Объектом данного изобретения является способ производства термоструктурной монолитной волоконно-матричной композиционной детали, содержащей два слоя композиционного материала, отделенных друг от друга и соединенных друг с другом несколькими нитевидными разделителями из композиционного материала; указанная деталь способна выдерживать высокие внутренние и/или внешние давления. Объектом настоящего изобретения также является монолитная деталь, производимая с использованием данного способа.
В патентном документе FR-2 749 327 раскрывается монолитная композиционная деталь такого типа, предназначенная, например, для формирования панелей, способных транспортировать жидкость, опор для устройств космической оптики или рефракторных обтекателей антенн РЛС с высокой разрешающей способностью, и т.д. Аналогичным образом, в документе FR-2 718 670 раскрываются двухслойная монолитная композиционная деталь и нитевидные разделители.
Кроме того, в документе FR-2 836 690 раскрывается способ производства термоструктурной монолитной детали, не включающий в себя каких-либо дополнительных операций пропитки или вулканизации и не предусматривающий предварительную пропитку сшивающих волокон, но, тем не менее, обеспечивающий возможность точного позиционирования волоконной структуры в пропитываемой матрице и оптимального использования механических характеристик волокон, образующих вышеупомянутые слои. С этой целью, указанный способ производства термоструктурной монолитной волоконно-матричной композиционной детали, содержащей два слоя композиционного материала, отделенных друг от друга и соединенных друг с другом несколькими нитевидными разделителями из композиционного материала, предусматривает:
- формирование гибкой многослойной структуры, содержащей гибкий внутренний слой из материала, сквозь который может пройти игла, но непроницаемого для смолы, образующей указанную матрицу, и два внешних гибких волоконных каркаса, расположенных на противоположных внешних поверхностях вышеуказанного гибкого внутреннего слоя.
- соединение указанных волоконных каркасов и указанного внутреннего слоя указанной многослойной структуры посредством сшивания нитью, образующей стежки, имеющие нитевидные участки, проходящие сквозь указанные волоконные каркасы и указанный внутренний слой, причем указанная нить представляет собой жгут, образованный множество элементарных нитей, не соединенных друг с другом, причем указанные нитевидные участки проходят сквозь указанные волоконные каркасы и указанный внутренний слой, в котором после указанной операции сшивания образуются продольные каналы, расположенные между указанными нитями и проходящие от одного волоконного каркаса к другому;
- пропитка указанной многослойной структуры незатвердевшей вязкой смолой, выполняемая таким образом, что указанная вулканизируемая смола проникает в указанные продольные каналы указанных сквозных нитевидных участков для формирования в местах расположения каждого из указанных нитевидных участков моста из смолы, противоположные концы которого контактируют со смолой, пропитывающей указанные гибкие волоконные каркасы; и
- вулканизация указанной смолы, пропитывающей указанную многослойную структуру.
С помощью данного стандартного способа во время пропитки волоконных каркасов вышеуказанных слоев производится пропитка смолой сквозных нитевидных участков, которая затем вулканизируется во время обработки указанных волоконных каркасов, перед удалением указанного внутреннего слоя, таким образом, что указанные нитевидные участки превращаются в нитевидные разделители из композиционного материала, расположенные между указанными слоями из композиционного материала.
Цель изобретения заключается в усовершенствовании вышеупомянутого способа производства термоструктурной монолитной волоконно-матричной композиционной детали, содержащей два слоя композиционного материала, отделенных друг от друга и соединенных друг с другом множеством нитевидных разделителей из композиционного материала.
С этой целью, изобретением предлагается указанный способ, предусматривающий выполнение по меньшей мере следующих операций:
A) изготовление волоконной заготовки, имеющей многослойную структуру, содержащей гибкий внутренний слой и два внешних волоконных каркаса, расположенных на противоположных внешних поверхностях указанного гибкого внутреннего слоя и соединенные нитевидными участками, проходящими сквозь указанные волоконные каркасы, причем указанная заготовка пропитывается смолой;
B) вулканизация указанной заготовки и удаление указанного внутреннего слоя; и
C) уплотнение полученной структуры,
отличающийся тем, что на этапе C) уплотнение указанной структуры производится с помощью жидкой инфильтрации.
Такая жидкая инфильтрация (инфильтрация жидкого кремния) позволяет кремнию проникнуть в центр заготовки, обеспечивая легко контролируемое уплотнение заготовки.
Кроме того, такое уплотнение посредством жидкой пропитки обладает рядом других преимуществ, в частности, по себестоимости и характеристикам получаемой детали.
В предпочтительном варианте реализации изобретения, предварительное уплотнение осуществляется на этапе B) с помощью газовой пропитки (инфильтрации паров при химической реакции) с целью предварительного уплотнения заготовки, и, таким образом, указанных нитевидных участков, предназначенных для формирования указанных разделителей с целью получения углеродо-углеродной (C-C) структуры. Предпочтительно, используется быстрая пропитка типа R-CVI (быстрая инфильтрация паров при химической реакции); данный тип пропитки является предпочтительным по себестоимости, времени реализации и характеристикам.
С помощью такого предварительного уплотнения на указанные нитевидные участки наносится углеродный слой, который обеспечивает защиту данных участков при уплотнении посредством жидкой пропитки на этапе C). Таким образом, этот предпочтительный вариант реализации изобретения основан на совместном воздействии предварительного уплотнения (с целью образования C-C/SiC материала), который дает возможность уплотнения без повреждения нитевидных участков, из которых впоследствии будут образовываться разделители, придающие жесткость монолитной композиционной детали, с уплотнением, обеспечивающим вышеперечисленные преимущества.
Кроме того, в данном предпочтительном варианте реализации изобретения, на промежуточном этапе между указанными этапами B) и C), заготовка, предварительно уплотненная на этапе B), подвергается машинной обработке. Предварительно уплотненную описанным ниже способом заготовку (C-C) можно обрабатывать с помощью обычных методов, но обработку с помощью таких технологий довольно тяжело выполнять на готовом материале (C-C/SiC), полученном после уплотнения.
Предпочтительно, данный промежуточный этап обработки является этапом обработки заготовки малой толщины, который проводится для подготовки структуры к жидкой пропитке и придания ей требуемой окончательной геометрии.
Кроме того, предпочтительно, на указанном промежуточном этапе в указанной заготовке выполняются резьбовые отверстия и/или каналы. В таком случае, вышеупомянутые разъемы вставляются в указанные резьбовые отверстия и каналы по меньшей мере на этапе уплотнения, на этапе C), чтобы предотвратить засорение резьбовых отверстий и каналов.
В предпочтительном варианте реализации изобретения, на этапе C), с целью осуществления жидкой пропитки, в заготовку вводится кремний в виде жидкой массы, которая растекается по заготовке под действием тепла и давления в уплотнительной печи.
Кроме того, на этапе A), предпочтительно, изготовляется волоконная заготовка, имеющая изменяющуюся толщину, например, с помощью отвердителей.
Кроме того, в предпочтительном варианте реализации изобретения, при проведении этапа A), как указывается в патентном документе FR-2 836 690, выполняются следующие операции:
- формирование гибкой многослойной структуры, содержащей гибкий внутренний слой из материала, сквозь который может пройти игла, но непроницаемого для смолы, образующей указанную матрицу, и два внешних гибких волоконных каркаса, расположенных на противоположных внешних поверхностях вышеуказанного гибкого внутреннего слоя;
- соединение указанных волоконных каркасов и указанного внутреннего слоя указанной многослойной структуры путем сшивания нитью, образующей стежки, включающие в себя нитевидные участки, проходящие сквозь указанные волоконные каркасы и указанный внутренний слой, причем указанная нить представляет собой жгут, содержащий несколько элементарных нитей, не связанных друг с другом. После указанной операции сшивания нитевидные участки, проходящие сквозь указанные волоконные каркасы и внутренний слой, содержат продольные каналы в указанном внутреннем слое между указанными нитями и проходящие от одного из указанных волоконных каркасов к другому; и
- пропитка указанной многослойной структуры указанной смолой, выполняемая таким образом, что указанная вулканизируемая смола проникает в указанные продольные каналы указанных нитевидных участков для формирования в местах расположения каждого из указанных нитевидных участков моста из смолы, противоположные концы которого контактируют со смолой, пропитывающей указанные гибкие волоконные каркасы.
Объектом настоящего изобретения является также монолитная волоконно-матричная композиционная деталь, содержащая два слоя композиционного материала, отделенных друг от друга и соединенных друг с другом множеством нитевидных разделителей из композиционного материала, производимая с помощью вышеупомянутого способа.
В конкретном варианте реализации, по меньшей мере одно покрытие наносится на внешнюю поверхность по меньшей мере одного из указанных слоев (например, для того, чтобы сделать данный слой непроницаемым).
Настоящее изобретение может найти применение, в частности, во многих областях, где требуется монолитная композиционная деталь такого типа, способная выдерживать очень высокие температуры и очень высокие внутренние и/или внешние давления.
Способ реализации настоящего изобретения станет более понятным после ознакомления с прилагаемыми чертежами. На этих чертежах одинаковые или аналогичные элементы обозначены одинаковыми ссылочными позициями.
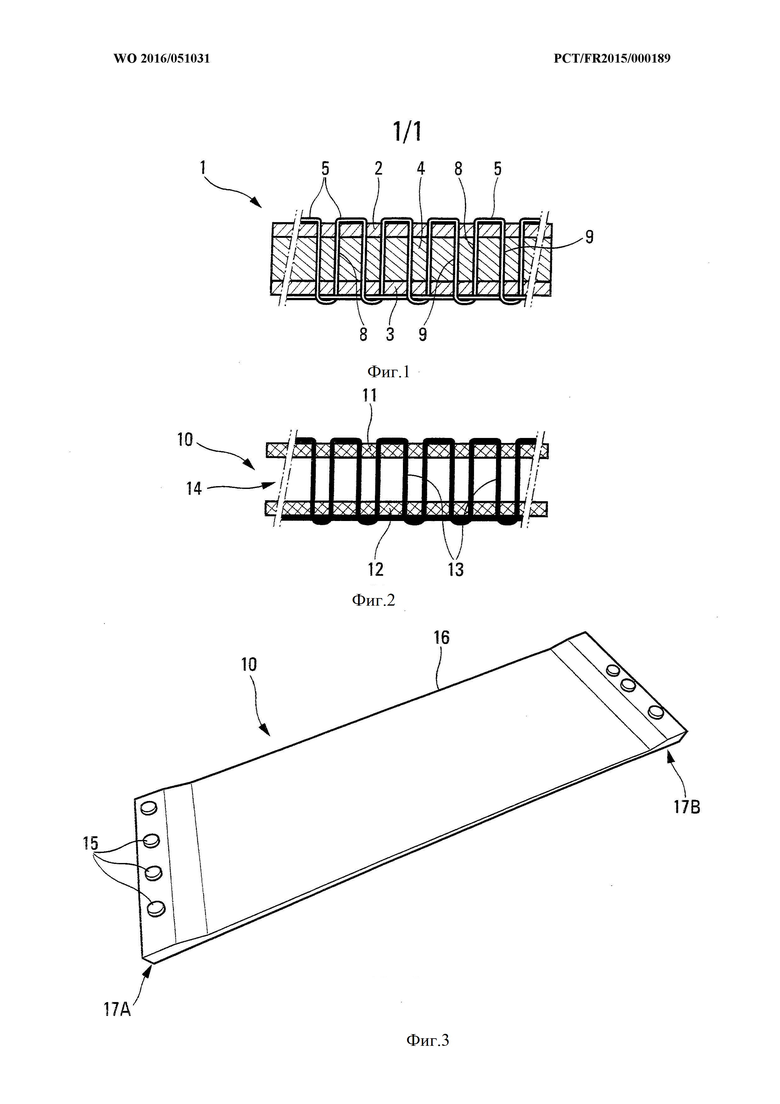
Фиг. 1 – схематичное частичное изображение заготовки, изготовляемой и используемой при реализации настоящего изобретения.
Фиг. 2 – схематичное частичное изображение композиционной детали, производимой из заготовки, показанной на фиг. 1.
Фиг. 3 – перспективное изображение монолитной детали, выполненной в форме панели и содержащей пробки для выполнения операции пропитки жидкостью.
Объектом настоящего изобретения является способ производства термоструктурной монолитной волоконно-матричной композиционной детали 10, содержащей два слоя 11 и 12 композиционного материала, отделенных друг от друга и соединенных друг с другом несколькими нитевидными разделителями 13 из композиционного материала. Монолитная композиционная деталь 10 такого типа, предназначенная для изготовления, например, термоизолирующих элементов и частично и схематично показанная на фиг. 2, должна быть способна выдерживать воздействие очень высокого внутреннего и/или внешнего давления.
Указанный способ производства включает в себя:
A) формирование обычным способом волоконной заготовки 1, представляющей собой многослойную структуру, содержащую гибкий внутренний слой 4 и два внешних волоконных каркаса 2 и 3. Указанные волоконные каркасы 2 и 3 расположены на противоположных внешних поверхностях указанного гибкого внутреннего слоя 4 и соединены нитевидными участками 8, 9, проходящими сквозь указанные волоконные каркасы 2 и 3, как показано на фиг. 1, и, как показано ниже, указанная заготовка 1 пропитывается смолой;
B) вулканизация указанной заготовки 1 и удаление указанного внутреннего слоя 4; и
C) уплотнение полученной структуры.
Согласно настоящему изобретению, уплотнение структуры осуществляется с помощью жидкой пропитки на этапе C/ путем нанесения слоя с высоким содержанием карбида кремния SiC.
Такая жидкая инфильтрация (инфильтрация жидкого кремния), как указано ниже, в частности, позволяющая кремнию проникнуть в центр заготовки, обеспечивает легко контролируемое уплотнение заготовки.
Кроме того, такое уплотнение посредством жидкой пропитки обладает рядом других преимуществ, в частности:
- снижение себестоимости; и
- повышение характеристик.
В предпочтительном варианте реализации изобретения, предварительное уплотнение осуществляется на этапе B) с помощью газовой пропитки (инфильтрации паров при химической реакции) с целью предварительного уплотнения заготовки 1 и, таким образом, указанных нитевидных участков 8 и 9 (предназначенных для формирования указанных разделителей 13). Такое предварительное уплотнение дает возможность получения углеродо-углеродной (C-C) структуры. Предпочтительно, используется быстрая пропитка типа R-CVI (быстрая инфильтрация паров при химической реакции); данный тип пропитки является предпочтительным по себестоимости, времени реализации и характеристикам.
С помощью такого предварительного уплотнения на указанные нитевидные участки 8 и 9 наносится углеродный слой, который, в частности, обеспечивает защиту данных участков при уплотнении посредством жидкой пропитки на этапе C).
Таким образом, в рассматриваемом предпочтительном варианте реализации изобретения применяются совместно предварительное уплотнение (на этапе B)) и уплотнение (на этапе C)), что дает возможность получения углеродо-углеродной/карбидо-кремниевой (C-C/SiC) структуры. Действительно, предварительное уплотнение дает возможность уплотнения без повреждения нитевидных участков 8 и 9, предназначенных для формирования разделителей 13 (которые обеспечивают жесткость монолитной композиционной детали 10), в то время как финальное уплотнение обеспечивает вышеупомянутые преимущества и дает возможность получения керамической структуры.
В предпочтительном варианте реализации изобретения, при проведении этапа A), как указывается в патентном документе FR-2 836 690, выполняются следующие операции:
- формирование гибкой многослойной структуры 1, содержащей гибкий внутренний слой 4 из материала, сквозь который может пройти игла, но который является непроницаемым для смолы, образующей указанную матрицу. Указанная гибкая многослойная структура 1 содержит также два внешних гибких волоконных каркаса 2, 3, расположенных на противоположных внешних поверхностях указанного гибкого внутреннего слоя 4;
- указанные волоконные каркасы 2, 3 и указанный внутренний слой 4 указанной многослойной структуры 1 соединяются путем сшивания нитью 5, образующей стежки и включающей в себя нитевидные участки 8, 9, которые проходят сквозь указанные волоконные каркасы 2, 3 и указанный внутренний слой 4, как показано на фиг. 1. Указанная нить 5 представляет собой жгут, содержащий несколько элементарных нитей, не связанных друг с другом. После указанной операции сшивания, нитевидные участки 8, 9, проходящие сквозь указанные волоконные каркасы 2, 3 и внутренний слой 4, содержат продольные каналы в указанном внутреннем слое между указанными нитями и проходящие от одного из указанных волоконных каркасов к другому; и
- производится пропитка смолой указанной многослойной структуры 1. Указанная операция пропитки производится таким образом, что указанная вулканизируемая смола проникает в указанные продольные каналы указанных нитевидных участков 8, 9 для формирования в местах расположения каждого из указанных участков моста из смолы, противоположные концы которого контактируют со смолой, пропитывающей гибкие волоконные каркасы 2, 3.
Следует отметить, что:
- гибкий внутренний слой 4, изображенный в виде пластины, фактически может иметь любую форму, содержащую две противоположные стороны, например, может быть выполнен в виде цилиндра, конуса или призмы. Указанный внутренний слой выполнен из материала, сквозь который может проходить игла, из такого как полиуретановый пенопласт, полипропилен или, предпочтительно, полистирол. Кроме того, данный материал должен быть непроницаем для смолы, используемой для пропитки гибких волоконных каркасов 2 и 3; и
- каждый из гибких волоконных каркасов 2 и 3 имеет волокнистую структуру, которая может быть произведена любым известным способом. Указанные каркасы 2 и 3 выполнены в виде слоя углеродных волокон или любого другого материала, из которого можно изготовить высокопрочные волокна. Кроме того, указанные каркасы 2 и 3 могут иметь разную форму и толщину.
Как показано на фиг. 1, предпочтительно, чтобы каркасы 3 и 3 были параллельны друг другу, и чтобы нитевидные участки 8 и 9 были расположены перпендикулярно указанным каркасам. Для обеспечения ясности чертежа, на фиг. 1 и 2 изображены большие промежутки между двумя нитевидными участками каждого стежка, однако, в действительности, указанные нитевидные участки, разумеется, могут быть расположены очень близко друг к другу.
Следует отметить, что многослойная структура 1, соединенная нитями 5 и 6, является гибкой, и, вероятно, может изменять свою форму. Кроме того, на данном этапе процесса изготовления, предпочтительно, производится проверка размеров структуры 1.
После сшивания многослойная структура 1 пропитывается вулканизируемой смолой. Предпочтительно, пропитка производится в вакууме, таким образом, чтобы указанная смола проникала не только в волоконные каркасы 2 и 3, но и в продольные каналы нити 5.
Во время этой операции пропитки, внутренний слой 4 не пропитывается, поскольку он является непроницаемым для смолы. Затем производится вулканизация смолы, которой пропитаны вышеуказанные элементы, например, путем повышения температуры, возможно, при одновременном повышении давления (на несколько бар).
Согласно настоящему изобретению, для формирования углеродо-углеродной матрицы многослойной структуры 1 производится предварительное уплотнение указанной структуры (вышеупомянутый этап B)) посредством газовой инфильтрации, как было указано выше, и это также дает возможность удаления внутреннего слоя 4.
Получаемая структура затем подвергается другим операциям, указанным ниже, и после этого производится её уплотнение на этапе C) с целью получения керамической матрицы.
В конечном итоге, производится показанная на фиг. 2 монолитная композиционная деталь 10, содержащая два слоя 11 и 12 композиционного материала (из гибких каркасов 2 и 3), отделенных друг от друга и взаимно соединенных множеством нитевидных разделителей 13, изготовленных из композиционного материала (из сквозных нитевидных участков 8 и 9), расположенных перпендикулярно указанным слоям 11 и 12. В предпочтительном варианте исполнения, пространство 14 между двумя слоями 11 и 12 предназначено для прохождения по нему охлаждающего агента, в частности, для того, чтобы монолитная композиционная деталь 10 могла выдерживать воздействие высоких температур. Два слоя 11 и 12, образующие пространство 14, удерживаются на расстоянии друг от друга нитевидными разделителями 13, которые, в данном варианте реализации, обеспечивают сохранение формы конструкции, устойчивость охлаждающего агента к воздействию давления, и усиливают конвективный теплообмен.
Кроме того, в предпочтительном варианте реализации изобретения, на промежуточном этапе между вышеуказанными этапами B) и C) проводится неразрушающий контроль заготовки, прошедшей предварительное уплотнение на этапе B).
Затем указанная предварительно уплотненная заготовка подвергается обработке. Предварительно уплотненную заготовку (C-C) можно обрабатывать с помощью обычных методов, но обработку с помощью таких технологий довольно тяжело выполнять на готовом материале (C-C/SiC), который после уплотнения приобретает очень высокую твердость.
Предпочтительно, данный промежуточный этап обработки является этапом обработки заготовки малой толщины, который проводится для подготовки структуры к жидкой пропитке и придания ей требуемой окончательной геометрии.
Кроме того, на этом промежуточном этапе выполняются резьбовые отверстия и/или каналы, если, например, для детали 10 требуются резьбовые отверстия для установки средств подачи охлаждающего агента. Такая механическая обработка может выполняться, например, с помощью ультразвука.
Затем в указанные резьбовые отверстия и каналы вставляют разъемы 15, как показано на фиг. 3, на котором изображена деталь 10 в форме пластины 16, в буртиках которой выполнены резьбовые отверстия. Указанные разъемы 15 используются по меньшей мере на этапе уплотнения, на этапе C), чтобы предотвратить забивание резьбовых отверстий и каналов (в том виде, в каком они присутствуют на готовой детали).
В предпочтительном варианте реализации изобретения, на этапе C), при выполнении жидкой пропитки кремний вводится в виде жидкой массы (суспензии), которая растекается по заготовке под действием тепла и давления в уплотнительной печи в результате капиллярного эффекта и воздействия газа, перемещающегося по стенкам, которые сначала не покрыты жидкой массой. Эффект "кремнизации" также может быть получен с помощью соответствующей термообработки. В предпочтительном варианте реализации, для осуществления вышеуказанного уплотнения используется способ, описанный в патентном документе WO2008/106932.
На данном этапе процесса производится проверка размеров детали 10 (с помощью неразрушающего контроля).
Следует отметить, что способ согласно настоящему изобретению может быть применен для изготовления детали 10 изменяющейся толщины, как, например, у кромок 17A и 17B панели 16 на фиг. 3. Для изготовления подобной детали на этапе A) производится волоконная заготовка 1, имеющая соответствующую форму и размеры, с помощью, например, отвердителей.
Кроме того, на внешнюю поверхность по меньшей мере одного из указанных слоев 11 или 12 детали 10 может быть нанесено по меньшей мере одно покрытие, например, из герметизирующего материала, используемого в качества стандартного для обеспечения непроницаемости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫРАВНИВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ, ИЗГОТОВЛЕННОЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С КЕРАМИЧЕСКОЙ МАТРИЦЕЙ | 2009 |
|
RU2520108C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2519116C2 |
| ЛОПАТКА ТУРБИННОГО ДВИГАТЕЛЯ С ВСТРОЕННЫМ ХВОСТОВИКОМ, ИЗГОТОВЛЕННАЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2586423C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ШУМОЗАЩИТНОЙ ПАНЕЛИ ИЗОГНУТОЙ ФОРМЫ | 2014 |
|
RU2646061C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСТРУКТУРНОЙ МОНОЛИТНОЙ КОМПОЗИТНОЙ ДЕТАЛИ С ДВОЙНОЙ СТЕНКОЙ И ПОЛУЧЕННАЯ ДЕТАЛЬ | 2003 |
|
RU2253570C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБОМАШИННОЙ ЛОПАТКИ, СДЕЛАННОЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2523308C2 |
| СПОСОБ ВЫПОЛНЕНИЯ УПРОЧНЕННОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ | 2018 |
|
RU2760807C2 |
| ЛОПАТКА ТУРБОМАШИНЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2518622C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОГНУТОЙ СОТОВИДНОЙ СТРУКТУРЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2647024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2689618C2 |
Изобретение относится к производству монолитных волоконно-матричных композиционных деталей и может быть использовано для получения термоизолирующих элементов, способных выдерживать высокие температуры и высокие внутренние и внешние давления. Изготавливают волоконную заготовку (1), имеющую многослойную структуру, содержащую гибкий внутренний слой (4), два внешних волоконных каркаса из углеродных волокон (2, 3), расположенных на противоположных внешних поверхностях гибкого внутреннего слоя (4), и нитевидные участки (8, 9), проходящие сквозь волоконные каркасы (2, 3). Указанную заготовку (1) пропитывают смолой, затем вулканизируют и внутренний слой (4) удаляют. Предварительное уплотнение заготовки проводят посредством инфильтрации паров при химической реакции для нанесения углеродного слоя на заготовку. Полученную структуру упрочняют посредством жидкой инфильтрации кремния. Перед инфильтрацией кремния в заготовке выполняют резьбовые отверстия и/или каналы для установки средств подачи охлаждающего агента. Готовая деталь содержит два слоя композиционного материала, отделённых друг от друга и соединённых множеством нитевидных разделителей из композиционного материала. Технический результат изобретения – повышение характеристик изделий. 2 н. и 4 з.п. ф-лы, 3 ил.
1. Способ производства термоструктурной монолитной волоконно-матричной композиционной термоизоляционной детали (10), содержащей два слоя (11, 12) композиционного материала, образующие между собой пространство для прохождения охлаждающего агента и отделенные друг от друга и соединенные друг с другом множеством нитевидных разделителей (13) из композиционного материала, включающий в себя по меньшей мере следующие этапы:
A) изготовление волоконной заготовки (1), имеющей многослойную структуру, содержащую гибкий внутренний слой (4) и два внешних волоконных каркаса (2, 3), расположенных на противоположных внешних поверхностях гибкого внутреннего слоя (4), и соединенную нитевидными участками (8, 9), предназначенными для формирования указанных разделителей (13) и проходящими сквозь волоконные каркасы (2, 3), причем указанную заготовку (1) пропитывают смолой;
B) вулканизацию указанной заготовки и удаление внутреннего слоя (4), при этом дополнительно на этапе B) выполняют предварительное уплотнение заготовки (1) и нитевидных участков (8, 9) посредством газовой инфильтрации для нанесения углеродного слоя на заготовку (1) и нитевидные участки (8, 9),
C) уплотнение полученной структуры посредством жидкой инфильтрации кремния, при которой в полученную структуру вводят кремний в виде жидкой массы, растекающейся по полученной структуре под действием тепла и давления в уплотнительной печи,
при этом на промежуточном этапе между этапами B) и C) в указанной заготовке, предварительно уплотненной на этапе B), выполняют резьбовые отверстия и/или каналы для установки средств подачи охлаждающего агента, в которые вставляют разъемы (15), предотвращающие забивание резьбовых отверстий и/или каналов на этапе уплотнения C).
2. Способ по п. 1, отличающийся тем, что на промежуточном этапе между этапами B) и C) заготовку, предварительно уплотненную на этапе B), подвергают машинной обработке.
3. Способ по пп. 1 или 2, отличающийся тем, что на этапе A) получают волоконную заготовку переменной толщины.
4. Способ по пп. 1 или 2, отличающийся тем, что на этапе A) выполняют следующие операции:
формируют гибкую многослойную структуру (1), имеющую гибкий внутренний слой (4), выполненный из материала, проницаемого для иглы, но непроницаемого для смолы, необходимой для образования матрицы, и два внешних гибких волоконных каркаса (2, 3), расположенных на противоположных внешних поверхностях гибкого внутреннего слоя (4);
соединяют волоконные каркасы (2, 3) и внутренний слой (4) многослойной структуры (1) посредством сшивания нитью (5), образующей стежки и включающей в себя нитевидные участки (8, 9), проходящие сквозь волоконные каркасы (2, 3) и внутренний слой (4), причем нить (5) является жгутом, содержащим множество элементарных нитей, не соединенных друг с другом, причем указанные нитевидные участки (8, 9), проходящие сквозь волоконные каркасы (2, 3) и внутренний слой (4), имеют после указанной операции сшивания продольные каналы, образованные в указанном внутреннем слое, расположенные между указанными элементарными нитями и проходящие от одного указанного волоконного каркаса к другому; и
пропитывают указанную многослойную структуру (1) указанной смолой, при этом указанное пропитывание выполняют таким образом, что указанная вулканизируемая смола проникает в указанные продольные каналы нитевидных участков (8, 9) для формирования в местах расположения каждого из указанных нитевидных участков моста из смолы, противоположные концы которого контактируют со смолой, пропитывающей гибкие волоконные каркасы (2, 3).
5. Монолитная волоконно-матричная композиционная деталь (10), содержащая два слоя (11, 12) композиционного материала, отделенных друг от друга и соединенных друг с другом множеством нитевидных разделителей (13) из композиционного материала, полученная способом по любому из пп. 1 - 4.
6. Монолитная деталь по п. 5, отличающаяся тем, что по меньшей мере одно покрытие нанесено на внешнюю поверхность по меньшей мере одного из указанных слоев (11, 12).
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СИЛИЦИРОВАННОГО УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПЕРЕМЕННЫМ СОДЕРЖАНИЕМ КАРБИДА КРЕМНИЯ | 2001 |
|
RU2194683C2 |
| СА 2868409 A, 03.10.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2460707C1 |

