Изобретение относится к системам в печатающем устройстве ротационной печатной машины согласно пунктам 1 или 3.
Из DE 4439144 А1/С2 известен красочный аппарат ротационной печатной машины с принимающим краску из красочного резервуара дукторным цилиндром и несколькими наносящими печатную краску на цилиндр печатающего устройства накатными валиками, причем предусмотрен разделяющий поступающий от дукторного цилиндра красочный поток на главный поток и на побочный поток краскоделительный валик, причем в главном потоке и в побочном потоке расположено по одному передающему печатную краску от краскоделительного валика на по меньшей мере один из накатных валиков растирочному валику. Цепь валиков между дукторным цилиндром и разделяющим поток краски валиком включает четыре расположенных в ряд валика и поэтому относительно длинная, так что на расположенный далее после дукторного цилиндра в цепи валиков валик следует наносить относительно толстый слой краски, если накатные валики должны наносить определенное количество печатной краски на цилиндр печатающего устройства. После каждого места разделения между двумя соседними передающими краску валиками толщина слоя краски на последующем валике становится все меньше, однако толщина слоя краски по меньшей мере на первых четырех ближайших к красочному резервуару валиках вследствие многих мест разделения до печатающего цилиндра относительно высокая, что в случае быстроходной ротационной печатной машины приводит к усиленному образованию красочного тумана.
Из WO 2004/024451 А1 известен красочный аппарат ротационной печатной машины с принимающим печатную краску из красочного резервуара дукторным цилиндром и несколькими наносящими печатную краску на печатный цилиндр накатными валиками, причем предусмотрен разделяющий поступающий от дукторного цилиндра поток краски на главный и побочный потоки краскоделительный валик, причем в главном потоке и в побочном потоке расположено по одному передающему печатную краску от разделяющего поток краски валика на по меньшей мере один из накатных валиков растирочному валику, причем подаваемую в систему валиков печатную краску наносят с помощью секционного ракеля непосредственно на разделяющий поток печатной краски валик. Разделяющий поток печатной краски валик выполнен при этом как валик с сетчатой поверхностью. Подобный сокращенный красочный аппарат не имеет средств для позонной дозировки количества печатной краски и пригоден только для применения в связи с не имеющим увлажняющих средств методом сухой офсетной печати.
Из DE 102004 004665 А1 известно снабжение валиков красочного аппарата и/или увлажняющего аппарата устройством, с помощью которого выполним радиальный ход дистанционного управления соответствующих валиков, например, для регулировки их прижимного усилия к смежному телу вращения.
Из DE 102004 037889 А1 известно устройство для установки цилиндра печатного узла с помощью перемещаемого вдоль установочного пути в линейных подшипниках, имеющего ротационный подшипник подшипникового блока, причем установка производится с помощью опорного узла, выполненного в виде монтируемого как единое целое конструкционного узла, который включает наряду с ротационным подшипником оба взаимодействующих опорных элемента, которые делают возможным относительное движение подшипникового блока.
Из DE 2723582 В известен красочный валик с выполненной в качестве гильзы оболочковой частью из микропористого эластомерного материала, причем в состоящей, например, из пенистой резины оболочковой части выполнено множество полостей, которые в основном имеют различный размер, который лежит в пределах заданного диапазона размеров, причем этим красочным валиком намеревается предотвращение особенно при высокой окружной скорости в по крайней мере 305 м/мин отвода красочного тумана.
Из DE 3004295 А1 известен жидкостный валик с твердой поверхностью, причем на внешнюю поверхность цилиндрического сердечника нанесен слой из твердого металла, например из хрома, например, толщиной до 0,5 мм, причем в этом слое с помощью травления выполнен случайный узор связанных друг с другом полос и лежащих между ними отдельных островков, причем связанные друг с другом полосы занимают до 30% поверхности жидкостного валика, причем полосы имеют глубину, например, до 0, 075 мм, причем этот жидкостный валик для транспортировки жидкости взаимодействует с еще одним валиком, причем этот валик имеет мягкую боковую поверхность, причем оба валика отрегулированы относительно друг друга.
Из DE 4537127 А1 известен выполненный из стали красочный валик, боковая поверхность которого структурируется гравировкой предпочтительно скрещивающимися линиями в сетчатый узор, азотированием закрепляется в граничном слое и в заключение подвергается процессу оксидирования, причем процесс оксидирования на боковой поверхности валика образует внешний, состоящий в основном из Fе3О4 слой.
Из DE 102004 040150 А1 известна печатная секция с имеющим по меньшей мере один краскоделительный валик красочным аппаратом, причем в красочном аппарате между принимающим печатную краску из красочного резервуара дукторным цилиндром и разделяющим поток краски валиком (краскоделительным валиком) расположен только один единственный валик, причем этот валик выполнен в качестве пленочного валика, причем пленочный валик имеет боковую поверхность со структурой.
Из DE 6910823 U известен пленочный валик в качестве красочного валика ротационной печатной машины, причем пленочный валик имеет снабженную тонким слоем из эбонита поверхность, причем слой из эбонита имеет твердость от 80 до 85 по Шору.
Из DE 10028478 А1 известен способ изготовления состоящего преимущественно из стали валика с сетчатой поверхностью, который на своей верхней поверхности снабжен ячейками, причем ячейки получены посредством дробеструйной обработки. Недостатком этого валика является то, что боковая поверхность из стали, особенно во влажном офсетном способе печатания, по прошествии короткого промежутка времени вызывает помехи в транспортировании краски, так как такая боковая поверхность склонна работать быстро без краски.
Задача изобретения заключается в разработке системы в печатном аппарате ротационной печатной машины, которая пригодна в особенности для применения в машине для печатания газет.
Задача решается согласно изобретению признаками пунктов 1 или 3 формулы изобретения.
Получаемые изобретением преимущества состоят в особенности в том, что предлагаемые системы также и при условиях применения в быстроходной ротационной печатной машине обеспечивают получение печатной продукции высокого качества. К тому же они позволяют выполнять за короткое время замену множества расположенных на формном цилиндре печатных форм. Если системы укомплектованы в установленный на формном цилиндре красочный аппарат, то этот красочный аппарат при скорости транспортирования запечатанного на этой ротационной печатной машине материала для печати более 10 м/сек имеет низкий износ и этот красочный аппарат склонен меньше к образованию красочного тумана. При применении пленочного валика он имеет боковую поверхность с твердостью по меньшей мере 60 по Шору D, предпочтительно более 70 по Шору D, в особенности в диапазоне от 80 до 90 по Шору D, так что он в условиях применения в быстроходной ротационной печатной машине со скоростью транспортирования подлежащего запечатыванию материала более чем 10 м/сек имеет меньший износ, чем при известном пленочном валике, например пленочном валике с имеющей эбонитовый слой боковой поверхностью. Вышеприведенные высокие значения твердости боковой поверхности пленочного валика не могут быть достигнуты эбонитовым материалом. Для выполнения износостойкой боковой поверхности при вышеприведенных условиях применения имеет преимущество выбирать в качестве материала для боковой поверхности полиамид, или полиакрилат, или медь, так как эти материалы отличаются высокой стойкостью на истирание и стойкостью к старению, причем они одновременно вследствие их красковосприимчивости имеют очень хорошие свойства приема и отдачи краски.
Особенно предпочтительным является применение рильзана, т.е. полиамида из 11-аминоундекановой кислоты (Rilsan В, PA 11) или из ω-лауринлактама (Rilsan А, РА 12), причем эти полиамидные вещества имеют твердость по меньшей мере 60 по Шору D, предпочтительно более 70 по Шору D, причем особенно высокие значения твердости достигаются за счет того, что соответствующий полиамидный материал усилен стекловолокном. Следует учитывать то, что в красочном аппарате между дукторным цилиндром и краскоделительным валиком имеется очень высокая разница относительно окружной скорости, так что боковая поверхность расположенного между дукторным цилиндром и краскоделительным валиком пленочного валика подвергается высокой механической, а также термической нагрузке.
Поэтому выполнение боковой поверхности пленочного валика со стохастической структурой дает то преимущество, что такой пленочный валик имеет особенно выгодное свойство подачи краски, что приводит к получению печатного изделия высокого качества. Кроме того, предлагаемый вид нанесения стохастической структуры на боковую поверхность пленочного валика имеет большие преимущества, так как дробеструйная обработка является очень недорогим способом обработки.
Дальнейшее преимущество изобретения заключается в том, что дукторный цилиндр вследствие короткой транспортирующей краску к печатному аппарату системы валиков, т.е. малого количества мест разделения, должен принимать только сравнительно тонкий слой краски из красочного резервуара и наносить его на следующий после дукторного цилиндра валик, чтобы обеспечивать необходимое на цилиндре печатного аппарата количество печатной краски. Вследствие этого слой краски на вызывающих в основном красочный туман валиках, т.е., в частности, на пленочном валике, относительно тонкий, поэтому предлагаемый печатный аппарат также и при применении в быстроходной ротационной печатной машине со скоростью транспортировки отпечатываемого в этой ротационной машине печатного материала более 10 м/сек менее склонен к образованию красочного тумана.
Предлагаемые для пленочного валика признаки обеспечивают такой пленочный валик, который в условиях применения на быстроходной ротационной печатной машине имеет высокую стойкость, а также очень хорошие свойства подачи краски вместе с малым красочным туманом и, к тому же, недорог в изготовлении.
Другое преимущество заключается в том, что предлагаемая система вследствие короткой цепи валиков в процессе производства быстро реагирует на измененную в одной или нескольких красочных зонах регулировку дозировки краски, так что производимое до стабильной установки нового количества краски количество макулатуры может быть снижено.
Кроме того, имеется то преимущество, что образованный из предлагаемых систем красочный аппарат в своей сравнительно короткой цепи валиков имеет малый объем краски, вследствие чего время чистки красочного аппарата может быть сокращено. Короткое время чистки идет навстречу требуемому работающими в печати газет клиентами короткому времени переналадки, так как время чистки является частью времени переналадки.
Красочный аппарат согласно изобретению с несколькими, например по меньшей мере с тремя, накатными валиками, производит на цилиндре печатного аппарата, к которому подведены накатные валики, соответственно на по меньшей мере одной печатной форме, расположенной на этом цилиндре печатного аппарата, равномерный слой краски, что является существенным критерием качества печатного произведения, полученного на имеющей этот красочный аппарат печатной машине. Классические машины для печатания газет имеют до сих пор обычно только два накатных валика. Три накатных валика лучше обеспечивают равномерность слоя краски, чем только два. Они также лучше обеспечивают равномерность красочной пленки образующегося на накатных валках шаблона, так что красочный аппарат с тремя или более накатными валиками менее склонен к шаблонированию. Под шаблонированием понимается тенеобразно повторяющаяся в направлении печати цилиндра печатного аппарата нежелательная репродукция лежащей перед этим части оттиска. Репродукция проявляется более высокой или более низкой цветностью по сравнению с окружением. На шаблонирование влияет распределение краски в красочном аппарате, в частности краскораспределение на накатных валиках. Если оттисненный до этого красочный профиль вследствие обратного расщепления краски на основе репродукции на печатной форме перед следующим окрашиванием, т.е. оборотом накатного валика, не достаточно распадается, то происходит частичный перенос уже отпечатанного отрезка репродукции на другую подлежащую печатанию часть репродукции.
Кроме того, благодаря способному к радиальному ходу опиранию по меньшей мере пленочного валика и/или краскоделительного валика и/или накатного валика красочного аппарата возможно улучшение качества производимого в этом красочном аппарате печатного изделия, так как оказываемое соответствующим валиком прижимное усилие может быть отрегулировано и в зависимости от потребности может быть дополнительно отрегулировано, причем этой регулировкой можно управлять транспортировкой печатной краски и этим оптимизировать ее.
Пример выполнения изобретения представлен на чертежах и описывается ниже.
Чертежи изображают следующее:
фиг.1 - фрагмент печатного аппарата с красочным аппаратом и увлажняющим аппаратом;
фиг.2 - представленный на фиг.1 фрагмент печатного аппарата с опиранием цилиндров печатающего устройства и с установочным устройством на соответствующих валиках, причем цепи валиков замкнуты;
фиг.3 - представленный на фиг.1 фрагмент печатного аппарата с опиранием цилиндров печатающего устройства и с установочным устройством на соответствующих валиках, причем цепи валиков прерваны;
фиг.4 - в сечении опорный узел печатного цилиндра;
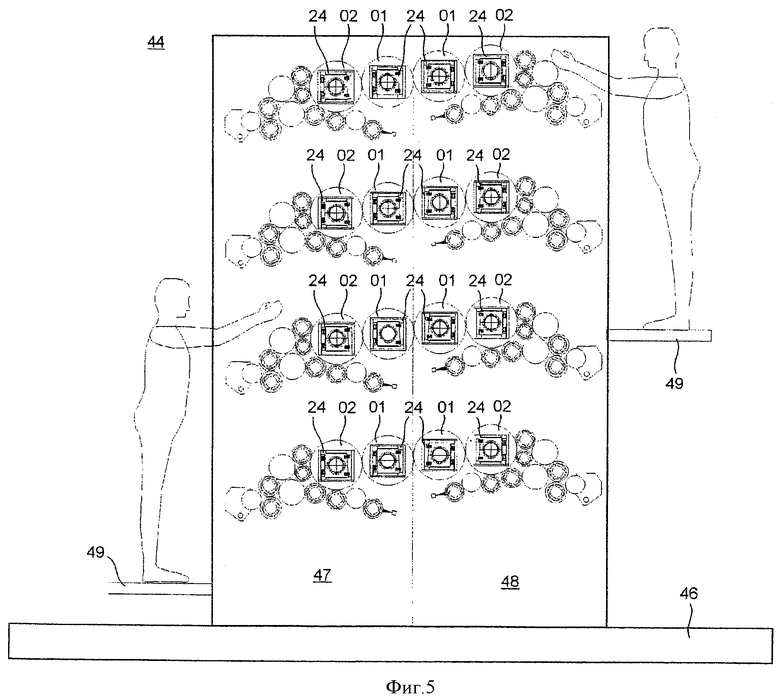
фиг.5 - печатная башня печатной машины с несколькими представленными на фиг.1-3 системами в первом рабочем положении;
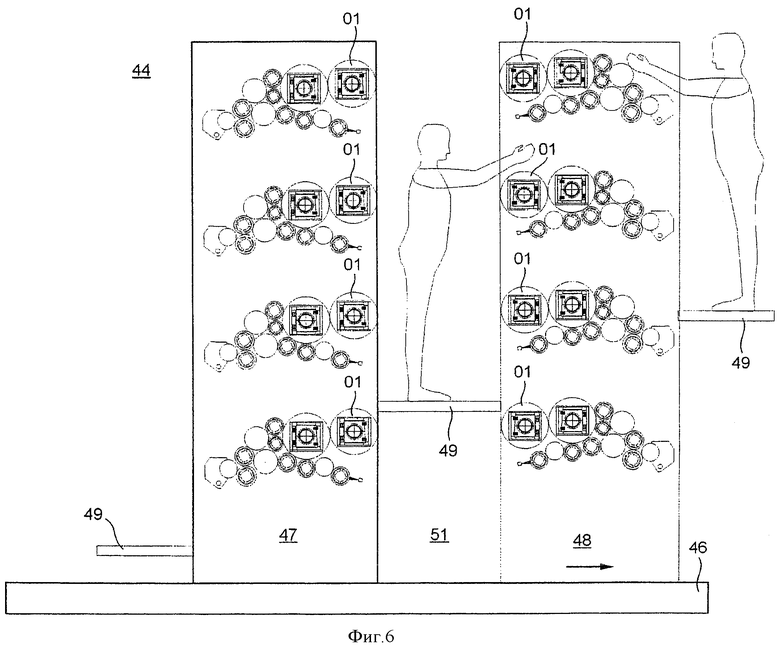
фиг.6 - показанная на фиг.5 печатная башня во втором рабочем положении;
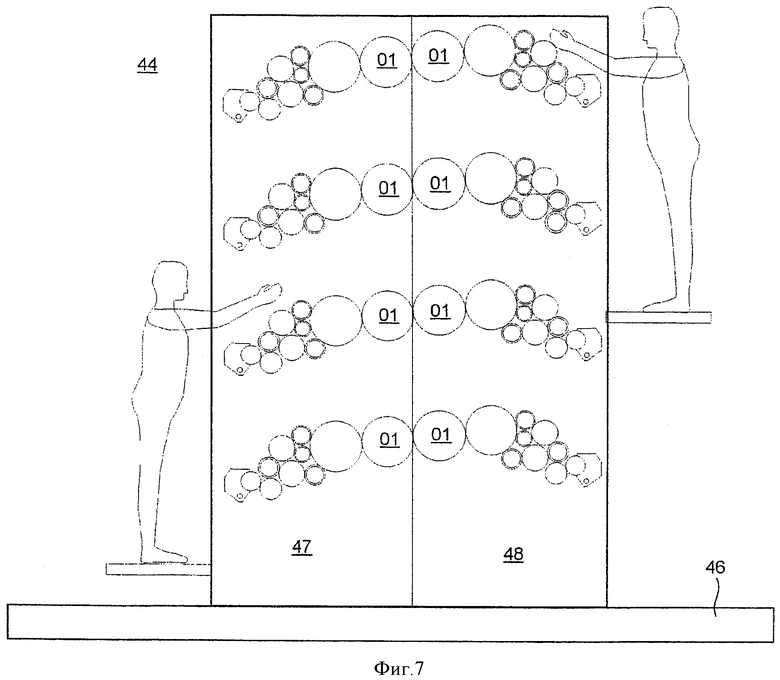
фиг.7 - показанная на фиг.5 печатная башня с печатными аппаратами каждый без увлажняющего аппарата для выполнения режима влажного офсетного печатания;
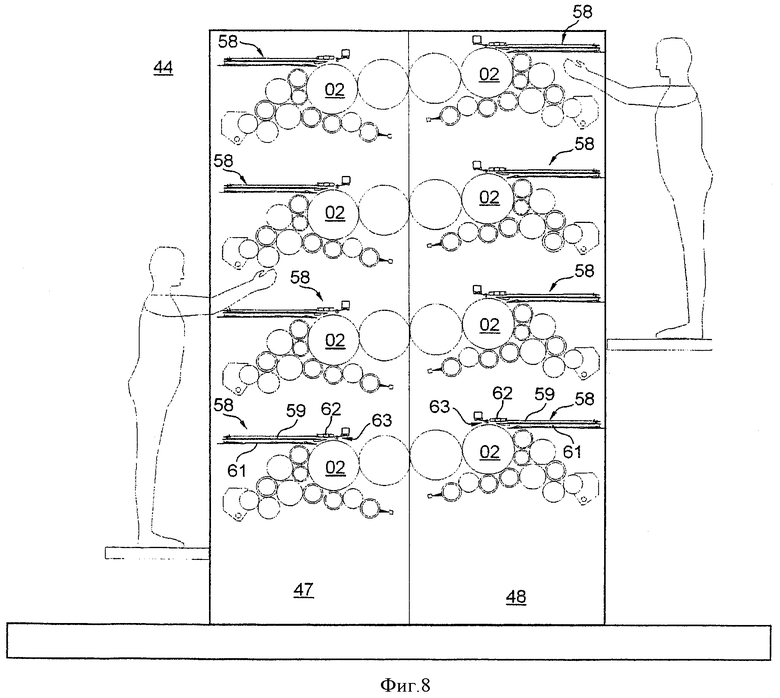
фиг.8 - показанная на фиг.5 печатная башня с подведенным к соответствующему формному цилиндру магазином печатных форм.
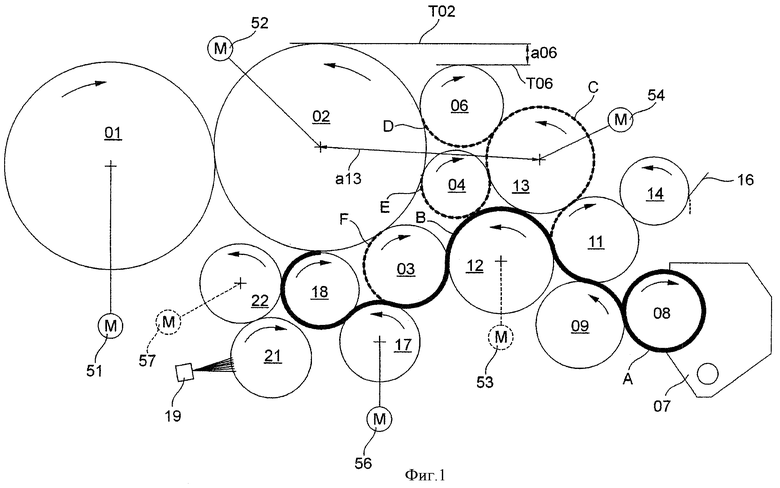
На фиг.1 представлен как пример печатный аппарат ротационной печатной машины. В представленном примере ротационная печатная машина работает в режиме влажного офсетного печатания. Его применение предусмотрено, в частности, при печатании газет. Печатный аппарат имеет в качестве печатного цилиндра 01, 02 по меньшей мере один передаточный цилиндр 01 и взаимодействующий с этим передаточным цилиндром 01 формный цилиндр 02. Передаточный цилиндр 01 каждым своим оборотом производит на непоказанном запечатываемом материале, предпочтительно на полотне, в особенности на бумажном полотне, по меньшей мере один оттиск. В показанном на фиг.1 производственном положении печатного аппарата к формному цилиндру 02 подведены по меньшей мере один красочный аппарат и один увлажняющий аппарат.
Красочный аппарат имеет несколько, предпочтительно по меньшей мере три, накатных валика 03, 04, 06, которые в текущем производственном процессе ротационной печатной машины подведены к формному цилиндру 02 с целю взаимодействия с ним. Между принимающим печатную краску из красочного резервуара 07 дукторным цилиндром 08 и наносящим печатную краску на формный цилиндр 02 накатным валиком 03, 04, 06 расположено несколько валиков 09, 11, 12, 13. Лежащий наиболее близко к дукторному цилиндру 08 в направлении транспортирования печатной краски валик 09 выполнен в качестве пленочного валика 09. Тогда в направлении транспортирования печатной краски после пленочного валика 09 предусмотрен валик 11, выполненный в качестве краскоделительного валика 11, который разделяет поступающий от дукторного цилиндра 08 поток краски А на главный поток В и побочный поток С. На фиг.1 ведущий к формному цилиндру 02 роспуск главного потока В показан сплошной линией, и ведущий также к формному цилиндру 02 роспуск побочного потока С показан штриховой линией. В главном потоке В и в побочном потоке С расположено по одному передающему печатную краску по меньшей мере на один накатный валик 03, 04, 06 валику 12, 13, причем эти валики 12, 13 выполнены в качестве растирочных (раскатных) валиков 12, 13. Оба растирочных валика 12, 13 выполняют проходящий в аксиальном направлении шанжирный ход, причем шанжирный ход одного растирочного валика, например, посредством рычажного устройства, может быть связан с шанжирным ходом другого растирочного валика. В альтернативной форме выполнения шанжирный ход соответствующего растирочного валика 12, 13 осуществляется с помощью независимых друг от друга приводов. При обоих вариантах привода оба шанжирных хода могут быть выполнены противоположными. Шанжирный ход соответствующих растирочных валиков 12, 13 может выполняться, например, редуктором из его вращательного движения. Как в главном потоке В, так и в побочном потоке С извлеченная из красочного резервуара 07 печатная краска посредством имеющих пять расположенных в ряд валиков 08, 09, 11, 12, 13, 04, 06 цепей валиков наносится на формный цилиндр 02, причем дукторный цилиндр 08, пленочный валик 09, краскоделительный валик 11, один из растирочных валиков 11 и один из накатных валиков 03, 04, 06 являются составной частью ведущей к формному цилиндру 02 цепи валиков. Между дукторным цилиндром 08 и краскоделительным валиком 11 в цепи валиков расположен только один единственный валик 09, причем этот валик 09 выполнен в качестве пленочного валика 09, причем пленочный валик 09 имеет в отношении своей боковой поверхности особенность, о которой будет идти речь ниже.
В качестве главного потока В обозначается та часть поступающего от дукторного цилиндра 08 красочного потока А, которая в направлении вращения краскоделительного валика 11 отделяется этим краскоделительным валиком 11 и в качестве первого направляется далее над расположенным в этом главном потоке В растирочным валиком 12 в направлении формного цилиндра 02. Та часть поступающего от дукторного цилиндра 08 красочного потока А, которая в направлении вращения краскоделительного валика 11 за главным потоком А принимается этим краскоделительным валиком 11 и подается далее в направлении формного цилиндра 02, обозначается побочным потоком С извлеченной из красочного резервуара 07 печатной краски. Побочный поток С может быть подразделен далее еще на частичные потоки D, Е, если к расположенному в побочном потоке С раскатному валику 13 подведено несколько, в частности два, накатных валика 03, 04, 06. В связи с тем что главный поток В поступающего от дукторного цилиндра 08 красочного потока А достигает сначала формного цилиндра 02 в его направлении вращения, т.е. по меньшей мере в пространстве перед побочным потоком С и его частичными потоками D, Е, такой красочный аппарат обозначается как красочный аппарат с передним перетяжелением. Транспортированная в побочном потоке С поступающего от дукторного цилиндра 08 красочного потока А печатная краска наносится, например, на предварительно окрашенный главным потоком В формный цилиндр 02. Также относящимися к побочному потоку С и его частичным потокам D, Е накатными валиками 04, 06 осуществляется разглаживание нанесенной в главном потоке В на формный цилиндр 02 доли печатной краски. Подобный красочный аппарат осуществляет равномерное нанесение краски на подлежащий крашению формный цилиндр 02. Красочный аппарат, главный поток В поступающего от дукторного цилиндра 08 красочного потока А которого наносится на формный цилиндр 02 в его направлении вращения только после нанесенного на формный цилиндр 02 побочного потока С и его частичных потоков D, Е, обозначается как красочный аппарат с задним перетяжелением.
Красочный резервуар 07, из которого дукторный цилиндр 08 извлекает подлежащую транспортированию печатную краску, выполнен, например, как красочный резервуар 07 или как красочная ванна 07, причем на красочном резервуаре или на красочной ванне в аксиальном направлении дукторного цилиндра 08 предусмотрено несколько, например от тридцати до шестидесяти, красочных ножей (не показаны), каждый из которых непоказанным исполнительным элементом предпочтительно с возможностью дистанционного управления может регулироваться в своем положении включения натиска относительно дукторного цилиндра 08 и действительно отрегулирован, вследствие чего возможна позонная дозировка принятой дукторным цилиндром 08 печатной краски. Произведенная регулировкой красочного ножа дозировка количества краски проявляется в пропорциональной этой регулировке толщине печатной краски в соответствующей зоне на боковой поверхности дукторного цилиндра 08. Красочный аппарат вследствие этого выполнен в предпочтительной форме выполнения как зонный красочный аппарат.
Валики 03, 04, 06, 08, 09, 11, 12, 13 красочного аппарата в их аксиальном направлении имеют длину, например, в диапазоне от 500 мм до 2600 мм, в частности в диапазоне от 1400 мм до 2400 мм. Внешний диаметр составляет, например, от 50 мм до 300 мм, предпочтительно от 80 мм до 250 мм.
Краскоделительный валик 11 имеет боковую поверхность предпочтительно из эластичного материала, например из резины. Эластомерный материал краскоделительного валика 11 может иметь толщину слоя в диапазоне от 1 мм и 20 мм, предпочтительно между 5 мм и 15 мм. Боковая поверхность краскоделительного валика 11 выполнена предпочтительно с твердостью в диапазоне между 40 и 80 по Шору А, в частности в диапазоне между 50 и 60 по Шору А, причем это значение твердости определено по стандарту Германии DIN 53505. Чем выше это значение твердости, тем больше твердость материала, который применяется в этом случае для боковой поверхности краскоделительного валика 11.
Пленочный валик 09 в качестве особенности его боковой поверхности имеет боковую поверхность со стохастической структурой, т.е. с неравномерным распределением структурирующих эту боковую поверхность элементов, которые, как правило, имеют неравномерную форму и не имеют определенного предпочтительного направления. Боковая поверхность пленочного валика 09 состоит предпочтительно из пластмассы, предпочтительно из полиакрилата или полиамида, в частности из рильзана, или в альтернативной форме выполнения из меди. Боковая поверхность пленочного валика 09 выполнена сравнительно твердой и имеет твердость по меньшей мере 60 по Шору D, предпочтительно более 70 по Шору D, в частности в диапазоне от 80 до 90 по Шору D, причем это значение определено по стандарту Германии DIN 53505. Стохастическая структура в предпочтительной форме выполнения пленочного валика 09 наносится на его первоначально гладкую и гомогенную боковую поверхность посредством дробеструйной обработки, что представляет собой особенно простое и поэтому не вызывающее много затрат изготовление предпочтительной для транспортировки печатной краски боковой поверхности этого пленочного валика 09. Следует следить за тем, чтобы между методами определения твердости по Шору А и Шору D не имелось линейной корреляции. Из приложения к стандарту DIN 53505 чисто информативно вытекает, что твердость 80 по Шору А соответствует приблизительно 30 по Шору D. Значения твердости по меньшей мере в 60 по Шору D, предпочтительно более 70 по Шору D, в частности от 80 до 90 по Шору D, означают поэтому очень твердую поверхность.
Также и боковая поверхность растирочных валиков 12, 13 может быть выполнена из пластмассы, предпочтительно из полиамида, в частности рильзана. Боковая поверхность растирочных валиков 12, 13 выполнена гладкой и без стохастической структуры. Накатные валики 03, 04, 06 имеют боковую поверхность предпочтительно из эластомерного материала, предпочтительно из резины, причем определенная по стандарту DIN 53505 твердость этих боковых поверхностей составляет между 35 и 60 по Шору А. Боковая поверхность предпочтительно погружаемого в печатную краску дукторного цилиндра 08 может быть выполнена из стали или из нанесенного на образующий ядро дукторного цилиндра материал керамического слоя.
Стохастическая структура боковой поверхности пленочного валика 09 образована предпочтительно за счет выполненных на этой боковой поверхности полостей и углублений, которые образуют структурные элементы, причем полости и углубления в радиальном направлении пленочного валика 09 могут иметь глубину в диапазоне приблизительно от 50 мкм и до 400 мкм, причем эта глубина выполнена неравномерной в отношении распределенных по боковой поверхности пленочного валика 09 структурных элементов. Действительно, ограничивающая пленочный валик 09 как тело вращения цилиндрическая поверхность имеет шероховатость с абсолютным значением микронеровности Ri, например, в диапазоне от 100 до 120 мкм и с усредненным значением микронеровности Rz, например, в диапазоне от 60 до 80 мкм, причем эти значения могут быть определены также и с помощью пертометра, т.е. контактного прибора, предпочтительно согласно существующим нормам, например по стандарту Германии DIN EN ISO 4287. Определенная по стандарту DIN 4776 из кривой Абботта наименьшая доля материала Мr1 (соответственно доли несущей поверхности пиков) боковой поверхности пленочного валика 09 лежит, например, между 7% и 13%, предпочтительно между 9% и 11%. Определенная по стандарту DIN 4776 из той же кривой Абботта наибольшая доля материала Мr2 (соответственно доли несущей поверхности бороздок) боковой поверхности пленочного валика лежит, например, в диапазоне между 80% и 95%, предпочтительно между 85% и 90%.
Каждая из открытых на боковой поверхности пленочного валика 09 полостей и/или углублений образует в отношении имеющей цилиндрическую форму базовой поверхности, т.е. в отношении закрытой и имеющей гладкие стенки воображаемой цилиндрической поверхности, пустую поверхность, причем пустая поверхность соответствует поперечному сечению полости или углубления в плоскости базовой поверхности. Сумма пустых поверхностей всех имеющихся на боковой поверхности пленочного валика 09 полостей и/или углублений образует относительно закрытой воображаемой цилиндрической поверхности долю пустых поверхностей, причем доля пустых поверхностей составляет максимально 35% этой цилиндрической поверхности и предпочтительно лежит между 20% и 30%. В зависимости от величины своей пустой поверхности и своей глубины полости и/или углубления пленочного валика 09 образуют пустой объем, причем пустой объем всех имеющихся на м2 воображаемой цилиндрической поверхности полостей и/или углублений составляет по меньшей мере 50000 мм3, предпочтительно по меньшей мере 100000 мм3, в частности по меньшей мере 150000 мм3.
Расположенные на боковой поверхности пленочного валика 09 полости и/или углубления структурируют, таким образом, своей долей пустых поверхностей, а также своими пустыми объемами боковую поверхность пленочного валика 09 и образуют там рельеф, причем этот рельеф может быть согласован с реологическими свойствами подлежащей транспортированию печатной краски, в частности с вязкостью и/или тягучестью подлежащей транспортированию печатной краски, так что процессы заполнения и опорожнения полостей и/или углублений, а также поведение подлежащей транспортированию печатной краски во время ее транспортирования от дукторного цилиндра 08 к краскоделительному валику 11 оптимизированы в зависимости от предусмотренной для этого пленочного валика 09 на его боковой поверхности скорости вращения, причем обуславливающая скорость вращения пленочного валика 09 скорость транспортирования запечатываемого на этой ротационной печатной машине материала лежит, например, в пределах до 20 м/сек, причем подобная ротационная печатная машина применяется для печатания газет. Предпочтительное действие выполненных на пленочном валике 09 полостей и/или углублений проявляется в частности при высокой скорости транспортирования запечатываемого на этой ротационной печатной машине материала, например при скорости транспортирования по меньшей мере в 10 м/сек, в особенности в диапазоне между 10 м/сек и 15 м/сек. Производственная скорость печатной машины может указываться также и числом оборотов ее цилиндров 01, 02, причем это число оборотов выполненных, например, в качестве цилиндра двойного объема вращающихся цилиндров 01, 02 печатающего устройства составляет, например, более чем 40000 оборотов в минуту. Цилиндр двойного объема имеет вдоль своей окружности два имеющих предпочтительно одинаковую длину отрезка, причем каждый отрезок соответствует, например, высоте подлежащей печатанию газетной страницы. Оба взаимодействующих друг с другом цилиндра 01, 02 имеют предпочтительно одинаковый объем.
Для выравнивания толщины слоя краски на краскоделительном валике 11 и удаления избыточной нанесенной дукторным цилиндром 08 печатной краски с боковой поверхности этого краскоделительного валика 11 может быть подведен к краскоделительному валику 11 еще один выполненный в качестве ракельного валика 14 валик 14 или по меньшей мере может быть выполнен с возможностью подвода, причем на ракельном валике 14 установлен ракель 16. Ракельный валик 14 подведен к краскоделительному валику 11 в направлении его вращения после ответвления побочного потока С. Снимаемая ракелем 16 с ракельного валика 14 избыточная краска возвращается, например, в красочный резервуар 07, что показано на фиг.1 капающей с ракельного валика 14 в его направлении вращения под ракелем 16 печатной краской.
Кроме того, может быть предусмотрен выводной валик 17, причем выводной валик 17 одновременно подведен к одному из накатных валиков 03 и к выполненному, например, в качестве влагонакатного валика 18 валику 18 подводимого к формному цилиндру 02 увлажняющего аппарата или по меньшей мере выполненного с возможностью подвода. Выводной валик 17 установлен с возможностью подвода предпочтительно к расположенному в главном потоке В накатному валику 03. Он еще раз разглаживает ведущий к формному цилиндру 02 главный поток В поступающего от дукторного цилиндра 08 красочного потока А. Увлажняющий аппарат выполнен предпочтительно как бесконтактно наносящий увлажняющее средство увлажняющий аппарат, например как наносящий увлажняющее средство методом пульверизации увлажняющий аппарат, так что он имеет разбрызгивающую балку 19, причем несколько расположенных в разбрызгивающей балке 19 разбрызгивающих сопел наносят увлажняющее средство на выполненный, например, как раскатный валик увлажняющего аппарата влагораскатный валик 21. Набрызганное на раскатный валик 21 увлажняющего аппарата увлажняющее средство передается выполненным в качестве разглаживающего валика 22 валиком 22 увлажняющего аппарата на его влагонакатный валик 18 и с него на формный цилиндр 03. Выводным валиком 17 можно продлевать ведущий к формному цилиндру 02 главный поток В поступающего от дукторного цилиндра 08 красочного потока А до влагонакатного валика 18 увлажняющего аппарата, что имеет то преимущество, что транспортируемая через главный поток печатная краска уже в увлажняющем аппарате приводится в контакт с подготовленным этим увлажняющим аппаратом увлажняющим средством и совместно с увлажняющим средством наносится на формный цилиндр 02. В этом производственном случае расположенный в главном потоке накатный валик 03 подводит только частичный поток F транспортируемой в главном потоке В печатной краски непосредственно к формному цилиндру 02.
Боковая поверхность влагонакатного валика 18 выполнена предпочтительно из эластомерного материала, предпочтительно из резины, причем определяемая по стандарту DIN 53505 твердость этой боковой поверхности находится предпочтительно в пределах от 25 и до 30 по Шору А, поэтому она сравнительно мягкая. При условии, что боковая поверхность разглаживающего валика 22 выполнена из хрома, боковая поверхность влагораскатного валика 21 выполнена из сравнительно мягкого эластомерного материала, предпочтительно из резины, причем определяемая по стандарту Германии DIN 53505 твердость этой боковой поверхности предпочтительно составляет от 25 и до 30 по Шору А. Если в отличие от этого боковая поверхность разглаживающего валика 22 выполнена также из эластомерного материала, то боковые поверхности разглаживающего валика 22 и влагораскатного валика 21 выполнены предпочтительно из одного и того же эластомерного материала, например из резины, причем определяемая по стандарту Германии DIN 53505 твердость этой боковой поверхности предпочтительно составляет от 40 и до 60 по Шору А. Вследствие этого боковая поверхность влагораскатного валика 21 во второй альтернативе выполнена более твердой, чем в первой альтернативе. Применяется ли первая или вторая альтернатива зависит от того, как приводятся в действие валики 18, 21, 22 увлажняющего аппарата. В том случае, если разглаживающий валик 22 имеет собственный привод 57, например электродвигатель 57, который на основе своего только выборочного присутствия показан на фиг.1 штриховой линией, его боковая поверхность выполнена из хрома и боковая поверхность взаимодействующего с приводимым разглаживающим валиком 22 влагораскатного валика 21 выполнена сравнительно мягкой, как описано выше. Если валики 18, 21, 22 увлажняющего аппарата имеют общий фрикционный привод, т.е. увлажняющий аппарат не имеет собственного привода 57, то упомянутая выше вторая альтернатива является предпочтительной формой выполнения. В том случае, если влагораскатный валик 21 имеет фрикционный привод, выводной валик 17 может иметь собственный привод 56, например электродвигатель 56, причем вращающийся выводной валик 17 оказывает вращательный момент на взаимодействующий с ним влагонакатный валик 18, который со своей стороны приводит благодаря трению разглаживающий валик 22, который приводит влагораскатный валик 21. Разглаживающий валик 22 выполнен преимущественно шанжирующим. Проходящий в аксиальном направлении этого разглаживающего валика 22 ход шанжирования может быть получен собственным приводом, или шанжирующее движение связано с приводом для ротационного движения этого разглаживающего валика 22, так что ход шанжирования отводится через передачу от вращательного движения.
На фиг.1 направление вращения соответствующих валиков 03, 04, 06, 08, 11, 12, 13, 14 красочного аппарата, выводного валика 17, валиков 18, 21, 22 увлажняющего аппарата, а также цилиндров 01, 02 печатного аппарата показано стрелкой. Цилиндры 01, 02 печатного аппарата каждый связаны с приводом 51, 52, например с электродвигателем 51, 52, причем эти приводы 51, 52 управляются или регулируются отдельно и независимо друг от друга. В красочном аппарате только один из раскатных валиков 12, 13, а именно или раскатный валик 12, или раскатный валик 13, приводится приводом 53, 54, например электродвигателем 53, 54. На фиг.1 представлена предпочтительная форма выполнения, при которой приводится раскатный валик 12, а раскатный валик 13 не имеет двигателя. Другая альтернатива изображена таким образом, что для раскатного валика 13 привод 53 показан только штриховой линией. Остальные валики 03, 04, 06, 08, 09, 11, 14 красочного аппарата имеют фрикционный привод и поэтому не имеют собственного двигательного привода. Для того чтобы делать возможной смену среднего накатного валика 04, верхний раскатный валик 13 установлен с возможностью отвода с помощью механического устройства в направлении, которое увеличивает его аксиальную дистанцию а13 к формному цилиндру 02, так что средний накатный валик 04 может извлекаться в основном за счет направленного вертикально вверх движения из зоны между формным цилиндром 02 и верхним раскатным валиком 13.
Самый верхний накатный валик 06 красочного аппарата расположен таким образом, что в его подведенном к формному цилиндру 02 рабочем положении горизонтальная касательная Т06 к окружности этого накатного валика 06 находится на вертикальном расстоянии а06 по меньшей мере 50 мм от горизонтальной касательной к окружности формного цилиндра 02. Это вертикальное расстояние а06 образует, так сказать, смещение между верхним накатным валиком 06 и формным цилиндром 02. Благодаря такому размещению имеется достаточная доступность со стороны обслуживания печатного аппарата к формному цилиндру 02, в особенности если все прочие относящиеся к печатному аппарату валики 03, 04, 08, 09, 11, 12, 13, 14 расположены четко под приложенной к окружности самого верхнего накатного валика 06 горизонтальной касательной Т06. Валики 18, 21, 22 печатного аппарата расположены в основном под формным цилиндром 02 и также не ограничивают доступность к формному цилиндру 02. Доступность к формному цилиндру 02 должна иметься, например, для того, чтобы можно было производить замену одной или нескольких печатных форм на боковой поверхности формного цилиндра 02 в по возможности короткое время. Замена печатных форм на формном цилиндре 02 может производиться вручную обслуживающим печатную машину персоналом или автоматически с помощью установленного у формного цилиндра предпочтительно тангенциально магазина 58 печатных форм (фиг.8).
Несмотря на сравнительно малое число мест разделения в транспортирующей печатную краску к цилиндру 02 печатного аппарата цепи валиков представленный красочный аппарат производит на цилиндре 02 равномерное нанесение краски, так как больше валиков предусмотрено там, где они особенно необходимы для разглаживания нанесенной краски, а именно в непосредственном контакте с цилиндром 02 печатного аппарата, где предпочтительно предусмотрено три накатных валика 03, 04, 06. В частности, благодаря особенной стохастической структуре боковой поверхности пленочного валика 09 достигается то, что предлагаемый печатный аппарат едва склонен к шаблонированию. В результате этим печатным аппаратом можно получать также и при печатании газет печатное изделие с высоким качеством печати, что учитывает все более растущие требования к качеству печатания газет. Даже в быстроходной печатной машине со скоростью транспортирования запечатываемого материала более чем 10 м/сек, предпочтительно в диапазоне между 10 м/сек и 15 м/сек, обычно имеющей место при печатании газет, вследствие короткой цепи валиков и применяемого пленочного валика 09 едва имеется нежелательный эффект образования красочного тумана. Применение описанного на основе фиг.1 красочного аппарата в ротационной печатной машине, в особенности в печатной машине для печати газет, поясняется ниже на основе чертежей.
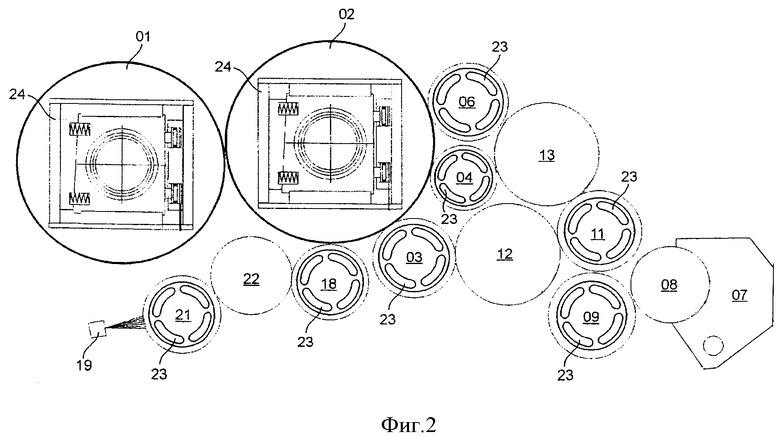
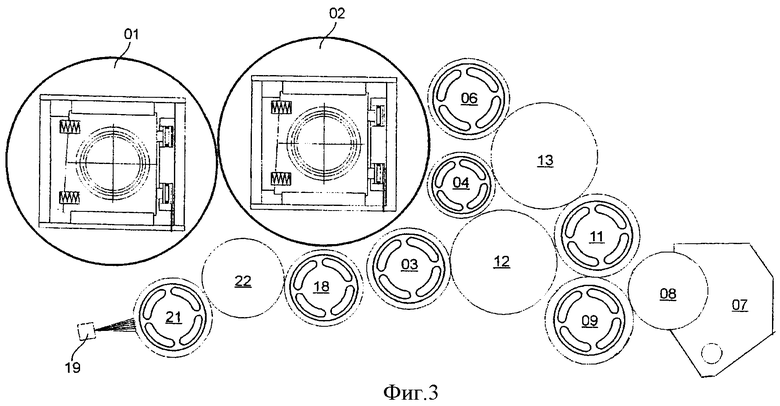
Фиг.2 и 3 показывают еще раз в схематической форме представленный на фиг.1 фрагмент печатной машины, причем особенно четко показано опирание цилиндров 01, 02 печатного аппарата и соответствующее установочное устройство накатных валиков 03, 04, 06, пленочного валика 09, краскоразделительного валика 11, влагонакатного валика 18 и влагораскатного валика 21. На фиг.2 и 3 в отличие от фиг.1 для упрощения не показан ракельный валик 14, а также выводной валик 17. Изображения на фиг.2 и 3 отличаются тем, что фиг.2 показывает первое рабочее положение с предпочтительно замкнутыми цепями валиков, что означает, что, например, накатные валики 03, 04, 06 подведены к формному цилиндру 02 и к одному из раскатных валиков 12, 13 и что влагонакатный валик 18 подведен к формному цилиндру 02 и к разглаживающему валику 22, а фиг.3 показывает второе рабочее положение с предпочтительно разомкнутой, т.е. прерванной зазором цепью валиков, что означает то, что, например, накатные валики 03, 04, 06 и/или влагонакатный валик 18 отведены по меньшей мере от формного цилиндра 02.
Все валики 03, 04, 06, 08, 09, 11, 12, 13,14 красочного аппарата, валики 18, 21, 22 увлажняющего аппарата, выводной валик 17, а также цилиндры 01, 02 печатного аппарата опираются на расположенные на расстоянии друг от друга противолежащие боковые стойки 47, 48 печатной машины (фиг.5) с возможностью вращения, причем по меньшей мере накатные валики 03, 04, 06 и влагонакатный валик 18, предпочтительно также пленочный валик 09 и краскоделительный валик 11 красочного аппарата, а также влагораскатный валик 21 красочного аппарата расположены каждый с возможностью радиального хода. Радиальный ход этих валиков 03, 04, 06, 09, 11, 18, 21 относится к тому, что ось каждого из этих валиков 03, 04, 06, 09, 11, 18, 21 или по меньшей мере одного из концов этих валиков 03, 04, 06, 09, 11, 18, 21 установлена с возможностью эксцентрической регулировки относительно принадлежащей соответствующему валику 03, 04, 06, 09, 11, 18, 21 расположенной жестко на стойке опорной точки. Эксцентрическая регулировка каждого из валиков 03, 04, 06, 09, 11, 18, 21 производится с помощью предпочтительно нескольких, например четырех, расположенных симметрично и концентрически относительно оси этих валиков 03, 04, 06, 09, 11, 18, 21 исполнительных органов 23, как это показано, например, на фиг.2 и 3, причем даже относящиеся к одному и тому же валику 03, 04, 06, 09, 11, 18, 21 исполнительные органы 23 могут приводиться в действие по отдельности и независимо друг от друга с помощью управляющего узла и могут быть отрегулированы на определенное установочное движение, причем каждый приведенный в действие исполнительный орган 23 оказывает относительно валика, 03, 04, 06, 09, 11, 18, 21, к которому он относится, радиальное усилие, причем это усилие радиально перемещает ось этого валика 03, 04, 06, 09, 11, 18, 21 или по меньшей мере пытается переместить. Если должны одновременно приводиться в действие несколько расположенных на одном и том же конце одного из валиков 03, 04, 06, 09, 11, 18, 21 исполнительных органов 23, образуется выполненный осью этого валика 03, 04, 06, 09, 11, 18, 21 радиальный ход из векторной суммы соответствующего радиального усилия приведенного в действие исполнительного органа 23. Исполнительные органы 23 нагружаются, например, рабочим средством, предпочтительно они приводятся пневматически. Исполнительные органы 23 расположены, например, в принимающем конец соответствующего валика 03, 04, 06, 09, 11, 18, 21 замке валика. Выполняемый осью соответствующего валика 03, 04, 06, 09, 11, 18, 21 радиальный ход лежит в диапазоне нескольких миллиметров, например, он составляет до 10 мм, что достаточно, чтобы отводить соответствующий валик 03, 04, 06, 09, 11, 18, 21 от по меньшей мере одного смежного цилиндрического тела вращения, например от формного цилиндра 02. Также предусмотрено то, что соответствующим исполнительным органом 23 устанавливается оказываемое соответствующим валиком 03, 04, 06, 09, 11, 18, 21 на его по меньшей мере одно смежное тело вращения прижимное усилие, причем мера установленного прижимного усилия оказывает влияние производимым управляемым этой установкой транспортированием печатной краски или увлажняющего средства на качество полученной в связи с этим красочным аппаратом и/или увлажняющим аппаратом печатной продукции. Прижимное усилие наращивается, если уже имеется контакт между соответствующим валиком 03, 04, 06, 09, 11, 18, 21 и его смежным телом вращения, однако приведением в действие одного или нескольких исполнительных органов 23 повышается по меньшей мере одно действующее радиальное усилие. Продолжающимся или новым приведением в действие одного или нескольких исполнительных органов 23 имеющееся прижимное усилие может быть изменено по его величине, например снижено.
Установкой прижимного усилия, которое один из валиков 03, 04, 06, 09, 11, 18, 21 оказывает на свое смежное тело вращения, устанавливается также и ширина образованного в точке контакта между этим валиком 03, 04, 06, 09, 11, 18, 21 и смежным телом вращения полошения из-за (неправильной) установки валиков, которое представляет собой сплющивание на боковой поверхности валика 03, 04, 06, 09, 11, 18, 21, на боковой поверхности взаимодействующего с валиком 03, 04, 06, 09, 11, 18, 21 цилиндрического тела вращения или на обеих боковых поверхностях. Шириной полошения является образованная вследствие сплющивания хорда в остальном круглого поперечного сечения валика 03, 04, 06, 09, 11, 18, 21 или взаимодействующего с ним тела вращения. Сплющивание возможно вследствие эластично деформируемой боковой поверхности валика 03, 04, 06, 09, 11, 18, 21 или взаимодействующего с ним тела вращения. Полошение обозначается также как место сжатия. В управляющем исполнительными органами 23 управляющем узле могут быть занесены в память значения их соответствующего уровня давления, на которое следует устанавливать соответствующий исполнительный орган, чтобы для определенного валика 03, 04, 06, 09, 11, 18, 21 результирующим из соответствующей установки исполнительного органа 23 прижимным усилием образовывать полошение определенной ширины по отношению к смежному телу вращения.
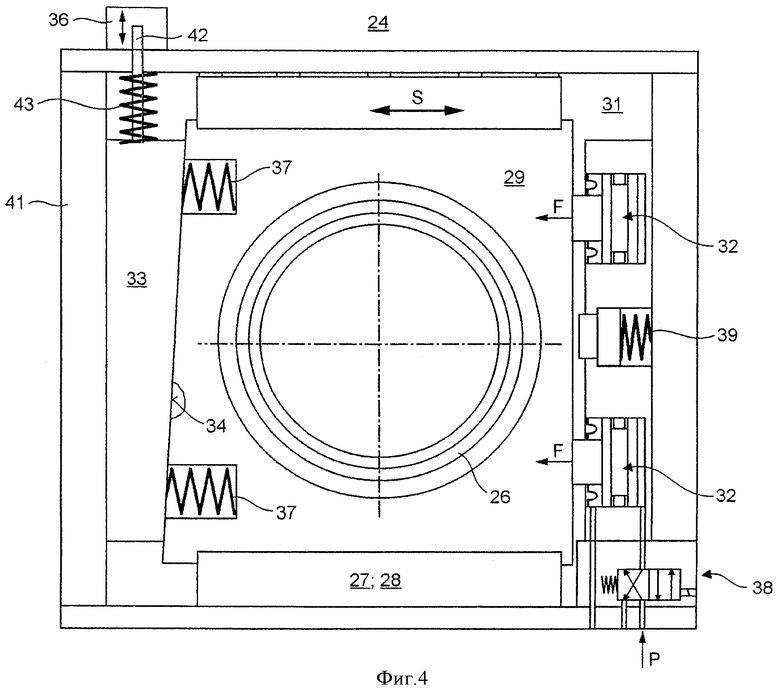
Цилиндры 01, 02 печатающего устройства, т.е. передаточный цилиндр 01 и формный цилиндр 02, согласно их изображению на фиг.2 и 3 установлены (опираются) каждый в опорном узле 24, причем преимущественно оба конца соответствующих цилиндров 01, 02 печатающего устройства опираются каждый в подобном опорном узле 24. Опорный узел 24 позволяет совершать соответствующим цилиндрам 01, 02 линейный установочный ход S, причем этот установочный ход S при печатающем устройстве с в основном вертикальным направлением запечатываемого материала имеет предпочтительно горизонтальное направление. Подробности предпочтительно применяемого опорного узла 24 показаны на фиг.4.
Интегрирующий механизмы включения/выключения натиска для цилиндров 01, 02 печатающего устройства опорный узел 24 наряду с подшипником 26, например радиальным подшипником 26, например роликоподшипником с цилиндрическими роликами, для вращательного опирания соответствующего цилиндра 01, 02 печатающего устройства имеет опорные средства 27, 28 для радиального движения соответствующего цилиндра 01, 02 - для включения, соответственно отключения натиска. Для этого опорный узел 24 после его монтажа в или на раму печатной машины имеет жесткие относительно рамы, жесткие относительно стойки опорные элементы 27, а также подвижные относительно них опорные элементы 28. Жесткие относительно стойки и подвижные опорные элементы 27, 28 выполнены в качестве взаимодействующих линейных элементов 27, 28 и совместно с соответствующими поверхностями скольжения или лежащими промежуточно элементами качения, в общем, в качестве линейного подшипника. Линейные элементы 27, 28 принимают между собой попарно принимающий радиальный подшипник 26, выполненный, например, в качестве салазок 29 подшипниковый блок. Подшипниковый блок 29 и подвижные опорные элементы 28 также могут быть выполнены за одно целое. Жесткие относительно стойки опорные элементы 27 расположены на стойке 31, которая связывается, в общем, с одной из боковых стоек 47, 48 (фиг.5) Стойка 31 выполнена, например, как несущая плита, которая, например, по меньшей мере на одной приводной стороне соответствующего цилиндра 01, 02 печатающего устройства имеет выемку для вала, например приводного вала непоказанной на фиг.4 цилиндровой цапфы. Также и стенка рамы на приводной стороне имеет предпочтительно выемку, соответственно проем для приводного вала. На противолежащей приводной стороне торцевой стороне не принудительно должна быть предусмотрена выемка в боковой стойке 47,48 (фиг.5).
Длина линейного подшипника, в особенности по меньшей мере длина жесткого относительно рамы в монтированном состоянии опорного средства, если смотреть в направлении установочного хода S, меньше, чем диаметр соответствующего цилиндра 01, 02 печатающего устройства. Подшипниковый блок 29 имеет предпочтительно только одну единственную степень свободы движения в направлении установочного хода S.
Опорный узел 24, который выполнен предпочтительно в качестве монтируемого за одно целое конструктивного узла, образует в случае необходимости частично открытый корпус, например, из стойки 31 и/или рамы (на фиг.4 без ссылочных номеров, например, четыре ограничивающие опорный узел 24 со всех четырех сторон пластины). Внутри этого корпуса, соответственно рамы размещены имеющий радиальный подшипник 26 подшипниковый блок 29, линейные направляющие 27, 28, а также в предпочтительной форме выполнения линейно перемещающий подшипниковый блок 29 исполнительный орган 32, соответственно несколько таких исполнительных органов 32. Жесткие относительно рамы опорные элементы 72 расположены в основном параллельно друг другу и определяют направление установочного хода S.
Включение и отключение натиска производится движением подшипникового блока 29 в направлении места печатания посредством оказываемого по меньшей мере одним исполнительным органом 32 на подшипниковый блок 29 усилия F, в частности по меньшей мере одним исполнительным органом 32 с управляемым усилием, с помощью которого может оказываться на подшипниковый блок 29 определенное для установки усилие F в направлении включения натиска (фиг.4). Решающее для передачи краски и этим для качества печати линейное усилие в соответствующем месте контакта определяется, таким образом, не посредством установочного хода, а посредством равновесия между усилием F и результирующим между цилиндрами 01, 02 печатающего устройства линейным усилием FL и результирующим равновесием. В первом специально непоказанном варианте выполнения цилиндры 01, 02 печатающего устройства подводятся попарно друг к другу, при этом подшипниковый блок 29 нагружается соответствующим образом установленным усилием F посредством исполнительного органа/исполнительных органов 32. Если предусмотрено несколько (например, три или четыре) смежных в непосредственной последовательности друг к другу, попарно взаимодействующих цилиндров 01, 02 печатающего устройства без возможности фиксирования или ограничения установочного хода S с помощью зависящего от усилия установочного механизма, то уже настроенная относительно требуемого давления (линейных усилий) система поддается снова корректной установке, однако базовая настройка с трудом возможна в настоящее время вследствие наложения реакций. Для базовой настройки системы (с соответствующими декелями на цилиндрах 01, 02 печатающего устройства) в предпочтительной форме выполнения предусмотрено то, что по меньшей мере соответствующий передаточный цилиндр 01 печатающего устройства выполнен с возможностью фиксации в полученном за счет равновесия усилий положении соответственно с возможностью ограничения хода.
Особенно предпочтительно такое выполнение, при котором подшипниковый блок 29 - также и во время эксплуатации печатной машины - расположен с возможностью движения по меньшей мере в направлении от места печатания против усилия, например пружинного усилия, в частности поддающегося определению усилия. Таким образом, в противоположность к чистому ограничению хода, с одной стороны определяется максимальное линейное усилие при взаимодействии цилиндров 01, 02 печатающего устройства, и с другой стороны, возможен прогиб, например, при обрыве полотна с последующим наматыванием на одном из цилиндров 01, 02 печатающего устройства.
Опорный узел 24 на своей обращенной к месту печатания стороне по меньшей мере во время процесса установки имеет изменяемый по своему положению упор 33, который ограничивает установочный ход S к месту печатания. Упор 33 расположен с возможностью изменения положения таким образом, что действующая в качестве упора упорная поверхность 34, ссылочный номер которой показан на фиг.4 в вырове подшипникового блока 29, может варьироваться вдоль установочного хода S по меньшей мере в одной зоне. Таким образом, в предпочтительной форме выполнения перемещаемым упором 33 осуществлено юстирующее устройство, с помощью которого устанавливается положение близкого к месту печатания конечного положения подшипникового блока 29. Для ограничения хода/юстировки служит, например, нижеописанный клиновой привод. Установка упора 33 может осуществляться в принципе вручную или же исполнительным органом 36.
В предпочтительной форме выполнения по фиг.4 предусмотрен непоказанный удерживающий или зажимающий элемент, с помощью которого можно фиксировать упор 33 в желаемом положении. Далее предусмотрен по меньшей мере один действующий пружинящий элемент 37, например пружинный элемент 37, который оказывает на подшипниковый блок 29 усилие FR упора 33 в отвращенном от него направлении. Это означает, что пружинный элемент 37 вызывает отключение натиска в том случае, когда для подшипникового блока 29 нет других препятствий движения. Включение натиска осуществляется посредством движения подшипникового блока 29 в направлении упора 33 с помощью по меньшей мере одного исполнительного органа 32, в частности исполнительного органа с управлением усилия, с помощью которого для установки соответствующего цилиндра 01, 02 печатающего устройства на подшипниковый блок 29 может оказываться выборочно определенное, соответственно определяемое усилие F в направлении включения натиска. Если это усилие F больше, чем возвратное усилие FR пружинных элементов 37, то при соответствующем пространственном выполнении осуществляется подвод соответствующего цилиндра 01, 02 к смежному цилиндру 01, 02 и/или подвод подшипникового блока 29 к упору 33.
В идеальном случае оказанное усилие F, возвратное усилие FR и положение упора 33 выбраны таким образом, что между упором 33 и упорной поверхностью подшипникового блока 29 в положении включения натиска не передается существенного усилия ΔF, что означает, например, |ΔF|<0,1·(F-FR), особенно |ΔF|<0,05·(F-FR), идеально: |ΔF|≈0. В этом случае усилие подвода между цилиндрами 01, 02 определяется в основном оказываемым исполнительным органом 32 усилием F. Решающее для передачи краски и этим для качества печатания линейное усилие FL в соответствующем месте контакта определяется не непосредственно установочным ходом S, а при квазисвободном упоре 33 усилием F и результирующим равновесием. В принципе после базовой установки подходящими для этого усилиями F возможно удаление упора 33, соответственно соответствующего действующего во время базовой установки фиксирования.
Исполнительный орган 32 может быть выполнен в качестве любого дающего определенное усилие F исполнительного органа 32. Предпочтительно выполнение исполнительного органа в качестве приводимого средством под давлением исполнительного элемента, в частности в качестве перемещаемого текучей средой поршня 32. Предпочтительно при учете возможного перекашивания предусматривается несколько, в настоящем примере выполнения два, подобных исполнительных органа 32. В качестве текучей среды применяется предпочтительно вследствие ее несжимаемости жидкость, например масло или вода.
Для приведения в действие выполненных в настоящем примере выполнения в качестве гидравлических поршней исполнительных органов 32 в опорном узле 24 предусмотрен управляемый клапан 38. Этот клапан выполнен, например, с возможностью электронного управления и устанавливает гидравлический поршень в первом положении без давления или по меньшей мере на уровень низкого давления, в то время как в другом положении имеется обуславливающее усилие F давление Р. Дополнительно для обеспечения надежности предусмотрена непоказанная линия утечки.
Для того чтобы препятствовать образованию слишком больших ходов для включения/отключения натиска и все-таки обеспечивать надежность наматывания полотна, на удаленной от места печатания стороне подшипникового блока 29 может быть предусмотрено ограничение хода посредством изменяющегося по положению, ограничивающего усилие упора 39 в качестве предохранения от перегрузки 39, например, в соединении с пружинным элементом, которое в производственном положении отключения натиска, т.е. когда поршни 32 разгружены и/или вдвинуты, служит в качестве упора 39 для подшипникового блока 29, в случае наматывания полотна или других вызванных местом печатания повышенных усилий, однако, ослабевает и делает возможным больший ход. Пружинящее усилие этого предохранения от перегрузки 39 выбрано поэтому большей величины, чем сумма усилий пружинных элементов 37. Поэтому при производственном включении/отключении натиска может быть предусмотрен очень короткий установочный ход, например от 1 до 3 мм.
Упор 33 в представленной форме выполнения (фиг.4) выполнен в качестве перемещаемого поперек к направлению установочного хода S клина 33, причем при его движении варьируется положение упорной поверхности 34 вдоль установочного хода S. Клин 33 опирается, например, на расположенный жестко в стойке упор 41.
Выполненный в качестве клина упор 33 выполнен с возможностью перемещения посредством исполнительного органа 36, например приводимого в действие средой под давлением исполнительного элемента 36, например приводимого средой под давлением поршня 36 в рабочем цилиндре с поршнем (двойного действия) посредством выполненного, например, в качестве поршневого штока 42 передаточного звена 42 или электродвигателя через выполненное в качестве ходового винта передаточное звено 42. Этот исполнительный орган 36 может действовать в оба направления или же, как показано, может быть выполнен как односторонний исполнительный орган, который при активировании работает против возвратной пружины 43. Сила возвратной пружины 43 выбрана по вышеизложенным причинам настолько слабой (упор почти без усилия), что клин 33 удерживается в своем корректном положении против силы тяжести или колебательных усилий.
В принципе упор 33 может быть выполнен таким образом (например, как устанавливаемый или фиксируемый в установочном направлении толкатель и т.п.), что он образует варьируемую в направлении установочного хода S и по меньшей мере во время процесса установки фиксируемую упорную поверхность 34 для движения подшипникового блока 20 в направлении места печатания. В непоказанной форме выполнения установка упора 33 производится, например, непосредственно параллельно направлению установочного хода S посредством приводного средства, например, приводимого в действие средством под давлением цилиндра с поршнем (двойного действия) или электродвигателем.
Фиг.5 и 6 показывают печатную башню 44 с несколькими, например восемью, представленными на фиг.1 и 2 системами, которые имеют взаимодействующие цилиндры 01, 02 печатающего устройства, каждый связанный с подведенным к формному цилиндру 02 красочным аппаратом и увлажняющим аппаратом. На фиг.5 в первом рабочем положении печатной башни 44 две показанные на фиг.1 и 2 системы взаимодействующих друг с другом цилиндров 01, 02 печатающего устройства вместе со своим красочным аппаратом и увлажняющим аппаратом установлены в так называемой системе резина-резина относительно друг друга, причем место контакта между подведенными друг к другу передаточными цилиндрами 01 образует место печатания. Печатная башня 44 имеет, например, две пары расположенных на расстоянии друг от друга противолежащих боковых стоек 47, 48, причем на фиг.5 и 6 от каждой из этих пар боковых стоек 47, 48 показана только одна образующая соответствующую пару стенка стойки. В каждой паре боковых стоек 47, 48 показанной на фиг.5 и 6 печатной башни 44 расположено вертикально друг над другом несколько, например четыре, представленных на фиг.1 и 2 систем взаимодействующих цилиндров 01, 02 печатающего устройства вместе с принадлежащим им красочным аппаратом и увлажняющим аппаратом, причем посредством такой системы возможно четырехкрасочное печатание. Непоказанный запечатываемый материал, предпочтительно полотно материала, пропускается между подведенными друг к другу передаточными цилиндрами 01 предпочтительно снизу вверх через печатную башню и может запечатываться одновременно с двух сторон. Представленная на фиг.5 и 6 печатная башня 44 может быть составной частью машины для печатания газет. Предпочтительно все цилиндры 01, 02 этой печатной башни 44 опираются в показанном на фиг.4 линейно перемещаемом опорном узле 24. По меньшей мере все накатные валики 03, 04, 06, 18, а также предпочтительно пленочный валик 09, краскоделительный валик 11 и влагораскатный валик 21 опираются поясняемым в связи с фиг.2 образом с возможностью радиального хода.
Печатная башня 44 расположена на фундаменте 46. Может быть предусмотрено то, что по меньшей мере одна из пар боковых стоек 47, 48 расположена на фундаменте с возможностью линейного перемещения. Фиг.5 показывает первое рабочее положение печатной башни 44, в котором обе пары боковых стоек 47, 48 установлены относительно друг друга. В этом первом рабочем положении печатной башни 44 печатающая машина может производить печатание, например, газеты. Для выполнения ручных работ на печатающих устройствах на каждой расположенной параллельно продольному направлению цилиндра 02 печатающего устройства и валиков 03, 04, 06, 08, 09, 11, 12, 13, 18, 21, 22 внешней стороне печатной башни 44 предусмотрено по одному переставляемому по высоте подесту 49.
Фиг.6 показывает представленную на фиг.5 печатную башню 44 во втором рабочем положении, в котором пара боковых стоек 48 движется на фундаменте 46 линейно прочь от представленной в этом примере в качестве стационарной пары боковых стоек 47 и этим с выключением натиска, как это показано также и стрелкой в отношении к паре боковых стоек 48. При отделении обеих пар боковой стойки 47, 48 друг от друга отводятся друг от друга также и участвующие в местах печатания передаточные цилиндры 01. Дополнительно к подесту 49 на расположенных параллельно продольному направлению цилиндра 02 печатающего устройства и валиков 03, 04, 06, 08, 09, 11, 12, 13, 18, 21, 22 внешних сторонах печатной башни 44 в образованном вследствие отвода одной пары боковых стоек 48 прохода 51 между обеими отведенными парами боковых стоек 47, 48 может быть предусмотрен переставляемый по высоте подест 49, чтобы обеспечивать выполнение ручных работ на печатающих устройствах.
Фиг.7 показывает представленную на фиг.5 печатную башню 44 в своем первом рабочем положении, в котором расположенные в различных парах боковых стоек 47, 48 и образующие общее место печатания передаточные цилиндры 01 подведены друг к другу. В отличие от фиг.5 представленная на фиг.7 печатная башня 44 предусмотрена для выполнения не имеющего увлажняющего средства способа сухой офсетной печати, так как печатная башня 44 по фиг.7 не имеет увлажняющих аппаратов. Для упрощения и обзорности на фиг.7 не показаны представленные на фиг.4 линейно перемещаемые опорные узлы 24, на которые опирается один из цилиндров 01, 02 этой печатной башни 44. По тем же соображениям на фиг.7 не показано способное к радиальному ходу опирание накатных валиков 03, 04, 06, а также предпочтительно пленочного валика 09 и краскоразделяющего валика 11 красочного аппарата, так как это опирание уже было описано в связи с фиг.2. Пары боковых стоек 47, 48 могут быть выполнены с возможностью отвода друг от друга, как это описывается в связи с фиг.6.
Фиг.8 показывает описанную в связи с фиг.5 печатную башню 44, причем каждому формному цилиндру предназначен магазин 58 печатных форм, который представлен в установленном предпочтительно тангенциально к формному цилиндру 02 рабочем положении. Каждый магазин 58 печатных форм имеет по меньшей мере одну первую шахту 59 для подачи по меньшей мере одной новой печатной формы к формному цилиндру 02 и предпочтительно одну вторую шахту 61 для приема по меньшей мере одной отведенной от формного цилиндра 02 печатной формы. Обе шахты 59, 61 выполнены предпочтительно горизонтальными и расположены на вертикальном расстоянии друг над другом. На обращенном к формному цилиндру 02 конце первой шахты 59 для подачи по меньшей мере одной новой печатной формы к формному цилиндру предусмотрен, например, по меньшей мере один поворачиваемый в плоскость подлежащей подаче печатной формы боковой упор 62, на котором сбоку направляется подлежащая подаче к формному цилиндру 02 печатная форма для выполнения обеспечивающей точную приводку подачи. Для фиксирования печатной формы на боковой поверхности формного цилиндра 02 на небольшом расстоянии от формного цилиндра 02 предусмотрен пневматически подводимый к нему посредством дистанционно управляемого, например, пневматического прижимного элемента 63, обкатный элемент 63, который в процессе монтажа временно фиксирует подлежащую подаче к формному цилиндру печатную форму. Магазинами 58 печатных форм возможна автоматизированная замена печатных форм на соответствующем формном цилиндре 02, вследствие чего значительно сокращается время переналадки для производства нового печатного изделия по отношению к ручной смене печатных форм. Это преимущество приобретает тем большее значение, чем больше печатных форм должно заменяться одновременно. Одновременная замена нескольких печатных форм соответствует обычной при печатании газет практике. Если восемь расположенных в печатной башне 44 формных цилиндров 02 обложены в 6/2-обложении печатными формами и все эти печатные формы подлежат одновременной замене для смены продукции, то в печатной машине 44 должны быть заменены одновременно 96 печатных форм, что при автоматическом процессе может осуществляться менее чем за две минуты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2420409C2 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2377130C9 |
| СПОСОБ УПРАВЛЕНИЯ ПЕРВЫМ ВАЛИКОМ, ВПИТЫВАЮЩИМ УВЛАЖНЯЮЩЕЕ СРЕДСТВО ИЗ ИСТОЧНИКА УВЛАЖНЯЮЩЕГО СРЕДСТВА, И ВТОРЫМ ВАЛИКОМ И УВЛАЖНЯЮЩИЕ АППАРАТЫ | 2003 |
|
RU2296676C2 |
| МАШИНА ДЛЯ ГЛУБОКОЙ ПЕЧАТИ И ПЕЧАТНАЯ УСТАНОВКА С МАШИНОЙ ДЛЯ ГЛУБОКОЙ ПЕЧАТИ | 2014 |
|
RU2647231C9 |
| ПЕЧАТНЫЕ АППАРАТЫ С ПО МЕНЬШЕЙ МЕРЕ ДВУМЯ ВЗАИМОДЕЙСТВУЮЩИМИ ЦИЛИНДРАМИ | 2006 |
|
RU2371318C9 |
| СПОСОБ НАСТРОЙКИ ПЕРЕНОСА ПЕЧАТНОЙ КРАСКИ | 2005 |
|
RU2370371C2 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2002 |
|
RU2275307C2 |
| УСТРОЙСТВО В ПЕЧАТНОМ МЕХАНИЗМЕ ПЕЧАТНОЙ МАШИНЫ | 2009 |
|
RU2451605C1 |
| ПЕЧАТНЫЕ СЕКЦИИ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2004 |
|
RU2349459C2 |
| Печатная машина для печати на полых цилиндрических изделиях | 1990 |
|
SU1735056A1 |
Изобретение относится к области полиграфии. Система в печатающем устройстве ротационной печатной машины по меньшей мере содержит один формный цилиндр 02, три накатных валика 03, 04, 06, два раскатных валика 12, 13 и краскоделительный валик 11. Причем оба раскатных валика 12, 13 подведены непосредственно к краскоделительному валику 11, причем один из накатных валиков 03 подведен как к одному из раскатных валиков 12, так и к формному цилиндру 02, причем остальные два накатных валика 04, 06 подведены как к другому раскатному валику 13, так и к формному цилиндру, при этом формный цилиндр 02 обложен несколькими печатными формами. Изобретение позволяет увеличить качество печатной продукции. 2 н. и 53 з.п. ф-лы, 8 ил.
1. Система в печатающем устройстве ротационной печатной машины, содержащая формный цилиндр 02, три накатных валика 03, 04, 06, два раскатных валика 12, 13 и краскоделительный валик 11, причем оба раскатных валика 12, 13 подведены непосредственно к краскоделительному валику 11, причем один из накатных валиков 03 подведен как к одному из раскатных валиков 12, так и к формному цилиндру 02, причем остальные два накатных валика 04, 06 подведены как к другому раскатному валику 13, так и к формному цилиндру, причем предусмотрен принимающий поступающую из красочного резервуара 07 печатную краску дукторный цилиндр 08, отличающаяся тем, что формный цилиндр 02 обложен несколькими печатными формами, между дукторным цилиндром 08 и краскоделительным валиком 11 расположен только один валик 09, причем, по меньшей мере, этот валик 09 расположен с возможностью радиального хода, причем радиальный ход этого валика 09 относится к тому, что ось этого валика 09 или, по меньшей мере, один конец этого валика 09 расположен с возможностью эксцентричного перемещения относительно принадлежащей этому валику 09 расположенной жестко в стойке опорной точки.
2. Система по п.1, отличающаяся тем, что самый верхний накатный валик 06 расположен таким образом, что приложенная к окружности этого накатного валика 06 горизонтальная касательная Т06 находится на вертикальном расстоянии (а06), по меньшей мере, в 50 мм от приложенной к окружности формного цилиндра 02 горизонтальной касательной Т02.
3. Система в печатающем устройстве ротационной печатной машины, по меньшей мере, содержащая один формный цилиндр 02, три накатных валика 03, 04, 06, два раскатных валика 12, 13 и краскоделительный валик 11, причем оба раскатных валика 12, 13 подведены непосредственно к краскоделительному валику 11, причем один из накатных валиков 03 подведен как к одному из раскатных валиков 12, так и к формному цилиндру 02, причем остальные два накатных валика 04, 06 подведены как к другому раскатному валику 13, так и к формному цилиндру, причем предусмотрен принимающий поступающую из красочного резервуара 07 печатную краску дукторный цилиндр 08, причем предусмотрен увлажняющий аппарат, отличающаяся тем, что каждый из раскатных валиков 12, 13 подведен исключительно к краскоделительному валику 11 и, по меньшей мере, к одному из накатных валиков 03, 04, 06, причем самый верхний накатный валик 06 расположен таким образом, что приложенная к окружности этого накатного валика 06 горизонтальная касательная Т06 находится на вертикальном расстоянии (а06), по меньшей мере, в 50 мм от приложенной к окружности формного цилиндра 02 горизонтальной касательной Т06, причем все прочие относящиеся к печатному аппарату валики 03, 04, 06, 08, 09, 11, 12, 13 расположены четко под приложенной к окружности самого верхнего накатного валика 06 горизонтальной касательной Т06, предназначенный для формного цилиндра 02 увлажняющий аппарат имеет несколько валиков 18, 21, 22, причем ось всех валиков 18, 21, 22 увлажняющего аппарата в основном расположена вертикально на расстоянии под определяемой ось вращения формного цилиндра 02 и взаимодействующего с ним передаточного цилиндра 01 плоскости.
4. Система по п.3, отличающаяся тем, что формный цилиндр 02 обложен несколькими печатными формами.
5. Система по п.2 или 3, отличающаяся тем, что поверх самого верхнего накатного валика 06 подведен тангенциально к формному цилиндру 02 магазин 58 печатных форм.
6. Система по п.5, отличающаяся тем, что магазин 58 печатных форм имеет, по меньшей мере, одну в основном горизонтальную шахту 59, 61.
7. Система по п.6, отличающаяся тем, что магазин 58 печатных форм имеет, по меньшей мере, одну первую шахту 59 для подвода, по меньшей мере, одной новой печатной формы к формному цилиндру 02.
8. Система по п.6, отличающаяся тем, что магазин 58 печатных форм имеет, по меньшей мере, одну вторую шахту 61 для принятия, по меньшей мере, одной отведенной от формного цилиндра 02 печатной формы.
9. Система по п.7 или 8, отличающаяся тем, что обе шахты 59, 61 выполнены в основном горизонтальными и расположены на вертикальном расстоянии друг над другом.
10. Система по п.1 или 4, отличающаяся тем, что формный цилиндр 02 обложен печатными формами при 6/2-обложении.
11. Система по п.1 или 3, отличающаяся тем, что имеющая эту систему ротационная печатная машина выполнена в качестве машины для печатания газет.
12. Система по п.1 или 3, отличающаяся тем, что формный цилиндр 02 выполнен в качестве двухобъемного цилиндра, причем формный цилиндр 02 имеет вдоль своей окружности два отрезка, причем каждый отрезок соответствует высоте подлежащей запечатыванию газетной страницы.
13. Система по п.1 или 3, отличающаяся тем, что краскоделительный валик 11 выполнен с возможностью разделения поступающего от дукторного цилиндра 08 потока А краски на главный поток В и побочный поток С.
14. Система по п.13, отличающаяся тем, что главный поток В поступающего от дукторного цилиндра 08 красочного потока А достигает формный цилиндр 02 в его направлении вращения пространственно перед побочным потоком С.
15. Система по п.3, отличающаяся тем, что между дукторным цилиндром 08 и краскоделительным валиком 11 расположен только один валик 09.
16. Система по п.1 или 15, отличающаяся тем, что единственный расположенный между дукторным цилиндром 08 и краскоделительным валиком 11 валик 09 выполнен в качестве пленочного валика 09.
17. Система по п.16, отличающаяся тем, что пленочный валик 09 имеет боковую поверхность с стохастической структурой.
18. Система по п.17, отличающаяся тем, что стохастическая структура выполнена посредством дробеструйной обработки боковой поверхности пленочного валика 09.
19. Система по п.16, отличающаяся тем, что боковая поверхность пленочного валика 09 имеет твердость по меньшей мере 60 по Шору D.
20. Система по п.16, отличающаяся тем, что боковая поверхность пленочного валика 09 имеет твердость по меньшей мере 70 по Шору D.
21. Система по п.16, отличающаяся тем, что боковая поверхность пленочного валика 09 имеет твердость в пределах от 80 до 90 по Шору D.
22. Система по п.16, отличающаяся тем, что боковая поверхность пленочного валика 09 выполнена из полиамида.
23. Система по п.22, отличающаяся тем, что полиамид усилен стекловолокном.
24. Система по п.16, отличающаяся тем, что боковая поверхность пленочного валика 09 выполнена из полиакрилата.
25. Система по п.16, отличающаяся тем, что боковая поверхность пленочного валика 09 выполнена из меди.
26. Система по п.16, отличающаяся тем, что боковая поверхность пленочного валика 09 имеет неравномерно распределенные углубления с глубиной в пределах от 50 до 400 мкм.
27. Система по п.26, отличающаяся тем, что открытые на боковой поверхности пленочного валика 09 углубления образуют относительно закрытой воображаемой цилиндрической поверхности этого пленочного валика 09 долю пустой поверхности максимально 35%.
28. Система по п.1, отличающаяся тем, что все прочие относящиеся к печатному аппарату валики 03, 04, 06, 08, 09, 11, 12, 13 расположены четко под приложенной к окружности самого верхнего накатного валика 06 горизонтальной касательной Т06.
29. Система по п.1, отличающаяся тем, что формный цилиндр 02 взаимодействует с увлажняющим аппаратом.
30. Система по п.29, отличающаяся тем, что ось вращения всех валиков 18, 21, 22 увлажняющего аппарата расположена в основном на вертикальном расстоянии под определенной осью вращения формного цилиндра 02 и взаимодействующего с формным цилиндром 02 передаточного цилиндра 01 плоскостью.
31. Система по п.3 или 29, отличающаяся тем, что увлажняющий аппарат выполнен с возможность бесконтактного нанесения увлажняющего средства на влагораскатный валик 21.
32. Система по п.3 или 29, отличающаяся тем, что все валики 18, 21, 22 увлажняющего аппарата выполнены с возможностью фрикционного привода.
33. Система по п.1 или 3, отличающаяся тем, что по меньшей мере один пленочный валик 09, и/или краскоделительный валик 11, и/или накатные валики 03, 04, 06 расположены каждый с возможностью радиального хода, причем радиальный ход этих валиков 03, 04, 06, 09, 11 относится к тому, что ось этих валиков 03, 04, 06, 09, 11 или по меньшей мере один из концов этих валиков 03, 04, 06, 09, 11 установлен с возможностью эксцентрического перемещения по отношению к относящейся к соответствующему валику 03, 04, 06, 09, 11 расположенной жестко в стойке опорной точки.
34. Система по п.33, отличающаяся тем, что эксцентрическое перемещение краскоделительного валика 11, и/или накатных валиков 03, 04, 06, и/или по меньшей мере одного подводимого к формному цилиндру 02 влагонакатного валика 18 осуществлено с помощью нескольких расположенных вокруг оси этих валиков 03, 04, 06, 09, 11, 18, 21 исполнительных органов 23.
35. Система по п.34, отличающаяся тем, что исполнительные органы 23 расположены каждый симметрично и концентрично относительно оси валиков 03, 04, 06, 09, 11, 18, 21.
36. Система по п.34, отличающаяся тем, что принадлежащие к одному и тому же валику 03, 04, 06, 09, 11, 18, 21 исполнительные органы 23 выполнены с возможностью приведения в действие по отдельности и независимо друг от друга управляющим блоком и установлены на определенный установочный ход.
37. Система по п.34, отличающаяся тем, что исполнительные органы 23 расположены каждый в принимающем конец соответствующего валика 03, 04, 06, 09, 11, 18, 21 валиковом замке.
38. Система по п.34, отличающаяся тем, что исполнительные органы 23 выполнены с возможностью пневматического привода.
39. Система по п.34, отличающаяся тем, что несколько расположенных на том же конце валика 03, 04, 06, 09, 11, 18, 21 исполнительных органов 23 выполнены с возможностью одновременного приведения в действие.
40. Система по п.13, отличающаяся тем, что оба подведенных как к одному из раскатных валиков 13, так и к формному цилиндру 02 накатных валика 04, 06 предусмотрены в побочном потоке С и побочный поток С разделен на два частичных потока D, Е.
41. Система по п.1 или 3, отличающаяся тем, что один из обоих раскатных валиков 12, 13 имеет независимый от привода 51, 52 формного цилиндра или взаимодействующего с этим формным цилиндром 02 передаточного цилиндра 01 привод 53, 54.
42. Система по п.1 или 3, отличающаяся тем, что по меньшей мере один из раскатных цилиндров 12, 13 имеет боковую поверхность из меди или рильзана.
43. Система по п.1 или 3, отличающаяся тем, что к краскоделительному валику 11 подведен ракельный валик 14, причем к ракельному валику 14 подведена ракель 16.
44. Система по п.43, отличающаяся тем, что подведенный к краскоделительному валику 11 ракельный валик 14 расположен в направлении вращения краскоделительного валика 11 после ответвления побочного потока С.
45. Система по п.1 или 3, отличающаяся тем, что краскоделительный валик 11 имеет боковую поверхность из эластичного материала.
46. Система по п.1 или 3, отличающаяся тем, что краскоделительный валик 11 имеет боковую поверхность с твердостью в диапазоне от 50 до 80 по Шору А.
47. Система по п.1 или 3, отличающаяся тем, что оба конца формного цилиндра 02 или взаимодействующего с этим формным цилиндром 02 передаточного цилиндра 01 опираются в опорном узле 24, причем опорный узел 24 предусмотрен для выполнения соответствующим цилиндром 01, 02 линейного установочного хода S, причем этот установочный ход S направлен в основном ортогонально к запечатываемому передаточным цилиндром 01 печатному материалу.
48. Система по п.1 или 3, отличающаяся тем, что на дукторном цилиндре 08 предусмотрены дозирующие позонно поступившую из красочного резервуара 07 печатную краску красочные ножи.
49. Система по п.3 или 29, отличающаяся тем, что предусмотрен выводной валик 17, причем выводной валик 17 подведен одновременно как к одному из накатных валиков 03, 04, 06, так и к валику 18, 21, 22 подводимого к формному цилиндру 02 увлажняющего аппарата.
50. Система по п.49, отличающаяся тем, что выводной валик 17 подведен к расположенному в главном потоке В накатному валику 03.
51. Система по п.1 или 3, отличающаяся тем, что оба раскатных валика 12, 13 установлены с возможностью выполнения шанжирного движения в их аксиальном направлении, причем шанжирные ходы обоих раскатных валиков 12, 13 выполнены противоположными.
52. Система по п.1 или 3, отличающаяся тем, что формный цилиндр 02 выполнен с возможностью запечатывания движущегося через ротационную печатную машину со скоростью транспортирования более чем 10 м/с печатного материала.
53. Система по п.1 или 3, отличающаяся тем, что она расположена в печатной башне 44, причем в этой печатной башне 44 расположено вертикально друг над другом несколько таких систем.
54. Система по п.53, отличающаяся тем, что печатный материал пропускается через печатную башню 44 вертикально.
55. Система по п.54, отличающаяся тем, что несколько расположенных вертикально друг над другом в печатной башне 44 систем принимают участие в печатании одной и той же стороны печатного материала.
| WO 2004024451 A1, 25.03.2004 | |||
| RU 2005121838 A, 20.01.2006 | |||
| КРАСОЧНЫЙ АППАРАТ ПЕЧАТНОЙ МАШИНЫ | 1991 |
|
RU2033334C1 |
| Устройство для фаллографии | 1980 |
|
SU1243695A1 |
| DE 4439144 A1, 09.05.1996. | |||

