Область техники, к которой относится изобретение
Изобретение относится к красочному аппарату для печатной машины, согласно ограничительной части основных пунктов формулы изобретения.
Уровень техники
Из DE 3008981 A1 известен красочный аппарат указанного типа для печатных машин, который можно использовать как переключаемый красочный аппарат с передаточным валиком/сетчатым шаблоном. Красочный аппарат состоит из красочного ящика с передним валиком красочного ящика и подъемным передаточным валиком, совершающим маятниковое перемещение между валиком красочного ящика и последующим валиком красочного аппарата. Передаточный валик выполнен с возможностью остановки, если при работе с пленкой между валиком красочного ящика и последующим валиком красочного аппарата предусмотрена возможность установки дополнительного валика.
Красочный аппарат с передаточным валиком известен из DE 3706602 С2. Согласно этому патенту, подлежащая использованию печатная краска подается с одного валика красочного ящика в качестве валика подачи краски с помощью подъемного передаточного валика на первый валик красочного аппарата (первый красочный раскаточный валик). Далее за первым валиком красочного аппарата расположена цепочка валиков, имеющая несколько прилегающих к формному цилиндру накатных валиков. При этом в направлении вращения формного цилиндра первый передний накатный валик соединен с задним накатным валиком через раскатный валик. В расположенной над ними цепочке валиков красочного аппарата расположен красочный распределительный валик, который, с одной стороны, находится в функциональном соединении с устройством подачи краски (валик красочного аппарата, передаточный валик и первый раскатный валик), а с другой стороны, - с первой и включенной параллельно второй цепочкой валиков с прилегающими к формному цилиндру накатными валиками.
Кроме того, из FR 574658 известен красочный аппарат с передаточным валиком для печатной машины, в котором между валиком красочного ящика и последующим валиком красочного ящика с цепочкой валиков расположен совершающий маятниковое перемещение подъемный передаточный валик. С последующим валиком красочного аппарата взаимодействует с постоянным контактом с фрикционным соединением, по меньшей мере, один первый каландровый вал, установленный с возможностью перемещения в пространстве, при этом транспортировку краски к цепочке валиков между первым каландровым валом и расположенным за ним вторым валиком красочного аппарата можно периодически прерывать. Перемещение подъемного передаточного валика связано с перемещением каландровых валов с помощью общего кулачкового управления.
За счет перемещаемых масс в красочном аппарате возникают нежелательные колебания. При подаче краски с помощью подъемного передаточного валика в результате попадания передаточного валика на первый красочный раскатный валик возникает удар, который вызывает в красочном аппарате нежелательные колебания. Дополнительно к этому, за счет полосы подъема краски в красочном аппарате возникают колебания плотности краски, которые уменьшаются за счет множества мест с зазором (большого числа красочных валиков в цепочке валиков).
Сущность изобретения
В основу изобретения положена задача создания красочного аппарата для печатной машины, который не имеет указанных недостатков, который, в частности, обеспечивает стабильную проводку краски в красочном аппарате и простую конструкцию цепочки красочных валиков. Эта задача решена с помощью отличительных признаков главного и дополнительного независимых пунктов формулы изобретения. Модификации следуют из зависимых пунктов формулы изобретения.
Преимущество красочного аппарата, согласно изобретению, заключается в том, что благодаря простой конструкции, согласно изобретению, обеспечивается заметное сокращение числа валиков внутри цепочки валиков. Кроме того, преимуществом является то, что в красочном аппарате не возникает передаточного удара.
Преимуществом является также то, что подача краски осуществляется без подъемного передаточного валика и заметно уменьшаются колебания плотности краски. За счет этого можно реализовать стабильную подачу краски также при цепочке валиков с небольшим числом красочных валиков.
Другим преимуществом является то, что поток краски в красочном аппарате, в частности, на первом относящемся к подаче краски валике красочного аппарата (на первом или втором раскатном валике) можно временно прервать и при этом одновременно разравнивается передаваемая с первого валика подачи краски (например, валика красочного аппарата) пленка краски на боковой поверхности этого валика красочного аппарата (первого или второго раскатного валика).
Наконец, преимущество состоит в том, что движение валика красочного аппарата предпочтительно можно связывать с движением, по меньшей мере, одного каландрового вала, прилегающего к первому приводимому в движение валику красочного аппарата (первому раскатному валику) и/или к второму приводимому в движение валику красочного аппарата (второму раскатному валику), с целью ускорения образования желаемой пленки краски.
С помощью средств, согласно изобретению, создан короткий, быстро реагирующий, не требующий больших затрат красочный аппарат, который устойчиво обеспечивает необходимое качество печати.
Примеры
Ниже приводится подробное описание изобретения на примере выполнения со ссылками на чертежи, на которых изображено:
фиг.1 - первый красочный аппарат с постоянной подачей краски;
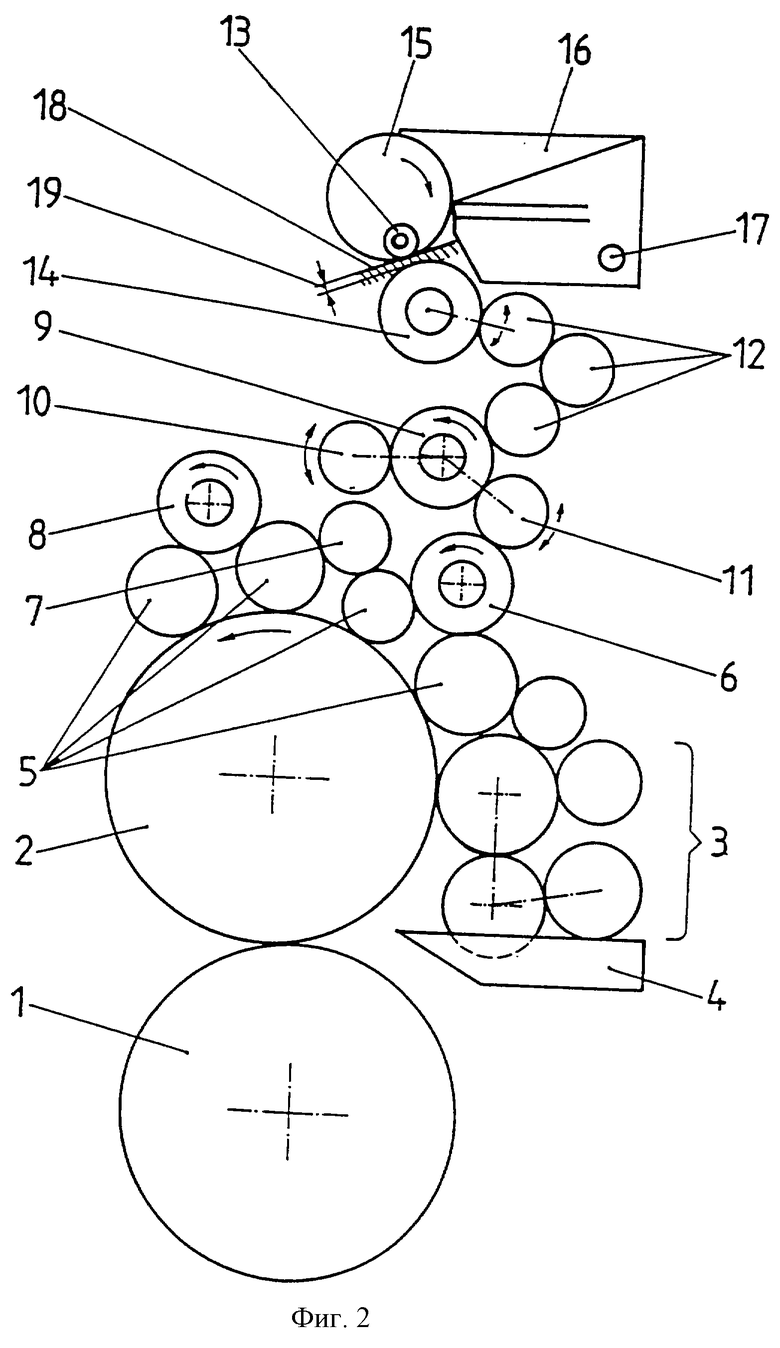
фиг.2 - первый красочный аппарат с тактовой подачей краски;
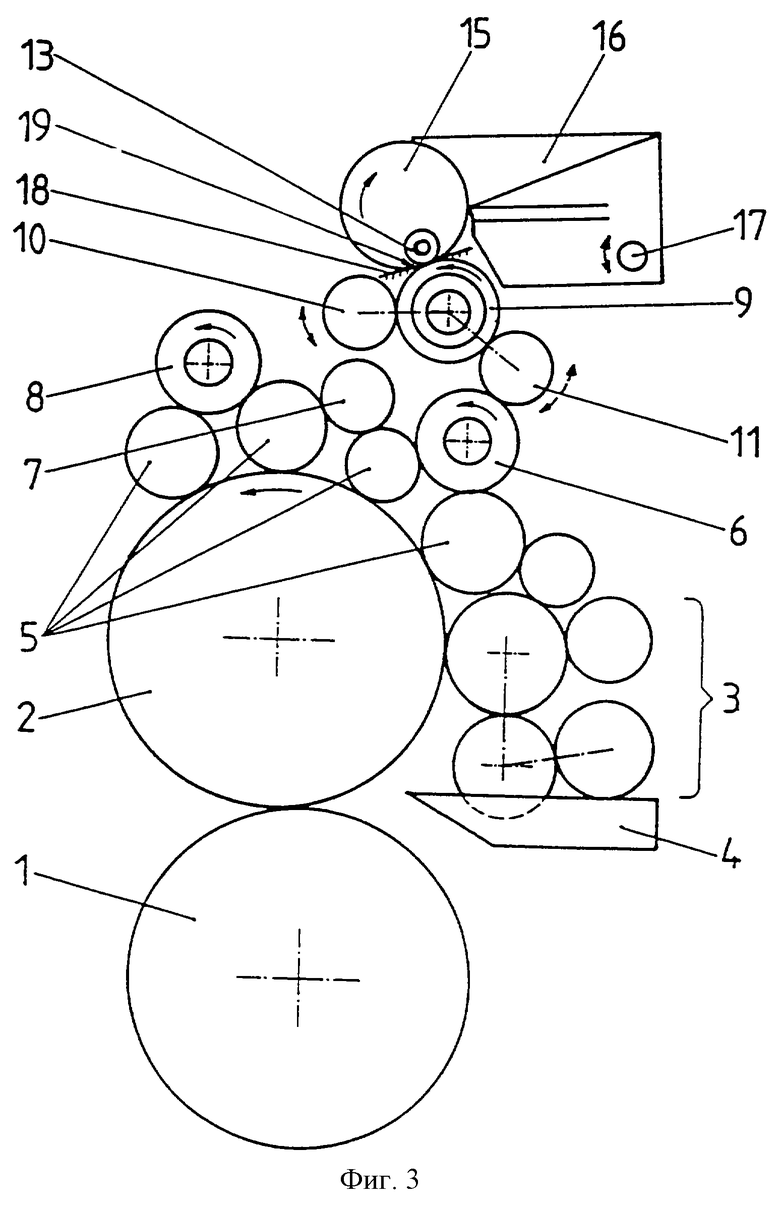
фиг.3 - второй красочный аппарат с постоянной подачей краски;
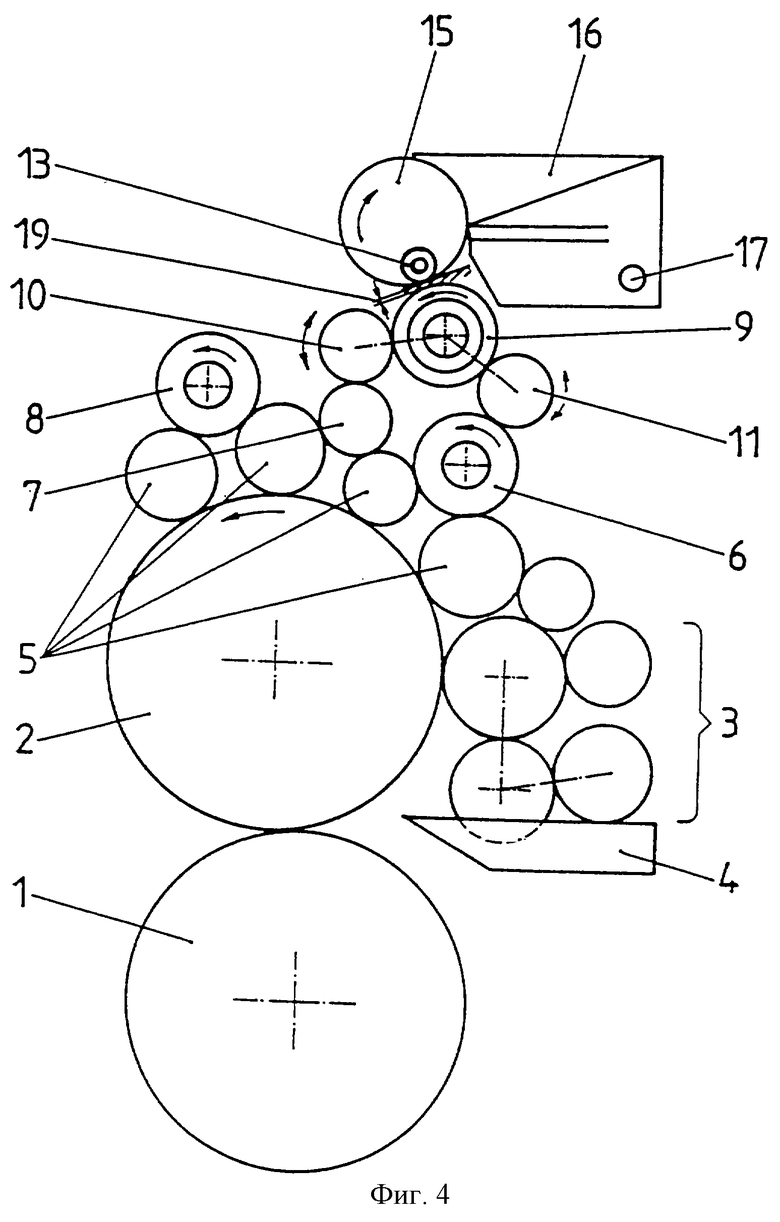
фиг.4 - второй красочный аппарат с тактовой подачей краски;
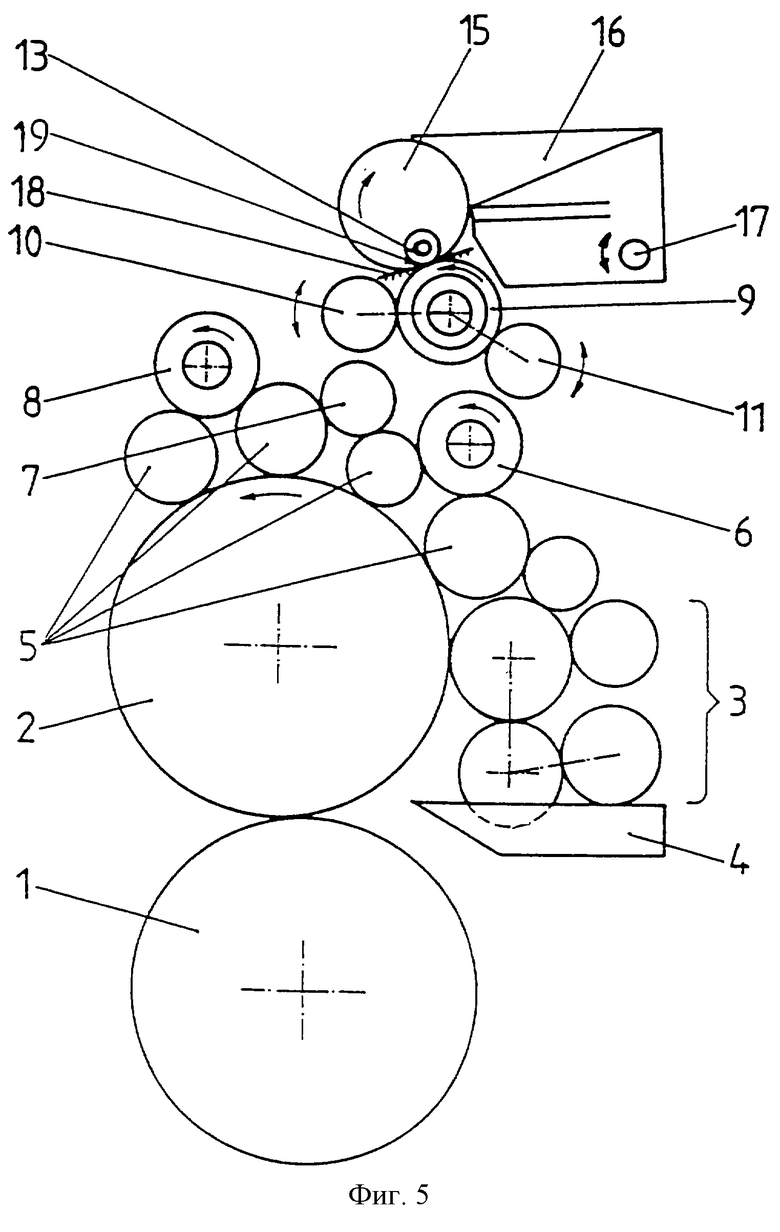
фиг. 5 - второй красочный аппарат с постоянной подачей краски и двумя каландровыми валами в цепочке валиков.
В машине офсетной печати в печатающем устройстве расположен красочный аппарат для окраски закрепляемой на формном цилиндре 2 печатной формы. Формный цилиндр 2 находится в функциональном соединении с офсетным цилиндром 1, а офсетный цилиндр 1 находится в функциональном соединении с направляющим листы бумаги цилиндром. Для мокрой офсетной печати перед формным цилиндром 2 в направлении его вращения перед красочным аппаратом предусмотрен увлажняющий аппарат 3 с резервуаром 4 для увлажняющего средства. Увлажняющий аппарат 3 предпочтительно выполнен с возможностью интегрирования в красочный аппарат с помощью переключаемого выводного валика. В качестве альтернативного решения печатающее устройство можно использовать также при сухой офсетной печати (офсетной печати без увлажняющего средства). Для этого увлажняющий аппарат 3, соответственно, по меньшей мере, влагонакатный валик выполнен с возможностью отделения от формного цилиндра и/или, по меньшей мере, от подачи увлажняющего средства, или же печатающее устройство выполняют без увлажняющего аппарата 3.
Красочный аппарат состоит среди прочего из системы подачи краски, которая образована, по меньшей мере, из одного приводного окрашиваемого валика 15 подачи краски. В данном примере валик 15 подачи краски является валиком красочного ящика, который находится в функциональном соединении с устройством дозирования краски и красочным ящиком 16. В качестве альтернативного решения систему подачи краски можно также выполнять с помощью, по меньшей мере, одного, непосредственно взаимодействующего с валиком 15 подачи краски, предпочтительно выполненного с возможностью аксиального перемещения относительно валика 15 подачи краски устройства подачи краски.
Как представлено на фиг.1 и 2, валик 15 подачи краски находится в функциональном соединении с расположенным непосредственно за ним в красочном аппарате первым валиком 14 красочного аппарата (первым раскатным валиком), при этом этот первый валик 14 красочного аппарата предпочтительно выполнен с возможностью изменения аксиального положения и, в частности, с возможностью приведения во вращение. За первым валиком 14 красочного аппарата (первым раскатным валиком) следует цепочка валиков, которая находится в функциональном соединении с множеством накатных валиков 5, взаимодействующих с формным цилиндром 2.
Как представлено на фиг.1 и 2, в цепочке валиков после приводного первого валика 14 красочного аппарата расположены несколько (в данном примере - три) передаточных валика 12. За передаточным валиком 12 следует предпочтительно выполненный с возможностью изменения аксиального положения и, в частности, с возможностью приведения во вращение второй валик 9 красочного аппарата (второй раскатный валик). Второй валик 9 красочного аппарата находится в постоянном контакте посредством фрикционного соединения по окружной поверхности с первым каландровым валом 10, который установлен с возможностью периодического введения в функциональное соединение со следующим за ним в направлении формного цилиндра 2 красочным валиком 7, в данном случае распределительным валиком. Этот красочный валик 7 предпочтительно находится в контакте непосредственно с двумя взаимодействующими с формным цилиндром 2 накатными валиками 5 (вторым и третьим накатными валиками в направлении вращения формного цилиндра). Транспортировку краски к цепочке валиков с, по меньшей мере, одним накатным валиком 5 можно прерывать в одном месте разъединения с помощью установленного с возможностью изменения положения в пространстве каландрового вала 10.
Как представлено на фиг.1 и 2, со вторым валиком 9 красочного аппарата дополнительно к первому каландровому валу 10 находится в постоянном контакте передаточный валик 11. В направлении формного цилиндра 2 за передаточным валиком 11 в постоянном контакте с ним расположен предпочтительно выполненный с возможностью изменения аксиального положения и, в частности, с возможностью приведения во вращение третий валик 6 красочного аппарата (третий раскатный валик), который находится в контакте с двумя накатными валиками 5. Эти накатные валики 5 расположены в направлении вращения формного цилиндра 2 в качестве первого и второго накатных валиков 5. В направлении вращения формного цилиндра 2 за первым и вторым накатными валиками 5 расположены дополнительно два других накатных валика 5 (третий и четвертый накатные валики в направлении вращения формного цилиндра), которые находятся в функциональном соединении с предпочтительно выполненным с возможностью изменения аксиального положения и, в частности, с возможностью приведения во вращение четвертым валиком 8 красочного аппарата (четвертым раскатным валиком).
Для подачи краски валик 15 подачи краски находится в функциональном соединении с регулировочной системой 13. Например, это - эксцентриковый регулируемый кулачковый ролик для регулирования зазора 19 между валиком 15 подачи краски и непосредственно следующим за ним первым валиком 14 красочного аппарата (см. фиг.1 и 2). Регулировочная система 13 предпочтительно находится в контакте с неподвижным относительно рамы или перемещаемым упором 18, в качестве альтернативного решения - с управляющей кулисой.
Между валиком 15 подачи краски и первым валиком 14 красочного аппарата (первым раскатным валиком) для регулирования желаемой толщины пленки можно регулировать на заданную величину зазор 19 с помощью регулировочной системы 13 и упора 18, при этом величина зазора предпочтительно меньше 1 мм. При этом происходит подача краски с валика 15 подачи краски непосредственно на первый валик 14 красочного аппарата посредством расщепления краски. Тем самым в зазоре 19 может передаваться с постоянной величиной непрерывный, тонкий слой краски (пленка краски) на последующую цепочку валиков красочного аппарата, так что, как представлено на фиг.1, обеспечивается постоянная подача краски в красочный аппарат. Красочный ящик 16 с поворотным шарниром 17, подробное описание которого следует ниже, если он присутствует, остановлен.
В варианте выполнения, представленном на фиг.2, красочный ящик 16 с валиком 15 подачи краски опирается осью вращения, по меньшей мере, на один поворотный шарнир 17. Красочный ящик 16 с валиком 15 подачи краски (и устройством дозирования краски) установлен с возможностью поворота вокруг поворотного шарнира 17 с помощью, по меньшей мере, одного исполнительного механизма и с возможностью тактового перемещения в направлении к установленному неподвижно относительно рамы первому валику 14 красочного аппарата, соответственно, от него. В качестве исполнительного механизма можно использовать, например, по меньшей мере, один рабочий цилиндр или, по меньшей мере, один перемещаемый упор 18. Уже установленный заданный зазор 19 обеспечивает желаемую толщину пленки и отсутствие контакта со стороны валика 15 подачи краски с первым валиком 14 красочного аппарата. За счет тактового поворотного движения окрашиваемого валика 15 подачи краски увеличивается установленный зазор 19 над находящимся на валике 15 подачи краски (дозированном) слое, так что образование пленки краски на первом валике 14 красочного аппарата прерывается. То есть можно подавать в последующую цепочку валиков только периодически тонкий слой краски (пленку краски).
Этот тактовый режим работы валика 15 подачи краски целесообразно должен быть, например, синхронным или асинхронным с прохождением канала формного цилиндра 2. Этот режим работы реализуется также с учетом содержания печати.
В направлении вращения валика 15 подачи краски предпочтительно перед зазором 19 расположено устройство дозирования краски.
В представленных на фиг.1 и 2 вариантах выполнения передаточный валик 11 в качестве альтернативного решения выполнен также в виде каландрового вала (второго каландрового вала). При этом передаточный валик 11 находится в постоянном контакте с фрикционным замыканием со вторым валиком 9 красочного аппарата и может периодически приводиться в контакт со следующим за ним третьим валиком 6 красочного аппарата.
В другом варианте выполнения выполняют в виде каландрового вала также передаточный валик 12, непосредственно смежный с первым валиком 14 красочного аппарата. Этот передаточный валик 12 находится в постоянном контакте с первым валиком 14 красочного аппарата, и его можно периодически приводить в контакт с последующим передаточным валиком 12.
В следующем варианте выполнения в красочном аппарате в комбинации первого валика 14 красочного аппарата предусмотрен передаточный валик 12 в качестве каландрового вала, а со вторым валиком 9 красочного аппарата взаимодействует, по меньшей мере, один каландровый вал 10.
Представленный на фиг. 1 и 2 красочный аппарат выполнен относительно длинным, то есть с цепочкой валиков со множеством валиков с соответствующим количеством зазоров.
Как представлено на фиг.3-5, цепочку валиков красочного аппарата можно дополнительно сократить за счет исключения передаточных валиков 12 и первого валика 14 красочного аппарата (первого раскатного валика). Подача краски осуществляется, по меньшей мере, с помощью окрашиваемого, находящегося в функциональном соединении с регулировочной системой 13 валика 15 подачи краски непосредственно на выполненный предпочтительно с возможностью аксиального перемещения и, в частности, с возможностью приведения во вращение второго валика 9 красочного аппарата (второй раскатный валик). Валики 15, 9 выполнены с возможностью установки между ними заданного зазора 19 с помощью регулировочной системы 13. За вторым валиком 9 красочного аппарата следует находящийся в постоянном контакте с фрикционным зацеплением по окружной поверхности первый каландровый вал 10, который установлен с возможностью периодического приведения в функциональное соединение со следующим в направлении вращения формного цилиндра 2 валиком 7 красочного аппарата (распределительным валиком), который в свою очередь находится в контакте с двумя накатными валиками 5. Каландровый вал 10, находящийся во фрикционном соединении с валиком 9 красочного аппарата, установлен с возможностью перемещения, так что можно периодически прерывать в одном месте прерывания транспортировку краски к цепочке валиков с, по меньшей мере, одним накатным валиком 5.
Второй валик 9 красочного аппарата находится дополнительно в постоянном контакте в окружном направлении с передаточным валиком 11. В направлении формного цилиндра 2 за передаточным валиком 11 в постоянном контакте с ним следует выполненный предпочтительно с возможностью аксиального перемещения и, в частности, приводной третий валик 6 красочного аппарата (третий раскатный валик), который находится в контакте с последующими двумя накатными валиками 5 (первым и вторым накатными валиками). В направлении вращения формного цилиндра 2 за этими накатными валиками 5 следуют два других накатных валика 5, которые находятся в контакте с выполненным предпочтительно с возможностью аксиального перемещения и, в частности, приводным четвертым валиком 8 красочного аппарата (четвертым раскатным валиком).
Как представлено на фиг. 3-5, в направлении вращения валика 15 подачи краски перед зазором 19 предпочтительно расположено устройство дозирования краски. В качестве альтернативного решения в представленных на фиг.3-5 вариантах выполнения можно также использовать устройство дозирования краски, которое установлено с возможностью аксиального перемещения относительно валика 15 подачи краски.
Как представлено на фиг.3, между валиком 15 подачи краски и вторым валиком 9 красочного аппарата (вторым раскатным валиком) при заданной величине зазора 19 можно обеспечивать постоянную подачу краски на следующий второй валик 9 красочного аппарата с помощью регулировочной системы 13. Если присутствует красочный ящик 16 с окрашиваемым валиком 15 подачи краски, то он остановлен в поворотном шарнире 17. Передача краски осуществляется непосредственно с валика 15 подачи краски на второй валик 9 красочного аппарата посредством расщепления краски в зазоре 19, величина которого предпочтительно меньше 1 мм. Передаточный валик 11 можно по выбору переключать в качестве каландрового вала или в постоянном контакте со вторым валиком 9 красочного аппарата (вторым раскатным валиком) или с третьим валиком 6 красочного аппарата (третьим раскатным валиком). В этих вариантах выполнения обеспечивается периодический или постоянный поток краски по нагружаемой спереди цепочке валиков. В противоположность этому соединение между первым каландровым валом 10 и красочным валиком 7 (распределительным валиком) выполнено с возможностью периодического разъединения.
Как представлено на фиг.4, красочный ящик 16 с валиком 15 подачи краски установлен с возможностью поворота вокруг поворотного шарнира 17 с помощью исполнительного механизма, например, по меньшей мере, одного рабочего цилиндра или упора 18, и с возможностью тактового перемещения в направлении ко второму валику 9 красочного аппарата (второму раскатному валику), соответственно, от него. Для подачи краски для валика 15 подачи краски предусмотрена регулировочная система 13 (предпочтительно с упором 18) для регулирования зазора 19 на желаемую толщину пленки между валиком 15 подачи краски и вторым валиком 9 красочного аппарата. В данном случае зазор 19 также обеспечивает отсутствие контакта с валиком 9 красочного аппарата. Как представлено на фиг. 4, тактовая подачи краски (аналогично фиг.2) обеспечивается за счет предпочтительно колебаний в плоскости вращения валика 15 подачи краски. То есть, образование пленки краски на втором валике 9 красочного аппарата тактовым образом прерывается, так что обеспечивается тактовая передача слоя краски (пленки краски) в последующую цепочку валиков.
За вторым валиком 9 красочного аппарата (вторым раскатным валиком) следуют, по меньшей мере, один каландровый вал 10 и один передаточный валик 11, при этом передаточный валик 11 может по выбору работать также в качестве второго каландрового вала. Каландровый вал 10 находится по окружной поверхности в контакте со вторым валиком 9 красочного аппарата и установлен с возможностью периодического введения в контакт с красочным валиком 7 (распределительным валиком). Передаточный валик 11 находится в постоянном контакте по окружной поверхности со вторым валиком 9 красочного аппарата (вторым раскатным валиком) и со следующим за ним третьим валиком 6 красочного аппарата (третьим раскатным валиком). В качестве альтернативного решения передаточный валик 11 можно также выполнять в качестве второго каландрового вала (аналогично каландровому валу 10) с возможностью периодического контакта с третьим валиком 6 красочного аппарата (третьим раскатным валиком).
Представленный на фиг.5 красочный аппарат предпочтительно выполнен аналогично фиг. 3. Окрашиваемый валик 15 подачи краски с красочным ящиком 16, если имеется, остановлен в поворотном шарнире 17. За счет фиксированного с помощью регулировочной системы 13 зазора 19 осуществляется постоянная подача краски. В качестве альтернативного решения красочный аппарат, представленный на фиг. 5, выполняется также согласно фиг.4. Валик 15 подачи краски установлен с возможностью тактового перемещения с целью периодического увеличения заданного зазора 19 и обеспечения тактовой подачи краски.
Как представлено на фиг.5, второй валик 9 красочного аппарата соприкасается по окружной поверхности с двумя каландровыми валами 10, 11 (передаточный валик 11 в качестве каландрового вала). Приводимый во вращение валик 15 подачи краски в одном варианте выполнения с колебаниями в плоскости вращения, по меньшей мере, первого каландрового вала 10 (предпочтительно также с передаточным валиком 11 в качестве каландрового вала) связан посредством редукторной передачи так, что валики 15, 10, 11 приводятся во вращение синхронно. В другом варианте выполнения можно использовать две отдельные передачи, при этом валик 15 подачи краски можно по выбору приводить во вращение синхронно или предпочтительно асинхронно с первым каландровым валом 10, соответственно, с передаточным валиком 11.
Подача краски осуществляется с помощью приводимого во вращение, окрашенного валика 15 подачи краски через зазор 19 на приводимый во вращение первый валик 14 красочного аппарата (согласно фиг.1-2). При этом нет контакта между валиком 15 подачи краски и первым валиком 14 красочного аппарата. Валик 14 красочного аппарата в зависимости от установленной (с помощью регулировочной системы 13) толщины пленки принимает печатную краску с валика 15 подачи краски постоянно или периодически (при тактовом перемещении валика 15 подачи краски) и подает ее на следующие за ним передаточные валики 12.
С передаточных валиков 12 печатная краска за счет расщепления краски подается на приводимый во вращение второй валик 9 красочного аппарата. Если прилегающий с фрикционным соединением к валику 15 подачи краски первый передаточный валик 12 выполнен в виде колеблющегося вокруг валика подачи краски каландрового вала, то пленка краски на валике 15 подачи краски выравнивается и периодически транспортируется на следующий передаточный валик.
Каландровый вал 10 прилегает с фрикционным соединением ко второму валику красочного аппарата и колеблется вокруг оси валика 9 красочного аппарата так, что каландровый вал 10 остается в постоянном фрикционном контакте с валиком 9 красочного аппарата, и одновременно может периодически прерываться поток краски к следующему за ним красочному валику 1. В этом варианте выполнения каландровый вал 10 разравнивает находящуюся на боковой поверхности валика 9 красочного аппарата пленку краски в равномерную пленку краски. Далее краска периодически передается на красочный валик 7 и затем на накатный валик 5 и наконец на четвертый валик 8 красочного аппарата. С валиком 9 красочного аппарата остается в постоянном фрикционном контакте передаточный валик 11. Передаточный валик 11 выполнен предпочтительно по выбору для постоянной передачи краски в контакте со следующим третьим валиком красочного аппарата или для периодической передачи краски в виде каландрового вала, аналогично каландровому валу 10.
В представленных на фиг. 3-5 вариантах выполнения подача краски осуществляется непосредственно с валика 15 подачи краски на второй валик 9 красочного аппарата. Следующий поток краски реализуется аналогично указанному выше способу.
Перечень позиций
1 Офсетный цилиндр
2 Формный цилиндр
3 Увлажняющий аппарат
4 Резервуар для увлажняющего средства
5 Накатный валик
6 Третий валик красочного аппарата
7 Валик красочного аппарата
8 Четвертый валик красочного аппарата
9 Второй валик красочного аппарата
10 Первый каландровый вал
11 Передаточный валик
12 Передаточный валик
13 Регулировочная система
14 Первый валик красочного аппарата
15 Валик подачи краски
16 Красочный ящик
17 Поворотный шарнир
18 Упор
19 Зазорп
| название | год | авторы | номер документа |
|---|---|---|---|
| КРАСОЧНЫЙ АППАРАТ | 2006 |
|
RU2317896C1 |
| КРАСОЧНЫЙ АППАРАТ ПЕЧАТНОЙ МАШИНЫ | 1991 |
|
RU2033334C1 |
| Красочный аппарат печатной машины | 1982 |
|
SU1113276A1 |
| СИСТЕМА ДОЗИРОВАНИЯ ДЛЯ НАКАТЫВАНИЯ КРАСКИ НА ВАЛИКИ В ПЕЧАТНОЙ МАШИНЕ | 2001 |
|
RU2258008C2 |
| КРАСОЧНЫЙ АППАРАТ (ВАРИАНТЫ) | 1998 |
|
RU2161562C1 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2377130C9 |
| УСТРОЙСТВО В ПЕЧАТНОМ МЕХАНИЗМЕ ПЕЧАТНОЙ МАШИНЫ | 2009 |
|
RU2451605C1 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2420409C2 |
| СПОСОБ ИРИСОВОЙ ПЕЧАТИ | 2001 |
|
RU2188764C1 |
| КРАСОЧНОЕ УСТРОЙСТВО ПЕЧАТНОЙ МАШИНЫ, ПЕЧАТНАЯ МАШИНА, СОДЕРЖАЩАЯ ЭТО КРАСОЧНОЕ УСТРОЙСТВО, И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕДАТОЧНОГО ВАЛИКА | 2015 |
|
RU2684662C2 |
Красочный аппарат содержит блок подачи краски, имеющий приводной валик подачи краски, приводной валик красочного аппарата с по меньшей мере одной последовательно расположенной цепочкой валиков, а также с по меньшей мере одним сопряженным с формным цилиндром накатным валиком. Валик подачи краски расположен непосредственно у приводного первого валика красочного аппарата, при этом между валиками предусмотрена возможность фиксирования заданного зазора с помощью регулировочной системы. За первым валиком красочного аппарата расположено несколько передаточных валиков и за передаточным валиком следует приводной второй валик красочного аппарата, который находится в постоянном фрикционном замыкании с по меньшей мере одним первым смежным установленным с возможностью перемещения в пространстве каландровым валом. Предложенный красочный аппарат обеспечивает возможность регулирования толщины подачи краски, а также возможность периодического прерывания транспортировки краски к цепочке валиков, имеющей по меньшей мере один накатный валик. 2 с. и 6 з.п.ф-лы, 5 ил.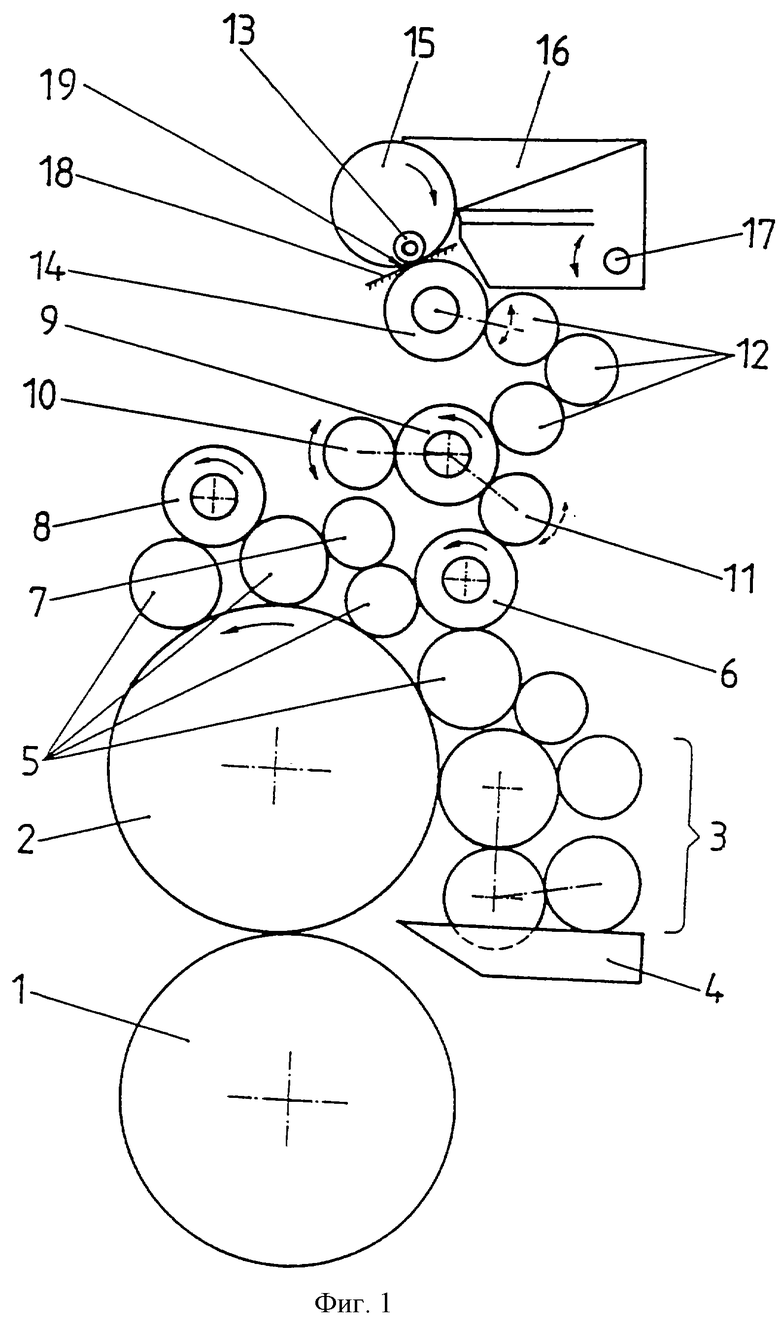
| Устройство для снятия с двойных подбор дрифтерных сетей посадочной нитки и поплавков | 1960 |
|
SU144671A1 |
| DE 3008981 A1, 24.09.1981 | |||
| DE 3706602 A1, 08.09.1988 | |||
| US 4573407 А, 04.03.1986 | |||
| Способ определения границы устойчивой работы компрессора при стендовых испытаниях | 1975 |
|
SU574658A1 |

