Изобретение относится к области обработки металлов давлением, а именно к четырехбойковым ковочным устройствам, и может быть использовано при ковке слитков и заготовок на гидравлических ковочных прессах.
Оно может быть использовано в машиностроительной и металлургической промышленности при производстве поковок и изделий с удлиненной осью круглого, квадратного и прямоугольного поперечного сечения из конструкционных, инструментальных, нержавеющих, жаропрочных и других труднодеформируемых сталей и сплавов.
Известен инструмент для радиальной ковки полосовых заготовок, состоящий из четырех бойков, два из которых имеют по два рабочих участка на каждом бойке, разделенных вырезом, а два других - по одному рабочему участку, заходящему в вырезы первой пары бойков (Ковка на радиально-обжимных машинах. В.А.Тюрин, В.А.Лазоркин, И.А.Поспелов и др. Под общей ред. В.А.Тюрина. М., Машиностроение, 1990, с.13-16).
Этот инструмент обеспечивает получение поковок прямоугольного сечения в широком диапазоне размеров высокого качества на радиально-ковочных машинах, на которых предусмотрена регулировка закрытой высоты бойков.
К недостатку этого инструмента следует отнести невозможность использования его в известных четырехбойковых ковочных устройствах на гидравлических ковочных прессах с тем же эффектом, что и на радиально-ковочных машинах. Это связано с тем, что в четырехбойковых ковочных устройствах, используемых на гидравлических ковочных прессах, не существует регулировки закрытой высоты бойков отдельно для каждой пары бойков. Поэтому, используя данный инструмент в таком четырехбойковом ковочном устройстве, можно получить поковки прямоугольного поперечного сечения только в узком диапазоне размеров.
Известно также четырехбойковое ковочное устройство, состоящее из двух держателей верхнего и нижнего бойков с наклонными поверхностями, кинематически связанных с ними двух держателей боковых бойков с наклонными поверхностями, соответствующими наклонным поверхностям держателей верхнего и нижнего бойков, и четырех бойков, прикрепленных к держателям бойков с помощью прижимов и стяжных шпилек (патент Украины №34978 А, кл. B 21 J 1/04, B 21 J 13/02. Опубл. в бюллетене изобр. №2, 2001 г.).
Недостатком известного устройства является то, что оно не предусматривает регулировку закрытой высоты бойков, а следовательно, в нем нельзя изготавливать поковки прямоугольного сечения в широком диапазоне размеров в одном комплекте бойков.
Изобретение решает задачу путем изменения конструкции четырехбойкового ковочного устройства обеспечить возможность получения поковок прямоугольного сечения в широком диапазоне размеров с использованием одного комплекта бойков, что в свою очередь приведет к снижению затрат на изготовление инструмента и уменьшению времени на его переналадку.
Технический результат достигается тем, что в четырехбойковом ковочном устройстве, состоящем из двух держателей верхнего и нижнего бойков с наклонными поверхностями, кинематически связанных с ними двух держателей боковых бойков с наклонными поверхностями, соответствующими наклонным поверхностям держателей верхнего и нижнего бойков, и четырех бойков, прикрепленных к держателям бойков с помощью прижимов и стяжных шпилек, два из которых, верхний и нижний бойки, имеют по два рабочих участка на каждом бойке, разделенных вырезом, а два других, боковых бойка, имеют по одному рабочему участку, заходящему в вырезы верхнего и нижнего бойков, для расширения диапазона сечений заготовок согласно заявляемому изобретению между держателем нижнего бойка и нижним бойком установлены одна или несколько регулировочных пластин, нижний боек прикреплен к держателю нижнего бойка с помощью двух Г-образных прижимов, которые, с одной стороны, своими наклонными поверхностями прижаты к наклонным поверхностям держателя нижнего бойка, а с другой стороны - к двум фрикционным пластинам, закрепленным на боковых поверхностях нижнего бойка. При этом в нижнем бойке закреплены штифты, проходящие через отверстия регулировочных пластин, и входящие в отверстия держателя нижнего бойка, и предназначенные для центрирования регулировочных пластин.
Достижению технического результата способствует и то, что фрикционные пластины выполнены из меди.
Вариант конструкции заявляемого четырехбойкового ковочного устройства представлен на фиг.1-5.
На фиг.1 схематично представлено четырехбойковое ковочное устройство в статическом состоянии, вид спереди;
на фиг.2 - сечение А-А на фиг.1;
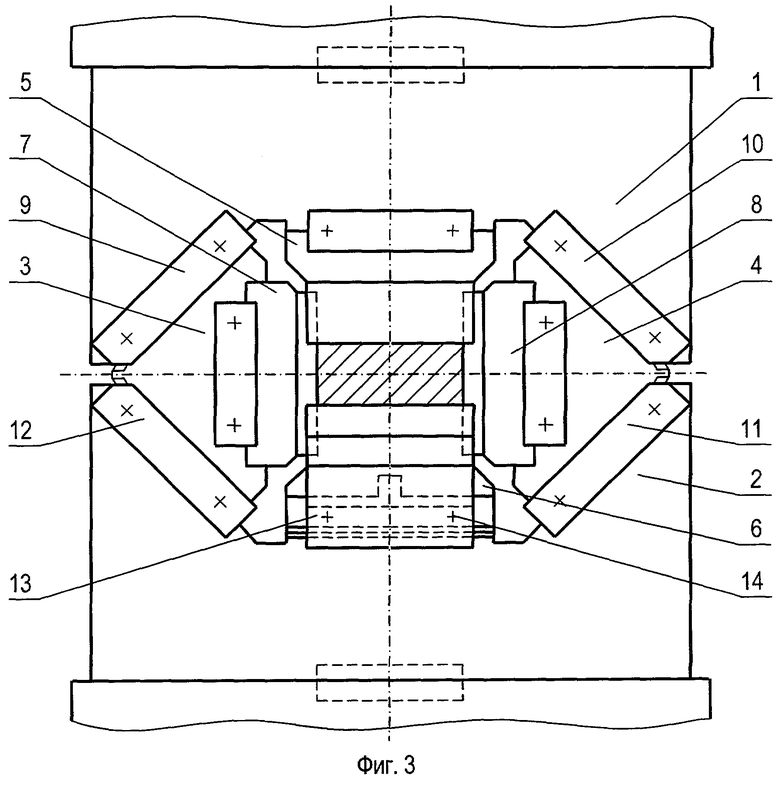
на фиг.3 - четырехбойковое ковочное устройство во время формирования поковки прямоугольного сечения (показано заштрихованное поперечное сечение поковки);
на фиг.4 - график функции А=f(В) для комплекта бойков без регулировки высоты подъема нижнего бойка, где А - толщина полосы, В - ширина полосы;
на фиг.5 - графики функций А=f(В), А=f’(В) для комплекта бойков с регулируемой высотой подъема нижнего бойка.
Четырехбойковое ковочное устройство состоит из держателя верхнего бойка 1, держателя нижнего бойка 2, держателей боковых бойков 3, 4, верхнего бойка 5, нижнего бойка 6, боковых бойков 7, 8, направляющих 9-12 (фиг.1). Бойки прикреплены к держателям бойков с помощью прижимов 13 истяжных шпилек 14. Между держателем нижнего бойка 2 и нижним бойком 6 установлены одна или несколько регулировочных пластин 15 (фиг.2). Прижимы 13, удерживающие нижний боек 6, имеют Г-образную форму (фиг.2). С одной стороны прижимы 13 своими наклонными поверхностями прижаты к наклонным поверхностям держателя нижнего бойка 2, а с другой стороны рифлеными поверхностями - к фрикционным пластинам 16, закрепленным с помощью винтов на боковых поверхностях нижнего бойка 6 (фиг.2). В нижнем бойке 6 закреплены штифты 17, которые проходят через отверстия в регулировочных пластинах 15 и заходят (по скользящей посадке) в отверстия держателя нижнего бойка 2 для центрирования регулировочных пластин 15 (фиг.2). Кроме того, штифты 17 удерживают нижний боек 6 от смещения его в направлении продольной оси относительно держателя нижнего бойка 2 при ковке. Из четырех бойков 5-8, прикрепленных к держателям бойков 1-4 с помощью прижимов и шпилек, два - верхний и нижний бойки имеют по два рабочих участка на каждом бойке, а два других, боковых бойка, имеют по одному рабочему участку, заходящему в вырезы верхнего и нижнего бойков (фиг.1, 2).
Работа четырехбойкового ковочного устройства осуществляется следующим образом.
Четырехбойковое ковочное устройство, собранное для получения определенного размера поковок прямоугольного сечения, устанавливают в рабочее пространство пресса и включают пресс. При подъеме подвижной траверсы пресса с верхней плитой вверх держатель верхнего бойка 1, прикрепленный к верхней плите пресса, также перемещается вместе с верхним бойком 5 вверх. Одновременно с помощью направляющих 9-12 держатель верхнего бойка 1 разводит в стороны держатели боковых бойков 3,4 вместе с боковыми бойками 7, 8, открывая рабочее пространство устройства (фиг.1, 3). Затем заготовку с помощью манипулятора подают в рабочую зону устройства. После этого включают рабочий ход пресса, при котором его подвижная траверса перемещает держатель верхнего бойка 1 вместе с бойком 5 в направлении к заготовке (показано заштрихованное поперечное сечение) и вместе с бойком 6 обжимает ее в вертикальной плоскости (фиг.3). Одновременно с помощью наклонных поверхностей держатель верхнего бойка 1 перемещает в направлении к заготовке держатели 3, 4 боковых бойков 7, 8, которые обжимают ее в радиальном и тангенциальном направлениях. После окончания обжатия заготовки траверса пресса перемещается вверх, раскрывая устройство, и цикл обжатия повторяется.
При необходимости изготовления поковок прямоугольного сечения других размеров по команде с пульта управления прессом устройство отсоединяют от верхней траверсы пресса. С помощью инструментального стола ковочное устройство выводят из рабочей зоны пресса. Затем, вывернув стяжные шпильки 14, снимают Г-образные прижимы 13, удерживающие нижний боек 6, приподнимают этот боек и меняют регулировочную пластину 15 (фиг.1, 2). После этого боек 6 опускают на регулировочную пластину 15, устанавливают Г-образные прижимы 13, которые, с одной стороны, своими наклонными поверхностями прижимаются к наклонным поверхностям держателя нижнего бойка 2, а с другой стороны, своими рифлеными поверхностями - к фрикционным пластинам 16 с помощью стяжных шпилек 14 (фиг.1, 2). Фрикционные пластины 16 установлены в пазах, выполненных на боковых поверхностях нижнего бойка 6, и закреплены с помощью винтов (фиг.2). Для центрирования регулировочных пластин 15 предусмотрены направляющие штифты 17, которые закреплены (запрессованы) в нижнем бойке 6. После установки необходимых регулировочных пластин 15 боек 6 опускают до контакта с регулировочными пластинами. При этом направляющие штифты 17 заходят в отверстия регулировочных пластин 15, центрируя их, а затем в отверстия в держателе нижнего бойка 2. Штифты 17 удерживают также нижний боек 6 от смещения его относительно держателя нижнего бойка 2 при больших осевых нагрузках (фиг.2). Фрикционные пластины выполнены из мягкого металла, например из меди. При затягивании шпилек, удерживающих Г-образные прижимы 13, последние своими рифлеными поверхностями внедряются в мягкие фрикционные пластины, создавая этим надежное сцепление с ними, предотвращающее вертикальное смещение нижнего бойка 6 (фиг.2).
В одном комплекте бойков без регулировки высоты подъема нижнего бойка можно получить поковки, размеры поперечных сечений которых расположены на графике функции А=f(В), изображенном на фиг.4. Толщина полосы может изменяться от размера А1 до размера А, а ширина полосы - от размера Во до размера B1 (фиг.4).
В заявляемом ковочном устройстве с регулируемой высотой подъема нижнего бойка за счет регулировочных пластин можно получить поковки, размеры поперечных сечений которых расположены между графиками функций А=f(В), А=f’(В) в заштрихованной области (фиг.5). Размер Δ=A2-A1 соответствует максимальной величине подъема нижнего бойка с помощью регулировочных пластин.
Таким образом, в предлагаемом изобретении за счет изменения закрытой высоты бойков обеспечивается возможность получения поковок прямоугольного сечения в более широком диапазоне размеров в одном комплекте бойков по сравнению с четырехбойковым ковочным устройством, принятым в качестве прототипа. Это позволяет снизить затраты на изготовление инструмента, а также уменьшить время на его переналадку при переходе с одного размера полосы на другой на 30-40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ КОВОЧНЫХ ПРЕССОВ | 2014 |
|
RU2558815C1 |
| МНОГОБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2352428C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ КОВОЧНЫХ ПРЕССОВ | 2011 |
|
RU2454292C1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2283718C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2013 |
|
RU2548849C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2005 |
|
RU2314175C2 |
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2008 |
|
RU2398648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |



Изобретение относится к области обработки металлов давлением и может быть использовано при ковке слитков и заготовок на гидравлических ковочных прессах. Устройство содержит два держателя верхнего и нижнего бойков, выполненные с наклонными поверхностями. С упомянутыми держателями кинематически связаны два держателя боковых бойков, имеющие наклонные поверхности, соответствующие наклонным поверхностям держателей верхнего и нижнего бойков. Четыре бойка прикреплены к соответствующим держателям с помощью прижимов и стяжных шпилек. Верхний и нижний бойки имеют по два рабочих участка, разделенных вырезом. Боковые бойки имеют по одному рабочему участку, заходящему в вырезы верхнего и нижнего бойков. Между держателем нижнего бойка и нижним бойком установлена по меньшей мере одна регулировочная пластина. Нижний боек прикреплен к держателю двумя Г-образными прижимами. Последние наклонными поверхностями прижаты к наклонным поверхностям держателя нижнего бойка, а рифлеными поверхностями - к двум фрикционным пластинам, закрепленным на боковых поверхностях нижнего бойка. В нижнем бойке закреплены штифты, проходящие через отверстия регулировочных пластин и заходящие в отверстия держателя нижнего бойка. В результате обеспечивается снижение затрат на изготовление инструмента и уменьшение времени на его переналадку. 1 з.п. ф-лы, 5 ил.

| Кольцеобразный обтекатель для звездообразного мотора воздушного охлаждения | 1932 |
|
SU34978A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1731396A1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 1991 |
|
RU2018404C1 |
| US 3670556 А, 20.06.1972 | |||
| US 3478565 А, 18.11.1969. | |||

