Изобретение относится к технике переработки металлических конструкций на лом. Способ применим для судоразделки, но может использоваться для разрезки (разделки) изделий вооружения и военной техники при их утилизации. Способ предназначен для отработавших крупногабаритных изделий, которые подлежат разделке на транспортабельные и удобные для дальнейшей переработки фрагменты.
Известны освоенные промышленностью традиционные способы резки металла при переработке металлических конструкций (судов) на лом (см. Герасимов Н.И., Горбач В.Д., Ива А.А. Новая перспективная технология утилизации атомных подводных лодок // Вестник технологии судостроения. - 1999.- 5. - С.94-96): газовая резка, плазменная резка, лазерная резка, взрывные технологии, механические способы резки, гидрорезка. Известны также новые высокотехнологичные способы электронно-лучевой, электроэрозионно-химической, анодно-механической, электродугоконтактной и электрохимической резки металла (см. Электродугоконтактная резка металлов / А.П. Веселовский, В.Я. Фролов, А.В. Донской. - СПб.: Энергоатомиздат. Санкт-Петербург, отделение, 1993.- 124 с.). Указанные способы имеют существенные недостатки: дороговизну, чрезмерные энергозатраты, экологическую опасность, ограниченность применения и т.д.
Известен энергосберегающий и экологически чистый способ разделки металлических конструкций (см. Патент 2189005 RU, МПК 7 F 42 В 33/06, В 23 Н 3/00, В 26. F 3/00. Способ разделки боеприпаса / Корниенко В.М., Буренин А.А., Галкин Н.Г., Гичев Д.В., Гузев М.А., Зорин Ю.Н., Кончаков Е.И., Писарьков Е.Н., Троицкий А.С., Шевелев В.Е. - 99102630/02; Заявл. 04.02.1999; Опубл. 10.09.2002; Бюл. №25), включающий создание по корпусу изделия надреза путем анодного растворения металла в электролитической ванне и воздействие рабочими инструментами вне электролитической ванны из условия получения концентраторов механических напряжений, инициирующих в надрезе трещину. Перед разделением корпуса изделия (боеприпаса) на отдельные части в надрезе формируют концентраторы механических напряжений путем вдавливания в глубь металла надреза острых инструментов - зубьев (зубчатой цепи) с внешней стороны корпуса изделия, а затем выполняют разделение корпуса изделия на части. Создание концентраторов механических напряжений в надрезе осуществляют до возникновения микротрещин, провоцирующих эффект разделения корпуса изделия. Разделение корпуса изделия производят созданием крутящего или изгибающего момента, приложенного к отделяемой части.
Указанный способ имеет ограниченную область применения, в основном, для металлических некрупногабаритных изделий цилиндрической формы и используется для разделки снарядов с толщиной стенки до 22 мм. При использовании способа для разделки других металлических конструкций, в том числе крупногабаритных, он имеет следующие недостатки:
невозможность применения зубчатой цепи для металлических конструкций других конфигураций (форм) в том виде, как она применяется для цилиндрических поверхностей - для этого следует применить другие исполнительные механизмы, на которые прикрепляются зубья для функционального воздействия, что увеличивает количество и усложняет конструктивное исполнение средств технологического оснащения;
необходимость создания значительных по величине концентраций механических напряжений приводит к увеличению нагрузки от силового давления на металл в надрезе, что требует дополнительных, более мощных средств технологического оснащения, т.е. усложняет процесс на практике;
экономическая нецелесообразность, а в большинстве случаев невозможность применения электролитической ванны для крупногабаритных металлических конструкций.
Наиболее близким к заявленному техническому решению и принятым за прототип является способ разделки металлических конструкций на лом (см. Патент 2067274 RU, МПК 6 В 23 D 27/00, В 23 Н 3/00, В 26 F 3/00. Способ разделки металлических конструкций на лом / Корниенко В.М., Печников B.C., Медведев В.А. - 93055633/02; Заявл. 14.12.93; Опубл. 20.08.97; Бюл. №23).
По известному способу по линии разделения металлической конструкции создают концентратор напряжений, в качестве которого используют коррозионный надрез, получаемый путем формирования в месте реза ограничительного канала с размещенным внутри него неизолированным металлическим проводником, используемым в качестве инструмента; полости канала заполняют электролитом, после чего инструмент подключают к отрицательной клемме, а металлическую конструкцию - к положительной клемме источника тока, затем на металлическую конструкцию воздействуют рабочими инструментами, обеспечивающими создание в ней механических напряжений, инициирующих в надрезе трещину, по которой производят разделение.
Недостаток этого способа: технологическая возможность и экономическая целесообразность ограничиваются толщиной разделываемого металла 12...16...max 20 мм, а для металлических конструкций большей толщины использование способа невозможно.
Технологическая возможность известного способа разделки металлических конструкций определяется практическим исполнением двух процессов разделения металла:
получением коррозионного надреза;
инициированием трещины в надрезе.
Производительность разделения металла для получения коррозионного надреза зависит от скорости продвижения электролитического растворения металла в глубь металлической конструкции. Эта скорость при опытно-промышленных испытаниях с использованием в качестве электролита концентрированного раствора поваренной соли сначала доходит до 1 мм/ч (независимо от длины надреза), а затем понижается, так как формирование надреза при этом происходит не только в глубину металла, но и в ширину. Если в металле производится анодным растворением надрез глубиной до 10 мм, то ширина достигает значительной величины ~20 мм.
Инициирование трещины в надрезе осуществляют такими рабочими инструментами, которые способны создать в разделываемых металлических конструкциях механические напряжения. Опытно-промышленные испытания показывают, что общая толщина разделываемого металла в этих случаях почти в два раза превышает глубину коррозионного надреза. Следовательно, при максимальной глубине коррозионного надреза 10 мм максимальная толщина разделываемого металла не превысит 20 мм. Выполнять же глубину коррозионного надреза более 10 мм экономически нецелесообразно, так как работа электрического тока в этом случае затрачивается, в большей степени, на расширение надреза и, в меньшей степени, на продвижение его в глубь металла, т.е. производительность уменьшается, а количество коррозионных отходов значительно увеличивается. Также экономически нецелесообразно при глубине коррозионного надреза 10 мм разделывать металлические конструкции толщиной более 20 мм, так как для создания механических напряжений потребуются чрезмерно значительные усилия и энергозатраты рабочих инструментов. Таким образом, нет возможности создать необходимые механические напряжения для инициирования трещины в коррозионном надрезе металлических конструкций, имеющих толщину более, чем достигнута прототипом.
В основу изобретения поставлены задачи:
без снижения экономической целесообразности повысить технологическую возможность использования способа для разделки металлических конструкций, имеющих толщину более 20 мм;
уменьшить усилия для создания механических напряжений, инициирующих трещину в коррозионном надрезе.
Это решение достигается тем, что при разделке металлических конструкций на лом создают по линии разделения коррозионный надрез, который получают путем формирования в месте реза ограничительного канала с размещенным внутри него неизолированным металлическим проводником, используемым в качестве инструмента, обеспечивая зазор между упомянутым инструментом и разрезаемым металлом, заполняя полости канала электролитом, и подключения инструмента к отрицательной клемме, а металлической конструкции – к положительной клемме источника тока, воздействие осуществляют рабочими инструментами и условия создания в металлической конструкции механических напряжений, инициирующих в надрезе трещину, по которой производят разделение, при этом после создания в металлической конструкции коррозионного надреза заданной технологической глубины из полостей ограничительного канала удаляют электролит, по трассе надреза намечают участки локальных углублений, как минимум одного, вскрывают оболочку ограничительного канала на этих участках, выполняют электрическую изоляцию поверхности надреза, за исключением его дна, участки ограничительного канала в местах локальных углублений изолируют герметичными перегородками от смежных участков ограничительного канала между локальными углублениями, восстанавливают оболочку ограничительного канала на участках локальных углублений электролитом, подключают источник тока и на участках локальных углублений создают еще большую глубину.
Это решение достигается также тем, что после вскрытия оболочки ограничительного канала на участках локальных углублений и выполнения электрической изоляции поверхности надреза, за исключением его дна, восстанавливают вскрытую оболочку ограничительного канала на участках локальных углублений, заполняют полости канала электролитом, подключают источник тока и создают по линии разделения коррозийный надрез (включая локальные углубления) на еще большую глубину.
Отличительными признаками изобретения являются:
1) после создания в металлической конструкции коррозионного надреза заданной технологической глубины из полостей ограничительного канала удаляют электролит, по трассе надреза намечают участки локальных углублений, как минимум одного, вскрывают оболочку ограничительного канала на этих участках, выполняют электрическую изоляцию поверхности надреза, за исключением его дна, участки ограничительного канала в местах локальных углублений изолируют герметичными перегородками от смежных участков ограничительного канала между локальными углублениями, восстанавливают оболочку ограничительного канала на участках локальных углублений электролитом, подключают источник тока и на участках локальных углублений создают еще большую глубину;
2) после вскрытия оболочки ограничительного канала на участках локальных углублений и выполнения электрической изоляции поверхности надреза, за исключением его дна, восстанавливают вскрытую оболочку ограничительного канала электролитом, подключают источник тока и создают по линии разделения коррозионный надрез (включая локальные углубления) на еще большую глубину.
Указанные отличительные признаки заявляемого способа разделки металлических конструкций на лом позволяют без снижения экономической целесообразности повысить технологическую возможность использования способа для разделки металлических конструкций, имеющих толщину более 22 мм, и уменьшить усилия для создания механических напряжений, инициирующих трещину в коррозионном надрезе, вследствие следующих явлений.
Для того чтобы разделать металлическую конструкцию, после создания коррозионного надреза необходимо приложить внешние воздействия (силы), представляющие собой меру механического действия инструментов на конструкцию и взаимодействия частей самой конструкции между собой. В результате силового взаимодействия (нагружения) материальные частицы металла приходят в движение и расстояние между ними изменяется, что приводит к деформации частей конструкции. Как реакция на нагружения в металле возникают внутренние усилия (силы), обусловливающие напряжения, т.е. отношение внутренней силы к площади поперечного сечения. Металл конструкции в зависимости от условий нагружения имеет типичную последовательность смены следующих механических состояний:
упругое состояние – при небольших внешних силах (возникают упругие деформации);
пластическое состояние - при  силах (обнаруживаются остаточные деформации);
силах (обнаруживаются остаточные деформации);
состояние разделения металла (разделки с образованием трещин).
Различают пластическое и хрупкое разделение металла, при этом разделению всегда предшествует  или
или  пластическая деформация (разделение без заметных следов пластической деформации является хрупким). Принципиально при пластическом разделении деформация составляет 10...20%, при хрупком - менее 2%; однако деформации могут быть и упругопластическими, и вязкоупругими. Для разделки металла необходимо, чтобы деформации были значительными, так, чтобы напряжения превысили допускаемые. Поэтому для создания в разделываемых металлических конструкциях механических напряжений, инициирующих трещину, воздействие осуществляют электрическими, гидравлическими, пневматическими, механическими, ручными рабочими инструментами: домкратами, талрепами, расклинивающими устройствами, различного типа инденторами и т.д. А чтобы облегчить процесс инициирования трещины используют свойства веществ в различных агрегатных состояниях: увеличение объема пресной воды при замораживании, охрупчивание металла наливом жидкого азота и т.д.
пластическая деформация (разделение без заметных следов пластической деформации является хрупким). Принципиально при пластическом разделении деформация составляет 10...20%, при хрупком - менее 2%; однако деформации могут быть и упругопластическими, и вязкоупругими. Для разделки металла необходимо, чтобы деформации были значительными, так, чтобы напряжения превысили допускаемые. Поэтому для создания в разделываемых металлических конструкциях механических напряжений, инициирующих трещину, воздействие осуществляют электрическими, гидравлическими, пневматическими, механическими, ручными рабочими инструментами: домкратами, талрепами, расклинивающими устройствами, различного типа инденторами и т.д. А чтобы облегчить процесс инициирования трещины используют свойства веществ в различных агрегатных состояниях: увеличение объема пресной воды при замораживании, охрупчивание металла наливом жидкого азота и т.д.
Создание по линии разделения металла коррозионного надреза (как принято в прототипе) обеспечивает лучшее условие разделки металлической конструкции, по сравнению с цельной (т.е. без коррозионного надреза), так как площадь поперечного сечения при этом уменьшается. Кроме того, трасса коррозионного надреза определяет для металлической конструкции и трассу разделки, которую можно ориентировать в любом направлении и по любой плоскости разделываемой металлической конструкции. Эти свойства сохраняются и в новом способе. Однако коррозионный надрез глубиной более 8...10 мм приводит к экономической нецелесообразности технологического процесса, который для металла толщиной более 16...20 мм (по прототипу) не применяется.
Формирование путем кумулятивного анодного растворения металла по трассе коррозионного надреза локальных углублений большей глубины, чем глубина самого надреза, повышает технологическую возможность процесса разделки металлических конструкций:
1) Поперечное сечение трассы разделки металлических конструкций изменяется таким образом, что включает сами локальные углубления и участки коррозионного надреза в качестве перемычек между углублениями, при этом общая площадь указанного сечения уменьшается (что позволяет применить способ для металла большей толщины). Ослабленная в этом случае толщина требует меньших внутренних механических напряжений для разделения металла.
2) Возле локальных углублений, где резко меняется конфигурация трассы разделки, напряжения распределяются неравномерно, т.е. возникает концентрация напряжений (деформаций). В зоне концентратора образуется сложное напряженное состояние металла. Поэтому зоны концентрации напряжений и деформаций являются источниками образования трещин, провоцирующих эффект и улучшающих процесс разделки металла.
Таким образом, локальные углубления в коррозионном надрезе представляют собой меру по повышению концентрации напряжений (что позволяет использовать заявленный способ для разделки металлических конструкций большей толщины и сохранить производительность процесса).
3) Возле локальных углублений, в силу сложного напряженного состояния металла и концентрации напряжений, возникают  внутренние усилия, вызывающие не только зарождение новых, но и рост уже имеющихся трещин. При этом упругопластическое деформирование происходит так, что стадия упругого состояния сокращается, а стадия пластического состояния наступает быстрее, следовательно, раньше наступает состояние разделения металла (что позволяет использовать заявленный способ для разделки металлических конструкций большей толщины и сохранить производительность процесса). В случае хрупкого процесса разделение металла производится быстро, начина от зон концентрации напряжений.
внутренние усилия, вызывающие не только зарождение новых, но и рост уже имеющихся трещин. При этом упругопластическое деформирование происходит так, что стадия упругого состояния сокращается, а стадия пластического состояния наступает быстрее, следовательно, раньше наступает состояние разделения металла (что позволяет использовать заявленный способ для разделки металлических конструкций большей толщины и сохранить производительность процесса). В случае хрупкого процесса разделение металла производится быстро, начина от зон концентрации напряжений.
4) Формирование путем кумулятивного анодного растворения металла по трассе коррозионного надреза локальных углублений, ширина которых не превышает ширину коррозионного надреза, позволяет углубляться электролиту в разделываемую металлическую конструкцию без уменьшения скорости электрохимического взаимодействия (что позволяет предотвратить уменьшение производительности процесса).
5) Опытно-промышленными испытаниями установлены факты получения анодным растворением металла коррозионных надрезов шириной 10 мм, глубиной 5 мм за один проход и кумулятивным анодным растворением металла локальных углублений шириной 10 мм, глубиной 20 мм за четыре прохода (по 5 мм в глубину за один проход). Такой процесс в сумме дает глубину локальных углублений 30 мм. При таких геометрических параметрах поперечного сечения трассы разделки воздействием рабочих инструментов реализуется способ разделки металлических конструкций на лом толщиной до 40 мм.
Вышеизложенные доводы подтверждают достижение технического результата за счет совокупности существенных признаков заявляемого способа.
Совокупность существенных признаков заявляемого способа разделки металлических конструкций на лом имеет причинно-следственную связь с достигнутым техническим результатом, т.е. благодаря данной совокупности существенных признаков способа стало возможным решить поставленные задачи.
На основании изложенного заявляемый способ разделки металлических конструкций на лом является новым, обладает изобретательским уровнем, т.е. явным образом не следует из уровня техники, и пригоден для промышленного применения.
Сущность изобретения поясняется чертежами, где показаны:
на фиг.1 - крупногабаритная металлическая обечайка, установленная на гидродомкраты;
на фиг.2 - сечение обечайки с ограничительным каналом;
на фиг.3 - сечение обечайки с коррозионным надрезом и вскрытой оболочкой ограничительного канала на участках формирования локальных углублений;
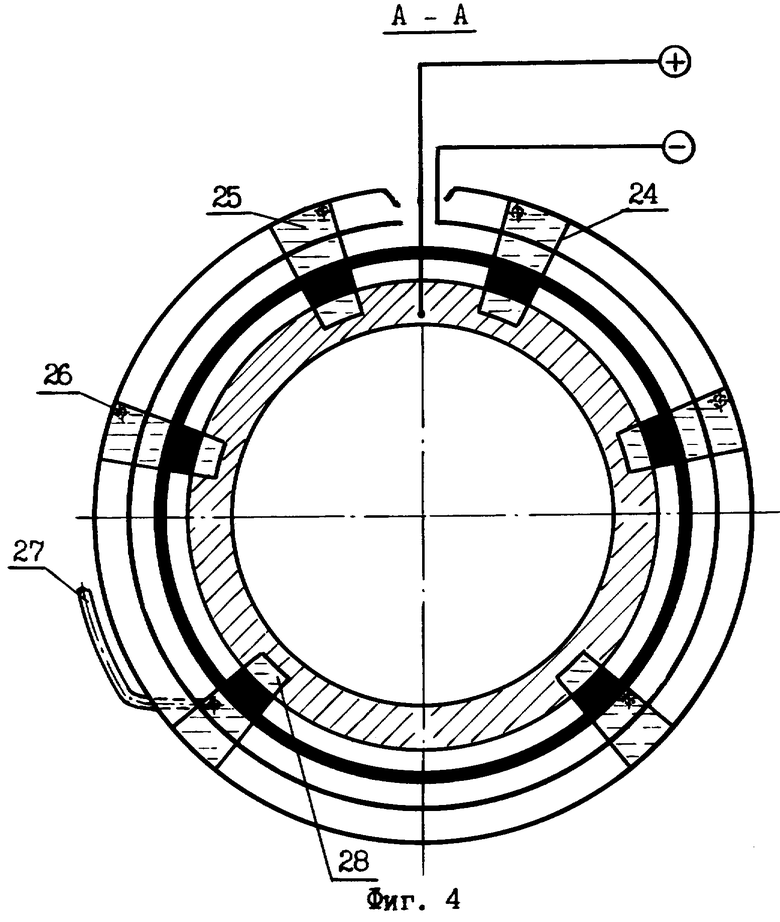
на фиг.4 - сечение обечайки с коррозионным надрезом и сформированными локальными углублениями;
на фиг.5 - крупногабаритная металлическая емкость с коррозионным надрезом и сформированными локальными углублениями.
Реализация способа осуществляется следующим образом. На бетонном основании 1 (фиг.1) размещают гидродомкраты 2, 3, 4, 5, на которые устанавливают крупногабаритную металлическую обечайку 6 для разделки (разрезания по окружности) на три части 7, 8, 9. В месте разрезания наносят полосу электроизоляционного слоя 10 (например, клей "Анлес" марки №6 -"эпоксититан"). После отверждения клея острым инструментом прочерчивают канавку 11 до металла. Над канавкой монтируют неизолированный металлический проводник 12 (фиг.2) с зазором 13 по отношению к корпусу обечайки. Неизолированный металлический проводник 12 соединяют электропроводником 14 (фиг.1) с отрицательной клеммой источника тока 15. Корпус обечайки 6 соединяют электропроводником 16 с положительной клеммой источника тока 15. На наружной поверхности обечайки 6 к электроизоляционному слою 10 приклеивают клеем "эпоксититан" ограничительный канал 17 (например, желоб из активированной полиэтиленовой пленки) с отверстием 18 (фиг.2) в его верхней точке.
Через отверстие 18 внутреннюю полость ограничительного канала заполняют электролитом 19, например 3...6% раствором поваренной соли или морской водой. Включают в работу источник тока 15 (фиг.1), и посредством электролита производят анодное растворение металла обечайки 6 по канавке 11. Образующиеся газы выходят из ограничительного канала 17 через отверстие 18 (фиг.2). Таким образом, получают коррозионный надрез 20 (фиг.3).
Затем источник тока отключают, и, для создания условия нарушения прочности поперечного сечения обечайки, в необходимом и достаточном количестве точек ограничительного канала выполняют вырезы 21, чем обеспечивают доступность к участкам трассы коррозионного надреза 20. На поверхности коррозионного надреза 20 этих участков наносят электроизоляционный слой 22 - клей "эпоксититан". После отверждения клея в глубине коррозионного надреза 20 острым инструментом прочерчивают канавку 23 до металла. Устанавливают герметичные перегородки 24 (фиг.4), например из активированной полиэтиленовой пленки, и приклеивают их клеем "эпоксититан" к металлу и оболочке смежных участков ограничительного канала 17 (фиг.1). Оболочку ограничитального канала 17 в районе каждого выреза 21 (фиг.3) восстанавливают в первоначальный вид. Полученные изолированные участки 25 (фиг.4) снабжают отверстиями 26 и(или) трубками 27 для заполнения их электролитом и выпуска газов. После заполнения изолированных участков 25 электролитом включают источник тока и посредством электролита производят кумулятивное анодное растворение металла на каждом участке (одновременно в каждом изолированном участке 25). Таким образом, получают локальные углубления 28. Далее (в случае необходимости) операцию повторяют до получения на этих участках локальных углублений на еще большую глубину. При получении технологически обоснованной для дальнейшего воздействия рабочими инструментами толщины металла в этих углублениях систему, обеспечивающую анодное растворение металла, демонтируют.
После получения такого ослабленного поперечного сечения по отношению к первоначальной прочности корпуса обечайки в верхние углубления наливают жидкий азот, контролируя термопарой понижение температуры металла на этих участках до -80°С. С одновременным локальным охрупчиванием металла производят интенсивное ударное воздействие до зарождения трещины. Гидродомкрат 2 (фиг.1) опускают, и часть 9 обечайки 6 под действием собственной массы, получив свободу вертикального перемещения вниз, продвигает инициированную трещину по трассе коррозионного надреза металла. Для большей эффективности используют нагружение балластом 29, например, при помощи автокрана 30. Аналогичную операцию осуществляют с частью 7 обечайки 6, оставляя на неподвижных гидродомкратах 3, 4 освобожденную часть 8 обечайки 6.
Второй пример конкретного применения способа заключается в том, что у емкости 31 (фиг.5) вырезается крыша 32; при этом участки 33, аналогичные участкам 25 (фиг.4), не отделяют герметичными перегородками от внутренних полостей ограничительного канала 34 (фиг.5). В этом случае ограничительный канал 34 работает полностью, а не частично, как в первом примере. При этом на коррозионном надрезе 35 локальные углубления 36 выполняются в глубь металла, как в первом примере, т.е. с ограниченной шириной реза. Однако остальные участки коррозионного надреза 35 (вне участков 33) выполняются в глубь металла, но с одновременным соответствующим расширением реза.
После получения ослабленного поперечного сечения крыши 32 емкости 31 на дно 37 устанавливают домкрат 38 так, чтобы его верхняя рабочая (исполнительная) часть была подведена к проекции локального углубления 36. Домкрат 38 включают в действие, и в металле снизу крыши 32 зарождают режущую трещину.
Конкретные примеры разделки металлических конструкций на фрагменты показывают, что поставленные задачи решаются с использованием более оптимального способа ослабления прочности их поперечного сечения. Вследствие того, что инициировать режущую металл трещину при наличии локальных углублений в коррозионном надрезе легче, заявляемый способ разделки металлических конструкций на лом по сравнению с прототипом имеет следующие преимущества:
при эквивалентной глубине первоначального коррозионного надреза требуются меньшие механические усилия на зарождение трещины и продвижение ее по трассе разделения металла;
уменьшается количество применяемых средств технологического оснащения;
расширяется номенклатура металлических изделий, зараженных радионуклидами, подлежащих разделке для захоронения в искусственных хранилищах или естественных "разломах" Земли: каналы ионизационных камер, трубы первого контура, корпуса парогенераторов, контейнеры и т.д.;
сокращается потребление электрической энергии, а также снижаются затраты других видов энергии за счет использования минимальных рабочих параметров и передовых энергосберегающих физико-химических процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 2006 |
|
RU2320462C2 |
| СПОСОБ ОТДЕЛЕНИЯ ОТ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ ЕЕ ЧАСТИ | 1996 |
|
RU2094185C1 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 1993 |
|
RU2087274C1 |
| СПОСОБ РАЗДЕЛКИ БОЕПРИПАСА | 1999 |
|
RU2189005C2 |
| СПОСОБ РАЗДЕЛКИ БОЕПРИПАСА | 2004 |
|
RU2270976C1 |
| СПОСОБ НЕТЕПЛОВОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1994 |
|
RU2071911C1 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 1993 |
|
RU2085365C1 |
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 1991 |
|
RU2009803C1 |
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 2004 |
|
RU2258587C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЛОКАЛЬНОЙ КАМЕРЫ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗРЕЗКЕ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1994 |
|
RU2069609C1 |



Изобретение относится к разделке металлических конструкций на транспортабельные и удобные для дальнейшей переработки фрагменты. В металлической конструкции по линии разделения создают коррозионный надрез заданной технологической глубины. Выполняют технологические операции для обеспечения кумулятивного анодного растворения металла по трассе этого надреза на участках локальных углублений. Формируют локальные углубления, как минимум одно, до технологически обоснованной для силового воздействия рабочими инструментами толщины металла в этих углублениях. Воздействие осуществляют рабочими инструментами из условия создания в металлической конструкции механических напряжений, инициирующих в надрезе трещину, по которой производят разделение металла. Способ позволяет повысить технологическую возможность процесса разделки металлических конструкций и уменьшить усилия для создания механических напряжений, инициирующих трещину в коррозионном надрезе. 5 ил.

Способ разделки металлических конструкций на лом, включающий создание по линии разделения коррозионного надреза путем формирования в месте реза ограничительного канала с размещенным внутри него неизолированным металлическим проводником, используемым в качестве инструмента, с обеспечением зазора между упомянутым инструментом и разрезаемым металлом, заполнения полости канала электролитом и подключения инструмента к отрицательной клемме источника тока, а металлической конструкции - к положительной клемме источника тока, а также последующее получение в металлической конструкции механических напряжений путем силового воздействия рабочими инструментами, инициирующими в надрезе трещину, по которой производят разделение, отличающийся тем, что после создания в металлической конструкции коррозионного надреза заданной технологической глубины из полостей ограничительного канала удаляют электролит, вскрывают оболочку ограничительного канала на участках локальных углублений, как минимум одного, осуществляют электрическую изоляцию их поверхности, изолируют эти участки герметичными перегородками от смежных участков ограничительного канала, восстанавливают оболочку ограничительного канала на этих участках и электролитом заполняют изолированные участки локальных углублений, подключают источник тока и получают коррозионный надрез большей глубины на участках локальных углублений с ограниченной шириной реза, или после электрической изоляции поверхности локальных углублений восстанавливают оболочку ограничительного канала на участках локальных углублений, заполняют полость канала электролитом, подключают источник тока и получают по линии разделения, включая локальные углубления, коррозионный надрез большей глубины.
| СПОСОБ РАЗДЕЛКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ НА ЛОМ | 1993 |
|
RU2087274C1 |
| СПОСОБ РАЗДЕЛКИ БОЕПРИПАСА | 1999 |
|
RU2189005C2 |
| Способ электрохимической переработки отходов производства | 1980 |
|
SU1000476A1 |
| US 4073710 A, 14.02.1978. | |||

