. Этот эффект обеспечен подбором материала подложки, в качестве которого используют флизелин, где в качестве носителя-стабилизатора применяют 100% поливиниловый спирт.
Флизелин- бумагоподобный нетканый материал на основе модифицированных целлюлозных волокон. За счет модификации волокон и их химической сшивки при формовке конечного продукта флизелины обладают большей, чем обычные целлюлозные волокна, прочностью на разрыв, стойкостью к истиранию и жесткостью. В рассматриваемом случае для придания требуемых свойств материалу подложки изготовитель аппретировал матрицу 100% поливиниловым спиртом (ПВС, международное название: PVA - искусственный, водорастворимый, термопластичный полимер). Под водорастворимым флизелином на основе поливинилового спирта в заявке понимается вышеобозначенный материал. Авторы заявки использовали флизелины на основе поливинилового спирта отечественных и зарубежных производителей, в основном типа Н и G (фирмы Allbiz, Westtext, Aurora и др.). Согласно характеристикам производителей поверхностная плотность применяемого в данной заявке водорастворимого флизелина составляла порядка 35-40 г/м2. Свойства такого флизелина были достаточны для зажима петли нити из углеродного волокна-ровинга за счет трения, тогда как в прототипе заявки (патент РФ №2370368) специально подбирали материал подложки - из резины или пенопласта. Оптимальное растворение с последующим вымыванием подложки проводят при первоначальной температуре воды 80°С и выдержке преформы в течение 3-х минут.
К одному из основных особенностей проектирования преформ и программировании процесса нашивки относится требование не прошивать фиксирующей нитью основную нить (на практике часто используют ту же основную или близкую ей по свойствам). В предлагаемом способе основная нить и дополнительная прошивочная не идут постоянно строчкой вдоль направления основной нити, постоянно ее прошивая и тем самым деформируя, а прошивают только в запрограммированных точках. При этом каждый новый слой основной нити должен перекрывать предыдущий по площади, чтобы новые петли основной нити не деформировали уже уложенную основную нить предыдущего слоя. Из этого следует, что каждый последующий слой преформы должен занимать большую площадь, а периметр фиксирующих петель из основных нитей должен быть больше, чем у предыдущего (фиг. 6). При этом направление укладки армирующей нити может быть абсолютно любым.
По завершению укладки всех слоев основной нити, можно уже прошить дополнительно всю заготовку фиксирующими нитями, по желанию не только в местах поворота или изгиба, но и там, где необходимо в силу конкретных требований увеличить стойкость к сдвиговым нагрузкам и расслоению конечного изделия.
Предлагаемая схема укладки слоев позволяет армировать преформы максимально прямыми и ровными - без перегибов и волн, стежками нитей, что позволяет добиться от армирующего наполнителя наилучших характеристик при испытаниях целевых изделий на изгиб и растяжение. А прошивка в избранных местах приводит к локальному увеличению устойчивости с пластичностью в этой области.
В тоже самое время данный способ позволяет не только фиксировать основную нить в моменты изменения направления или перехода от одного слоя к другому, но и прошивать несколько слоев, для увеличения прочности преформы на сдвиг и расслоение. При этом прошивка происходит только в заранее запланированных и заложенных в программу ЧПУ вышивальной машины точках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волокнистых заготовок плоской формы | 2019 |
|
RU2718789C1 |
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
| Способ изготовления многослойной волокнистой заготовки плоской формы | 2019 |
|
RU2736367C1 |
| Способ изготовления преформы на основе водорастворимой подложки для лопаток компрессора | 2018 |
|
RU2719171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ СОГЛАСНО TFP-ТЕХНОЛОГИИ | 2006 |
|
RU2401740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ФИКСИРУЮЩАЯ НИТЬ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2370368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2406607C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ, ПО СУЩЕСТВУ, ПРОИЗВОЛЬНУЮ ГЕОМЕТРИЮ ПОВЕРХНОСТИ | 2006 |
|
RU2388599C2 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА СТРОИТЕЛЬНОЙ БАЛКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542294C2 |
| НАПРАВЛЯЮЩАЯ СИСТЕМА УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ВОЛОКНИСТЫХ ЗАГОТОВОК ДЛЯ КОМПОЗИТНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2406606C2 |

Изобретение относится к области технологии изготовления преформ изделий из полимерных композиционных материалов (ПКМ) - заготовок на основе армирующих волокон. Изобретение может быть использовано в базовых отраслях промышленности, таких как авиастроение, космическая отрасль, энергетика, судо- и автомобилестроение, для производства деталей и их компонентов из ПКМ, которые могут выдерживать экстремальные механические нагрузки. Технический результат заявленного решения заключается в устранении деформации и повреждений основной армирующей нити, а также подложки за счет отказа от использования прошивочной фиксирующей нити, по предлагаемой схеме послойной нашивки объемных преформ и подбора материала подложки, что приводит в итоге к расширению технологических возможностей процесса изготовления волокнистых заготовок, а также избирательно влияет на прочностные свойства целевых изделий и их компонентов из ПКМ. Сущность заявленного способа изготовления объемных преформ состоит в укладке и фиксации основной - армирующей - нити на закрепленной подложке с последующим наращиванием слоев трехмерной структуры по TFP-технологии на вышивальной машине с программным управлением. Фиксацию основной нити осуществляют путем прошивки иглой с нитью подложки на основе водовымываемого флизелина с зажимом образовавшейся петли за счет трения с материалом подложки и последующим перемещением в прямолинейном направлении укладочной головки с иглой в следующую заданную программой точку. В случае криволинейного направления укладки в точке изгиба или максимального напряжения петлю основной нити фиксируют дополнительно прошивочной нитью с помощью второй иглы, действующей в автоматическом режиме синхронно с первой, при этом в случае наращивания слоев до заданной толщины преформы периметр траектории каждого последующего слоя основной нити должен быть больше предыдущего. В качестве армирующих нитей используют углеродные волокна, в том числе в виде ровинга, а в качестве фиксирующих нитей используют арамидные волокна. Предлагаемая схема укладки слоев позволяет армировать преформы максимально прямыми и ровными - без перегибов и волн, нитями, что позволяет добиться от армирующего наполнителя наилучших характеристик при испытаниях конечных изделий на изгиб и растяжение. 3 з.п. ф-лы, 6 ил.
1. Способ нашивки объемных преформ, заключающийся в укладке и фиксации основной - армирующей - нити на закрепленной подложке с последующим наращиванием слоев трехмерной структуры по TFP-технологии на вышивальной машине с программным управлением, отличающийся тем, что фиксацию основной нити осуществляют путем прошивки иглой с нитью подложки на основе водовымываемого флизелина с зажимом образовавшейся петли и последующим перемещением в прямолинейном направлении укладочной головки с иглой в следующую заданную программой точку, а в случае криволинейного направления укладки в точке изгиба или максимального напряжения петлю основной нити фиксируют дополнительно прошивочной нитью с помощью второй иглы, действующей в автоматическом режиме синхронно с первой, при этом в случае наращивания слоев до заданной толщины преформы периметр траектории каждого последующего слоя основной нити должен быть больше предыдущего.
2. Способ по п. 1, отличающийся тем, что в качестве армирующих нитей используют углеродные волокна.
3. Способ по п. 2, отличающийся тем, что в качестве армирующих нитей используют волокна в виде ровинга.
4. Способ по п. 1, отличающийся тем, что в качестве фиксирующих нитей используют арамидные волокна.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ФИКСИРУЮЩАЯ НИТЬ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2370368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2406607C2 |
| RU 2008101257 A, 27.08.2009 | |||
| Неразъемное соединение деталей и способ его получения | 1989 |
|
SU1723373A1 |
| US 20030132543 A1, 17.07.2003. | |||

