Изобретение относится к области обработки металлов давлением, а именно к ковочным молотам, и может быть использовано при ковке-протяжке слитков и заготовок из различных сталей и сплавов.
Изобретение может быть использовано в машиностроительной и металлургической промышленности при производстве поковок с удлиненной осью круглого, квадратного и прямоугольного сечений из углеродистых и легированных сталей и сплавов, а также цветных металлов и сплавов.
Известен ковочный молот, включающий шабот с нижним рабочим инструментом, станину, падающие части, состоящие из бабы с верхним рабочим инструментом и штока, привод и механизм управления (Кузьминцев В.Н. Ковка на молотах и прессах: Учебник для сред. проф.-техн. училищ. - М.: Высшая школа, 1979. С.141-142).
Известная конструкция ковочного молота может быть использована для протяжки различных литых и предварительно деформированных заготовок на поковки круглого, квадратного и прямоугольного поперечного сечения.
Недостатками данного молота является то, что он не обеспечивает высокую производительность процесса, не позволяет получать точные поковки и характеризуется низким выходом годного металла.
Наиболее близким к предлагаемому ковочному молоту, выбранным в качестве прототипа, является молот, включающий шабот с установленным на нем нижним рабочим инструментом, представляющим собой боек с плоской верхней поверхностью, станину, удерживающую падающие части, состоящие из бабы с верхним рабочим инструментом, который представляет собой боек с плоской нижней поверхностью, и штока, а также привод и механизм управления (Ковка и объемная штамповка стали. Справочник в двух томах. Колл. авторов. Под ред. М.В.Сторожева. Том 1. Изд. 2-е. М., изд-во «Машиностроение». С.177).
Недостатками известного молота является то, что он не обеспечивает высокую производительность процесса, выход годного металла, точность и качество поверхности получаемых поковок вследствие обжатия заготовки только двумя рабочими инструментами в одном направлении, что приводит к неравномерности деформации заготовки, боковому уширению и необходимости частых кантовок на большой угол.
Задачей изобретения является создание ковочного молота для кузнечной протяжки заготовок, в котором путем конструктивных изменений обеспечивается одновременное равномерное обжатие заготовки с четырех сторон, что приводит к повышению производительности процесса, выхода годного металла, точности и качества получаемых поковок.
Поставленная задача решается тем, что в ковочном молоте для кузнечной протяжки заготовок, содержащем шабот с установленным на нем нижним рабочим инструментом, станину, падающие части, содержащие бабу с верхним рабочим инструментом и шток, привод и механизм управления, новым является то, что в качестве нижнего рабочего инструмента использовано четырехбойковое ковочное устройство, содержащее держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, установленные с возможностью перемещения относительно держателей верхнего и нижнего бойков и связанные с ними посредством разводящих направляющих, и четыре бойка, закрепленные на соответствующих держателях бойков, при этом держатель верхнего бойка с верхним бойком и держатели боковых бойков с боковыми бойками составляют подвижные части устройства относительно неподвижного держателя нижнего бойка с нижним бойком и выдерживается соотношение:
m2/m1=0,030-0,200,
где m1 - масса падающих частей молота;
m2 - масса подвижных частей ковочного устройства,
а держатель верхнего бойка подпружинен относительно держателя нижнего бойка.
Достижению технического результата способствует и то, что в зависимости от конструктивных особенностей ковочного молота, изготавливаемого для ковки конкретных заготовок, упрощения его изготовления, сборки и эксплуатации:
- держатель верхнего бойка может быть подпружинен относительно держателя нижнего бойка с помощью предпочтительно стальных пружин сжатия или пневмопружин, или пневмопружин, установленных внутри предпочтительно стальных пружин сжатия;
- держатели бойков могут быть выполнены заодно с соответствующими бойками.
Между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом существует следующая причинно-следственная связь.
Использование в качестве нижнего рабочего инструмента четырехбойкового ковочного устройства, содержащего держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, установленные с возможностью перемещения относительно держателей верхнего и нижнего бойков и связанные с ними посредством разводящих направляющих, и четыре бойка, закрепленные на соответствующих держателях бойков, обеспечивает возможность обжатия заготовки одновременно двумя парами бойков, расположенных в двух взаимно перпендикулярных плоскостях, с приложением к ней одновременно силы нормального обжатия и силы сдвига в направлении нижнего бойка, что приводит, во-первых, к отсутствию бокового уширения, глубокому проникновению деформаций по всему сечению заготовки и их интенсификации при каждом единичном обжатии, а это снижает количество циклов обжатий и кантовок и межоперационных подогревов заготовки, а во-вторых, к исключению разрывов в сердцевине поковки и внутренних дефектов литой структуры металла, а также уменьшению толщины дефектного поверхностного слоя металла. В результате повышаются качество поверхности и размерная точность поковок, а также производительность процесса и выход годного металла.
Установление соотношения m2/m1=0,030-0,200, где m2 - масса подвижных частей ковочного устройства, представляющих собой держатель верхнего бойка с верхним бойком и держатели боковых бойков с боковыми бойками, а m1 - масса падающих частей молота, обеспечивает высокую производительность процесса за счет того, что при таком соотношении энергия падающих частей молота имеет величину, которая необходима и достаточна для приведения в движение подвижных частей ковочного устройства, и пластическую деформацию заготовки.
При соотношении m2/m1>0,200 затраты энергии на разгон подвижных частей ковочного устройства, а также на преодоление сопротивления пружин, при ударе по ним падающими частями молота, очень большие. Эти затраты энергии могут превышать 50% от энергии, которую имеют падающие части молота. Вследствие этого на пластическую деформацию также будет расходоваться значительно меньше энергии, чем ее имеется в падающих частях молота, и вытяжка по этой причине будет происходить менее эффективно, т.е. снизится производительность процесса.
При соотношении m2/m1<0,030 возможно быстрое разрушение деталей подвижных частей ковочного устройства из-за их недостаточной конструктивной прочности. При таком соотношении масс практически невозможно изготовить подвижные части ковочного устройства, выдерживающие ударные нагрузки падающих частей молота массой m1.
Выполнение держателя верхнего бойка подпружиненным относительно держателя нижнего бойка обеспечивает точное осевое перемещение держателя верхнего бойка, а также дополнительное сопротивление ковочного устройства энергии падающих частей молота амортизирующими элементами - пружинами сжатия, или пневмопружинами, или и теми, и другими, что приводит к возможности регулирования силы удара падающих частей молота, что также повышает производительность процесса ковки.
А выполнение держателей бойков заодно с соответствующими бойками обеспечивает их надежное соединение, снижение вероятности поломок, что также повышает производительность.
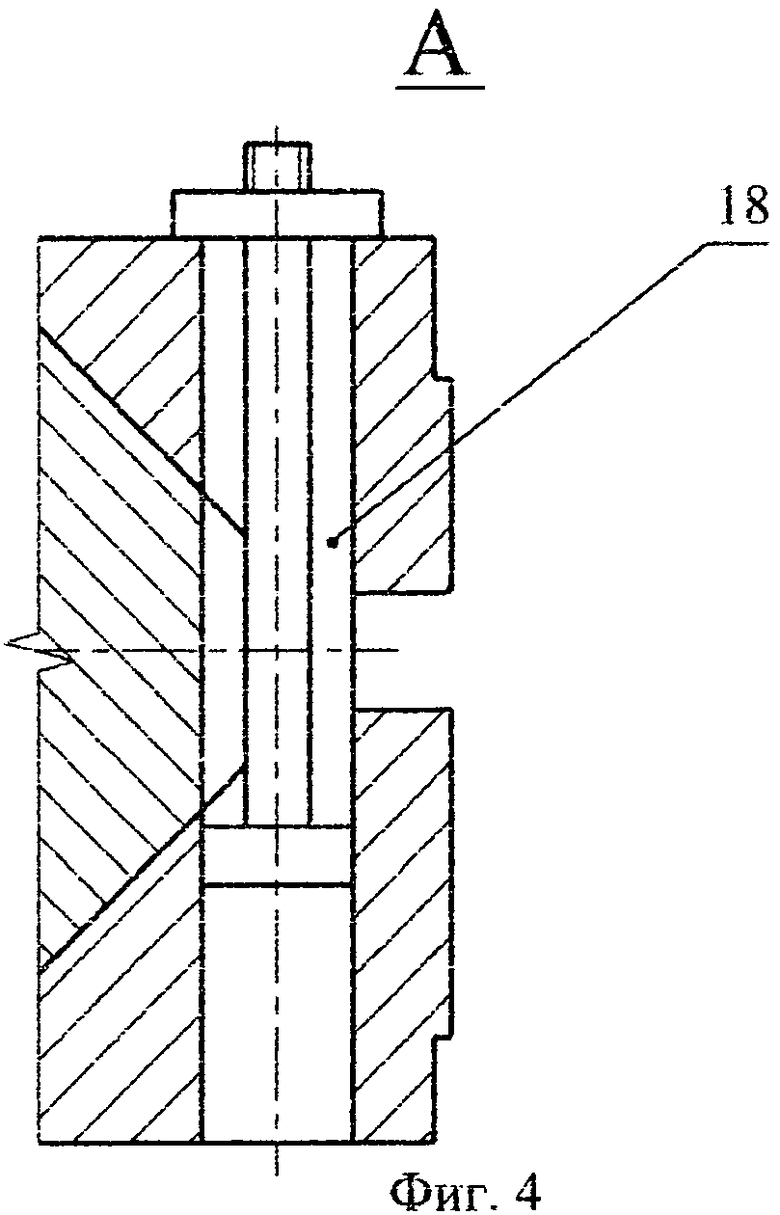
Заявляемый ковочный молот для кузнечной протяжки заготовок поясняется чертежами, где на фиг.1 представлен общий вид ковочного молота для кузнечной протяжки заготовок в статике; на фиг.2 - общий вид четырехбойкового ковочного устройства, установленного на ковочном молоте, в статике, вид спереди (при разведенном состоянии бойков); на фиг.3 - общий вид четырехбойкового ковочного устройства (вид сверху); на фиг.4 - выносной элемент А (вариант 1) на фиг.2; на фиг.5 - выносной элемент А (вариант 2) на фиг.2; на фиг.6 - общий вид четырехбойкового ковочного устройства, вид спереди (бойки выполнены заодно с держателями бойков); на фиг.7 - общий вид четырехбойкового ковочного устройства, установленного на ковочном молоте, в динамике, вид спереди (в процессе обжатия заготовки).
Ковочный молот для кузнечной протяжки заготовок в наилучшем варианте своего исполнения, который не является единственно возможным (фиг.1), содержит шабот 1 с установленным на нем четырехбойковым ковочным устройством 2 в качестве нижнего рабочего инструмента, станину 3, которая может быть арочного или мостового типа, удерживаемые станиной 3 падающие части, содержащие бабу 4 с верхним рабочим инструментом-бойком 5 и шток 6, привод и механизм управления (на чертежах не показаны). Боек 5 выполнен с плоской нижней поверхностью. Ковочное устройство 2 в случае его небольших размеров может быть установлено на закрепленной на шаботе 1 подушке (на чертежах не показана),
Ковочное устройство 2 (фиг.2, 3) содержит: держатель 7 верхнего бойка и держатель 8 нижнего бойка с наклонными плоскостями, кинематически связанные с ними два держателя 9, 10 боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей 7, 8 верхнего и нижнего бойков, и четыре бойка, закрепленные на соответствующих держателях бойков: верхний боек 11, нижний боек 12 и боковые бойки 13, 14. При этом держатели 9, 10 боковых бойков установлены с возможностью перемещения относительно держателей 7, 8 верхнего и нижнего бойков и связаны с ними посредством разводящих направляющих 15. Держатель 7 верхнего бойка выполнен подпружиненным относительно держателя 8 нижнего бойка путем установки в направляющих колонках 16 стальных пружин 17 сжатия (фиг.2), или пневмопружин 18 (фиг.4), или пневмопружин 18, установленных внутри стальных пружин 17 сжатия (фиг.5).
Держатель 7 верхнего бойка с верхним бойком 11 и держатели 9, 10 боковых бойков с боковыми бойками 13, 14 составляют подвижные части устройства относительно неподвижного держателя 8 нижнего бойка с нижним бойком 12 и при этом выдерживается соотношение:
m2/m1=0,030-0,200,
где m1 - масса падающих частей молота;
m2 - масса подвижных частей ковочного устройства.
Держатели бойков могут быть выполнены заодно с соответствующими бойками, образуя цельные конструкции верхнего держателя 19 с бойком, нижнего держателя 20 с бойком и боковых держателей 21, 22 с бойками (фиг.6), при этом принцип работы ковочного устройства 2 не меняется.
Ковочный молот для кузнечной протяжки заготовок работает таким образом.
За счет установки пружин 17 или 18 рабочее пространство четырехбойкового ковочного устройства 2 раскрыто на необходимый размер (фиг.2). Манипулятором (на чертежах не показан) в рабочее пространство подают заготовку 23. Затем включают механизм управления приводом молота, который, воздействуя на поршень каким-либо энергоносителем - сжатым воздухом, паром и др. - приводит в движение падающие части молота, кинетическая энергия которых превышает энергию свободного падения. При этом боек 5 своей нижней поверхностью ударяет по держателю 7, который вместе с верхним бойком 11 перемещается в направлении к заготовке 23. Держатель 7 верхнего бойка с помощью разводящих направляющих 15 через наклонные плоскости воздействует на наклонные плоскости держателей 9, 10 боковых бойков, которые за счет этого движутся вместе с боковыми бойками 13, 14 в радиальных направлениях и к нижнему бойку 12 и начинают одновременно обжимать заготовку 23 (фиг.7). После того, как энергия падающих частей молота полностью израсходуется на приведение в движение подвижных частей устройства 2, преодоление сопротивления пружин и обжатие заготовки 23, энергоноситель подают под поршень и падающие части молота поднимаются вверх. За счет разжимания пружин 17 или подачи сжатого воздуха под поршень пневмопружин 18 перемещается вверх и держатель 7 с верхним бойком 11. Разводящие направляющие 15 при этом перемещают вверх и в стороны держатели 9, 10 вместе с боковыми бойками 13, 14, открывая тем самым рабочее пространство ковочного устройства для продольного перемещения и/или поворота заготовки вокруг оси. После этого цикл повторяется.
Промышленные испытания ковочных молотов для кузнечной протяжки заготовок, один из которых был изготовлен по предлагаемой конструкции, а другой - по прототипу, показали значительные преимущества заявляемого ковочного молота.
В паровоздушный ковочный молот двойного действия со станиной арочного типа M1343A (ГОСТ 9752-85) в качестве нижнего рабочего инструмента было установлено четырехбойковое ковочное устройство известной конструкции (см. UA 29183 A, МПК6 B21J 13/02, оп.16.10.2000). При этом держатель верхнего бойка выполнен подпружиненным относительно держателя нижнего бойка путем установки в направляющих колонках пневмопружин, установленных внутри стальных пружин сжатия. Масса падающих частей молота составляла 2000 кг, масса подвижных частей ковочного устройства 170 кг.
Проведен сравнительный анализ двух процессов получения поковок диаметром 150 мм из заготовки диаметром 350 мм. При ковке на ковочном молоте-прототипе заготовку из инструментальной стали ковали двумя вырезными бойками за 18 проходов по схеме:
⌀350 мм → 320×365 мм → ⌀320 мм → 290×330 мм → ⌀290 мм → 260×300 мм → ⌀260 мм → 240×270 мм → ⌀240 мм → 220×250 мм → ⌀220 мм → 200×230 мм → ⌀200 мм → 180×210 мм → ⌀180 мм → 160×190 мм → ⌀160 мм → 150×170 мм → ⌀150 мм.
Ковку такой же заготовки в заявляемом ковочном молоте осуществляли всего лишь за четыре прохода по схеме:
⌀350 мм → 240×355 мм → 240×200 мм → 150×150 мм → ⌀150 мм.
Таким образом, для получения черновой заготовки диаметром 150 мм при ковке в заявляемом ковочном молоте потребовалось в 4,5 раза меньше проходов, чем при ковке двумя бойками на молоте-прототипе, и соответственно, благодаря уменьшению количества проходов и межоперационных подогревов заготовки производительность увеличилась в 2,5 раза. Поковки получились без поверхностных дефектов, что позволило уменьшить съем бракованного поверхностного слоя металла и, соответственно, увеличить выход годного. Кроме того, вследствие уменьшения количества дополнительных подогревов заготовки на 2-2,5% уменьшился угар металла, что также увеличило выход годного. Поковки получились без внутренних пор и внутренних дефектов литой структуры металла с высокими показателями качества микроструктуры. По сравнению с прототипом удалось снизить в 2-2,5 раза допуски и в 1,5 раза припуски, вследствие чего повысился коэффициент использования металла.
Таким образом, достигаются повышение качества поверхности и размерной точности поковок, а также производительности процесса и выхода годного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ КОВОЧНЫХ ПРЕССОВ | 2011 |
|
RU2454292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ КОВОЧНЫХ ПРЕССОВ | 2011 |
|
RU2484912C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ КОВОЧНЫХ ПРЕССОВ | 2014 |
|
RU2558815C1 |
| КОВОЧНЫЙ КОМПЛЕКС | 2003 |
|
RU2243056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |





Изобретение относится к обработке металлов давлением, в частности к оборудованию для кузнечной протяжки слитков и заготовок из различных сталей и сплавов. В качестве нижнего рабочего инструмента ковочного молота использовано четырехбойковое ковочное устройство. Устройство содержит держатели верхнего и нижнего бойков, кинематически связанные с ними держатели боковых бойков и четыре бойка, закрепленные на соответствующих держателях. Держатель верхнего бойка с верхним бойком и держатели боковых бойков с боковыми бойками выполнены подвижными относительно неподвижного держателя нижнего бойка с нижним бойком. Масса m2 подвижных держателя верхнего бойка с верхним бойком и держателей боковых бойков с боковыми бойками и масса m1 падающих частей молота связаны соотношением m2/m1=0,030-0,200. Держатель верхнего бойка подпружинен относительно держателя нижнего бойка. В результате обеспечиваются повышение производительности процесса протяжки, точности и качества получаемых поковок, увеличение выхода годного металла. 2 з.п. ф-лы, 7 ил.
1. Ковочный молот для кузнечной протяжки заготовок, содержащий шабот с установленным на нем нижним рабочим инструментом, станину, падающие части, содержащие бабу с верхним рабочим инструментом и шток, привод и механизм управления, отличающийся тем, что в качестве нижнего рабочего инструмента использовано четырехбойковое ковочное устройство, содержащее держатели верхнего и нижнего бойков с наклонными плоскостями, кинематически связанные с ними держатели боковых бойков с наклонными плоскостями, соответствующими наклонным плоскостям держателей верхнего и нижнего бойков, установленные с возможностью перемещения относительно держателей верхнего и нижнего бойков и связанные с ними посредством разводящих направляющих, и четыре бойка, закрепленные на соответствующих держателях бойков, при этом держатель верхнего бойка с верхним бойком и держатели боковых бойков с боковыми бойками выполнены подвижными относительно неподвижного держателя нижнего бойка с нижним бойком, масса m2 подвижных держателя верхнего бойка с верхним бойком и держателей боковых бойков с боковыми бойками и масса m1 падающих частей молота связаны соотношением:
m2/m1=0,030-0,200,
а держатель верхнего бойка подпружинен относительно держателя нижнего бойка.
2. Молот по п.1, отличающийся тем, что держатель верхнего бойка подпружинен относительно держателя нижнего бойка с помощью пружин сжатия, предпочтительно стальных, или пневмопружин, или пневмопружин, установленных внутри пружин сжатия, предпочтительно стальных.
3. Молот по п.1 или 2, отличающийся тем, что держатели бойков выполнены заодно с соответствующими бойками.
| Ковка и объемная штамповка стали | |||
| Справочник в двух томах | |||
| / Под ред | |||
| Сторожева М.В., т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Машиностроение, 1967, с.177 | |||
| КОВОЧНЫЙ МОЛОТ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2005 |
|
RU2327542C2 |
| МОЛОТ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2006 |
|
RU2364462C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2242322C1 |
| ЗАСЛОН ИЗ МЕТАЛЛИЧЕСКОЙ СЕТКИ ДЛЯ ОСТАНОВКИ ВЗРЫВА ГАЗА ИЛИ КАМЕННОУГОЛЬНОЙ ПЫЛИ | 1930 |
|
SU21986A1 |
| US 3908434 А, 30.09.1975. | |||

