Изобретение относится к системе дозирования для накатывания краски на валики в печатной машине, содержащей по меньшей мере одну ведущую к формному цилиндру цепь валиков, при этом валики установлены с возможностью нанесения на него краски или лака из резервуара, согласно ограничительной части пункта 1 формулы изобретения. Изобретение можно использовать предпочтительно в красочном аппарате печатной машины с установленным с возможностью вращения валиком между валиком красочного ящика и следующим за ним валиком красочного аппарата, в частности, в пленочном красочном аппарате или в красочном аппарате с передаточным валиком.
Печатная машина с красочным аппаратом с передаточным валиком известна из DE 3706602 A1. При этом валик красочного ящика находится в функциональном соединении с красочным ящиком, имеющим систему дозирования печатной краски, как это известно, например, из DE 2711553 A1. В печатных машинах с красочным аппаратом с передаточным валиком печатная краска периодически снимается полосами с валика красочного ящика за счет качания вперед и назад передаточного валика и подается на валик красочного аппарата последующей цепи валиков. Из-за разных окружных скоростей валика красочного ящика и валика красочного аппарата возникает для красочных аппаратов с передаточным валиком проблема, заключающаяся в том, что передаточный валик при каждом соударении (соприкосновении) с валиком красочного ящика или валиком красочного аппарата замедляется или ускоряется. При этом соприкосновении, соответственно, при подъеме передаточного валика в связи с обусловленным этим расщеплением краски в зоне контакта валиков на валике красочного ящика, соответственно, на валике красочного аппарата возникает дополнительно неравномерная проводка краски во время транспортировки печатной краски, что отрицательно сказывается на качестве печати. За счет расщепления печатной краски между валиком красочного ящика и валиком красочного аппарата, а также между передаточным валиком и следующим за ним валиком красочного аппарата на поверхностях валиков возникает неровная топография поверхности остаточной краски, которая приводит к снижению качества печати на носителе.
Из DE 3804204 A1 известен красочный аппарат печатной машины с пленочным валиком. Такой пленочный валик предназначен для транспортировки краски через пленочный зазор (первая контактная зона) в контакте с валиком красочного ящика, а также во второй контактной зоне со следующим за ним валиком красочного аппарата последующей цепи валиков, так что реализуется непрерывная транспортировка печатной краски между валиком красочного ящика и валиком красочного аппарата цепи валиков в красочном аппарате. Пленочный валик находится дополнительно в контакте с промежуточным валиком, при этом за этим промежуточным валиком следует ракельный валик. К ракельному валику прилегает регулируемая ракель, при этом положение ракели зависит от сюжета или она приставляется или отодвигается с интервалами от ракельного валика. При этом снятая с ракельного валика печатная краска попадает обратно в красочный ящик. Этот пленочный красочный аппарат служит для минимизации минимального количества краски за счет отбора частичного количества из красочного аппарата и является из-за использования дополнительных валиков (промежуточного валика, ракельного валика) относительно сложным. В контактных зонах валика красочного ящика и пленочного валика и пленочного валика и следующего за ним валика красочного аппарата происходит аналогично описанному выше красочному аппарату с передаточным валиком в каждой контактной зоне расщепление печатной краски, так что в пленочных красочных аппаратах на поверхностях валиков также возникает неровная топография поверхности краски, которая отрицательно сказывается на качестве печати на носителе.
Кроме того, из DE 19609946 A1 известна печатная машина с накатным устройством для накатки краски на валик красочного аппарата. Накатное устройство состоит из резервуара, содержащего краску или лак или аналогичное средство, которое находится в функциональном соединении с дозировочным валиком. Дозировочный валик для передачи краски находится в фрикционном контакте с приводимым во вращение валиком и образует тем самым контактную зону, в которой происходит расщепление краски, соответственно, лака.
Из DE 4241809 A1 известна печатная машина с устройством для накатки краски на валики, которое подает краску из резервуара с помощью сжатого воздуха зонально в осевом направлении валика на его боковую поверхность. При этом не происходит контакта между устройством и боковой поверхностью соответствующего, подлежащего окраске валика. Нанесенная зонально краска образует на боковой поверхности окрашиваемого валика разные количества краски, которая имеет неровную топографию поверхности.
Такая неровная топография поверхности краски на боковой поверхности валика возникает при обрыве краски, например, при выходе краски из резервуара и попадании на боковую поверхность или в процессе расщепления краски (разделения слоя краски) в контактной зоне двух валиков, соответственно, контактной зоне валика с счищающей системой, например системой дозирования краски.
Из DE 19938301 A1 известен красочный аппарат для печатной машины для равномерного нанесения краски. Исходя из того, что в зазоре, образованном двумя валиками, существует напряженность, происходит неравномерная передача краски. Такая напряженность влияет, например, на линейное давление в зазоре между валиками, и эти разные линейные давления приводят, например, к неравномерной передаче краски, которая проявляется на носителе как неравномерно нанесенный слой краски. Для улучшения передачи краски по меньшей мере один валик красочного аппарата снабжен выравнивающим элементом, который обеспечивает срезание краски. Выравнивающий элемент предпочтительно придается смежному с формным цилиндром валику красочного аппарата и/или раскатному валику.
В основе изобретения лежит задача создания системы дозирования указанного в начале типа, которая с небольшими затратами обеспечивает равномерную, устойчивую проводку краски (соответственно, проводку лака) на по меньшей мере одной поверхности валика и заметно улучшает качество печати.
Задача решается согласно изобретению с помощью конструктивных признаков независимого пункта формулы изобретения. Модификации следуют из зависимых пунктов формулы изобретения.
Было установлено, что на боковой поверхности несущего краску валика (понятие включает также несущий лак валик) после обрыва (срезания) краски (или лака) в контактной зоне имеется неравномерное распределение краски/лака по ширине валика. На валике имеется неровная топография поверхности краски (или лака), которая характеризуется пиками краски, соответственно, куполами краски и долинами краски (соответственно, пиками, куполами и долинами лака) на боковой поверхности несущего краску валика.
Например, на валике красочного ящика после расщепления краски (разделения слоя краски) в контактной зоне с другим валиком, например передаточным валиком или пленочным валиком, за счет обрыва краски/лака, в частности, при нитевидном обрыве, имеется не равномерное распределение краски/лака по ширине валика, а неровная топография поверхности остаточной краски (соответственно, остаточного лака) на боковой поверхности валика красочного ящика. Это относится также к создаваемым внутри системы дозирующих краску элементов зонам краски с зонально заданной толщиной слоя, поскольку в данном случае также происходит обрыв краски или лака вследствие разделяющей краску (лак) срезающей силы.
Первое преимущество изобретения основывается на том, что при неровной топографии поверхности (пики, купола, долины) краски (лак), которая является результатом предшествующего обрыва краски, по меньшей мере один несущий краску (лак) валик снабжен со стороны периметра по меньшей мере одним разравнивающим устройством. Плакировочное устройство вызывает изменение формы (пластическое формование) пиков краски, соответственно, куполов краски и долин краски (соответственно, пиков, куполов и долин лака) внутри существующей структуры краски (соответственно, лака). Изменение формы представляет собой микропреобразование формы структуры поверхности краски (лака). При таком изменении формы структуры поверхности краски (лака) пики краски, соответственно, купола краски (пики, купола лака) соскальзывают в долины краски (долины лака), то есть внутри слоя структуры краски (лака) происходят процессы скольжения, которые вызывают пластическое формирование, так что обеспечивается примерно ровная топография поверхности в заданной толщине слоя.
Преимуществом пластического формирования с помощью разравнивающего устройства является то, что краска, соответственно, лак не подвергается срезному воздействию (воздействию среза, соответственно, разделения), поскольку срезающее воздействие приводило бы к нежелательному обрыву краски, соответственно, лака и тем самым к неровной топографии поверхности.
Полученная с помощью разравнивающего устройства относительно ровная топография поверхности краски (лака) приводит к тому, что колебания плотности краски/лака на носителе печати заметно уменьшаются, так что заметно повышается качество печати, глянца, соответственно, заполнения. В результате имеется ровная топография поверхности краски, соответственно, остаточной краски, соответственно, лака на боковой поверхности соответствующего валика по ширине валика перед входом валика в контакт со следующей контактной зоной (например, местом расщепления).
С помощью такого разравнивающего устройства эта неровная топография краски, соответственно, остаточной краски, соответственно, лака предпочтительно заметно разравнивается на соответствующем валике, например валике красочного ящика, так что обеспечивается равномерная топография поверхности краски, соответственно, остаточной краски, соответственно, лака для равномерной, устойчивой проводки краски/лака в цепи валиков.
Преимуществом применения разравнивающего устройства, в частности, на валике красочного ящика является то, что в заметно меньшей мере избыток, например, печатной краски в дозировочном зазоре (зазоре системы дозирования краски, например, между заслонками для краски и валиком красочного ящика) прогоняется через дозировочный зазор.
Преимуществом является также то, что, в частности, влияние изменяющихся во время процесса печати параметров, как например, скорость печати, температура, качество краски, гидродинамическое давление в красочном ящике, а также вязкость печатной краски, соответственно, лака, являющиеся возможными помеховыми величинами, можно заметно уменьшить за счет использования согласно изобретению разравнивающего устройства.
Другое преимущество состоит в том, что разравнивающее устройство согласно изобретению не ограничивается валиком красочного ящика. Наоборот, разравнивающее устройство можно располагать также на других проводящих краску (лак) валиках красочного аппарата. При этом предпочтительно одному валику придается по меньшей мере одно разравнивающее устройство. В качестве альтернативного решения, на одном валике можно располагать также несколько разравнивающих устройств.
Преимуществом является также то, что равномерно разровненные с помощью разравнивающего устройства поверхности краски, соответственно, остаточной краски, соответственно, лака обеспечивают равномерные условия при последующем расщеплении краски/лака (в системе дозирования краски) в красочном ящике, соответственно, равномерные условия расщепления между самими смежными валиками (контактными зонами) и тем самым заметно повышают качество печати. Посредством разравнивания краски, соответственно, лака на боковой поверхности валика создается гомогенный слой краски, который лучше обеспечивает возможность дозирования. При этом можно реализовать положение элементов системы дозирования краски на меньшем расстоянии от валика при одинаковой плотности краски (плотности лака) и обеспечить непрерывный поток краски.
Кроме того, красочный аппарат согласно изобретению за счет независимо регулируемой частоты вращения и при необходимости направления вращения в заметной степени уменьшает помехи потоку краски, за счет чего обеспечивается лучшее согласование потока краски со скоростью печати.
Кроме того, в зависимости от геометрии цепи валиков в красочном аппарате существует возможность сокращения числа красочных валиков. За счет этого обеспечивается более равномерная топография поверхности остаточной краски, соответственно, остаточного лака на валике при меньшем качестве мест расщепления для достижения заданных величин толщины слоя краски на формном цилиндре. За счет этого можно реализовать также уменьшение длины цепи валиков.
Разравнивающее устройство служит для создания относительно плоской топографии поверхности на боковой поверхности соответствующего несущего краску или лак валика. В зоне разравнивающего устройства необходимо предотвращать обрыв/срезание краски на боковой поверхности соответствующего валика, поскольку иначе снова возникают неровные топографии поверхности. Выполнение разравнивающего устройства не ограничено одним или несколькими механическими разравнивающими устройствами с одним или несколькими разравнивающими элементами.
Например, для обеспечения ровной топографии поверхности можно применять воздушную ракель для подвода на боковую поверхность несущего краску/лак валика сжатого воздуха, соответственно, струи воздуха, или же системы ультразвуковых колебаний, направленных на краску, для обеспечения пластического формования.
Примеры выполнения
Ниже приводится подробное описание изобретения на примере выполнения со ссылками на чертежи, на которых изображено:
фиг.1 - расположение системы дозирования для накатки краски на красочный аппарат;
фиг.2 - система дозирования краски в функциональном соединении с валиком красочного ящика;
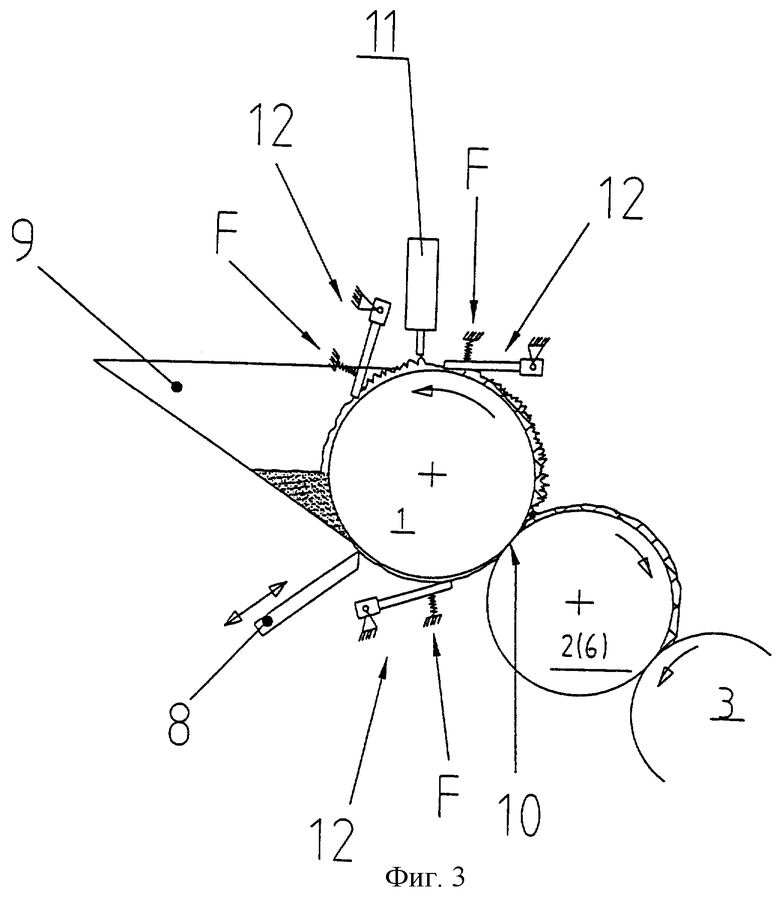
фиг.3 - система дозирования с валиком красочного ящика и устройством подвода краски;
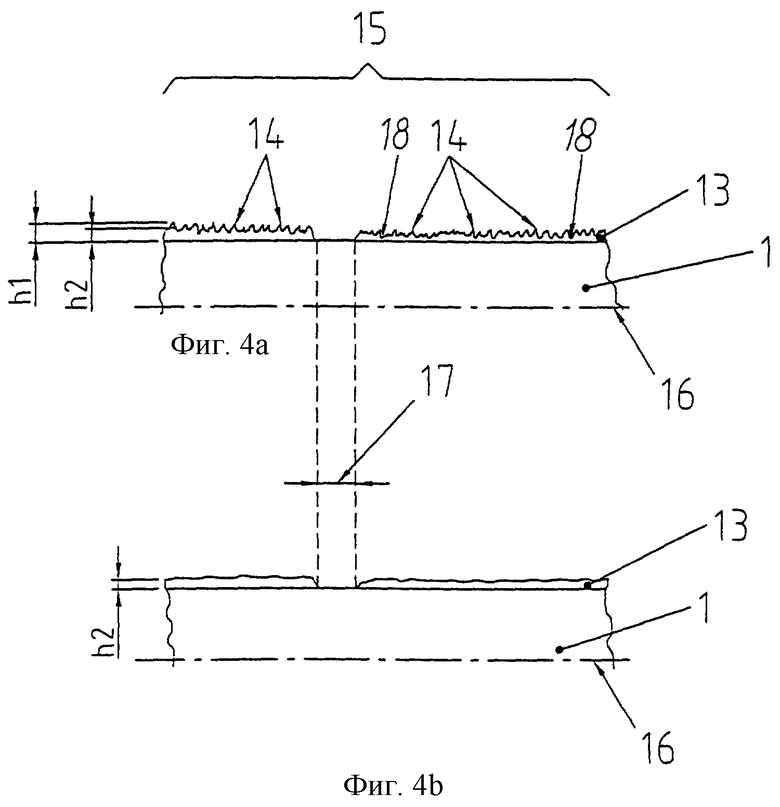
фиг.4a, фиг.4b - топографии поверхности.
Офсетное печатающее устройство листовой ротационной печатной машины состоит по существу из красочного аппарата с валиком 1 красочного ящика, находящимся в функциональном соединении с красочным ящиком 9, содержащим систему 8 дозирования краски, например заслонки для краски, а также передаточным валиком 2 или пленочным валиком 6 и валиком 3 красочного аппарата, выполненным в качестве первого валика растирки краски (приводимый во вращение с возможностью изменения вращения и осевого положения), последующей цепи 7 валиков. Эта цепь 7 валиков ведет к формному цилиндру и имеет, как известно, множество валиков, из которых в качестве примера показан второй валик 5 растирки краски (приводимый во вращение с возможностью изменения вращения и осевого положения) с расположенным промежуточно передающим валиком 4 (смотри фиг.1).
По меньшей мере у одного валика 1-6 красочного аппарата расположено у его боковой поверхности по меньшей мере одно разравнивающее устройство 12 после контактной зоны 10, в которой произошел обрыв, соответственно, расщепление краски, с возможностью подвода и предпочтительно отвода от боковой поверхности валика 1 - 6. При этом разравнивающее устройство 12 проходит по существу параллельно по всей ширине 15 валика.
При этом разравнивающее устройство 12 предпочтительно установлено с возможностью прижимания с помощью силы F к боковой поверхности соответствующего валика (валика 1-6). С помощью разравнивающего устройства 12 предпочтительно возможно выполнение равномерного поверхностного нажима по ширине 15 валика 1-6 на краску, соответственно, остаточную краску, в качестве альтернативного решения, на несущую лак боковую поверхность валика 1-6.
В предпочтительном варианте выполнения можно устанавливать разравнивающее устройство 12 на боковой поверхности валика 1-6 в направлении вращения валика 1-6 в виде касательной или в виде секущей.
Такое разравнивающее устройство 12 предпочтительно образовано проходящим по всей ширине 15 валика, в направлении вращения валика 1 - 6 предпочтительно установленным по касательной под положительным углом разравнивающим элементом 19, который съемно размещен в держателе 20 и проходит в осевом направлении по всей ширине 15 валика параллельно боковой поверхности валика 1-6. Держатель 20 разравнивающего элемента 19 предпочтительно опирается на обеих сторонах на расположенный на раме поворотный шарнир 21, предпочтительно с возможностью поворота вокруг оси поворотного шарнира 21.
В предпочтительном варианте выполнения разравнивающий элемент 19, соответственно, разравнивающее устройство 12 находится в функциональном соединении с помощью по меньшей мере одной опирающейся на раму, предпочтительно регулируемой нажимной пружины. В частности, разравнивающий элемент 19 предпочтительно нагружен силой F. В качестве альтернативного решения, вместо нажимной пружины можно использовать, например, пневматический рабочий цилиндр или другое средство, создающее силу F. Кроме того, в зависимости от расположения разравнивающего элемента 19 можно использовать собственный вес для функционального соединения с соответствующим валиком 1-6 без создания срезающего воздействия на боковую поверхность, соответственно, остаточную краску (остаточный лак). В другом варианте выполнения разравнивающее устройство 12 расположено также на минимальном расстоянии от боковой поверхности валика 1-6 для обеспечения плоской топографии поверхности.
Разравнивающий элемент 19 заканчивается своим свободным концом предпочтительно на нормали N к поверхности (точке касания, соответственно, точке сечения) соответствующего валика 1-6. В другом варианте выполнения разравнивающий элемент 19 выходит по касательной в направлении вращения валика 1-6 незначительно за его боковую поверхность, при этом следует избегать обрыва краски, соответственно, лака.
В данном примере выполнения разравнивающее устройство 12 согласно изобретению предпочтительно расположено смежно по меньшей мере одному валику 1 красочного ящика (смотри, например, фиг.2), который установлен с возможностью покрытия офсетной печатной краской. При этом разравнивающее устройство 12 установлено с возможностью подвода по касательной в направлении вращения валика 1 красочного ящика с осью 16 за контактной зоной 10 со смежным передаточным валиком 2 или пленочным валиком 6 и перед системой 8 дозирования краски. Это разравнивающее устройство 12 выравнивает неровную топографию поверхности остаточной краски, оставшейся на боковой поверхности валика 1 красочного ящика после контактной зоны 10 с передаточным валиком 2, соответственно, пленочным валиком 6, прежде чем остаточная краска придет в новый контакт с имеющейся в красочном ящике (свежей) краской и с системой 8 дозирования краски.
Тем самым на боковой поверхности валика 1 красочного ящика имеется в направлении вращения валика 1 красочного ящика уже перед системой 8 дозирования краски выровненная топография поверхности краски, и заметно уменьшается возможное протягивание краски в зоне системы 8 дозирования краски. Кроме того, уже за счет применения разравнивающее устройства 12 на валике 1 красочного ящика можно заметно уменьшить возможные колебания плотности краски на носителе печати. Плоская топография поверхности приводит в свою очередь к всегда постоянным условиям в контактной зоне при последующем дозировании печатной краски в красочном ящике 9 с помощью системы 8 дозирования краски, соответственно, к одинаковым условиям расщепления краски в контактной зоне 10 двух валиков, например, валика 1 красочного ящика и передаточного валика 2.
Применение разравнивающего устройства 12 не ограничивается валиком 1 красочного ящика. Можно реализовать расположение разравнивающих устройств 12 также на других валиках 2-6 красочного аппарата. Предпочтительно расположение других разравнивающих устройств 12 (дополнительно к по меньшей мере одному разравнивающему устройству 12 на валике красочного ящика) у валиков 2-6 красочного аппарата, которые расположены дальше от формного цилиндра. Это объясняется тем, что эти валики, например, в зоне, ограниченной пленочным или передаточным валиком 6, 2 и вторым валиком 5 растирки краски, переносят толстые слои и создаваемая с помощью единственного или нескольких разравнивающих устройств 12 плоская топография поверхности наиболее отчетливо уменьшает колебания плотности краски на носителе печати.
С этой точки зрения наряду с расположением разравнивающего устройства 12 на валике 1 красочного ящика можно реализовать дополнительно расположение разравнивающего устройства 12, например, на передаточном валике 2 или на пленочном валике 6. В направлении вращения передаточного, соответственно, пленочного валика 2, 6 после контактной зоны 10 с валиком 1 красочного ящика и перед контактной зоной 10 со следующим валиком 3 красочного аппарата (первым валиком растирки краски) предпочтительно установлено с возможностью подвода по касательной в направлении вращения передаточного/пленочного валика 2, 6 другое разравнивающее устройство 12.
В другом варианте выполнения наряду с расположением разравнивающего устройства 12 по меньшей мере на валике 1 красочного ящика дополнительно установлено другое разравнивающее устройство 12 на валике 3 красочного аппарата и в направлении вращения этого валика 3 красочного аппарата после контактной зоны 10 с передаточным валиком 2 или пленочным валиком 6 и перед контактной зоной 10 с по меньшей мере одним следующим за валиком 3 красочного аппарата валиком, например, по меньшей мере одним передающим валиком 4 красочного аппарата, предпочтительно установлено с возможностью подвода по касательной в направлении вращения валика 3 красочного аппарата другое разравнивающее устройство 12.
В другом варианте выполнения наряду с расположением разравнивающего устройства 12 по меньшей мере на валике 1 красочного ящика дополнительно установлено другое разравнивающее устройство 12 по меньшей мере на одном приводимом во вращение валике, предпочтительно на втором валике 5 растирки краски. В направлении вращения валика 5 растирки краски после его контактной зоны 10 с непосредственно смежным валиком, предпочтительно передающим валиком 4, и предпочтительно перед контактной зоной 10 с другим непосредственно смежным валиком красочного аппарата расположено в направлении вращения соответствующего приводимого во вращение валика 5 растирки краски предпочтительно по касательной с возможностью подвода по меньшей мере одно другое разравнивающее устройство 12.
Ниже приводится описание принципа действия сначала на примере показанного на фиг.2 варианта выполнения. В красочном ящике 9 находится запас печатной краски, в которую погружается и окрашивается в направлении вращения валик 1 красочного ящика. В следующей в направлении вращения контактной зоне 10 происходит за счет системы 8 дозирования краски обрыв печатной краски и окрашенный валик 1 красочного ящика транспортирует оставшуюся печатную краску к следующей контактной зоне 10. Эта контактная зона 10 образована валиком 1 красочного ящика и передаточным валиком 2 (в качестве альтернативного решения, пленочным валиком 6). В этой контактной зоне 10 происходит расщепление краски, так что слой 13 краски с заданной толщиной слоя в качестве остаточной краски остается на валике 1 красочного ящика, а пленка краски с заданной толщиной слоя переносится на передаточный валик 2, соответственно, пленочный валик 6.
После контактной зоны 10 остаточная краска (слой 13 краски), как показано на фиг.4а, имеет неровную топографию поверхности в виде пиков, куполов 14 краски, а также долин 18 краски на боковой поверхности валика 1 красочного ящика. На фиг.4а показана эта топография поверхности на ширине 15 валика с первой толщиной h1 слоя и, например, зоной 17 краски. Затем валик 1 красочного ящика проходит в направлении вращения плакировочное устройство 12, который приводит к изменению формы (пластическому формированию) пиков, куполов 14 краски, а также долин 18 краски, в результате чего имеется согласно фиг.4 относительно ровная топография поверхности со второй толщиной h2 слоя. При этом для соотношения толщин слоя всегда справедливо h1>h2. Установленный профиль краски, например, с зоной 17 краски, остается при этом по существу неизменным.
Изобретение не ограничивается данным примером выполнения.
Предмет изобретения исходит из того, что в направлении вращения окрашенного валика 1-6 перед контактной зоной 10, в которой происходит обрыв, соответственно, расщепление краски, краска, соответственно, остаточная краска или же лак разравнивается на боковой поверхности этого валика (этих валиков) 1-6 с помощью по меньшей мере одного разравнивающего устройства 12. Таким образом, в зависимости от выполнения красочного аппарата, перед первой контактной зоной 10, в которой происходит расщепление краски, выполняется выравнивание краски, соответственно, остаточной краски или лака.
Например, это происходит в показанном на фиг.3 случае, когда краска/лак за счет обрыва подается из резервуара устройства 11 подвода краски, например, красочного картуша, непосредственно на боковую поверхность соответствующего валика, предпочтительно валика 1 красочного ящика, то есть валик 1 красочного ящика окрашивается, и в направлении вращения валика 1 следует система 8 дозирования краски, в которой происходит обрыв краски (лака). В этом варианте выполнения разравнивающее устройство 12 расположено с возможностью регулирования в направлении вращения валика 1 красочного ящика после устройства 11 подвода краски и перед системой 8 дозирования краски на валике 1 красочного ящика.
Кроме того, можно в направлении вращения окрашенного валика 1 красочного ящика (и/или других валиков 2-5) после первой контактной зоны 10, в которой происходит обрыв, соответственно, расщепление краски, выравнивать неровную топографию поверхности краски, соответственно, остаточной краски (лака, остаточного лака) на боковой поверхности этого валика 1 красочного ящика с помощью разравнивающего устройства 12, и затем выровненная на боковой поверхности топография поверхности подводится ко второй контактной зоне 10, в которой снова происходит обрыв, соответственно, расщепление краски (лака).
В качестве модификации в направлении вращения по меньшей мере одного окрашенного валика 1 после второй контактной зоны 10, в которой происходит обрыв, соответственно, расщепление краски, и перед первой контактной зоной 10, в которой происходит обрыв, соответственно, расщепление краски, можно выполнять выравнивание остаточной краски, соответственно, остаточного лака на боковой поверхности этого валика 1-6.
Если валик 1-6 имеет несколько контактных зон 10, в которых происходит обрыв краски, соответственно, лака, то соответствующий валик 1-6 следует снабжать по меньшей мере одним, предпочтительно несколькими разравнивающими устройствами 12 в направлении вращения соответствующего валика 1-6 перед каждой следующей контактной зоной 10.
При расположении по меньшей мере одного разравнивающего устройства 12 в зоне валика 1 красочного ящика в направлении вращения перед системой 8 дозирования краски можно расположить разравнивающее устройство 12 также с погружением в красочный ящик 9.
Разравнивающее устройство 12 предпочтительно устанавливается на каждом валике 1-6 с возможностью подвода и отвода.

Изобретение относится к системе дозирования для накатывания краски на валики в печатной машине. Система имеет, по меньшей мере, одну ведущую к формному цилиндру цепь валиков. Валик выполнен с возможностью нанесения на него краски или лака из резервуара краски. В направлении вращения несущего краску или лак валика (1-6) после контактной зоны, в которой происходит обрыв краски/лака или расщепление краски/лака, расположено с возможностью подвода параллельно боковой поверхности этого валика (1-6) разравнивающее устройство (12) для обеспечения примерно плоской структуры поверхности остающегося количества краски или лака. Это обеспечивает равномерную, стабильную проводку краски на поверхность валика и улучшает качество печати. 13 з.п. ф-лы, 5 ил.
| DE 8401569 U, 07.07.1988 | |||
| DE 19938301 А, 23.03.2000 | |||
| ГИДРОПРИВОД МЕХАНИЗМА СПИЛИВАНИЯ И ПОВАЛА ДЕРЕВЬЕВ ЛЕСОЗАГОТОВИТЕЛЬНОЙ МАШИНЫ | 0 |
|
SU309681A1 |
| Генератор случайных процессов | 1978 |
|
SU752311A1 |
| Красочный аппарат | 1975 |
|
SU507461A1 |

