Перекрестные ссылки на родственные заявки
Настоящее изобретение связано со следующей, совместно рассматриваемой заявкой: США, регистрационный №09/340099, подана 25 июня 1999 г под названием "Paperboard applicators having improved gripping features" (реестр поверенного PPC-702).
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления устройств для введения материалов в полости тела млекопитающих, имеющих в области захвата пальцами выемку с заплечиком на каждом конце выемки. Устройство является особенно полезным для введения менструальных средств во влагалищный канал.
Предпосылки создания изобретения
Устройства для введения материалов в полость тела обычно содержат трубчатый вставной элемент, имеющий вставляемый конец и захватываемый конец на его другой стороне, и удлиненный выталкивающий элемент, установленный с возможностью скольжения внутри трубчатого вставного элемента, для выталкивания содержащихся материалов. Захватываемый конец обычно имеет особенности, позволяющие пользователю более или менее надежно удерживать устройство для введения во время использования - введения устройства в полость тела, выталкивания по существу защищенного материала, содержащегося в устройстве, и извлечения устройства из тела.
Делались попытки усилить возможности пользователя при обращении с устройством для введения во время использования. Один подход заключается в существенном уменьшении диаметра устройства для введения на захватываемом конце, что можно видеть в патенте США №4508531 (Whitehead). В этом патенте раскрыт способ получения заготовки с некоторым количеством участков, снабженных неглубокими выемками, образованными процарапанными линиями, что в результате позволяет получать области захвата с уменьшенным диаметром, когда заготовку преобразуют в трубчатую конструкцию.
Аналогичные примеры представлены в патенте США №4573964 (Huffman) и в патенте США №4573963 (Sheldon). В этих патентах раскрыт способ создания области захвата пальцами в трубке с рядом щелей и затем сжатия области захвата для образования заплечика в особом месте в результате изменения диаметра. Хотя захватываемый элемент уменьшенного диаметра в этих устройствах может способствовать предотвращению скольжения пальцев по направлению к вставляемому концу во время этапа введения, но во время этапа выталкивания существует небольшое или даже отсутствует сопротивление, оказываемое в противоположном направлении. На этом этапе многие пользователи испытывают трудность.
Как раскрыто в патентах США №№4921474 и 3831605, для создания ограниченного сопротивления скольжению пальцев во время этапа выталкивания на участке уменьшенного диаметра можно использовать пояски или круговые выступы. Однако в этих примерах выступы вытянуты в меньшей степени, чем заплечик, образованный на границе раздела участка уменьшенного диаметра и остальной части вставного элемента устройства. Усилия, необходимые для выталкивания материалов из устройства могут быть большими или превышающими усилия, необходимые для помещения вставного элемента в полость тела, что неизбежно влечет за собой необходимость в таком же большом сопротивлении для пальцев как в направлении от вставляемого конца, так и по направлению к вставляемому концу.
Другой подход к улучшению захвата устройства для введения во время использования заключается в образовании выступов, например в виде кольца, в основании элемента устройства, вводимого в тело. Примеры этого подхода раскрыты в патенте США №4361150 (Voss) и в патенте США №4447222 (Sartinoranont). Чтобы выступы действовали так, как предусмотрено, они должны быть значительными по размеру. Однако по мере увеличения размеров выступов обнаруживается ряд недостатков. Первый недостаток проявляется при транспортировке устройств в условиях поточно-массового высокоскоростного производства. В процессе изготовления устройства для введения много раз передаются от одной рабочей позиции к другой, и выступы могут получать повреждения, сильно влияющие на рентабельность и качество изделий. Еще одна особенность процессов поточно-массового высокоскоростного производства заключается в наличии системы промежуточного хранения, в которой накапливаются материалы и изделия между основными этапами обработки и сборки. Устройства для введения с выступами не укладываются аккуратно (параллельно) в системах промежуточного хранения, что отрицательно влияет на эффективность использования пространства и транспортировки и может привести к остановке технологического процесса вследствие “застревания” устройств в накопителях или сцепления с соседними устройствами.
Второй недостаток устройств, имеющих выступы, связан с упаковкой полностью собранных устройств. Точно так же как устройства не укладываются аккуратно в системах промежуточного хранения оборудования для поточно-массового высокоскоростного производства, устройства, когда их два или больше, не будут аккуратно укладываться в упаковке. Требуется либо дополнительный упаковочный материал для компенсации непараллельной укладки, либо дополнительное оборудование и технологические этапы для ориентации соседних устройств для введения таким образом, чтобы выступы находились по разные стороны относительно друг друга.
Принимая во внимание недостатки, выявленные из уровня техники, имеется необходимость в устройстве для введения, которое имеет значительное сопротивление скольжению пальцев во время как введения устройства в полость тела, так и выталкивания материала, содержащегося в устройстве, и пригодно для поточно-массового высокоскоростного производства и эффективной упаковки.
Сущность изобретения
Настоящее изобретение относится к способам изготовления устройств для введения материалов в полость тела. Эти устройства особенно полезны для введения менструальных и профилактических средств во влагалищный канал. Устройства для введения содержат удлиненный вставной элемент, имеющий вставляемый конец и захватываемый конец на его другой стороне. Захватываемый конец имеет выемку с заплечиком на каждом конце выемки. Заплечик, расположенный по направлению к вставляемому концу, создает сопротивление скольжению пальцев во время этапа введения устройства в полость тела, тогда как заплечик, прилегающий к захватываемому концу, создает сопротивление скольжению пальцев во время этапа выталкивания материала, по существу содержащегося в устройстве. Заплечик, прилегающий к захватываемому концу, также обеспечивает надежное удержание устройства при его удалении из тела после завершения этапа выталкивания.
Имеющаяся особенность захвата пальцами создает дополнительные преимущества, иные, чем надежное удержание во время использования. Выемка обеспечивает быстрое и легкое получение визуальной/тактильной информации относительно места удержания устройства для введения во время использования. Пальцы руки пользователя до некоторой степени защищены от существенного загрязнения выделениями организма. Кроме того, выемка обеспечивает получение визуальной/тактильной информации относительно глубины введения устройства и соответственно относительно расположения тампона внутри влагалищного канала.
В соответствии с одним вариантом осуществления настоящего изобретения разработан способ изготовления устройства для введения материалов в полость тела млекопитающих, содержащего удлиненный вставной элемент, имеющий выемку в области захвата пальцами, заданную заплечиком на каждом конце выемки. Способ включает создание удлиненного вставного элемента, имеющего захватываемый конец. Захватываемый конец имеет первую область, приближенную к краю захватываемого конца, вторую область, прилегающую к первой области и отдаленную от края захватываемого конца, и третью область, прилегающую ко второй области. Каждая область имеет исходный наружный периметр. Способ также включает удаление некоторого количества отдельных участков из второй области захватываемого конца и уменьшение наружного периметра второй области при, по существу, сохранении периметра первой и третьей областей. Этим образуют вторую область с выемкой, заданную заплечиками, занимающими промежуточное положение между второй областью и каждой из первой и третьей областей.
В соответствии со вторым вариантом осуществления настоящего изобретения разработан способ изготовления устройства для введения материалов в полость тела, содержащего удлиненный вставной элемент, имеющий в области захвата пальцами выемку с заплечиком на каждом конце выемки. Способ включает разматывание рулонного листового материала и разделение листового материала на множество заготовок вставных элементов. Каждая заготовка вставного элемента имеет по меньшей мере один захватываемый конец, а по меньшей мере один захватываемый конец имеет первую область, приближенную к захватываемому концу, вторую область, прилегающую к первой области, и третью область, прилегающую ко второй области. Способ также включает удаление некоторого количества отдельных участков из второй области при сохранении частей участков материала, находящихся между ними. Заготовку сгибают вокруг оправки и заделывают для образования удлиненного сформированного элемента. Затем вторую область сжимают до образования второй области с выемкой, заданной заплечиками, занимающими промежуточное положение между второй областью и каждой из первой и третьей областей.
В еще одном варианте осуществления, предусмотренном в настоящем изобретении, использован этап образования как удлиненного вставного элемента, так и выемки вокруг той же самой оправки, при этом оправка имеет периметр в области, соответствующей второй области заготовки, который меньше периметра в областях, соответствующих первой и третьей областям заготовки. Этот вариант осуществления обеспечивает возможность исключения отдельного этапа для сжатия второй области захвата пальцами после преобразования заготовки в удлиненный элемент.
Краткое описание чертежей
На чертежах:
фиг.1А-1D - последовательность этапов способа для изготовления трубчатых вставных элементов, имеющих выемку в области захвата пальцами, начиная с предварительно полученной трубчатой конструкции,
фиг.2А-2D - последовательность этапов (включая необязательные этапы) способа для изготовления трубчатых вставных элементов, имеющих выемку в области захвата пальцами, начиная с листа материала,
фиг.3 - вариант последовательности, представленной на фиг.2С-2D,
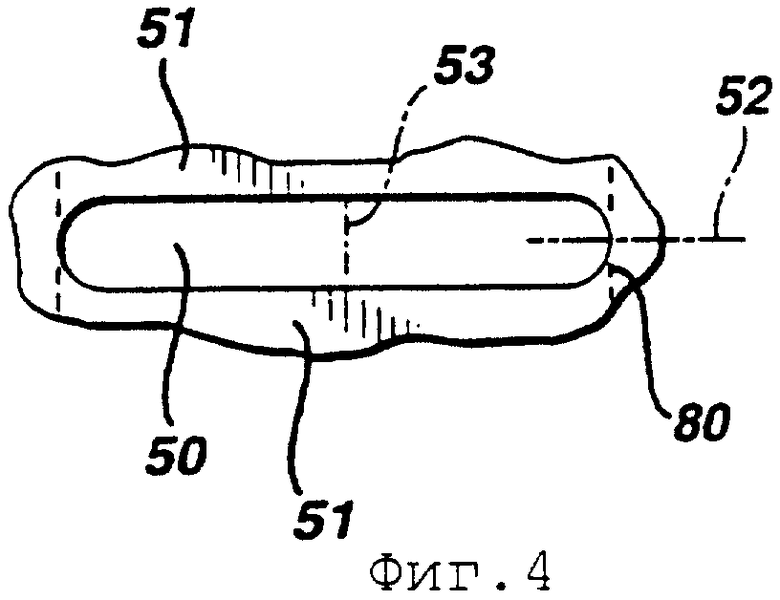
фиг.4 - увеличенное изображение области захвата, выделенной из фиг.1В, и
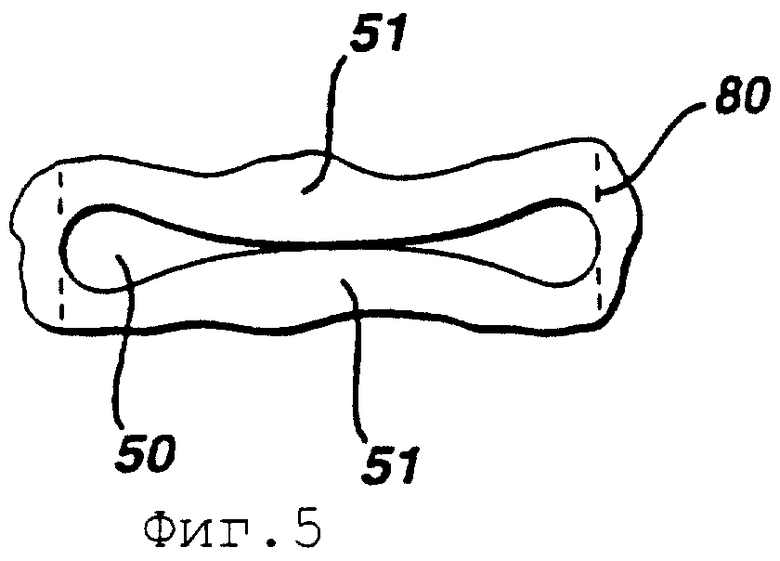
фиг.5 - увеличенное изображение области захвата, выделенной из фиг.1C.
Подробное описание предпочтительного варианта осуществления
Настоящее изобретение относится к способам изготовления устройства для введения материалов в полость тела млекопитающих. Устройство для введения содержит удлиненный вставной элемент, предназначенный для по меньшей мере частичного введения в полость тела. Удлиненный вставной элемент имеет длину, которая продолжается от вставляемого конца до захватываемого конца. Чтобы пользователь мог более надежно удерживать устройство во время использования, захватываемый конец вставного элемента снабжен выемкой, заданной заплечиком на каждом ее конце.
Теперь обратимся к чертежам, на которых одинаковыми ссылочными номерами обозначены подобные элементы. Стрелки, помеченные буквой "S", указывают возможную последовательность этапов способов, описанных ниже.
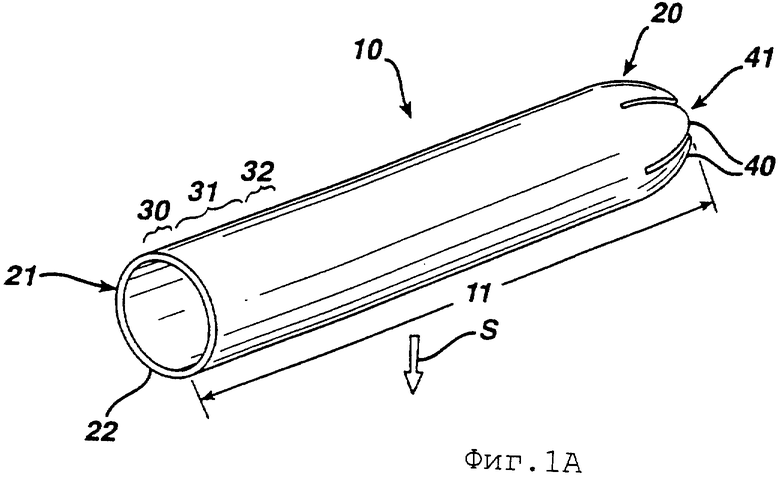
Как можно видеть на фиг.1А-1С, устройство настоящего изобретения можно изготовить путем обработки предварительно изготовленного вставного элемента в несколько этапов. На фиг.1А показан предварительно изготовленный удлиненный трубчатый вставной элемент 10, имеющий длину 11, вставляемый конец 20 и захватываемый конец 21 на его другой стороне, и по выбору, некоторое количество изогнутых внутрь лепестков 40 для образования по существу закрытого купола 41. Захватываемый конец 21 содержит захватываемый край 22 и три соседние области: первую область 30, вторую область 31 и третью область 32. Вторая область 31 должна иметь достаточную длину для по существу размещения указательного или большого пальца обычного человека. Предпочтительно, первая область 30 и третья область 32 намного короче, чем вторая область 31. Трубчатый вставной элемент 10 может быть изготовлен рядом способов, известных специалисту в данной области техники, например литьем под давлением, выдувным формованием, спиральной намоткой, формообразованием вокруг оправки и т.п.
Как показано на фиг.1В, многочисленные отдельные участки 50 удалены из второй области 31 при сохранении участков 51 с неудаленным материалом. Характерный, не создающий ограничения перечень способов, пригодных для удаления участков 50 следующий: высечка, лазерная вырезка, водоструйная вырезка, придание формы изделиям при высокой температуре и т.п. Участки 50 с удаленным материалом имеют основную ось 52 и вспомогательную ось 53, при этом предпочтительно, чтобы основная ось 52 была ориентирована по существу параллельно длине 11 трубчатого вставного элемента 10. В качестве варианта основная ось 52 может быть ориентирована под углом меньше 90° по отношению к длине 11 трубчатого вставного элемента 10. Участки 50 с удаленным материалом имеют размер по длине в направлении, которое параллельно основной оси 52, от приблизительно 40 до приблизительно 90 мм и размер по ширине в направлении, которое параллельно вспомогательной оси 53, от приблизительно 0,2 до приблизительно 1,5 мм. Размеры по длине могут быть постоянными или переменными вдоль периферии участков 50 с удаленным материалом.
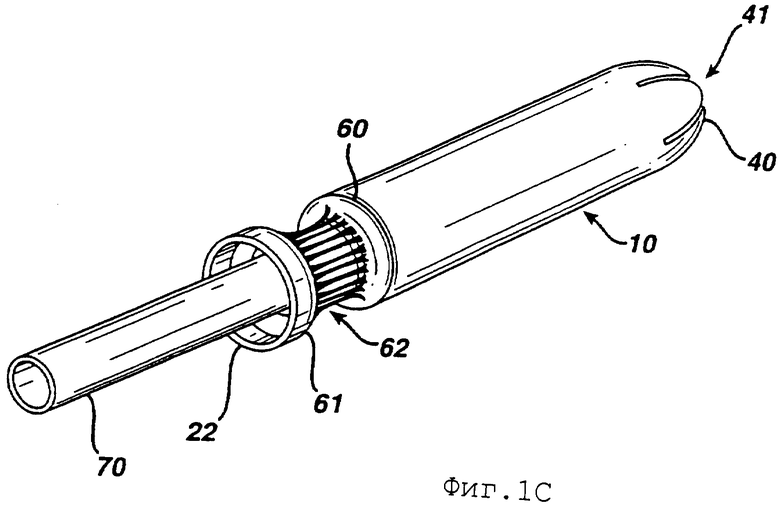
Что касается фиг.1C, то после удаления отдельных участков 50 вторую область 31 сжимают до образования выемки 62, заданной заплечиками 60 и 61, занимающими промежуточное положение между второй областью 31 и соответственно каждой из первой области 30 и третьей области 32. Совместно эти заплечики 60 и 61 создают в двух направлениях сопротивление скольжению указательного/большого пальца. Как показано на фиг.1В, прикладывая ко второй области 31 силу N, направленную по нормали, или прикладывая совместно осевую силу А к трубчатому вставному элементу 10 и силу N, направленную по нормали, ко второй области 31, можно сжать вторую область 31. Сжатая вторая область 31 после этого имеет периметр, который меньше периметра первой области 30 и третьей области 32. Использованный в описании и в формуле изобретения термин “периметр” относится к размеру вокруг конструкции, измеряемому и определяемому в плоскости, перпендикулярной к продольной оси заготовки или вставного элемента. Это измерение можно осуществлять внутри или снаружи конструкции.
Периметр по существу трубчатой конструкции связан с ее диаметром.
Общее количество материала, удаленного из второй области 31, обычно определяет различие диаметров трубчатого элемента в сжатой второй области 31 и в первой и третьей областях 30 и 32. Предпочтительно, диаметр сжатой второй области 31 не больше приблизительно 90% диаметра первой и третьей областей 30 и 32, а более предпочтительно, чтобы он был не больше приблизительно 70%. Если его оценивать через периметр, то предпочтительно, чтобы периметр сжатой области был не больше приблизительно 90% периметра первой и третьей областей 30 и 32, а более предпочтительно, чтобы он был не больше приблизительно 70%.
До сжатия второй области можно выполнить необязательный этап ослабления участков 51 с неудаленным материалом во второй области 31. В результате выполнения этого необязательного этапа ослабления достигаются два преимущества, заключающиеся в уменьшении усилия, необходимого для сжатия второй области 31, и в улучшении внешнего вида участков 51 с неудаленным материалом с получением в значительной степени гладкой, свободной от складок поверхности. Характерные, не создающие ограничения способы, пригодные для ослабления участков 51 с неудаленным материалом, включают создание одной или более процарапанных или перфорированных линий, скашивание кромок, образование одной или более тисненых зон и т.п. Предпочтительно, процарапанные или перфорированные линии 80 проходят в поперечном направлении относительно участков 51 с неудаленным материалом на границе раздела между второй областью 31 и каждой из первой области 30 и третьей области 32, что можно видеть на фиг.1В.
Снова обратимся к фиг.1C, из которой можно понять, что когда пользователь вводит трубчатый вставной элемент 10 в полость тела, его указательный палец и/или большой палец вынужден продвигаться по направлению к вставляемому концу 20 вследствие сил трения между вставным элементом 10 и стенками полости тела. Заплечик 61 создает сопротивление этому продвижению, в результате чего обеспечивается надежное удержание во время введения. После того как трубчатый вставной элемент 10 успешно введен в тело, пользователь может вытолкнуть материал, содержащийся в устройстве. Обычно он осуществляет это путем перемещения в трубчатом вставном элементе 10 удлиненного выталкивающего элемента, показанного в виде элемента 10. Во время этапа выталкивания указательный палец и/или большой палец вынужден продвигаться в противоположном направлении, по направлению к захватываемому краю 22 вследствие возможного сочетания многих факторов. Эти факторы включают силы трения между вводимым материалом (непоказанным) и внутренней стенкой трубчатого вставного элемента 10, и усилия, необходимые для открывания по существу закрытого купола 41. Заплечик 60 создает сопротивление этому конкретному продвижению, тем самым обеспечивая надежное удержание во время использования на этапе выталкивания.
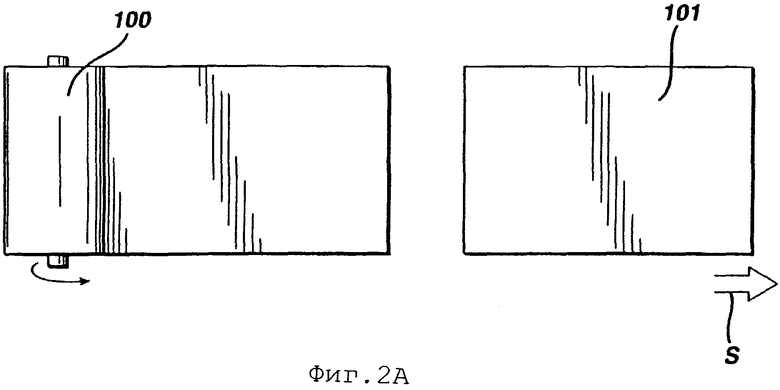
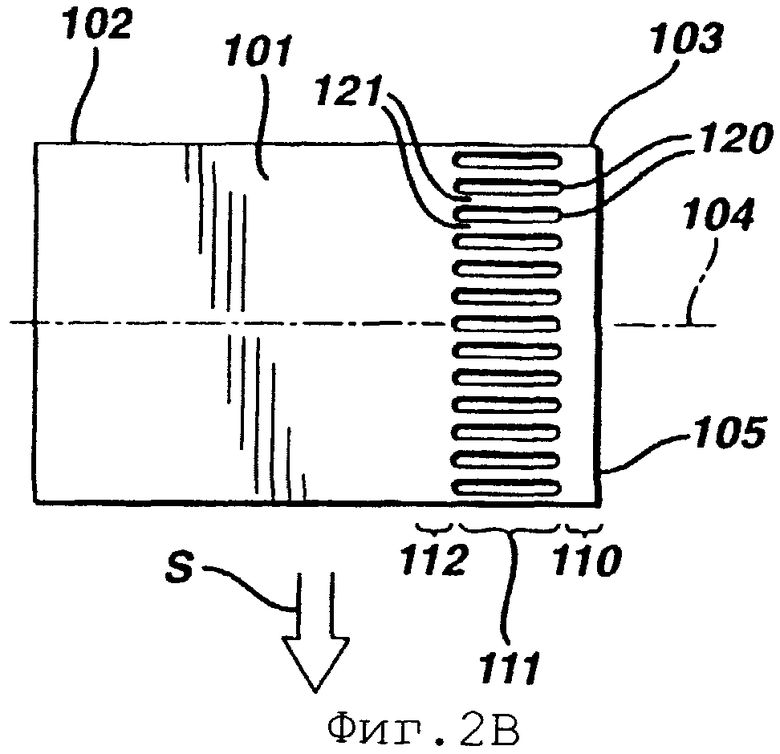
В качестве варианта в настоящем изобретении предусмотрены способы изготовления устройств для введения, имеющих выемку в области захвата пальцами, начиная с листового материала. Теперь обратимся к фиг.2А-2С, на которых рулон листового материала 100 разматывают и разделяют на множество заготовок 101 вставных элементов. Заготовки 101 имеют по меньшей мере один захватываемый конец 103, обозначенный по направлению продольной оси 104. Захватываемый конец 103 содержит первую область 110, ближайшую к краю 105 захватываемого конца, вторую область 111, прилегающую к первой области 110, и третью область 112, прилегающую ко второй области 111. Кроме того, ряд отдельных участков 120 удаляют из второй области 111 с сохранением участков 121 с неудаленным материалом, находящихся между участками 120 с удаленным материалом. Отдельные участки 120 также можно удалять одновременно с этапом разделения рулона 100 на множество заготовок 101 вставных элементов. Этот альтернативный способ можно осуществить путем использования многоэлементного штампа или совокупности штампов и/или ножей.
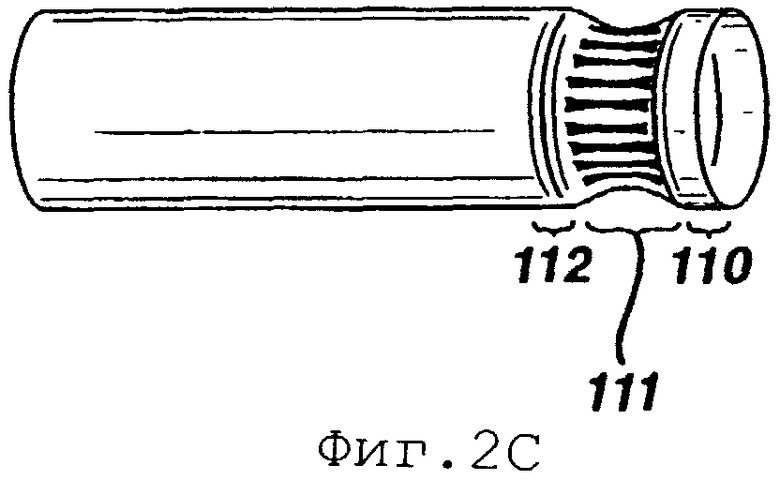
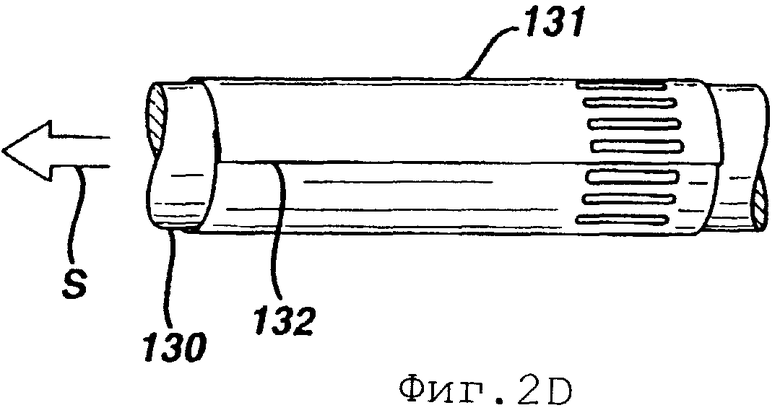
После этого заготовки 101 вставных элементов передают к приспособлению и сгибают вокруг приспособления, например, вокруг оправки 130, чтобы образовать удлиненный сформированный элемент, например, по существу трубчатый элемент 131, имеющий заделанный стык 132. Удлиненный элемент может иметь вид одиночного вставного элемента 131, либо на каждом конце удлиненного сформированного элемента может иметься захватываемый конец. Затем, как описано в патенте США №4755164 (Hinzmann), удлиненный сформированный элемент может быть разделен для образования отдельных вставных элементов 131.
Один вариант осуществления настоящего изобретения включает удаление трубчатого элемента 131 с оправки 130 и затем сжатие второй области 111 до меньшего диаметра, чем диаметр первой области 110 и третьей области 112. Любой ряд устройств и способов можно использовать для приложения достаточной силы, чтобы сжать вторую область 111, например, посредством использования двух полусферических втулок, прикладывающих давление от пневматического цилиндра, или путем вращения трубчатого элемента 131 и приведения в соприкосновение второй области 111 с перемещающейся вдоль оси головкой и т.п.
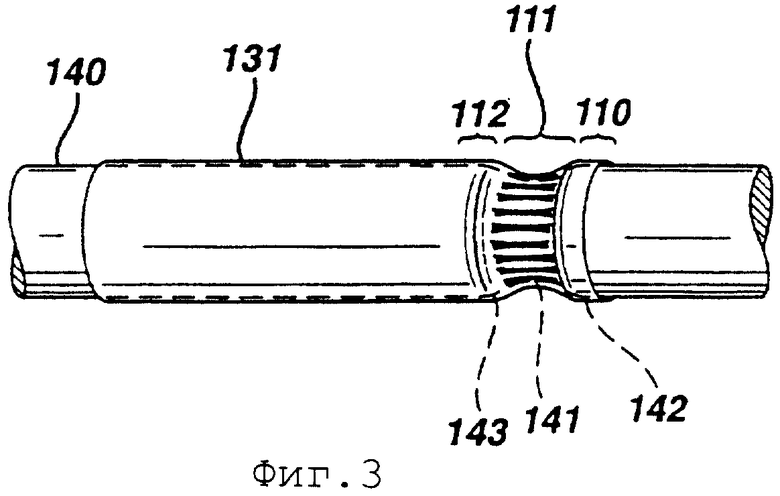
Как показано на фиг.3, альтернативный вариант осуществления включает этап образования трубчатого элемента 131 и одновременного сжатия второй области 111, например, посредством использования оправки 140, имеющей в области 141, соответствующей второй области 111, диаметр, который меньше диаметра в областях 142 и 143, соответствующих первой области 110 и третьей области 112 соответственно.
При изготовлении устройств из листового материала можно осуществить дополнительный этап ослабления участков 121 с неудаленным материалом, как и в случае начала процесса с предварительно изготовленного трубчатого вставного элемента.
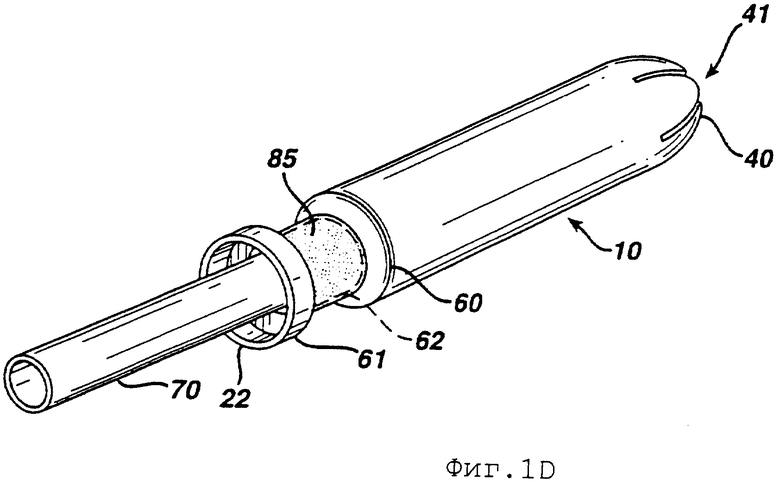
Несколько способов можно использовать для содействия сохранению выемки 62 после ее образования. Эти способы обычно включают введение дополнительных материалов и/или элементов в пределы по меньшей мере части выемки 62 до или после ее образования. Один способ заключается в покрытии сжатой второй области 31 эластомерным элементом, например, кольцом (показанным в виде элемента 85 на фиг.1D). Эластомерный элемент 85 имеет внутренний периметр, по существу эквивалентный сжатому периметру второй области 31, когда он находится по существу в релаксированном состоянии. При приложении нагрузки эластомерный элемент 85 может растягиваться (упругая деформация при отсутствии пластической деформации) в достаточной степени, чтобы располагаться поверх несжатого периметра первой области 30 и третьей области 32, которые прилегают к сжатой второй области 31. После удаления нагрузки или релаксации эластомерного материала эластомерный элемент принимает по существу первоначальные размеры, в результате чего выемка 62 на захватываемом конце сохраняется. Материалы, пригодные для изготовления эластомерного элемента включают, но без ограничения ими, натуральный каучук, неопреновый каучук, бутилкаучук, стирольный каучук, нитрильный каучук, металлоцены, например полимеры марки ЕХХАСТ от фирмы Еххоn, полисилоксаны и т.п. Дополнительное преимущество использования многих из указанных выше материалов вытекает из их фрикционных свойств, которые создают дополнительное сопротивление скольжению указательного пальца/большого пальца во время использования устройства для введения.
Второй способ сохранения выемки 62 на захватываемом конце после ее образования заключается в покрытии второй области 31 дающим усадку полимерным материалом, например, полиэтиленом низкой плотности, и в последующем приложении энергии, например путем подачи ко второй области 31 нагретого воздуха при температуре от приблизительно 160°С до приблизительно 180°С в количестве, достаточном для усадки дающего усадку полимерного материала. Дающий усадку полимерный материал имеет исходный внутренний периметр, а после нагрева будет иметь уменьшенный внутренний периметр, по существу эквивалентный конечному наружному периметру второй области.
На фиг.4 и 5 показаны увеличенные разрезы захватываемого конца 21, полученные из фиг.1В и фиг.1C соответственно. В максимально сжатом состоянии по меньшей мере центральные края 90 соседних участков 51 с неудаленным материалом примыкают. Фиг.4.и 5 особенно полезны для иллюстрации дополнительных альтернативных способов сохранения выемки 62 на захватываемом конце, рассмотренных ниже.
Другой способ сохранения выемки на захватываемом конце заключается в нанесении клея на части участков 51 с неудаленным материалом там, где они примыкают. Затвердевший клей будет удерживать друг с другом участки 51 с неудаленным материалом.
По выбору, вторую область 31 захватываемого конца можно снабдить термопластичным материалом. К термопластичному материалу можно приложить энергию в количестве, достаточном для стимулирования растекания термопластичного материала. Примененный термопластичный материал, перемыкающий соприкасающиеся участки 51 с неудаленным материалом, после прекращения приложения энергии будет удерживать друг с другом участки с неудаленным материалом, тем самым сохраняя конечный наружный периметр второй области.
Когда устройство для введения изготавливают в основном из термопластичного материала, например из полиолефина, для доведения второй области 31 до эквивалентного сжатого состояния можно использовать энергию и давление, а при устранении энергии и давления вторая область останется в измененном состоянии. Это можно сделать рядом любых способов, известных в данной области техники, включая использование нагретого воздуха, при этом источник нагретого сжатого воздуха не должен соприкасаться со второй областью, чтобы тем самым исключить прилипание трубчатого вставного элемента к источнику, которое может повлиять на качество и на эксплуатационные расходы. Альтернативный способ заключается в вакуумном формообразовании.
Устройства настоящего изобретения могут быть изготовлены из материалов, хорошо известных специалистам в данной области техники, например, из пластиков (полимеров) и картона. Пластиковые устройства для введения могут быть изготовлены из обычных полимеров, например из полиолефинов, или могут быть изготовлены из более современных полимеров и смесей полимеров, состав которых обеспечивает такие характеристики, как способность к биологическому разложению и/или диспергированию в воде. Примеры устройств для введения, которые рассчитаны на диспергирование или биологическое разложение, раскрыты в следующих патентах США: №№5002526 и 5782794, относящихся к устройствам, изготовленным из композиций на основе поливинилового спирта, №5350354, относящемуся к устройствам, изготовленным из композиций на основе крахмала, и №4900299, относящемуся к устройствам, изготовленным из композиций на основе поли-3-гидроксибутировой кислоты. Пластиковые устройства для введения обычно изготавливают с помощью следующих, не создающих ограничения процессов: литье под давлением, выдувное формование и экструзия.
Картонные устройства для введения можно изготавливать из одного слоя картонного материала или образовывать из нескольких ламинированных слоев, чтобы получить ряд преимуществ, связанных с различными слоями. Картонные исходные материалы, пригодные для образования трубчатых вставных элементов и выталкивающих элементов включают в себя, но без ограничения ими, плотную бумагу, картон, оберточную бумагу, папье-маше и т.п. Устройства для введения могут быть изготовлены при использовании следующих, не создающих ограничения процессов: спиральной намотки, раскрытой в патенте США №5346468, криволинейной намотки, раскрытой в патенте США №4508531, и сгибания листа вокруг оправки и последующей заделки перекрытого стыка, как раскрыто в патенте США №4755164.
Картонные устройства для введения могут иметь поверхностный слой, который может быть полезным для повышения удобства и облегчения его введения и извлечения.
Поверхностный слой может быть выполнен в виде ламинированных пленок, затвердевших покрытий и т.п. Пример такого поверхностного слоя раскрыт в находящейся в процессе одновременного рассмотрения патентной заявки США регистрационный №09/105787 (Blanchard), поданной 26 июня 1998 г. Характерный, не создающий ограничения перечень материалов, пригодных для использования в качестве поверхностного слоя, включает воски, целлофан, полиолефины, полиэфиры, эпоксидные смолы и т.п. Кроме того, поверхностные слои могут включать в себя стабилизаторы против действия тепла, пигменты, душистые вещества, поверхностно-активные вещества, противомикробные средства, лекарственные средства и т.п. Известны многочисленные способы нанесения поверхностных слоев. Характерный, не создающий ограничения перечень таких способов включает напыление, экструзию, нанесения покрытия через щель, нанесение кистью, покрытие переносом и т.п. Дополнительные этапы обработки могут потребоваться для отверждения обработанных поверхностей до приемлемого вида, иные, чем просто выдерживание на воздухе, например, направление излучения и энергии других видов.
Типичные размеры каждого трубчатого вставного и выталкивающего элементов включают длину от приблизительно 50 до приблизительно 100 мм, диаметр от приблизительно 8 до приблизительно 16 мм и толщину от приблизительно 0,4 до приблизительно 0,6 мм. Предпочтительно, диаметр выталкивающего элемента 70 меньше диаметра трубчатого вставного элемента 10, что, как показано на фиг.1, позволяет получить их телескопическое размещение.
Вставляемый конец устройства для введения может быть в большей или в меньшей степени открытым, т.е. в этом случае периметр на протяжении длины вставного элемента по существу эквивалентен периметру вставляемого конца. В настоящее время фирма Procter & Gamble, Цинциннати, Огайо, предлагает для продажи устройство с открытым концом для введения тампонов под торговым названием ТАМРАХ, находящихся в устройстве для введения.
Однако предпочтительно, чтобы удлиненный вставной элемент устройства согласно настоящему изобретению был по существу закрыт до выталкивания материалов, содержащихся в нем. Один способ для по существу закрытия вставляемого конца 20 трубчатого вставного элемента 10, заключающийся в использовании некоторого количества изогнутых внутрь лепестков 40, показан на фиг.1. При выталкивании материалов, содержащихся в устройстве, лепестки будут отгибаться и/или поворачиваться в открытое положение. Число лепестков обычно находится в пределах от приблизительно 4 до приблизительно 6.
Альтернативный способ для по существу закрытия вставляемого конца устройства заключается в гофрировании вставляемого конца. Этот способ раскрыт в патенте США №5782793. Когда устройство для введения изготавливают из более чем одного слоя материала, можно продолжить один слой до вставляемого конца, чтобы попытаться уменьшить усилие, необходимое для выталкивания содержащихся материалов. Пример этого раскрыт в патенте США №5827214. Закрытый вставляемый конец может иметь любую форму, включая сферическую и коническую.
Предпочтительно, устройства согласно настоящему изобретению представляют собой цилиндрические трубки, которые в основном выполнены прямолинейными по длине, не считая захватываемого конца. Однако устройства для введения могут быть криволинейными для повышения удобства и облегчения обращения с устройством во время введения и извлечения из полости тела. С примером криволинейного устройства можно ознакомиться в патенте США №5158535.
Устройство настоящего изобретения можно использовать для введения менструальных средств, например тампонов, средств сбора внутривлагалищных выделений и межгубных прокладок. Устройство может быть также полезным для введения оральных, ректальных, и влагалищных суппозиториев, а также носовых средств, например носовых тампонов. Кроме того, устройство можно использовать для введения разнообразных иных материалов, включая лекарственные средства, увлажняющие вещества, витамины и минералы, средства, разрушающие сперматозоиды, и средства, устраняющие запах. Эти материалы могут быть в виде твердых компонентов, кремов, пены, гелей и т.п.
Раскрытия всех патентов и патентных заявок США, а также всех соответствующих опубликованных иностранных патентных заявок, упомянутых в этой патентной заявке, включены в настоящую заявку посредством ссылок.
Для содействия полному и не создающему ограничения пониманию изобретения, раскрытого в настоящей заявке, выше представлены описание изобретения и варианты осуществления изобретения. Поскольку многочисленные изменения и модификации могут быть сделаны без отступления от сущности и объема, изобретение заявлено в формуле изобретения, приложенной ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАМПОННЫЙ АППЛИКАТОР, ИМЕЮЩИЙ УЛУЧШЕННЫЙ ПАЛЬЦЕВЫЙ ЗАХВАТ | 2001 |
|
RU2290156C2 |
| ВЫТЯЖНАЯ ПЛОМБА С ДВУНАПРАВЛЕННЫМ ЗАПИРАЮЩИМ ПРИСПОСОБЛЕНИЕМ | 2005 |
|
RU2365529C2 |
| УСТРОЙСТВО И СПОСОБЫ МАНИПУЛЯЦИИ ТРУБНЫМИ ЭЛЕМЕНТАМИ | 2009 |
|
RU2470137C2 |
| МУНДШТУК КУРИТЕЛЬНОГО ИЗДЕЛИЯ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ РАЗМЕЩЕНИЯ ВСТАВНОГО ЭЛЕМЕНТА | 2018 |
|
RU2765900C2 |
| ОДНОРАЗОВЫЕ ЗАГРУЗОЧНЫЕ МОДУЛИ ДЛЯ ХИРУРГИЧЕСКОГО РЕЖУЩЕГО И СКРЕПЛЯЮЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2492818C2 |
| РАБОЧИЕ ОРГАНЫ ДЛЯ ХИРУРГИЧЕСКОГО РЕЖУЩЕГО И СКРЕПЛЯЮЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2497464C2 |
| ПРОВОДНИК ДЛЯ ВВЕДЕНИЯ ВНУТРИВЕННОГО КАТЕТЕРА С УБИРАЮЩЕЙСЯ ИГЛОЙ | 2002 |
|
RU2299078C2 |
| ХИРУРГИЧЕСКИЕ КРЕПЕЖНЫЕ ДЕТАЛИ, АППЛИКАТОРЫ И СПОСОБЫ УСТАНОВКИ ХИРУРГИЧЕСКИХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2532934C2 |
| ХИРУРГИЧЕСКИЕ КРЕПЕЖНЫЕ ДЕТАЛИ, АППЛИКАТОРЫ И СПОСОБЫ УСТАНОВКИ ХИРУРГИЧЕСКИХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2551934C2 |
| ХИРУРГИЧЕСКИЕ КРЕПЕЖНЫЕ ДЕТАЛИ, АППЛИКАТОРЫ И СПОСОБЫ УСТАНОВКИ ХИРУРГИЧЕСКИХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2532936C2 |

При изготовлении устройства создают удлиненный вставной элемент. Затем удаляют некоторые участки из второй области захватываемого конца вставного элемента, уменьшают наружный периметр второй области с образованием выемки, заданной заплечиками, занимающими промежуточное положение между второй областью и каждой из первой и третьей областями. Заплечик, ближайший к захватываемому концу, создает сопротивление скольжению пальцев при выталкивании материала, содержащегося в устройстве, и обеспечивает надежное удержание устройства при удалении устройства из тела после завершения этапа выталкивания. 3 н. и 22 з.п. ф-лы, 5 ил.
a) создают удлиненный вставной элемент, имеющий длину, продолжающуюся от вставляемого конца до захватываемого конца, при этом захватываемый конец имеет первую область, ближайшую к краю захватываемого конца, вторую область, прилегающую к первой области и отдаленную от края захватываемого конца, и третью область, прилегающую ко второй области, при этом каждая область захватываемого конца имеет исходный наружный периметр, определяемый плоскостью, перпендикулярной длине вставного элемента,
b) удаляют некоторое количество отдельных участков из второй области захватываемого конца наряду с тем, что сохраняют участки с неудаленным материалом, продолжающиеся от первой области до третьей области, заключенные между ними, и
c) уменьшают наружный периметр второй области до конечного наружного периметра наряду с тем, что в основном сохраняют периметры первой и третьей областей, чтобы образовать выемку, заданную заплечиками, занимающими промежуточное положение между второй областью и каждой из первой и третьей областей.
a) разматывают рулонный листовой материал,
b) разделяют листовой материал на множество заготовок вставных элементов, имеющих продольную ось и по меньшей мере один захватываемый конец, при этом по меньшей мере один захватываемый конец имеет первую область, ближайшую к краю захватываемого конца, вторую область, прилегающую к первой области и отдаленную от края захватываемого конца, и третью область, прилегающую ко второй области,
c) удаляют некоторое количество отдельных участков из второй области наряду с тем, что сохраняют части участков материала, находящиеся между ними,
d) сгибают заготовку вокруг формообразующей оправки, которую ориентируют параллельно продольной оси заготовки,
e) заделывают продольный стык, определяемый сформированной заготовкой, чтобы образовать удлиненный сформированный элемент, имеющий продольную ось, параллельную продольной оси заготовки, и
f) сжимают вторую область до меньшего периметра, чем периметр первой и третьей областей, при этом каждый периметр определен плоскостью, перпендикулярной продольной оси удлиненного сформированного элемента, тем самым образуя захватываемый конец, имеющий выемку, заданную заплечиками, занимающими промежуточное положение между второй областью и каждой из первой и третьей областей.
a) разматывают рулонный листовой материал,
b) разделяют листовой материал на множество заготовок вставных элементов, имеющих продольную ось и по меньшей мере один захватываемый конец, при этом по меньшей мере один захватываемый конец имеет первую область, ближайшую к краю захватываемого конца, вторую область, прилегающую к первой области и отдаленную от края захватываемого конца, и третью область, прилегающую ко второй области,
c) удаляют некоторое количество отдельных участков из второй области наряду с тем, что сохраняют участки с неудаленным материалом, находящиеся между ними,
d) сгибают заготовку вокруг формообразующей оправки, которую ориентируют параллельно продольной оси заготовки, при этом формообразующая оправка имеет наружный периметр в области, соответствующей второй области заготовки, который меньше периметра в областях, соответствующих первой и третьей областям заготовки, периметры формообразующей оправки определены плоскостями, перпендикулярными продольной оси заготовки, и
е) заделывают продольный стык, определенный сформированной заготовкой, чтобы образовать удлиненный сформированный элемент, имеющий продольную ось, параллельную продольной оси заготовки, и имеющий наружный периметр, который больше наружного периметра второй области, тем самым образуя захватываемый конец, имеющий выемку, заданную заплечиками, занимающими промежуточное положение между второй областью и каждой из первой и третьей областей.
| US 5709652 A, 20.01.1998 | |||
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГИГИЕНИЧЕСКОГО ТАМПОНА | 1991 |
|
RU2067439C1 |
| ЭНЕРГОБЛОК ГАЗОТУРБИННОЙ ЭЛЕКТРОСТАНЦИИ | 1999 |
|
RU2166656C2 |

